Спосіб виготовлення гвинта по його геометричній моделі
Формула / Реферат
1. Спосіб виготовлення гвинта по його геометричній моделі, який включає попередній розрахунок геометрії профілів різальних кромок фрези за формою та розмірами профілів зубів гвинтів, осьовому ходу, діаметру заготовки фрези, параметрів установки фрези стосовно заготовки гвинта, обробку різальних кромок на заготовці фрези по розрахованим координатах точок для виготовлення фрези, установку фрези під кутом і на відстані до заготовки з накладенням необхідних кінематичних зв'язків інструмента і/або заготовки для здійснення процесу різання, який відрізняється тим, що виконують побудову тривимірної геометричної моделі гвинта, визначають кут нахилу фрези стосовно заготовки гвинта, відстань між осями фрези та гвинта, профіль різальних кромок фрези за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем, потім оброблюють різальні кромки заготовки фрези по геометричній моделі формотворних поверхонь фрези.
2. Спосіб за п. 1, який відрізняється тим, що профіль різальних кромок фрези визначають комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом обертання бокової поверхні гвинтової западини навколоосі проектованої фрези при відомій міжосьовій відстані та кутах установки фрези.
3. Спосіб за п. 1, який відрізняється тим, що профіль різальних кромок фрези визначають комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом знаходження просторової лінії різання, обертання цієї лінії різання навколо осі проектованої фрези при відомій міжосьовій відстані та кутах установки фрези.
Текст
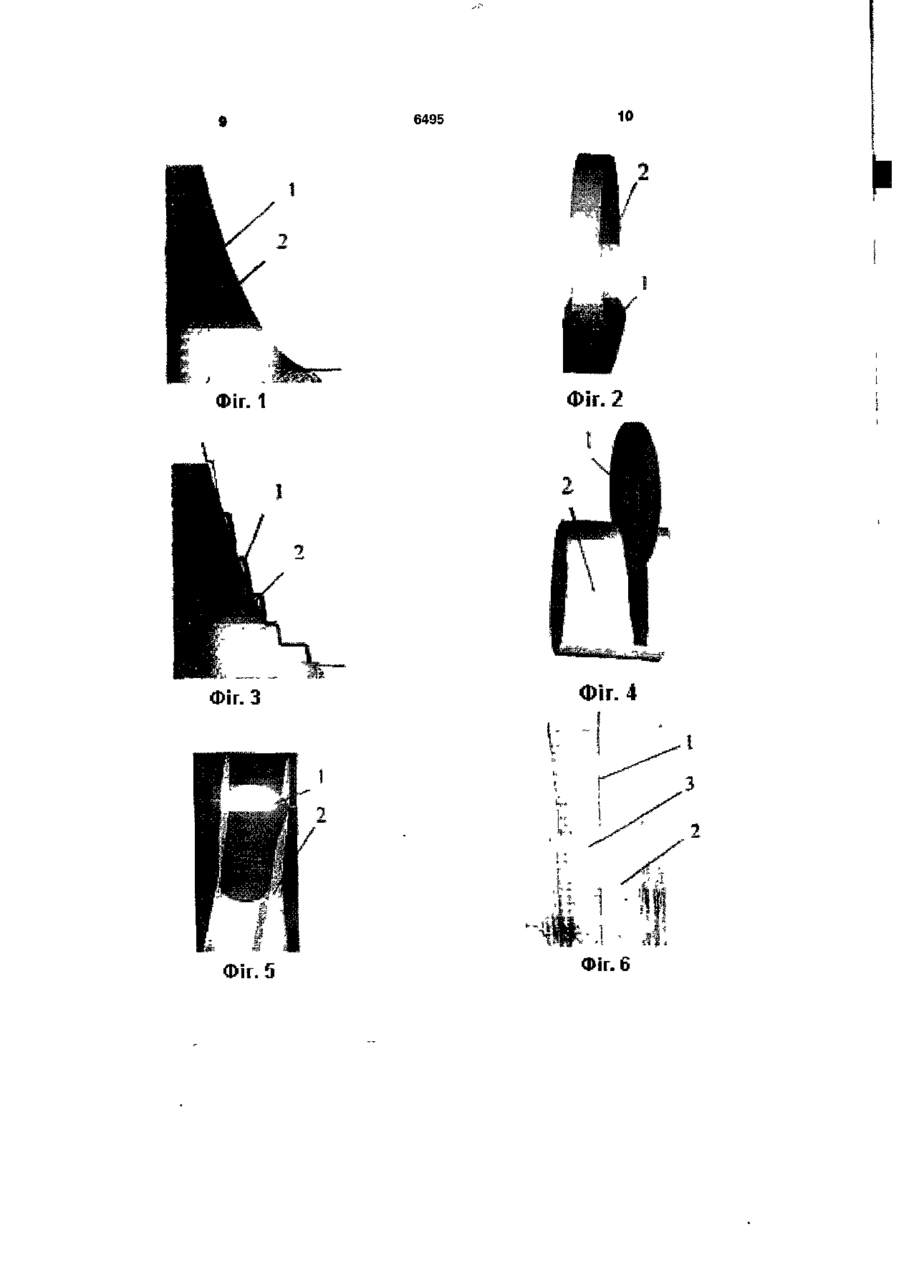
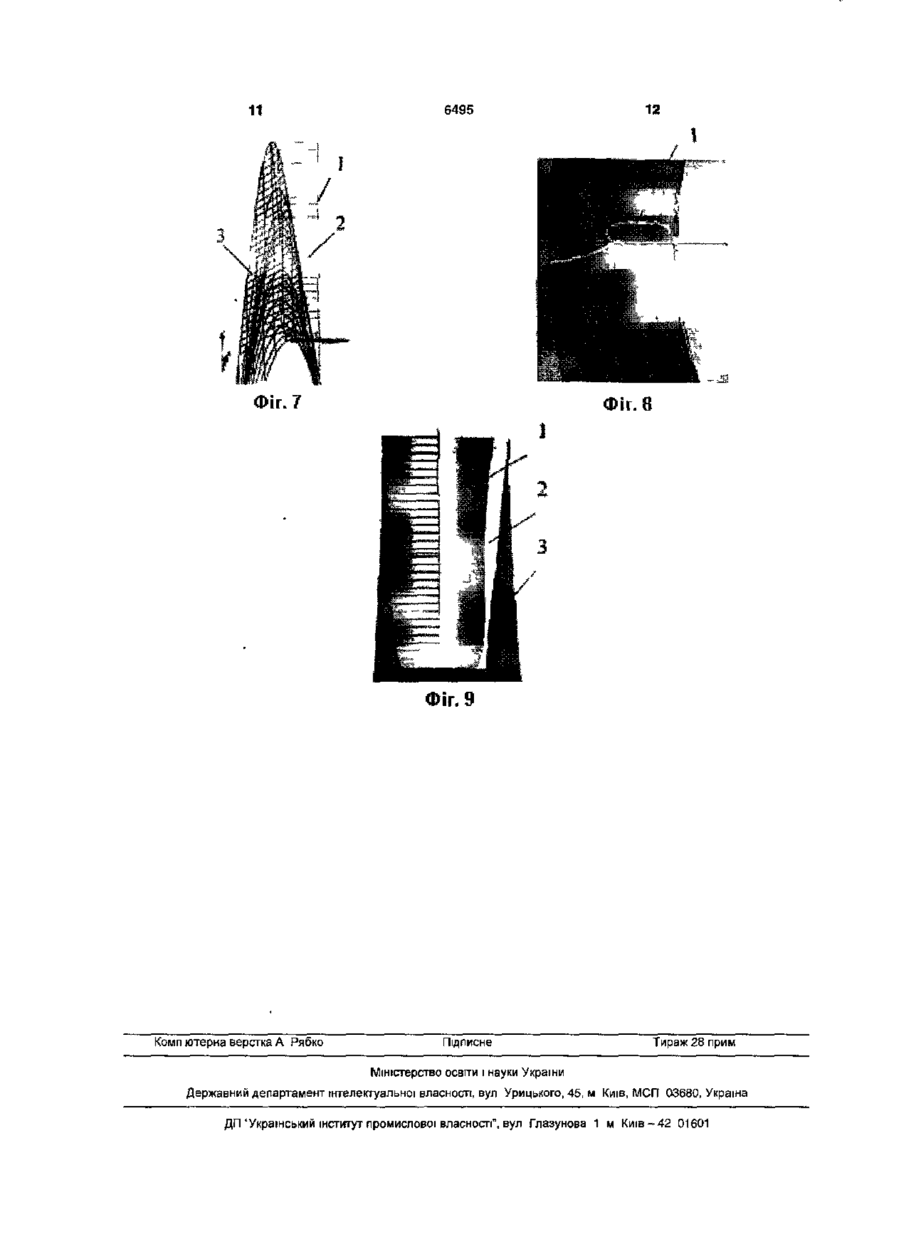
1. Спосіб виготовлення гвинта по його геометричній моделі, який включає попередній розрахунок геометрії профілів різальних кромок фрези за формою та розмірами профілів зубів гвинтів, осьовому ходу, діаметру заготовки фрези, параметрів установки фрези стосовно заготовки гвинта, обробку різальних кромок на заготовці фрези по розрахованим координатах точок для виготовлення фрези, установку фрези під кутом і на відстані до заготовки з накладенням необхідних кінематичних зв'язків інструмента і/або заготовки для здійснення процесу різання, який відрізняється тим, що виконують побудову тривимірної' геометричної моделі гвинта, визначають кут нахилу фрези стосовно заготовки гвинта, відстань між осями фрези та гвинта, профіль різальних кромок фрези за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем, потім оброблюють різальні кромки заготовки фрези по геометричній моделі формотворних поверхонь фрези. 2. Спосіб за п.1, який відрізняється тим, що профіль різальних кромок фрези визначають комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом обертання бокової поверхні гвинтової западини навколо осі проектованої фрези при ВІДОМІЙ МІЖосьовій відстані та кутах установки фрези. 