Спосіб виготовлення індукційного нагрівального елемента
Номер патенту: 63625
Опубліковано: 10.10.2011
Автори: Сосновський Сергій Олександрович, Сосновський Олександр Михайлович

Формула / Реферат
1. Спосіб виготовлення індукційного нагрівального елемента електронагрівника, що включає установку індукційної котушки на магнітопроводі, який відрізняється тим, що після заготівлі всіх деталей нагрівального елемента спочатку зварюють суцільним швом два трубчастих елементи уздовж їх твірних, приварюють до їхніх торців два диски із двома отворами, формують індукційну котушку, приварюють нижній комутаційний патрубок і закриваючий його диск, формують контактний вузол, підключають індукційну котушку через контактний вузол до кабелю, пропустивши його попередньо через першу секцію кріпильної штанги, приварюють верхній комутаційний патрубок і закриваючий його диск, приварюють першу секцію кріпильної штанги до верхнього диска, перевіряють якість зварювання й стан ізоляції, підключають електроживлення, витримують нагрівальний елемент із навантаженням і виконують повторну перевірку якості зварювання й ізоляції.
2. Спосіб за п. 1, який відрізняється тим, що індукційну котушку формують, пропускаючи багаторазово провід послідовно через кожний трубчастий елемент пари.
3. Спосіб за п. 1, який відрізняється тим, що індукційну котушку формують із відрізків проводу шляхом з'єднання відрізків послідовно в безперервне коло пайкою.
Текст
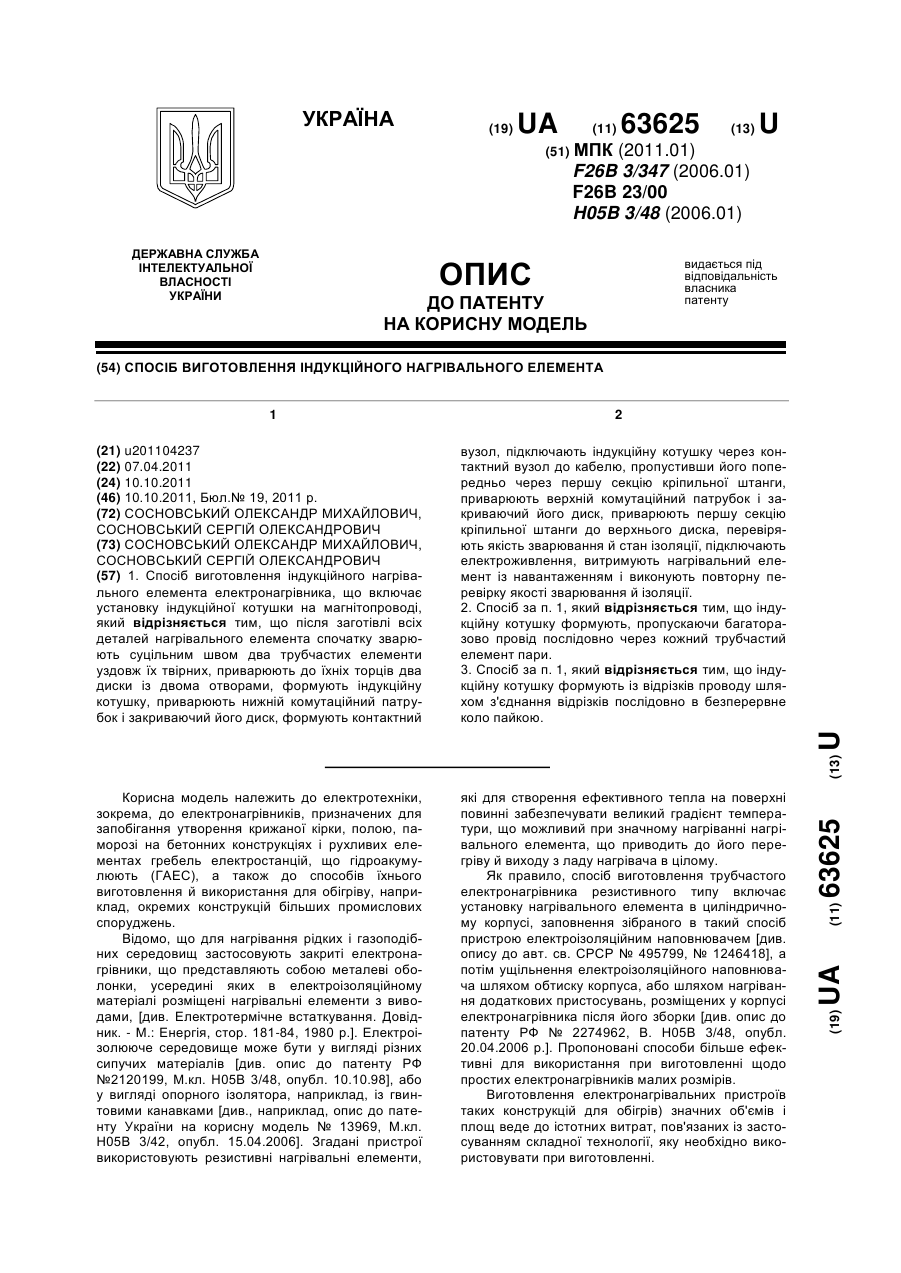
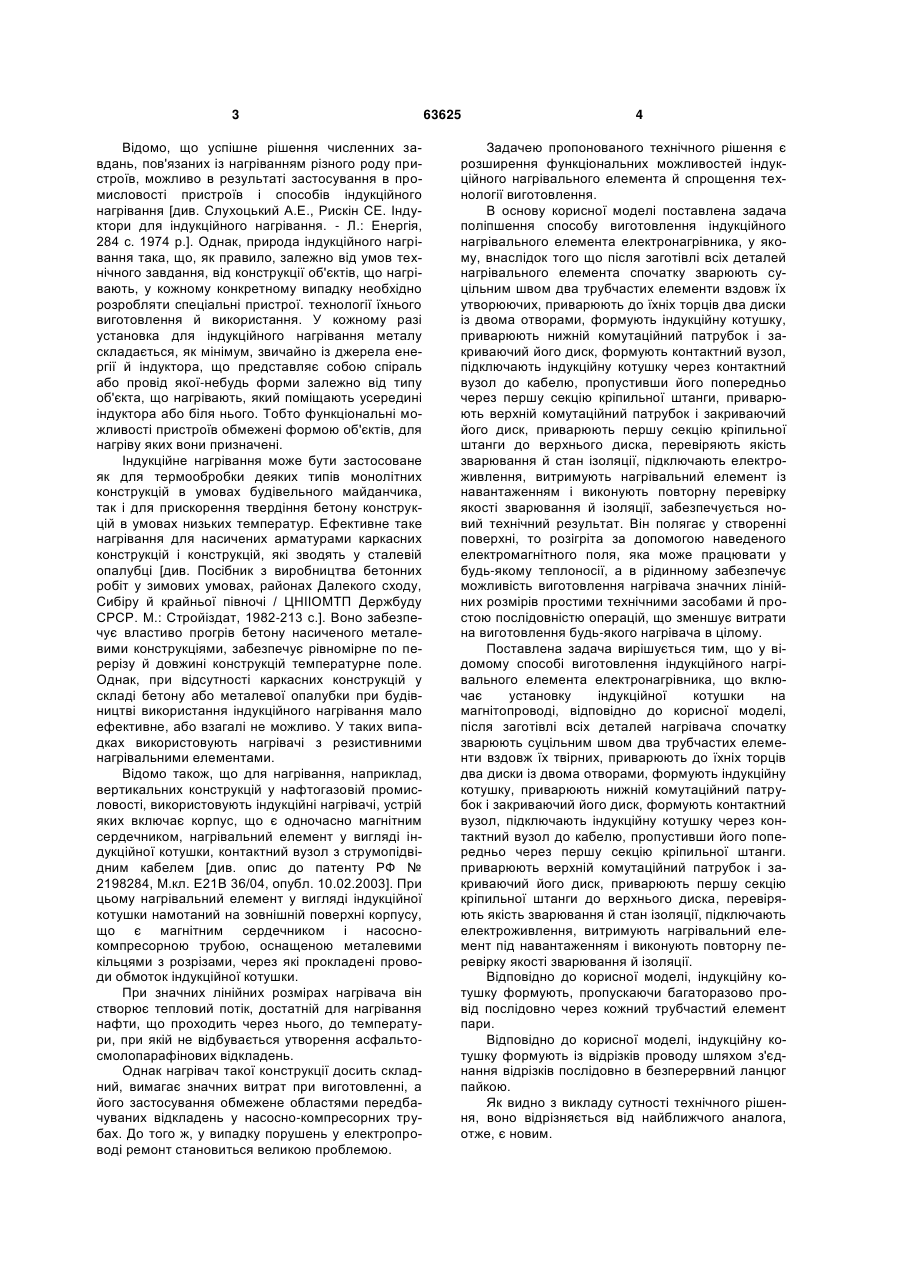
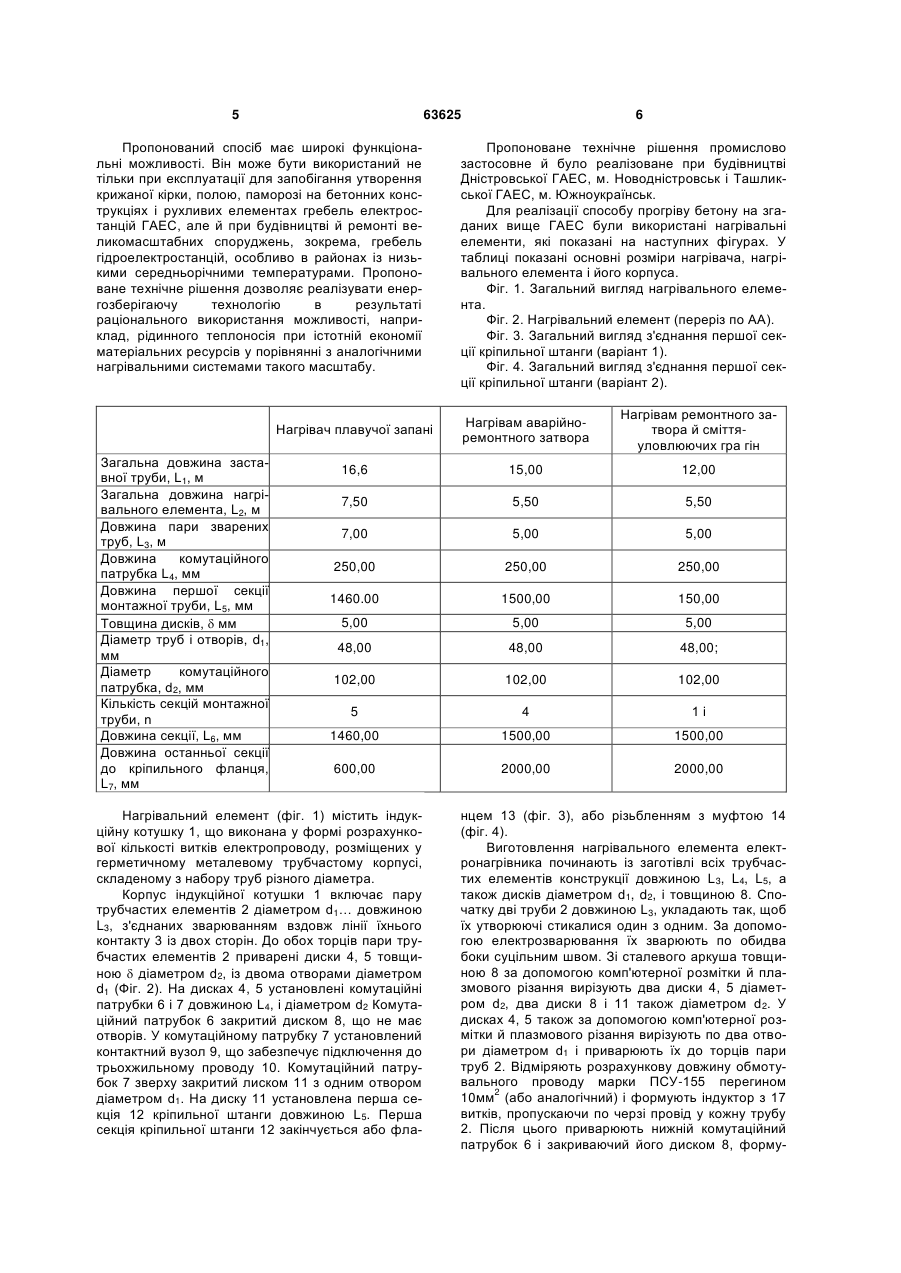
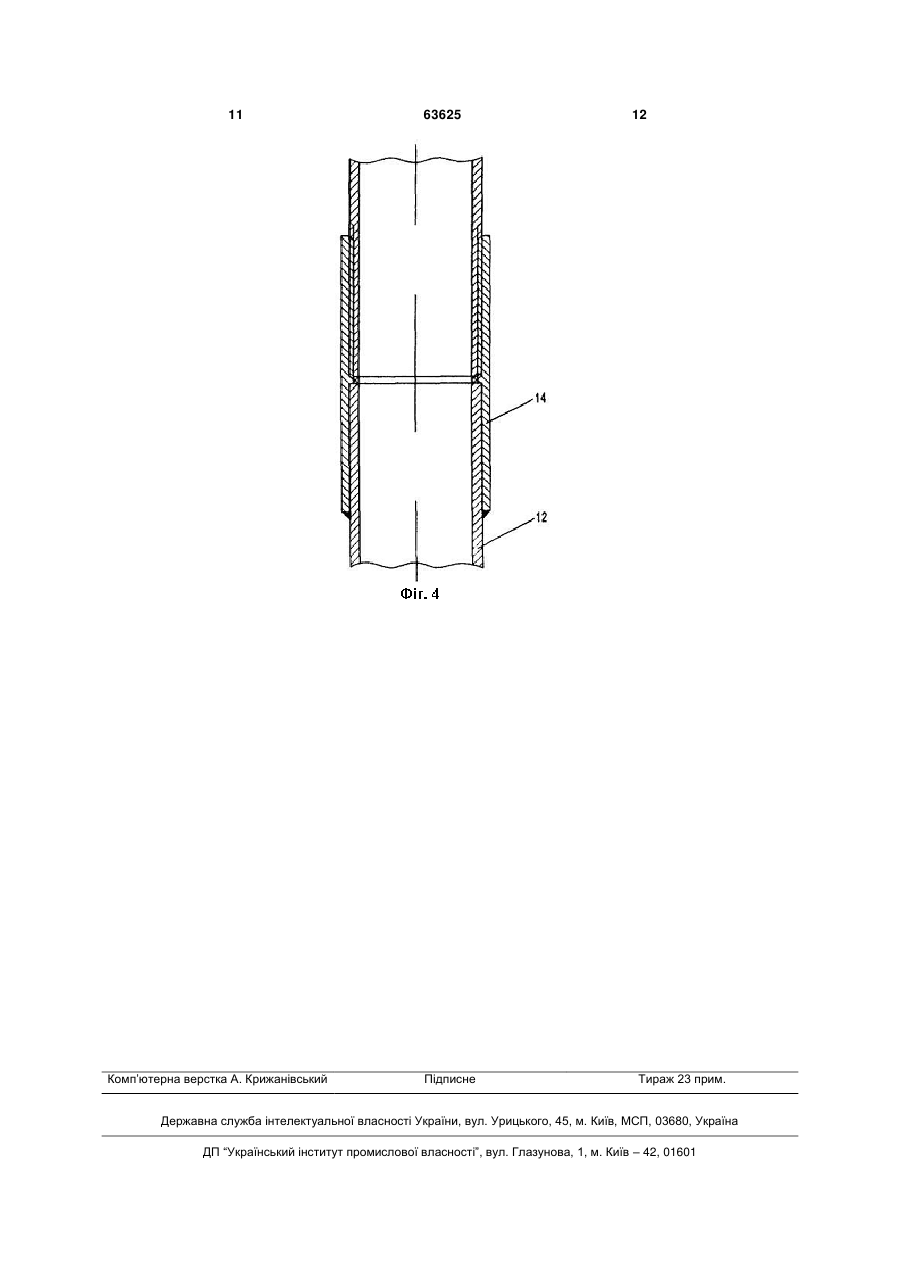
1. Спосіб виготовлення індукційного нагрівального елемента електронагрівника, що включає установку індукційної котушки на магнітопроводі, який відрізняється тим, що після заготівлі всіх деталей нагрівального елемента спочатку зварюють суцільним швом два трубчастих елементи уздовж їх твірних, приварюють до їхніх торців два диски із двома отворами, формують індукційну котушку, приварюють нижній комутаційний патрубок і закриваючий його диск, формують контактний 3 Відомо, що успішне рішення численних завдань, пов'язаних із нагріванням різного роду пристроїв, можливо в результаті застосування в промисловості пристроїв і способів індукційного нагрівання [див. Слухоцький А.