Спосіб контактного стикового зварювання оплавленням
Номер патенту: 6111
Опубліковано: 29.12.1994
Автори: Загадарчук Василь Феодосійович, Нікітін Анатолій Сергійович, Швець Юрій Васильович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович
Формула / Реферат
1. Способ контактной стыковой сварки оплавлением преимущественно деталей со сплошным свариваемым сечением, при котором в искровом промежутке свариваемых деталей создают дополнительное электромагнитное поле, отличающийся тем, что, с целью улучшения качества соединений и повышения производительности сварки, силовые линии дополнительного электромагнитного поля в процессе оплавлення направляют согласно силовым линиям собственного электромагнитного поля, существующего в искровом промежутке свариваемых деталей при оплавлений в каждый период переменного тока.
2. Способ по п. 1, отличающийся тем, что дополнительное электромагнитное поле с силовыми линиями, направленными согласно силовым линиям собственного электромагнитного поля, создают с момента возбуждения устойчивого оплавления.
3. Способ по п. 1, отличающийся тем, что дополнительное электромагнитное поле с силовыми линиями, направленными согласно силовым линиям собственного электромагнитного поля, создают в ограниченный период оплавления перед осадкой, длительность которого устанавливают равной отношению максимального зазора, существующего между свариваемыми деталями в искровом промежутке при оплавлений, к средней скорости перемещения, заданной в этот ограниченный период оплавления перед осадкой.
4. Способ по п. 1, отличающийся тем, что в процессе оплавления изменяют напряженность дополнительного электромагнитного поля, уменьшая ее по мере достижения сварочным током наперед заданной величины и увеличивая ее по мере уменьшения сварочного тока.
Текст
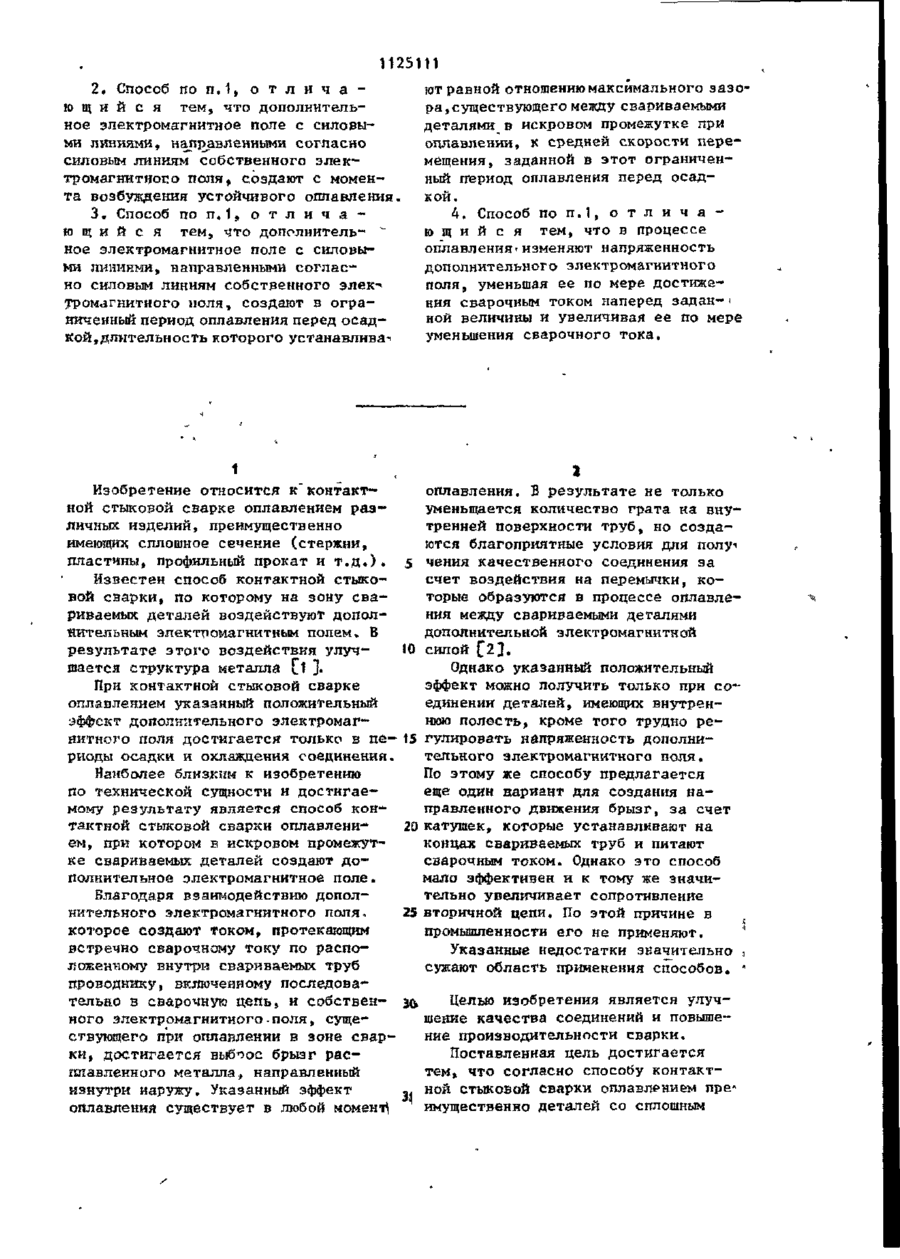
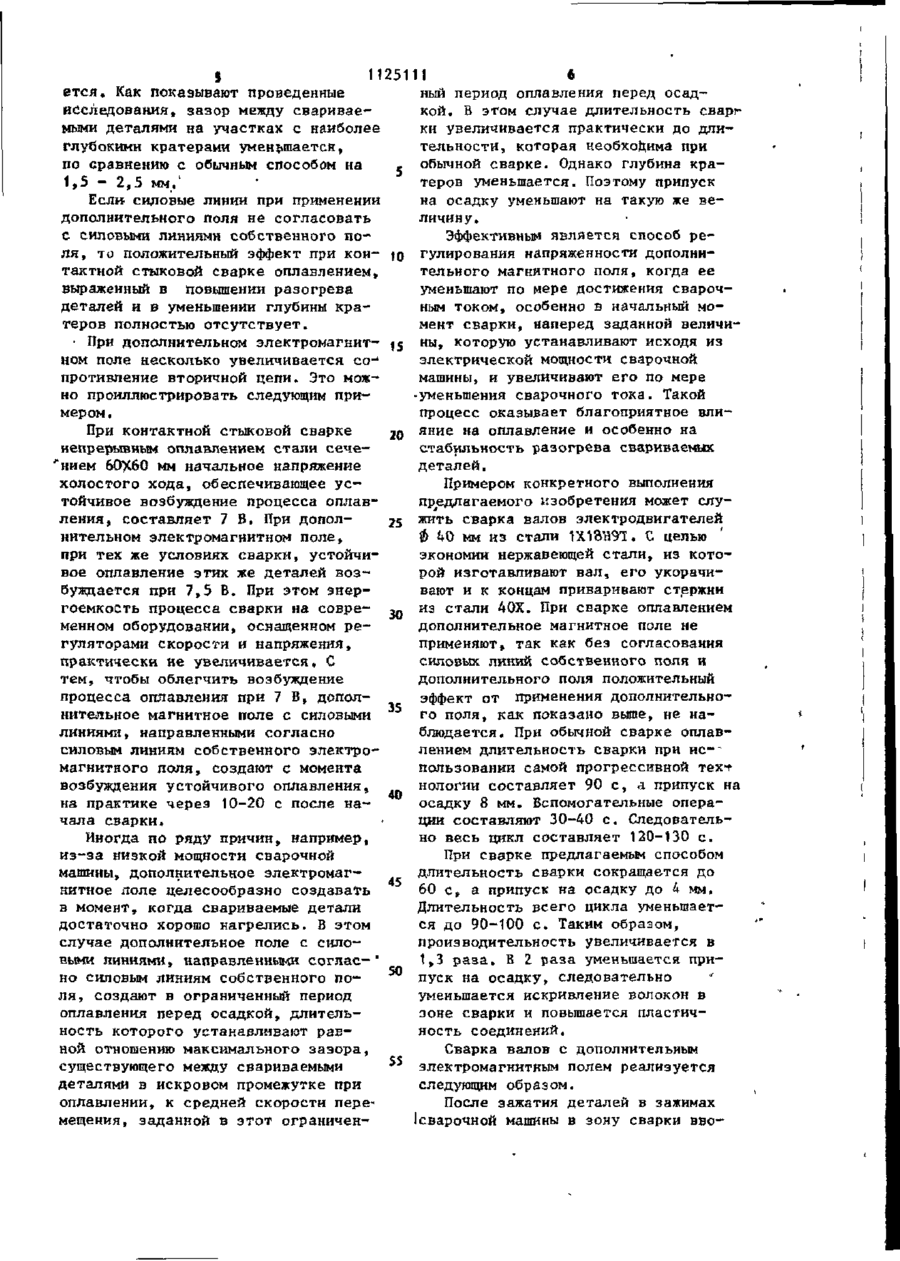
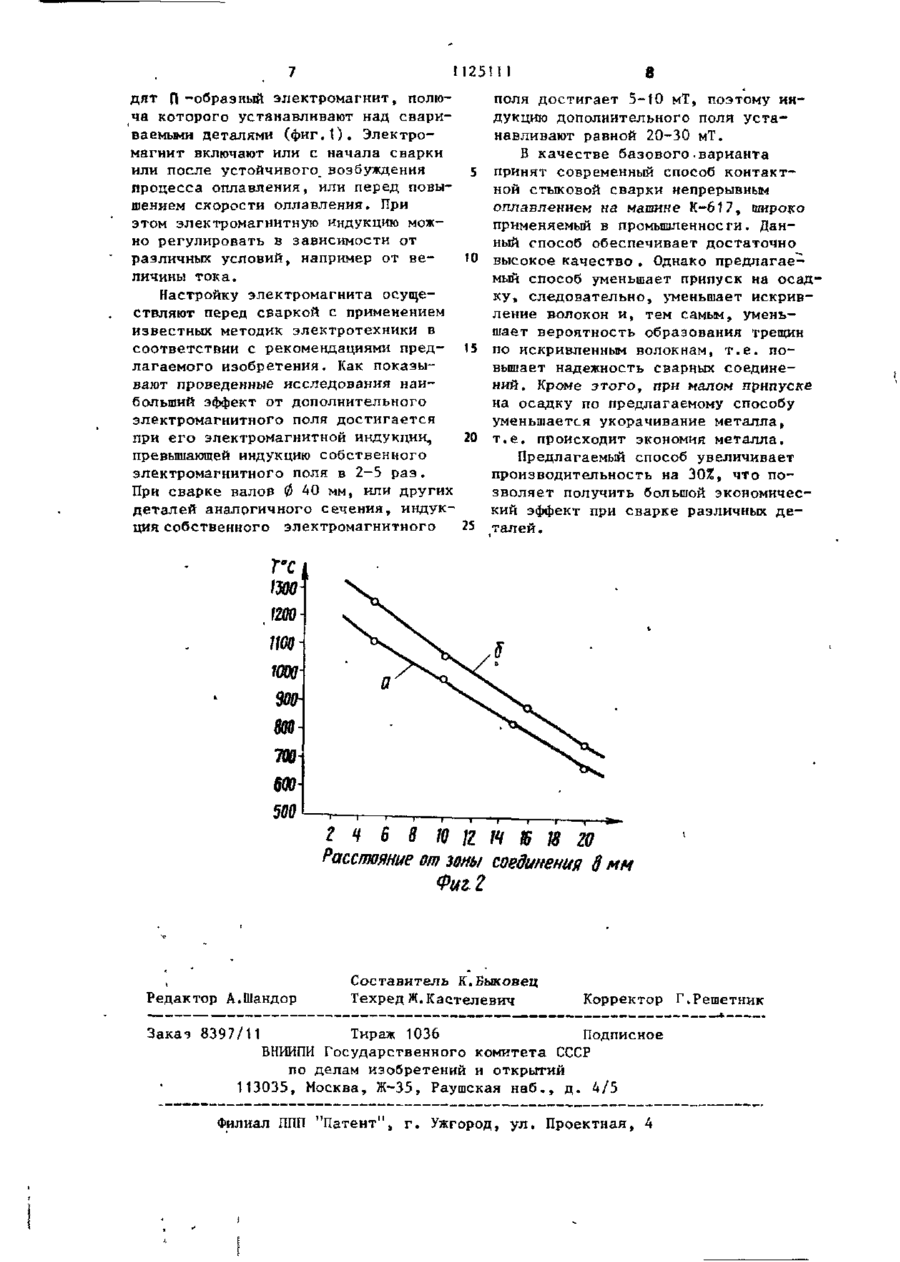
1. СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ преимущественно деталей со сплошным свариваемым сечением, при котором в искровом промежутке свариваемых деталей создают дополнительное электромагнитное поле, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества соединений и повышения производи-1* тельности сварки, силовые линии дополнительного электромагнитного поля в процессе оплавления направляют согласно силовым' линиям собственного электромагнитного поля, существующего в искровом промежутке свариваемых деталей при оплавлении в каждый период переменного тока. СЛ С N5 СЛ Фиіі \ Р" "~* -"Ц, 1125111 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что дополнительное электромагнитное поле с силовыми линиями, направленными согласно силовым линиям собственного электромагнитного поля, создают с момента возбуждения устойчивого оплавления. 3. Способ по п.1, о т л и ч а ю щ и й с я тем, что дополнитель- " ное электромагнитное поле с силовыми линиями, направленными согласно силовым линиям собственного элек-« тромагнитного ноля, создают в ограниченный период оплавления перед осадкой,длительность которого устанавливав ют равной отношению максимального зазора, существующего между свариваемыми деталями в искровом промежутке при оплавлении, к средней скорости перемещения, заданной в этот ограниченный период оплавления перед осадкой. 4- Способ по п.1, о т л и ч а ю щ и й с я тем, что в процессе оплавления'изменяют напряженность дополнительного электромагнитного поля, уменьшая ее по мере достижения сварочным током наперед задан-< ной величины и увеличивая ее по мере уменьшения сварочного тока. Изобретение относится к"контактоплавления. В результате не только ной стыковой сварке оплавлением разуменьшается количество грата на внуличных изделий, преимущественно тренней поверхности труб, но создаимеющих сплошное сечение (стержни, ются благоприятные условия для получ пластчны, профильный прокат и т.д.). 5 чения качественного соединения за Известен способ контактной стыкосчет воздействия на перемычки, ковой сварки, по которому на зону сваторые образуются в процессе оплавлериваемык деталей воздействуют дополния между свариваемыми деталями нительным электромагнитным полем. В дополнительной электромагнитной результате этого воздействия улуч10 силой £2]. шается структура металла Сі ]• Однако указанный положительный эффект можно получить только при соПри контактной стыковой сварке единении деталей, имеющих внутреноплавлением указанный положительный нюю полость, кроме того трудно peэффект дополнительного