Зварювальний агрегат для зварювання двох рейок колії і спосіб зварювання
Формула / Реферат
1. Зварювальний агрегат (1) для зварювання двох рейок (2) колії (3), що складається з пристрою (5) керування, двох половин (4), що встановлені з можливістю переміщення за допомогою обтискних циліндрів (7) в повздовжньому напрямку (6) рейок і містять передбачені для притиснення до рейок (2) затискні колодки (8), і зрізуючого ножа (9) для зрізування зварювального грату (11) із зварного стику (12), який відрізняється тим, що на одній половині (4) агрегату закріплено повітряне сопло (13) з температурним датчиком (14) і передбачено пристрій (5) керування подачею стиснутого повітря до повітряного сопла (13).
2. Агрегат за п. 1, який відрізняється тим, що повітряне сопло (13) і температурний датчик (14) розташовано між обома половинами (4) агрегату.
3. Агрегат за одним з пп. 1 або 2, який відрізняється тим, що повітряне сопло (13) закріплено на зрізуючому ножі (9).
4. Агрегат за п. 1, який відрізняється тим, що пристрій (5) керування виконаний для введення стартової температури для автоматичного запуску подачі повітря залежно від реєстрованої температурним датчиком (14) температури зварного стику (12).
5. Агрегат за п. 1 або 4, який відрізняється тим, що пристрій (5) керування виконаний для введення зупиняючої температури для автоматичного закінчення подачі повітря залежно від реєстрованої температурним датчиком (14) температури зварного стику (12).
6. Агрегат за одним з пп. 1, 2 або 3, який відрізняється тим, що подачею стиснутого повітря до повітряного сопла (13) керують за допомогою пристрою (5) керування залежно від реєстрованої температурним датчиком (14) температури зварного стику (12).
7. Агрегат за одним з пп. 1-6, який відрізняється тим, що повітряне сопло (13) має охолоджуючий отвір (18), що розташований безпосередньо над головкою (20) рейки зварного стику (12), сполучений з пневмопроводом (22), отвір (16) для стиснутого повітря і всмоктуючий отвір (17) для прийому навколишнього повітря.
8. Агрегат за п. 7, який відрізняється тим, що повітряне сопло (13) має два отвори (16) для стиснутого повітря і два всмоктуючі отвори (17), які розташовані відповідно в прохідному перпендикулярно подовжньому напрямку (6) рейки поперечному напрямку на рівній відстані від площини (15) симетрії рейки.
9. Агрегат за п. 7 або 8, який відрізняється тим, що отвір (16) для стиснутого повітря розташований під всмоктуючим отвором (17), причому переріз всмоктуючого отвору (17) щонайменше на коефіцієнт 3 більше перерізу отвору (16) для стиснутого повітря.
10. Агрегат за п. 1, який відрізняється тим, що температурний датчик (14) виконаний у вигляді інфрачервоного пірометра для безконтактного вимірювання температури розташованої на головці (20) рейки вимірювальної точки (21) зварного стику (12).
11. Спосіб зварювання рейок колії, при якому дві рейки (2) при регульованій подачі струму нагрівають, а потім стискають під високим тиском з утворенням зварного стику (12) і зварювального грату (11), який відрізняється тим, що він включає наступні ознаки:
а) безпосередньо після відділення зварювального грату (11) від зварного стику (12) повітряне сопло (13) охолоджуючим отвором (18) розташовують над розжареним зварним стиком (12);
б) вимірюють температуру зварного стику (12);
в) по досягненні критичної стартової температури зварного стику (12) до повітряного сопла (13) автоматично подають стиснуте повітря і всмоктуване за рахунок його проникнення в повітряне сопло (13) навколишнє повітря;
г) подачу стиснутого повітря автоматично припиняють по досягненні критичної температури охолоджування зварного стику (12);
д) зварювальний агрегат (1) підводять від зварених рейок (2).
12. Спосіб за п. 11, який відрізняється тим, що параметри: стартова температура й температура охолоджування, тривалість подачі стиснутого повітря, а також температурна характеристика на етапі охолоджування, реєструють і записують.
13. Спосіб за п. 11 або 12, який відрізняється тим, що кількість стиснутого повітря, що подається через повітряне сопло (13) до охолоджуючого отвору (18), регулюють з можливістю досягнення рівномірної швидкості охолоджування (°С/с) зварного стику (12).