3. Спосіб за п.1, який відрізняється тим, що профіль різальних кромок фрези визначають комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом знаходження просторової лінії різання, обертання цієї лінії різання навколо осі проектованої фрези при відомій міжосьовій відстані та кутах установки фрези. Корисна модель відноситься до машинобудування, стосується способів виготовлення робочих гвинтів гвинтових компресорів і насосів. Для досягнення найменших зазорів у зачепленні гвинтів і, отже, мінімального протікання середовища, що стискується або перекачується, необхідно забезпечити при обробці високу точність виготовлення поверхонь гвинтових канавок. Існують різні способи виготовлення гвинтів, більшість із них характеризуються нарізуванням гвинтової канавки на заготовці за допомогою фрез. Для використання такої операції необхідно виготовити фрезу, в якої формотворна поверхня різання, обумовлена профілем різальних кромок, відповідає профілю канавок, що нарізають. Відомі графічні І графоаналітичні способи знаходження геометрії профілів різальних кромок фрез [1]. Ці методи засновані на двовимірному, плоскому кресленні. їх використовують, в основному, при перевірочних розрахунках або для виготовлення деталей з невисокими вимогами по точ ності виготовлення. Для досягнення необхідної точності виготовлення гвинтів ці способи є трудомісткими і замість них застосовують аналітичні способи одержання геометрії різальних кромок фрез, які, у свою чергу, базуються на аналітичне описаній геометрії профілів зубів. Найбільш близьким по технічній сутності до результату, що досягається, є спосіб одержання профілю формотворних кромок фрези з аналітичне описаних ділянок профілю гвинтів [2]. Суттєвим недоліком даного способу виявляється те, що він у деяких випадках стає занадто складним, тому що вимагає складних обчислень і приводить до необхідності внесення коректувань в алгоритми розрахунку, особливо коли профілі гвинтів описуються по інших формулах. Перш за все це стосується випадків, коли опис профілю гвинтової поверхні аналітичне невідомий і він представлений у вигляді набору точок з довільним кроком або набору сплайновых кривих, виконаних в CAD/САМ системах. Для аналізу таких даних по ю О) -асо 6495 трібно додатковий час, крім того, точно підібрати аналітичне рівняння профілю не завжди вдається, а просте перерахування графічними і графоаналітичними методами окремих граничних точок не дає потрібного результату та точності. Для усунення перерахованих недоліків в основу корисної моделі поставлене технічне завдання спростити відомий спосіб одержання гвинтів за допомогою фрез і зробити його незалежним від аналітичного опису профілів гвинтів шляхом здійснення побудови профілю різальних кромок фрез безпосередньо із тривимірних геометричних моделей, отриманих в CAD/САМ системах. Для вирішення поставленої задачі пропонується спосіб виготовлення гвинта по його геометричній моделі, який так само як І відомий включає попередній розрахунок геометрії профілів різальних кромок фрези за формою та розмірами профілів зубів гвинтів, осьовому ходу, діаметру заготовки фрези, параметрів установки фрези стосовно заготовки гвинта, обробку різальних кромок на заготовці фрези по розрахованим координатах точок для виготовлення фрези, установку фрези під кутом і на відстані до заготовки з накладенням необхідних кінематичних зв'язків інструмента і/або заготовки для здійснення процесу різання, згідно корисної моделі, роблять побудову тривимірної геометричної" моделі гвинта, визначають кут нахилу фрези стосовно заготовки гвинта, відстань між осями фрези та гвинта, профіль різальних кромок фрези за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем, потім оброблюють