электромагнитного поля достигается только в пе- ts гулировать напряженность дополнительного электромагнитного поля. риоды осадки и охлаждения соединения. По этому же способу предлагается Наиболее близким к изобретению еще один вариант для создания напо технической сущности и достигаеправленного движения брызг, за счет мому результату является способ кон20 катушек, которые устанавливают на тактной стыковой сварки оплавлениконцах свариваемых труб и питают ем, при котором в искровом промежутсварочным током. Однако это способ ке свариваемых деталей создают домало эффективен и к тому же значиполнительное электромагнитное поле. тельно увеличивает сопротивление Благодаря взаимодействию допол25 вторичной цепи. По этой причине в нительного электромагнитного поля, промышленности его не применяют. * которое создают током, протекающим Указанные недостатки значительно j встречно сварочному току по распосужают область применения способов, * ложенному внутри свариваемых труб проводнику, включенному последоваЦель» изобретения является улучтельно в сварочную цепь, и собствен- Эй шение качества соединений и повышеного электромагнитного-поля, сущение производительности сварки. ствующего при оплавлении в зове сварПоставленная цель достигается ки, достигается выбоос брызг растем» что согласно способу контактплавленного металла, направленный _. ной стыковой сварки оплавлением преизнутри наружу. Указанный эффект имущественно деталей со сплошным оплавления существует в любой момент^ П251П 'свариваемым сечением, при котором в искровом промежутке свариваемых деталей создают дополнительное электромагнитное поле, силовые линии дополнительного электромагнитного 5 поля в процессе оплавления направляют согласно силовым линиям собственного электромагнитного поля, существующего в искровом промежутке свариваемых деталей при оплавлении в to каждый период переменного тока. Яри этом дополнительное электромагнитное поле с силовыми линиями, направленными согласно силовым линиям СОбсТВеННОГО ЭЛеКТрОМаГКИТНОГО f5 почя, создают с момента возбуждения устойчивого-'Оплавления. Причем дополнительное электромагнитное поле с силовыми линиями, направленными согласно силовым ли20 ниям собственно электромагнитного поля, создают в ограниченный период