Текст
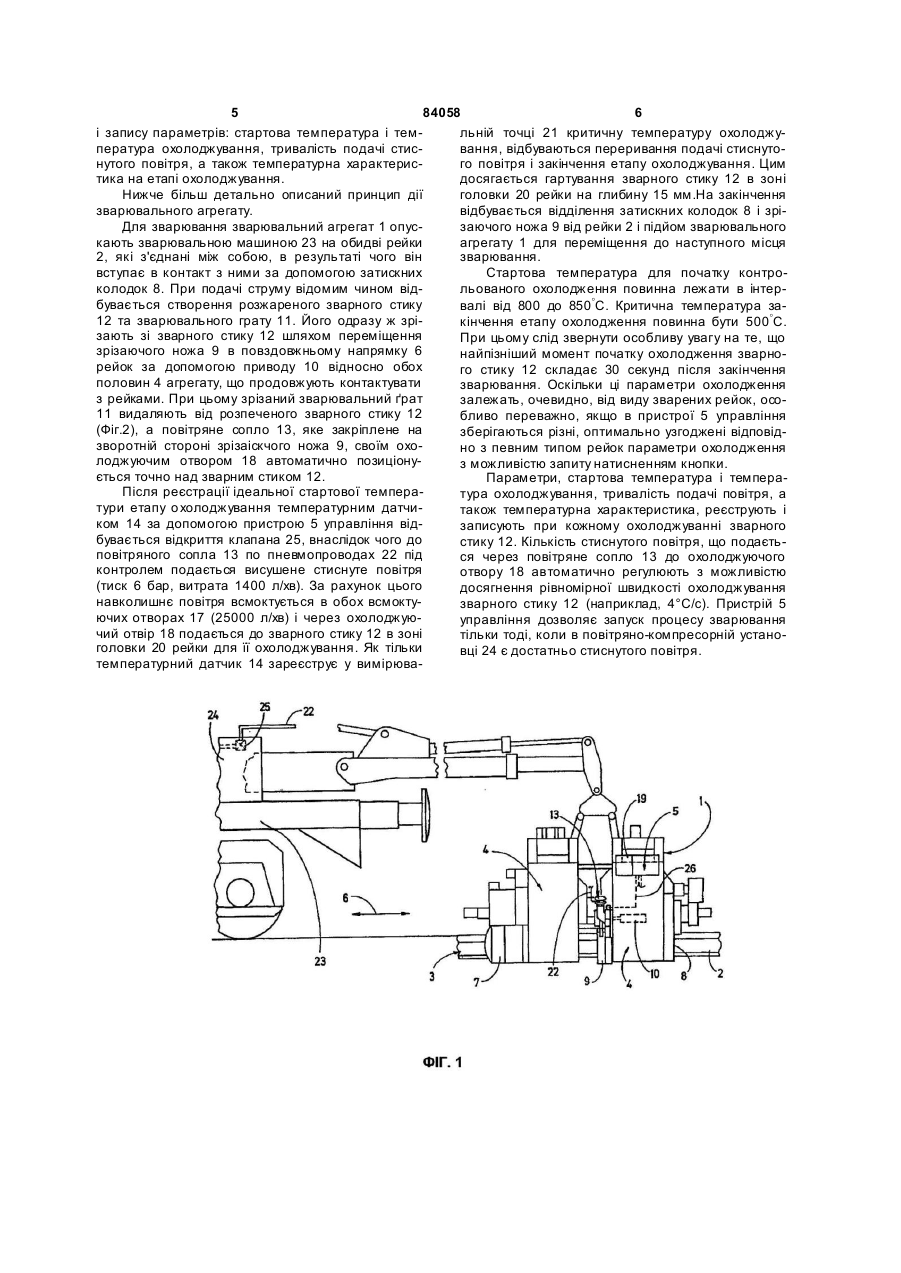
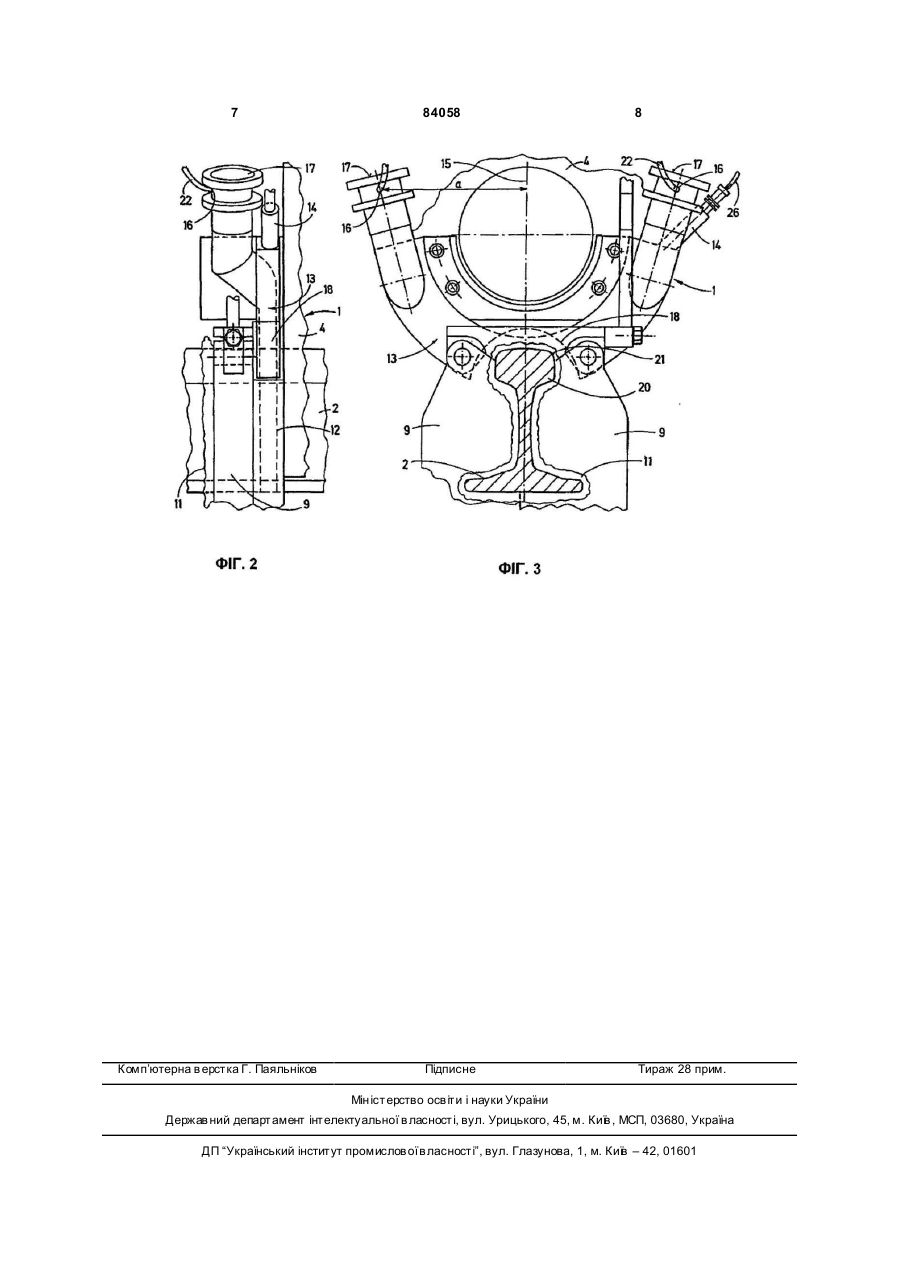
1. Зварювальний агрегат (1) для зварювання двох рейок (2) колії (3), що складається з пристрою (5) керування, двох половин (4), що встановлені з можливістю переміщення за допомогою обтискних циліндрів (7) в повздовжньому напрямку (6) рейок і містять передбачені для притиснення до рейок (2) затискні колодки (8), і зрізуючого ножа (9) для зрізування зварювального грату (11) із зварного стику (12), який відрізняється тим, що на одній половині (4) агрегату закріплено повітряне сопло (13) з температурним датчиком (14) і передбачено пристрій (5) керування подачею стиснутого повітря до повітряного сопла (13). 2. Агрегат за п. 1, який відрізняється тим, що повітряне сопло (13) і температурний датчик (14) розташовано між обома половинами (4) агрегату. 3. Агрегат за одним з пп. 1 або 2, який відрізняється тим, що повітряне сопло (13) закріплено на зрізуючому ножі (9). 4. Агрегат за п. 1, який відрізняється тим, що пристрій (5) керування виконаний для введення стартової температури для автоматичного запуску подачі повітря залежно від реєстрованої температурним датчиком (14) температури зварного стику (12). 5. Агрегат за п. 1 або 4, який відрізняється тим, що пристрій (5) керування виконаний для введення зупиняючої температури для автоматичного закінчення подачі повітря залежно від реєстрованої температурним датчиком (14) температури зварного стику (12). 6. Агрегат за одним з пп. 1, 2 або 3, який відрізняється тим, що подачею стиснутого повітря до по 2 (19) 1 3 84058 4 г) подачу стиснутого повітря автоматично припитря, а також температурна характеристика на етаняють по досягненні критичної температури охопі охолоджування, реєструють і записують. лоджування зварного стику (12); 13. Спосіб за п. 11 або 12, який відрізняється д) зварювальний агрегат (1) підводять від зваретим, що кількість стиснутого повітря, що подається них рейок (2). через повітряне сопло (13) до охолоджуючого 12. Спосіб за п. 11, який відрізняється тим, що отвору (18), регулюють з можливістю досягнення параметри: стартова температура й температура рівномірної швидкості охолоджування (°С/с) зварохолоджування, тривалість подачі стиснутого повіного стику (12). Винахід відноситься до зварювального агрегату згідно з наведеними в обмежувальній частині п. 1 формули ознаками, а також до способу зварювання. Подібні зварювальні агрегати для так званої мобільного стикового зварювання оплавленням вже відомі з безлічі публікацій в різних виконаннях, наприклад з US3349216, EP 0132227 В1 або GB 2185703 А. З однієї статті у спеціальному журналі „Rail Engineering International Edition" 2002, стор. 11-16, відоме також охолоджування зварного стику рейок із загартованою головкою