різальні кромки заготовки фрези по геометричній моделі формотворних поверхонь фрези. Відрізняючі ознаки мають ряд позитивних якостей, які впливають на технічний результат: - роблять побудову тривимірної геометричної моделі гвинта у середовищі графічних систем. Під даною ознакою мається на увазі побудова просторової тривимірної моделі гвинта на основі відомої форми та розмірів профілю його зубів у поперечному перетині і заданому осьовому кроці. Тривимірна модель гвинта створюється засобами твердотільного або поверхневого моделювання в тій системі, де визначають форму різальних кромок фрези або може бути передана з інших графічних систем. Наявність даної ознаки робить не потрібним знаходження рівнянь аналітичного опису різних ділянок профілів зубів або відшукування окремих координат точок профілю; - визначають кут нахилу фрези стосовно заготовки гвинта за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем. Осі заготовки фрези і оброблюваного гвинта встановлюють під кутом у паралельних площинах. Дана ознака стосується установки дискової фрези. Якщо кут установки фрези не був заданий разом з вхідними даними, то він може визначатися шляхом аналізу декількох різних кутів установки фрези із припустимої області їхніх значень, аналізу точок злому, що знаходяться на поверхнях гвинтової западини, з урахуванням кутів нахилу витків гвинта. Одним із критеріїв такого аналізу є визначення найбільш відкритого перетину гвинтової1 западини, щоб виключити можливе підрізання її бокових по верхонь. Сутність даної ознаки полягає в тому, що кут нахилу фрези можна визначити геометричним шляхом як кут між віссю гвинта та відрізком, побудованим по спільній нормалі до двох спіральних кривих однакового радіуса, що обмежують гвинтову западину в найбільш відкритому перетині. Припустима область значень кутів збільшується при збільшенні глибини гвинтової западини і визначається радіусами цих спіральних кривих в діапазоні розмірів, обмеженим радіусами окружності виступів і западин гвинта; - визначають відстань між осями фрези та гвинта за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем. Розміщення осі проектованої фрези над заготовкою гвинта та вибір міжосьової відстані здійснюється з урахуванням діаметра заготовки фрези і можливості обробки поверхні дна гвинтової западини. При проектуванні дискової фрези ця відстань визначається як сума радіуса фрези та радіуса окружності западин гвинта. Осі гвинта та кінцевої' фрези розташовують під кутом 90° в одній площині або схрещують у просторі з невеликим зміщенням в сторону, але так щоб не підрізати дна гвинтової западини; - визначають профіль різальних кромок фрези за допомогою комп'ютерних методів і просторових побудов у середовищі графічних систем. Профіль різальних кромок фрези представляє собою набір кривих, що одночасно належать до стичних між собою поверхні різання і поверхні остаточно обробленої гвинтової западини. Знаходять профіль фрези шляхом побудувань в середовищі поверхневого або твердотільного моделювання; - профіль різальних кромок фрези знаходять комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом обертання бокової поверхні гвинтової западини навколо осі проектованої фрези при відомій міжосьовій відстані та кутах установки фрези. При використанні поверхневого моделювання