оплавления перед осадкой, длительность которого устанавливают равной отношению максимального зазора, су- 25 щестауюшего между свариваемыми деталями в искровом промежутке при оплавлении, к средней скорости перемещения, заданной в этот ограниченный период оплавления перед осадкой. Кроме того, в процессе оплавления изменяют напряженность дополнительного электромагнитного поля, уменьшая ее по мере достижения сварочным током наперед заданной величины и увеличивая ее по мере умень'тения сварочного тока. На фиг.1 показана принципиальная схема способа сварки^ на фиг.2 распределение температуры в зоне разогрева свариваемых деталей. На фиг.1 обозначены свариваемые детали I н 2, вторичная 3 и первичная 4 'обмотки сварочного трансформатора , магнитопровод 5, катушка 6, создающая дополнительное электромагнитное поле, сваро^ ный ток З с в ~ магнитные потоки Ф,, и ф. соответственно собственного электромагнитного поля деталей и дополнительного электромагнитного поля, электродинамические силы F, и F 2 соответственно собственного поля и дополнительного поля. На фиг.2 показано распределение температуры - Т С С в зоне разогрева свариваемых деталей на расстоянии 2 мм от стыка; a - температурное 30 35 40 45 50 55 поле, полученное при обычном способе сварки (без согласного направления собственного и дополнительного электромагнитных полей) с длительностью сварки, обеспечивающей получение качественных соединений, 5 - температурное поле с согласным включением дополнительного электромагнитного поля с такой же длительностью , сварки. Сущность предлагаемого способа заключается в трм, что направляя силовые линии дополнительного магнитного поля согласно силовым линиям собственного магнитного поля деталей, изменяем условия процесса оплавления, главной особенностью которого является то, что на электродинамическую силу собственного электромагнитного поля, перемещающую расплавившийся металл элементарных контактов в искровом зазоре между свариваемыми деталями 1 и 2, накладывают дополнительную силу того же направления (фиг.1). В результате увеличения указанной силы длительность существования электромагнитных контактов в месте их образования уменьшается. При этом большинство нз них не разрушается, а перемещается в искровом