за допомогою подачі повітря. Для цього після відведення зварювального агрегату над розжареним зварним стиком встановлюють спеціальний охолоджуючий ковпак з охолоджуючими отворами і подають стиснуте повітря. Недолік такого охолоджування полягає в тому, що різні істотні процеси, такі як відведення зварювального агрегату, кількість стиснутого повітря, що подається, або тривалість охолоджування залежать від уміння і надійності обслуговуючого персоналу. Задачею даного винаходу є створення родового зварювального агрегату, за допомогою якого можна було б здійснювати оптимальне зварювання рейок із загартованою головкою. Згідно з винаходом, ця задача розв'язується за допомогою зварювального агрегату описаного вище роду за допомогою приведених у відмінній частині п. 1 формули ознак. Подібне виконання забезпечує безпосередньо вслід за видаленням зварювального грату контрольоване і якісне у будь-який час виконання охолоджування зварного стику. В поєднанні з температурним датчиком охолоджування може бути здійснено точно в найоптимальнішому інтервалі температур, причому за допомогою пристрою управління можливе оптимальне регулювання подачі повітря для досягнення рівномірного охолоджування з оптимальним гартуванням головки рейки. Інші переваги й варіанти здійснення винаходу приведені в залежних пунктах формули і на кресленні. Нижче винахід більш детально описаний за допомогою прикладу його здійснення, який зображено на кресленні, на якому представляють: - Фіг.1: вигляд збоку зварювального агрегату з частково показаною зварювальною машиною; - Фіг.2: збільшений вигляд збоку повітряного сопла зварювального агрегату; - Фіг.3: збільшений вид повітряного сопла в повздовжньому напрямку рейок. На Фіг.1 зображений мобільний зварювальний агрегат 1, виконаний для здійснення електричного контактного зварювання рейок 2 шляху 3. Зварювальний агрегат 1, який забезпечується енергією від зварювальної машини 23, складається з двох половин 4 і пристрою 5 управління. Обидві половини 4 агрегату сполучено між собою за допомогою рейок 6, які проходять в повздовжньому напрямку, обжимних гідроциліндрів 7 з можливістю переміщення відносно одного до одного. Кожна половина 4 агрегату містить пару протилежних один одному перпендикулярно повздовжньому напрямку рейок затискних колодок 8, виконаних з можливістю притиснення до рейок 2 для здійснення зварювання. Між обома половинами 4 агрегату з можливістю переміщення за допомогою приводу 10 в повздовжньому напрямку рейок відносно обох половин 4 агрегату встановлений зрізаючий ніж 9 для зрізаючого зварювального грата 11 із зварного стику 12 (Фіг.2). Як видно більш докладно на Фіг.2 та 3, безпосередньо на зрізаю-чому ножі 9 закріплено повітряне сопло 13 з температурним датчиком. Пристрій 5 