формотворну поверхню фрези знаходять у вигляді загальної дотичної до набору поверхонь, які побудовані шляхом обертання великої кількості кривих навколо осі заготовки фрези. При цьому вісь заготовки фрези попередньо розташована на заданій відстані й під кутом до моделі гвинта, а криві розміщені на поверхнях гвинтової' западини з певним кроком одна від одної. При використанні твердотільного моделювання формотворні поверхні фрези будуються шляхом булевих операцій віднімання із тривимірної' нерухомої моделі заготовки фрези тривимірної' моделі гвинта з покроковим його поворотом навколо осі заготовки фрези, або той же результат досягається при відніманні нерухомої моделі гвинта із заготовки фрези при покроковому її повороті навколо своєї осі; - профіль різальних кромок фрези знаходять комп'ютерними методами за допомогою просторових побудов у середовищі графічних систем шляхом знаходження просторової лінії різання, обертання цієї лінії різання навколо осі проектованої фрези при відомій міжосьовій відстані та кутах установки фрези. Геометричні побудови просторової лінії різання кінцевої фрези полягають в знаходженні ґі на кінцях спільних нормалей між віссю 6495 обертання фрези та з кривими, що розташовані з певним кроком на гвинтових поверхнях у площинах обертання цих нормалей. Лінію різання дискової фрези знаходять на кінцях спільних нормалей від площини, що перпендикулярна до осі заготовки фрези та проходить через її центр, і до кривих, які розташовані на поверхнях гвинтової западини в результаті проекцй на неї' окружностей, що побудовані навколо осі заготовки фрези з заданим кроком і на всю висоту гвинтової западини; - оброблюють різальні кромки заготовки фрези по геометричній моделі формотворних поверхонь фрези. Обробку різальних кромок здійснюють на верстатах із ЧПУ по готових геометричних моделях формотворних поверхонь фрези на попередньо виготовленій заготовці фрези. Також дану обробку можна здійснити будь-яким іншим доступним способом по отриманим після побудов координатам профілю різальних кромок інструмента. Перераховані вище відрізняючі ознаки необхідні і достатні для рішення поставленої задачі. Всі відрізняючі ознаки перебувають у причинно наслідковому зв'язку з одержуваним результатом і дозволяють на високому технічному рівні здійснювати профілювання і виготовлення фрез для виготовлення гвинтів на основі геометричних моделей гвинтів, отриманих у тривимірних комп'ютерних системах, а також здійснювати виготовлення гвинтів за допомогою цих фрез. Суть корисної моделі пояснюється кресленнями, де на Фіг. 1-5 показані окремі етапи одержання профілів фрез за п.2, а на Фіг.6-9 - за п.З. На Фіг.1 показаний збільшений фрагмент знаходження профілю фрези 1 у вигляді загальної дотичної до набору кривих 2, отриманих у радіальній сікучий площині фрези. На Фіг.2 - одержання профілю дискової фрези при булевому відніманні нерухомої твердотільної моделі гвинта 1 із заготовки фрези 2 при покроковому її повороті навколо своєї осі. На Фіг.