Е., Рискін СЕ. Індуктори для індукційного нагрівання. - Л.: Енергія, 284 с. 1974 p.]. Однак, природа індукційного нагрівання така, що, як правило, залежно від умов технічного завдання, від конструкції об'єктів, що нагрівають, у кожному конкретному випадку необхідно розробляти спеціальні пристрої. технології їхнього виготовлення й використання. У кожному разі установка для індукційного нагрівання металу складається, як мінімум, звичайно із джерела енергії й індуктора, що представляє собою спіраль або провід якої-небудь форми залежно від типу об'єкта, що нагрівають, який поміщають усередині індуктора або біля нього. Тобто функціональні можливості пристроїв обмежені формою об'єктів, для нагріву яких вони призначені. Індукційне нагрівання може бути застосоване як для термообробки деяких типів монолітних конструкцій в умовах будівельного майданчика, так і для прискорення твердіння бетону конструкцій в умовах низьких температур. Ефективне таке нагрівання для насичених арматурами каркасних конструкцій і конструкцій, які зводять у сталевій опалубці [див. Посібник з виробництва бетонних робіт у зимових умовах, районах Далекого сходу, Сибіру й крайньої півночі / ЦНІІОМТП Держбуду СРСР. М.: Стройіздат, 1982-213 с.]. Воно забезпечує властиво прогрів бетону насиченого металевими конструкціями, забезпечує рівномірне по перерізу й довжині конструкцій температурне поле. Однак, при відсутності каркасних конструкцій у складі бетону або металевої опалубки при будівництві використання індукційного нагрівання мало ефективне, або взагалі не можливо. У таких випадках використовують нагрівачі з резистивними нагрівальними елементами. Відомо також, що для нагрівання, наприклад, вертикальних конструкцій у нафтогазовій промисловості, використовують індукційні нагрівачі, устрій яких включає корпус, що є одночасно магнітним сердечником, нагрівальний елемент у вигляді індукційної котушки, контактний вузол з струмопідвідним кабелем [див. опис до патенту РФ № 2198284, М.кл. Е21В 36/04, опубл. 