управління виконано для подачі стиснутого повітря до повітряного сопла 13 в межах інтервалу температур, що обирається згідно з температурою зварного стику 12. Повітряне сопло 13 оснащено двома отворами 16 для стисненого повітря та двома всмоктуючи ми отворами 17, які розташовані відповідно в проходящому перпендикулярно повздовжньому напрямку 6 рейок поперечному напрямку на рівній відстані від площини 15 симетрії рейки. Кожний отвір 16 для стисненого повітря розташований під всмоктуючим отвором 17, причому переріз всмоктуючого отвор у 17 щонайменше на коефіцієнт 3 більше перерізу отвору 16 для стисненого повітря. Температурний датчик 14 виконаний у вигляді інфрачервоного пірометра для безконтактного вимірювання температури, що розташована на головці 20 рейки вимірювальної точки 21 зварного стику 12. З отвором 16 для стиснутого повітря сполучений пневмопровід 22, приєднаний до повітряно-компресорної установки 24, що знаходиться в зварювальній машині 23. В ній встановлений клапан 25, що навантажується пристроєм 5 управління, для управління подачею стиснутого повітря. Пристрій 5 управління виконаний для введення стартової і зупиняючої температур, при якому подачу повітря по пневмопроводах 22 автоматично починають і припиняють. Для цього температурний датчик 14 сполучено магістраллю 26 з пристроєм 5 управління. Воно оснащено, крім того, середовищем 19, що запам'ятовує, для реєстрації 5 84058 6 і запису параметрів: стартова температура і темльній точці 21 критичну температуру охолоджупература охолоджування, тривалість подачі стисвання, відбуваються переривання подачі стиснутонутого повітря, а також температурна характерисго повітря і закінчення етапу охолоджування. Цим тика на етапі охолоджування. досягається гартування зварного стику 12 в зоні Нижче більш детально описаний принцип дії головки 20 рейки на глибину 15 мм.На закінчення зварювального агрегату. відбувається відділення затискних колодок 8 і зріДля зварювання зварювальний агрегат 1 опусзаючого ножа 9 від рейки 2 і підйом зварювального кають зварювальною машиною 23 на обидві рейки агрегату 1 для переміщення до наступного місця 2, які з'єднані між собою, в результаті чого він зварювання. вступає в контакт з ними за допомогою затискних Стартова температура для початку контроколодок 8. При подачі струму відомим чином відльованого охолодження повинна лежати в інтербувається створення розжареного зварного стику валі від 800 до 850°C. Критична температура за12 та зварювального грату 11. Його одразу ж зрікінчення етапу охолодження повинна бути 500°C. зають зі зварного стику 12 шляхом переміщення При цьому слід звернути особливу увагу на те, що зрізаючого ножа 9 в повздовжньому напрямку 6 найпізніший момент початку охолодження зварнорейок за допомогою приводу 