З - порівняння твердотільного покрокового 1 і поверхневого варіанта 2 одержання профілю різальних поверхонь фрези. На Фіг.4 - перевірка профілювання дискової фрези 1 шляхом імітації обробки нею заготовки гвинта 2. На Фіг.5 - одержання профілю кінцевої фрези 1 при булевому відніманні нерухомої твердотільної моделі гвинта 2 із заготовки фрези при покроковому її повороті навколо своєї осі. На Фіг.6 - розміщення осі фрези 1 в гвинтовій западині 2 та побудова набору січних площин 3 із точок, що належать цій осі. На ФІг.7 - знаходження спільних нормалей між віссю 1 обертання фрези та кривими 2, що розміщенні на гвинтових поверхнях у січних площинах З, побудова просторової лінії різання у вигляді сплайна, що проходить через кінці цих нормалей; На Фіг.8 - вид зверху на просторову лінію різання 1. На Фіг.9 - побудова бокової поверхні двохпрохщної фрези 1 в результаті операції обертання лінії різання. (Вид трохи повернутий і зазор 2 до гвинтової поверхні 3, зроблений для можливості переточування фрези, вибирається з її другим проходом при обробці). Технічне здійснення способу одержання гвинта. Побудова моделі гвинта, знаходження параметрів установки інструмента та різальних кромок фрези здійснювалось способами поверхневого моделювання CAD/САМ системи Cimatron IT (v10.6). Аналогічні побудови також були здійснені способами твердотільного моделювання в системі AutoCAD для перевірки способу І там же проводили оцінку можливої точності виготовлення гвинта за допомогою даної' фрези. Спосіб застосовували так: Будували необхідні гвинтові поверхні. Для проектування дискової фрези будували тривимірну модель гвинта по заданому профілю поперечного перетину та осьового ходу. Зовнішній діаметр гвинта становив 262мм, осьовий хід 111мм, глибина гвинтової' канавки 59,5мм, особливістю одержуваного гвинта була наявність точки злому на його профілі та великий кут підйому витків. Профіль поперечного перетину для побудови гвинта не супроводжувався його аналітичним описом, був імпортований із системи AutoCAD і являв собою гладкі сплайнові криві, построєні через велику кількість точок. Визначали кут установки фрези, а також припустимий діапазон зміни їхніх значень за умови найбільш відкритого перетину. В результаті найбільш прийнятний кут між осями гвинта та заготовки фрези склав 9,860°, його визначили геометричним шляхом як кут між віссю гвинта та відрізком, побудованим по спільній нормалі до двох спіральних кривих з радіусами 71,5мм. Спіральні криві обмежували гвинтову западину з її різних КІНЦІВ І проходили через точки злому. Припустимий діапазон кутів установки фрези склав від 13,767° на діаметрі виступів до 7,671° на діаметрі западин гвинта. При використанні CAD/САМ системи Cimatron IT такі дм здійснили за допомогою двох команд: (LINE->2_CURVES), (VER->ANG-> BETWEENJTWOJJNES). Розмістили вісь проектованої дискової фрезм над заготовкою гвинта і зробили вибір міжосьової відстані з урахуванням заданого діаметра фрези (290мм). Ця відстань визначилася як сума радіуса фрези і радіуса окружності западин гвинта, що разом склало 216,5мм. Для побудови профілю різальних кромок фрези в поверхневому моделюванні: Створили із кроком 0,5° набір радіальних сікучих площин заготовки проектованої фрези, знайшли в кожній з них лінії перетину із гвинтовими поверхнями, зробили побудову з них поверхонь обертання навколо осі заготовки фрези. Далі знайшли шуканий профіль у вигляді загальної дотичної до набору кривих, отриманих після пересікання всіх побудованих поверхонь обертання з будь-якою радіальною січною площиною фрези (Фіг.1). Даний спосіб профілювання різальних кромок фрези перевіряли засобами твердотільного моделювання системи AutoCAD за допомогою спеціально написаних програм. Для цього профіль побудову профілю дискової фрези здійснювали при відніманні нерухомої твердотільної' моделі гвинта із заготовки фрези при покроковому її повороті 6495 навколо своєї осі (Фіг.2). Результат порівняння різних варіантів профілювання фрези (твердотільного та поверхневого) показаний на Фіг.