10.02.2003]. При цьому нагрівальний елемент у вигляді індукційної котушки намотаний на зовнішній поверхні корпусу, що є магнітним сердечником і насоснокомпресорною трубою, оснащеною металевими кільцями з розрізами, через які прокладені проводи обмоток індукційної котушки. При значних лінійних розмірах нагрівача він створює тепловий потік, достатній для нагрівання нафти, що проходить через нього, до температури, при якій не відбувається утворення асфальтосмолопарафінових відкладень. Однак нагрівач такої конструкції досить складний, вимагає значних витрат при виготовленні, а його застосування обмежене областями передбачуваних відкладень у насосно-компресорних трубах. До того ж, у випадку порушень у електропроводі ремонт становиться великою проблемою. 63625 4 Задачею пропонованого технічного рішення є розширення функціональних можливостей індукційного нагрівального елемента й спрощення технології виготовлення. В основу корисної моделі поставлена задача поліпшення способу виготовлення індукційного нагрівального елемента електронагрівника, у якому, внаслідок того що після заготівлі всіх деталей нагрівального елемента спочатку зварюють суцільним швом два трубчастих елементи вздовж їх утворюючих, приварюють до їхніх торців два диски із двома отворами, формують індукційну котушку, приварюють нижній комутаційний патрубок і закриваючий його диск, формують контактний вузол, підключають індукційну котушку через контактний вузол до кабелю, пропустивши його попередньо через першу секцію кріпильної штанги, приварюють верхній комутаційний патрубок і закриваючий його диск, приварюють першу секцію кріпильної штанги до верхнього диска, перевіряють якість зварювання й стан ізоляції, підключають електроживлення, витримують нагрівальний елемент із навантаженням і виконують повторну перевірку якості зварювання й ізоляції, забезпечується новий технічний результат. Він полягає у створенні поверхні, то розігріта за допомогою наведеного електромагнітного поля, яка може працювати у будь-якому теплоносії, а в рідинному забезпечує можливість виготовлення нагрівача значних лінійних розмірів простими технічними засобами й простою послідовністю операцій, що зменшує витрати