промежутке вдоль более холодных участков металла. Это создает благоприятные условия для повы- ' шення КПД процесса, так как тот металл элементарных контактов, который должен быть выброшенным в результате взрьюа при обычном способе (без согласного включения до-' полнительного магнитного поля), попадает на более холодные участки металла свариваемых торцов деталей, отдавая им свое тепло. По этой причине необходимый разогрев концов свариваемых деталей происходит быстрее (фиг,2). Поэтому длительность сварки может быть уменьшена, в среднем для различных деталей на 20-303^ следовательно,и повышена производительность сварочных работ. Это не единственное преимущество согласного наложения дополнительного электромагнитного поля на собственное электромагнитное поле свариваемых деталей. Ввиду того, что длительность существования элементарных контактов в месте их образования уменьшается, то глубина кратеров на оплавляемых поверхностях также уменыоа } 11251 11 6 ется. Как показывают проведенные ный период оплавления перед осадисследования, зазор между свариваекой. В этом случае длительность сваргмыми деталями на участках с наиболее ки увеличивается практически до длиглубокими кратерами уменьшается, тельности, которая необходима при по сравнению с обычным способом на « обычной сварке. Однако глубина кра1 1,5 - 2,5 мм. теров уменьшается. Поэтому припуск на осадку уменьшают на такую же веЕсли силовые линии при применении личину. дополнительного поля не согласовать с силовыми линиями собственного поЭффективным является способ реля, то положительный эффект при кон- ю гулирования напряженности дополнитактной стыковой сварке оплавлением, тельного магнитного поля, когда ее выраженный в повышении разогрева уменьшают по мере достижения сварочдеталей и в уменьшении глубины краным током, особенно в начальный мотеров полностью отсутствует. мент сварки, наперед заданной величи• При дополнительном электромагнит- 15 ны, которую устанавливают исходя из 1 электрической мощности сварочной ном поле несколько увеличивается сомашины, и увеличивают его по мере противление вторичной цепи. Это мож-уменьшения сварочного тока. Такой но проиллюстрировать следующим припроцесс оказывает благоприятное влимером . При контактной стыковой