10 відносно обох го стику 12 складає 30 секунд після закінчення половин 4 агрегату, що продовжують контактувати зварювання. Оскільки ці параметри охолодження з рейками. При цьому зрізаний зварювальний ґрат залежать, очевидно, від виду зварених рейок, осо11 видаляють від розпеченого зварного стику 12 бливо переважно, якщо в пристрої 5 управління (Фіг.2), а повітряне сопло 13, яке закріплене на зберігаються різні, оптимально узгоджені відповідзворотній стороні зрізаіскчого ножа 9, своїм охоно з певним типом рейок параметри охолодження лоджуючим отвором 18 автоматично позиціонуз можливістю запиту натисненням кнопки. ється точно над зварним стиком 12. Параметри, стартова температура і темпераПісля реєстрації ідеальної стартової температура охолоджування, тривалість подачі повітря, а тури етапу о холоджування температурним датчитакож температурна характеристика, реєструють і ком 14 за допомогою пристрою 5 управління відзаписують при кожному охолоджуванні зварного бувається відкриття клапана 25, внаслідок чого до стику 12. Кількість стиснутого повітря, що подаєтьповітряного сопла 13 по пневмопроводах 22 під ся через повітряне сопло 13 до охолоджуючого контролем подається висушене стиснуте повітря отвору 18 автоматично регулюють з можливістю (тиск 6 бар, витрата 1400 л/хв). За рахунок цього досягнення рівномірної швидкості охолоджування навколишнє повітря всмоктується в обох всмоктузварного стику 12 (наприклад, 4°С/с). Пристрій 5 ючих отворах 17 (25000 л/хв) і через охолоджуюуправління дозволяє запуск процесу зварювання чий отвір 18 подається до зварного стику 12 в зоні тільки тоді, коли в повітряно-компресорній устаноголовки 20 рейки для її охолоджування. Як тільки вці 24 є достатньо стиснутого повітря. температурний датчик 14 зареєструє у вимірюва 7 Комп’ютерна в ерстка Г. Паяльніков 84058 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding unit for welding two track rails and method for welding
Автори англійськоюMuhlleitner Heinz
Назва патенту російськоюСварочный агрегат для сварки двух реек колеи и способ сварки
Автори російськоюМюлляйтнер Хайнц
МПК / Мітки
МПК: C21D 9/50, E01B 11/00
Мітки: рейок, зварювання, зварювальний, колії, агрегат, спосіб, двох
Код посилання
<a href="https://ua.patents.su/4-84058-zvaryuvalnijj-agregat-dlya-zvaryuvannya-dvokh-rejjok-koli-i-sposib-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Зварювальний агрегат для зварювання двох рейок колії і спосіб зварювання</a>
Спосіб центрування двох профільних заготовок, зокрема, двох рейок, в машині для контактного стикового зварювання
Номер патенту: 42022
Опубліковано: 15.10.2001
Автори: Кривонос Вадим Петрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, центрування, спосіб, профільних, машини, рейок, зварювання, двох, контактного, зокрема, заготовок