на виготовлення будь-якого нагрівача в цілому. Поставлена задача вирішується тим, що у відомому способі виготовлення індукційного нагрівального елемента електронагрівника, що включає установку індукційної котушки на магнітопроводі, відповідно до корисної моделі, після заготівлі всіх деталей нагрівача спочатку зварюють суцільним швом два трубчастих елементи вздовж їх твірних, приварюють до їхніх торців два диски із двома отворами, формують індукційну котушку, приварюють нижній комутаційний патрубок і закриваючий його диск, формують контактний вузол, підключають індукційну котушку через контактний вузол до кабелю, пропустивши його попередньо через першу секцію кріпильної штанги. приварюють верхній комутаційний патрубок і закриваючий його диск, приварюють першу секцію кріпильної штанги до верхнього диска, перевіряють якість зварювання й стан ізоляції, підключають електроживлення, витримують нагрівальний елемент під навантаженням і виконують повторну перевірку якості зварювання й ізоляції. Відповідно до корисної моделі, індукційну котушку формують, пропускаючи багаторазово провід послідовно через кожний трубчастий елемент пари. Відповідно до корисної моделі, індукційну котушку формують із відрізків проводу шляхом з'єднання відрізків послідовно в безперервний ланцюг пайкою. Як видно з викладу сутності технічного рішення, воно відрізняється від найближчого аналога, отже, є новим. 5 63625 Пропонований спосіб має широкі функціональні можливості. Він може бути використаний не тільки при експлуатації для запобігання утворення крижаної кірки, полою, паморозі на бетонних конструкціях і рухливих елементах гребель електростанцій ГАЕС, але й при будівництві й ремонті великомасштабних споруджень, зокрема, гребель гідроелектростанцій, особливо в районах із низькими середньорічними температурами. Пропоноване технічне рішення дозволяє реалізувати енергозберігаючу технологію в результаті раціонального використання можливості, наприклад, рідинного теплоносія при істотній економії матеріальних ресурсів у порівнянні з аналогічними нагрівальними системами такого масштабу. 