З, де профілі поверхонь, отримані різними способами, збіглися в межах точності побудов. При цьому можна навіть відзначити деякі переваги використання просторових побудов поверхневого моделювання перед твердоті л ьним, який до того ж вимагає більше ресурсів обчислювальної техніки. Оцінку можливої точності одержання гвинта із заданою геометрією гвинтової канавки робили за загально прийнятими методами шляхом імітації обробки заготовки гвинта дисковою фрезою (Фіг.4) і порівняння результатів по осьовим та поперечним перетинам гвинта. Обробку різальних кромок фрези на попередньо виготовленій заготовці здійснювали на оптично шліфувальному верстаті при 50-ти кратному збільшенні отриманого профілю, що був представлений у вигляді кальки. Встановлювали виготовлену фрезу під розрахованим кутом і відстанню щодо заготовки гвинта та здійснювали процес різання. Наступний приклад технічного здійснення способу за п.2 стосується одержання гвинта за допомогою кінцевої фрези. Брали вищезгадану модель гвинта, осі гвинта та фрези розташовували в одній площині під кутом 90°. Вісь фрези проходила через середину гвинтової западини. При такому розташуванні фрези та гвинта шуканий профіль кінцевої фрези одержували булевими операціями віднімання нерухомої' твердотільної моделі гвинта Із заготовки фрези при покроковому її повороті навколо своєї осі, або, навпаки, віднімання з нерухомої заготовки фрези моделі гвинта з покроковим його поворотом навколо осі заготовки фрези. (Фіг.5). Той же результат отримували поверхневим моделюванням шляхом створення набору радіальних сікучих площин заготовки фрези з кроком 1°, знаходили лінії їхнього перетинання з поверхнями гвинтово'і западини, будували з них поверхні обертання навколо осі заготовки фрези. Далі знаходили радіальні перетини від кожної із цих поверхонь і одну результуючу дотичну до них, як шуканий профіль різальних кромок фрези. Робили оцінку можливої точності одержання гвинта для з'ясування погрішностей його виготовлення та величини зони недорізів у нижній частині гвинтової западини. Обробляли різальні кромки, попередньо виготовленої заготовки фрези, на оптично шліфувальному верстаті при 50-ти кратному збільшенні отриманого профілю, що був представлений у вигляді кальки. Встановлювали виготовлену фрезу під розрахованим кутом і відстанню щодо заготовки гвинта та здійснювали процес різання. Технічне здійснення способу одержання гвинта за п.