Формула / Реферат:
1. Способ центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, отличающийся тем, что в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов...
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Грабчев Борис Леонідович, Кучук-Яценко Сергій Іванович, Кривонос Вадим Петрович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: контактного, стикового, профільних, двох, рейок, пристрій, машини, центрування, заготовок, зокрема, зварювання
Формула / Реферат:
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Шпалопідбивальний агрегат для підбивання шпал рейкової колії
Номер патенту: 66374
Опубліковано: 17.05.2004
Автори: Тойрер Йозеф, Пейтл Фридрих
МПК: E01B 27/16
Мітки: шпал, шпалопідбивальний, колії, рейкової, агрегат, підбивання
Формула / Реферат:
1. Шпалопідбивальний агрегат (1) для підбивання шпал (2) рейкової колії (3), що має бойки шпалопідбійки (17, 18), що виконані з можливістю повороту навколо горизонтальних осей хитань (16), які проходять паралельно одна одній, і розташовані щодо їх у поперечному напрямку колії попарно й укріплені на двох опорах шпалопідбивального механізму (8, 10), що йдуть одна за одною у поздовжньому напрямку, перпендикулярному до осей хитань (16), і...
Зварювальний пристрій і спосіб зварювання фольги
Номер патенту: 63919
Опубліковано: 16.02.2004
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B29C 65/02
Мітки: спосіб, пристрій, зварювальний, зварювання, фольги
Формула / Реферат:
1. Зварювальний пристрій для зварювання фольги, зокрема для виготовлення пакетів із фольги, що містить засоби транспортування фольги для подачі зварюваної фольги й засоби зварювання, які мають зварювальну головку, яка може займати щонайменше три функціональні положення:і) зварювальне положення для виконання операції зварювання фольги, іі) проміжне положення, при якому зварювальна головка знаходиться напершій, заздалегідь...
Зварювальний агрегат з перетворювачем
Номер патенту: 26096
Опубліковано: 10.09.2007
Автор: Ситнік Валерій Васильович
МПК: B23K 9/10, B23K 9/095, B23K 9/12
Мітки: перетворювачем, зварювальний, агрегат
Формула / Реферат:
1. Зварювальний агрегат з перетворювачем, що містить силовий привід, генератор і силовий випрямляч, при цьому силовий привід і генератор мають між собою механічний зв'язок, а вхід силового випрямляча підключений до виходу генератора, який відрізняється тим, що додатково містить конвертор, вхід якого підключений до виходу генератора.2. Зварювальний агрегат з перетворювачем за п. 1, який відрізняється тим, що силовий привід...
Попередній патент: Комбайн шахтний прохідницький
Наступний патент: Комбайн шахтний прохідницький
Випадковий патент: Різальний і передавальний агрегат для стеблових культур