6 Пропоноване технічне рішення промислово застосовне й було реалізоване при будівництві Дністровської ГАЕС, м. Новодністровськ і Ташликської ГАЕС, м. Южноукраїнськ. Для реалізації способу прогріву бетону на згаданих вище ГАЕС були використані нагрівальні елементи, які показані на наступних фігурах. У таблиці показані основні розміри нагрівача, нагрівального елемента і його корпуса. Фіг. 1. Загальний вигляд нагрівального елемента. Фіг. 2. Нагрівальний елемент (переріз по АА). Фіг. 3. Загальний вигляд з'єднання першої секції кріпильної штанги (варіант 1). Фіг. 4. Загальний вигляд з'єднання першої секції кріпильної штанги (варіант 2). Нагрівач плавучої запані Загальна довжина заставної труби, L1, м Загальна довжина нагрівального елемента, L2, м Довжина пари зварених труб, L3, м Довжина комутаційного патрубка L4, мм Довжина першої секції монтажної труби, L5, мм Товщина дисків, мм Діаметр труб і отворів, d1, мм Діаметр комутаційного патрубка, d2, мм Кількість секцій монтажної труби, n Довжина секції, L6, мм Довжина останньої секції до кріпильного фланця, L7, мм Нагрівам аварійноремонтного затвора Нагрівам ремонтного затвора й сміттяуловлюючих гра гін 16,6 15,00 12,00 7,50 5,50 5,50 7,00 5,00 5,00 250,00 250,00 250,00 1460.00 1500,00 150,00 5,00 5,00 5,00 48,00 48,00 48,00; 102,00 102,00 102,00 5 4 1і 1460,00 1500,00 1500,00 600,00 2000,00 2000,00 Нагрівальний елемент (фіг. 1) містить індукційну котушку 1, що виконана у формі розрахункової кількості витків електропроводу, розміщених у герметичному металевому трубчастому корпусі, складеному з набору труб різного діаметра. Корпус індукційної котушки 1 включає пару трубчастих елементів 2 діаметром d1… довжиною L3, з'єднаних зварюванням вздовж лінії їхнього контакту 3 iз двох сторін. До обох торців пари трубчастих елементів 2 приварені диски 4, 5 товщиною діаметром d2, із двома отворами діаметром d1 (Фіг. 2). На дисках 4, 5 установлені комутаційні патрубки 6 і 7 довжиною L4, і діаметром d2 Комутаційний патрубок 6 закритий диском 8, що не має отворів. У комутаційному патрубку 7 установлений контактний вузол 9, що забезпечує підключення до трьохжильному проводу 10. Комутаційний патрубок 7 зверху закритий лиском 11 з одним отвором діаметром