сварке jQ яние на оплавление и особенно на стабильность разогрева свариваемых непрерывным оплавлением стали сечедеталей. н и е м 60X60 мм начальное напряжение Примером конкретного выполнения холостого хода, обеспечивающее успредлагаемого изобретения может слутойчивое возбуждение процесса оплавления, составляет 7 В. При допол25 жить сварка валов электродвигателей 0 40 мм из стали 1Х18Н9Т. С целью нительном электромагнитном поле, экономии нержавеющей стали, из котопри тех же условиях сварки, устойчирой изготавливают вал, его укорачивое оплавление этих же деталей возвают и к концам приваривают стержни буждается при 7,5 В. При этом энергоемкость процесса сварки на совре- 3 0 из стали 40Х. При сварке оплавлением дополнительное магнитное поле не менном оборудовании, оснащенном реприменяют, так как без согласования гуляторами скорости и напряжения, силовых линий собственного поля и практически не увеличивается, С дополнительного поля положительный тем, чтобы облегчить возбуждение эффект от применения дополнительнопроцесса оплавления при 7 В, дополнительное магнитное поле с силовыми 35 го поля, как показано выше, не наблюдается* При обычной сварке оплавлиниями, направленными согласно лением длительность сварки при и с силовым линиям собственного электропользовании самой прогрессивной техт магнитного поля, создают с момента нологии составляет 90 с, а припуск на возбуждения устойчивого оплавления, на практике через 10-20 с после на- 40 осадку 8 мм. Вспомогательные операции составляют 30-40 с. Следовательчала сварки. но весь цикл составляет 120-130 с. Иногда по ряду причин, например, При сварке предлагаемым способом из-за низкой мощности сварочной длительность сварки сокращается до машины, дополнительное электромаг60 с, а припуск на осадку до 4 мм. нитное поле целесообразно создавать Длительность всего цикла уменьшаетв момент, когда свариваемые детали ся до 90-100 с. Таким образом, достаточно хорошо нагрелись. В этом производительность увеличивается в случае дополнительное поле с сило1,3 раза. В 2 раза уменьшается привыми линиями, направленными соглас- " 50 пуск на осадку, следовательно но силовым линиям собственного поуменьшается искривление волокон в ля, создают в ограниченный период зоне сварки