З здійснювали за допомогою кінцевої фрези. Побудова профілю різальних кромок фрези для кінцевої фрези полягала в знаходженні спільних нормалей між віссю обертання фрези та кривими, що лежать на гвинтових поверхнях у площинах обертання цих нормалей. В середовищі графічної системи Cimatron для побудови застосу 8 вали кілька команд. Це команди побудови спільної нормалі між двома просторовими кривими (LINE>2_CURVES), знаходження ліній перетинання поверхні із заданою площиною (SRFSEC->PLANE>PARALLEL_SECTlON), побудови сплайновоґ кривої" (SPUNE->3D_SPLINE) і поверхні обертання (REVOL). Спосіб застосовували так: Брали вищезгадану модель гвинта, розміщали вісь проектованої кінцевої фрези в міжвитковому просторі гвинта перпендикулярно до осі гвинта і зі зміщенням 2мм від середини гвинтової западини в напрямку осі гвинта (Фіг.6). Зміщення робили для можливості переточування фрези, така фреза за один прохід буде різати одну сторону гвинтової западини, другий прохід - другу сторону. Будували із кроком 0,25мм і перпендикулярно до осі фрези січні площини по всій глибині гвинтової' западини. Біля дна гвинтової западини крок зменшили до 0,02мм. Знаходили нормалі в кожній січній площині із точок розміщених на осі фрези до кривих, утвореним шляхом перетинання гвинтових поверхонь із січними площинами (Фіг.7). Будували просторову лінію різання, що проходить через ті кінці нормалей, які лежать на гвинтовій поверхні (Фіг.8). Будували бічні поверхні фрези шляхом обертання цієї лінії різання навколо осі фрези (Фіг.9). Здійснювали побудову нижньої1 частини фрези, у вигляді операції обертання кривих, що проходять по дну гвинтової западини. Одержували двомірний профіль різальних кромок в осьовому перетині фрези. Обробку різальних кромок фрези на попередньо виготовленій заготовці, як і раніше, здійснювали на оптично шліфувальному верстаті. Установлювали виготовлену фрезу під розрахованим кутом та відстанню від заготовки і здійснювали процес різання. У нижній частині гвинтової западини залишилась невелика зона недоріза через те, що геометричне лінії різання на бічних поверхнях гвинтової' канавки проходять нижче дна западини гвинта. При чистовій обробці цю зону додатково обробляли чистовим різцем, профіль якого визначався по осьовому перетину гвинта. Запропонований спосіб одержання гвинтів може використовуватися із застосуванням будь-яких CAD систем, що мають достатній набір команд для геометричних побудов. Досягнення необхідної точності здійснюється шляхом вибору необхідного кроку побудов. Спосіб одержання гвинтів дозволяє з достатньою точністю і в короткий час зробити розрахунки профілю різальних кромок фрези незалежно від формул аналітичного опису профілів гвинтів і безпосередньо із тривимірних геометричних моделей, отриманих в CAD/САМ системах, а також виготовити фрезу із застосуванням засобів ЧПУ за без паперовою технологією. Джерела Інформації-. 1. Родин П.Р. Металлорежущие инструменты. -Киев: Вища школа, 1974, Глава VII, с.152-156. 2. Андреев П.Д. Винтовые компрессорные машины. Л., Судпромгиз, 1961, с.151-214. - прототип. 6495 ФІГ. 1 Фіг. З Фіг. 5 10 Фіг. 2 Фіг. 4 Фіг. 6 11 6495 Фіг. 7 12 Фіг. 8 Фіг. 9 Комп ютерна верстка А Рябко Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП 03680, Україна ДП'Український інститут промислової власності", вул Глазунова 1 м К и і в - 4 2 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of screw according to its geometrical model
Автори англійськоюLiulko Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления винта по его геометрической модели
Автори російськоюЛюлько Владимир Николаевич
МПК / Мітки
Мітки: виготовлення, спосіб, геометричній, моделі, гвинта
Код посилання