d1. На диску 11 установлена перша секція 12 кріпильної штанги довжиною L5. Перша секція кріпильної штанги 12 закінчується або фла нцем 13 (фіг. 3), або різьбленням з муфтою 14 (фіг. 4). Виготовлення нагрівального елемента електронагрівника починають із заготівлі всіх трубчастих елементів конструкції довжиною L3, L4, L5, а також дисків діаметром d1, d2, і товщиною 8. Спочатку дві труби 2 довжиною L3, укладають так, щоб їх утворюючі стикалися один з одним. За допомогою електрозварювання їх зварюють по обидва боки суцільним швом. Зі сталевого аркуша товщиною 8 за допомогою комп'ютерної розмітки й плазмового різання вирізують два диски 4, 5 діаметром d2, два диски 8 і 11 також діаметром d 2. У дисках 4, 5 також за допомогою комп'ютерної розмітки й плазмового різання вирізують по два отвори діаметром d1 і приварюють їх до торців пари труб 2. Відміряють розрахункову довжину обмотувального проводу марки ПСУ-155 перегином 2 10мм (або аналогічний) і формують індуктор з 17 витків, пропускаючи по черзі провід у кожну трубу 2. Після цього приварюють нижній комутаційний патрубок 6 і закриваючий його диском 8, форму 7 ють контактний вузол 9, і підключають індуктор через контактний вузол до кабелю, пропустивши його попередньо через першу секцію кріпильної штанги 12. У диску 11 вирізують плазмовим різанням один отвір діаметром d1 і приварюють до верхнього комутаційного патрубка 7, а з іншої сторони до диска 11 приварюють першу секцію кріпильної штанги 12. Після цього перевіряють якість зварювання й стан ізоляції, підключають електроживлення, витримають нагрівальний елемент із навантаженням і виконують повторну перевірку якості зварювання й ізоляції. Індуктор 1 формують або, пропускаючи багаторазово провід послідовно че 63625 8 рез кожний трубчастий елемент пари, або шляхом з'єднання відрізків послідовно в безперервне коло пайкою. Як видно з опису прикладу здійснення способу, пропоноване технічне рішення дозволяє реалізувати спрощену технологію виготовлення індукційного нагрівального елемента, що дозволяє мінімізувати як експлуатаційні витрати, так і витрати при будівництві великомасштабних об'єктів в умовах низьких середньорічних температур, і сприяти захисту від утворення крижаної кірки, полою, паморозі на бетонних конструкціях і рухливих елементах гребель електростанцій (ГАЕС). 9 63625 10 11 Комп’ютерна верстка А. Крижанівський 63625 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of an induction heating element