и повышается пластичоплавления перед осадкой, длительность соединений. ность которого устанавливают раэСварка валов с дополнительным ноЙ отношению максимального зазора, 5S электромагнитным полем реализуется существующего между свариваемыми следующим образом. деталями в искровом промежутке при оплавлении, к средней скорости переПосле зажатия деталей в зажимах мещения, заданной в этот ограниченІсварочной машины в зону сварки вво 8 !12511 1 дят П -образный электромагнит, полюча которого устанавливают над свариваемыми деталями (фиг.1). Электромагнит включают или с начала сварки или после устойчивого^ возбуждения 5 процесса оплавления, или перед повышением скорости оплавления. При этом электромагнитную индукцию можно регулировать в зависимости от различных условий, например от ве10 личины тока. Настройку электромагнита осуществляют перед сваркой с применением известных методик электротехники в соответствии с рекомендациями пред- 15 латаемого изобретения. Как показывают проведенные исследования наибольший эффект от дополнительного электромагнитного поля достигается при его электромагнитной индукции, 20 превышающей индукцию собственного электромагнитного поля в 2-5 раз. При сварке валов 0 40 мм, или других деталей аналогичного сечения, индукция собственного электромагнитного 25 поля достигает 5—10 мТ, поэтому индукцию дополнительного поля устанавливают равной 20-30 мТ. В качестве базового-варианта принят современный способ контактной стыковой сварки непрерывным оплавлением на машине К—617, широко применяемый в промышленности. Данный способ обеспечивает достаточно высокое качество . Однако предлагаемый способ уменьшает припуск на осадку, следовательно, уменьшает искривление волокон и, тем самым, уменьшает вероятность образования трещин по искривленным волокнам, т.е. повышает надежность сварных соединений. Кроме этого, при малом припуске на осадку по предлагаемому способу уменьшается укорачивание металла, т.е. происходит экономия металла. Предлагаемый способ увеличивает производительность на 30%, что позволяет получить большой экономический эффект при сварке различных деталей. Т'С шо то то 900 а т 700 600 500 Z Ч 6 8 10 /Z Щ Ш 18 20 Расстояние от гоны соединения в мм Фиг. 2 Редактор А.Шандор Составитель К.