<a href="https://ua.patents.su/6-6495-sposib-vigotovlennya-gvinta-po-jjogo-geometrichnijj-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинта по його геометричній моделі</a>
Спосіб виготовлення гвинта
Номер патенту: 70985
Опубліковано: 15.11.2004
Автор: Охримович Роман Володимирович
МПК: F16H 25/24, B21H 3/00, B23K 5/00
Мітки: спосіб, виготовлення, гвинта
Формула / Реферат:
Спосіб виготовлення гвинта, при якому круглу заготовку обертають навколо власної осі, переміщують інструмент відносно заготовки в поздовжньому напрямі з забезпеченням зв'язку між обертанням заготовки і переміщенням інструмента у відповідності до кроку гвинта, приварюють виток гвинта до стрижня по гвинтовій лінії їх взаємного контакту, який відрізняється тим, що використовують як заготовку для витка гвинта товстостінну трубу з товщиною стінки,...
Спосіб виготовлення гвинтів
Номер патенту: 64825
Опубліковано: 15.03.2004
Автор: Давиденко Андрій Костянтинович
Мітки: гвинтів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення гвинтів, який полягає у виготовленні фрези за раніше виконаними розрахунками, встановленні її на станок під кутом до осі обертання заготовки з міжосьовою відстанню між ними, обробці заготовки і перевірці форми контура зубів фрези, який відрізняється тим, що форму контура зубів фрези перевіряють комп’ютерним тестуванням по точках поперечного перерізу, проводять комп’ютерну обробку одержаних параметрів, порівнюючи їх з...
Спосіб виготовлення моделі
Номер патенту: 36893
Опубліковано: 16.04.2001
Автори: Галенко Василь Петрович, Сіроштан Володимир Юрійович, Пирогов Олександр Дмитрович
МПК: B22C 7/00
Мітки: виготовлення, спосіб, моделі
Формула / Реферат:
Спосіб виготовлення моделі, що включає створення розрахунків і креслень, виготовлення по них чорнової моделі з подальшою її обробкою до заданих розмірів, який відрізняється тим, що чорнова модель виготовляється шляхом послідовного набору плоских елементів поперечних перетинів, виготовлених із застосуванням комп'ютерного моделювання моделі в цілому і її складової частини з подальшим моделюванням формотвірної поверхні складової частини...
Спосіб виготовлення моделі стопи
Номер патенту: 67111
Опубліковано: 15.06.2004
Автори: Салєєва Антоніна Денисівна, Бажина Олена Миколаївна, Калінін Олег Юрійович, Маєвський Віталій Сергійович
МПК: A61F 5/14
Мітки: стопи, моделі, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення моделі стопи, що включає навантаження формувального сипучого матеріалу силою власної ваги пацієнта, створення вакуумного розрідження в сипучому формувальному матеріалі і коригування негатива стопи, який відрізняється тим, що еластичну оболонку з сипучим формувальним матеріалом встановлюють з підйомом в ділянці п'ятки моделі на 2-3 см, при навантаженні формувального сипучого матеріалу переміщують вагу тіла пацієнта в позі...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Мельничук Петро Петрович, Лоєв Володимир Юхимович, Громовий Олексій Андрійович, Виговський Георгій Миколайович
МПК: B23C 3/00
Мітки: спосіб, плоского, фрезерування, фрезами, торцевими
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Попередній патент: Сушарка для сипучого матеріалу
Наступний патент: Вантажно-транспортний орган гірничої машини
Випадковий патент: Протипухлинний фармакологічний засіб валелар (valelar)