Автори англійськоюSosnovskyi Oleksandr Mykhailovych, Sosnovskyi Serhii Oleksandrovych
Назва патенту російськоюСпособ изготовления индукционного нагревательного элемента
Автори російськоюСосновский Александр Михайлович, Сосновский Сергей Александрович
МПК / Мітки
МПК: F26B 3/347, H05B 3/48, F26B 23/00
Мітки: виготовлення, нагрівального, спосіб, елемента, індукційного
Код посилання
<a href="https://ua.patents.su/6-63625-sposib-vigotovlennya-indukcijjnogo-nagrivalnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення індукційного нагрівального елемента</a>
Електроосмотичний спосіб виготовлення нагрівального елемента
Номер патенту: 71514
Опубліковано: 15.11.2004
Автор: Северин Олексій Анатолійович
МПК: H05B 3/14
Мітки: елемента, виготовлення, спосіб, електроосмотичний, нагрівального
Формула / Реферат:
Спосіб виготовлення нагрівального елемента з бетелу, що включає перемішування піску, води, цементу і здрібненого до фракційності цементу, до однорідної маси, запеченого коксу, встановлення на дно форми пластинчастого електрода, укладання маси у форму, укладання поверх маси другого пластинчастого електрода і підключення електродів до джерела струму, який відрізняється тим, що з метою зменшення енергоємності джерела струму і виключення...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Калашник Ліна Дмитрівна, Левін Євген Михайлович, Яворів Ігор Богданович, Дудекевич Олександра Всеволодівна, Кисіль Лідія Володимирівна
МПК: H05B 3/22
Мітки: елемента, нагрівального, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Пристрій для виготовлення вуглецевого нагрівального елемента
Номер патенту: 80784
Опубліковано: 25.10.2007
Автори: Охіната Хадзіме, Такахасі Казуей, Кобаясі Масаакі, Хосоя Нобуо, Баба Ясуо
МПК: A24D 1/00, A24B 15/00, A24F 47/00
Мітки: елемента, пристрій, виготовлення, нагрівального, вуглецевого