Быковец Техред Ж. Кастелевич Корректор Г.Решетник Заказ 8397/11 Тираж 1036 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of contact flash-butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Nikitin Anatolii Serhiiovych, Kazymov Borys Ivanovych, Zahadarchuk Vasyl Feodosiiovych, Shvets Yurii Vasyliovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Никитин Анатолий Сергеевич, Казимов Борис Иванович, Загадарчук Василий Феодосиевич, Швец Юрий Васильевич
МПК / Мітки
МПК: B23K 11/04
Мітки: оплавленням, спосіб, стикового, контактного, зварювання
Код посилання
<a href="https://ua.patents.su/6-6111-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Самотрясов Сергій Михайлович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, оплавленням, спосіб, імпульсним, зварювання, стикового
Формула / Реферат:
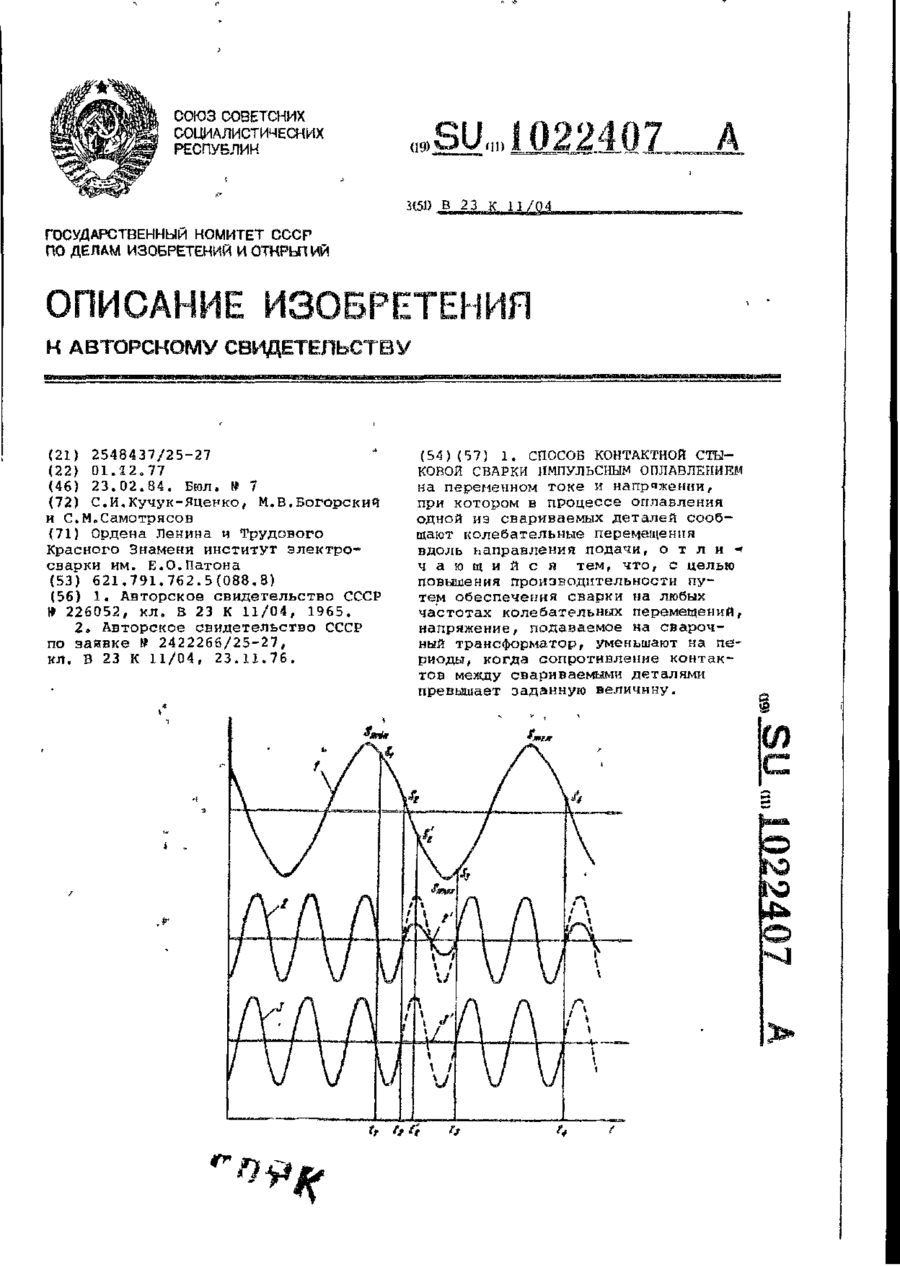
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: спосіб, оплавленням, зварювання, контактного, управління, стикового, процесом
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 3725
Опубліковано: 27.12.1994
Автори: Шкурко Віктор Григорович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович
МПК: B23K 11/04
Мітки: зварювання, спосіб, оплавленням, стикового, контактного
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором к свариваемым деталям подводят напряжение заданной величины, затем деталь оплавляют на низкой скорости сближения, а перед осадкой скорость сближения повышают в зависимости от установленного уровня допустимых по программе значений сварочного тока, отличающийся тем, что, с целью улучшения качества сварных соединений за счет повышения стабильности механических свойств в случае...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: стикового, оплавленням, спосіб, зварювання, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: зварювання, оплавленням, безперервним, спосіб, стикового, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Попередній патент: Гідрофобний заповнювач для кабелів зв’язку
Наступний патент: 2-(2,7-діацетоксіфлуореніліден-9-гідразоно)-5гептілідентіазолідон-4, що виявляє протигрипозну дію відносно віруса грипу а та а-2
Випадковий патент: Пристрій для вимірювання в'язкості рідини