Формула / Реферат:
1. Пристрій для виготовлення вуглецевого нагрівального елемента, який містить екструзійну формувальну машину для екструзійного вуглецевого нагрівального стрижня, який має канавки, що аксіально продовжуються на його периферичній поверхні, і пристрій для обгортання теплоізоляційним матеріалом, призначений для обгортання периферичної поверхні вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини, в теплоізоляційний...
Ізоляційна захисна оболонка для резистивного нагрівального елемента
Номер патенту: 51678
Опубліковано: 16.12.2002
Автори: Томін Микола Миколайович, Попов Олександр Григорович, Шеремет Володимир Іванович
МПК: H01B 3/02
Мітки: резистивного, елемента, нагрівального, оболонка, захисна, ізоляційна
Формула / Реферат:
1. Ізоляційна захисна оболонка для резистивного нагрівального елемента, виконана із скловолокна, частина якого розм'якшується при експлуатації резистивного нагрівального елемента, яка відрізняється тим, що вона додатково містить волокна, що не розм'якшуються при температурі експлуатації резистивного нагрівального елемента.2. Ізоляційна захисна оболонка за п.1, яка відрізняється тим, що розм'якшувані і нерозм'якшувані волокна утворюють...
Вуглецевмісна композиція для нагрівального елемента курильного виробу неспалюваного типу
Номер патенту: 89803
Опубліковано: 10.03.2010
Автори: Катаяма Казухіко, Такеуті Манабу, Коіде Акіхіко
МПК: A24F 13/00, A24F 47/00
Мітки: виробу, композиція, елемента, неспалюваного, вуглецевмісна, нагрівального, курильного, типу
Формула / Реферат:
1. Вуглецевмісна композиція для нагрівального елемента курильного виробу неспалюваного типу, яка містить карбонат кальцію з діаметром частинок у межах 0,08-0,15 мкм, у кількості 30-55 ваг. %. 2. Композиція за п. 1, температура горіння якої в стандартних умовах куріння не перевищує 1000 °С. 3. Композиція за п. 1, яка додатково містить зв'язуюче. 4. Композиція за п. 3, в якій зв'язуюче міститься в кількості 5-15 ваг. %....
Попередній патент: Спосіб лазерно-хірургічного видалення пухлин півкуль великого мозку з навігаційним супроводом
Наступний патент: Індукційний нагрівальний елемент
Випадковий патент: Рейковий костиль