Спосіб монтажу подової секції електролізера для одержання алюмінію
Номер патенту: 6532
Опубліковано: 29.12.1994
Автори: Полніцький Євген Олександрович, Лебедєв Володимир Костянтинович, Лакомський Віктор Йосипович, Таран Олександр Якович, Патон Борис Євгенович


Формула / Реферат
(57) 1. Способ монтажа подовой секции электролизера для получения алюминия, включающий нанесение контактного слоя на поверхность паза углеродистого блока, установку металлического токоподводящего стержня в пазу и заливку его чугуном, отличающийся тем, что предварительно на поверхности паза блока выполняют углубления, всю поверхность паза нагревают до 900-1500°С, в качестве контактного слоя используют материал с электропроводностью больше, чем у углеродистого материала, после нанесения контактного слоя его расплавляют и производят механическую обработку.
2. Способ по п.1, отличающийся тем, что процесс расплавления и пропитки поверхности паза блока выполняют как в окислительной атмосфере, так и в атмосфере инертных газов.
3. Способ по п.п. 1, 2, отличающийся тем, что процесс расплавления контактного материала и пропитки им поверхности паза блока осуществляют с помощью элект-родуговото источника тепла.
4. Способ по п.3, отличающимся тем, что в качестве электродугового источника тепла применяют свободногорящую дугу с самоспекающимся термохимическим катодом.
5. Способ по п.п. 1-4, отличающийся тем, что пропитку поверхности паза блока осуществляют контактным материалом, представляющим собой металлический сплав на основе металла высокой электропроводности, например, меди с карбидообразующими элементами, например, подгруппы титана.
Текст
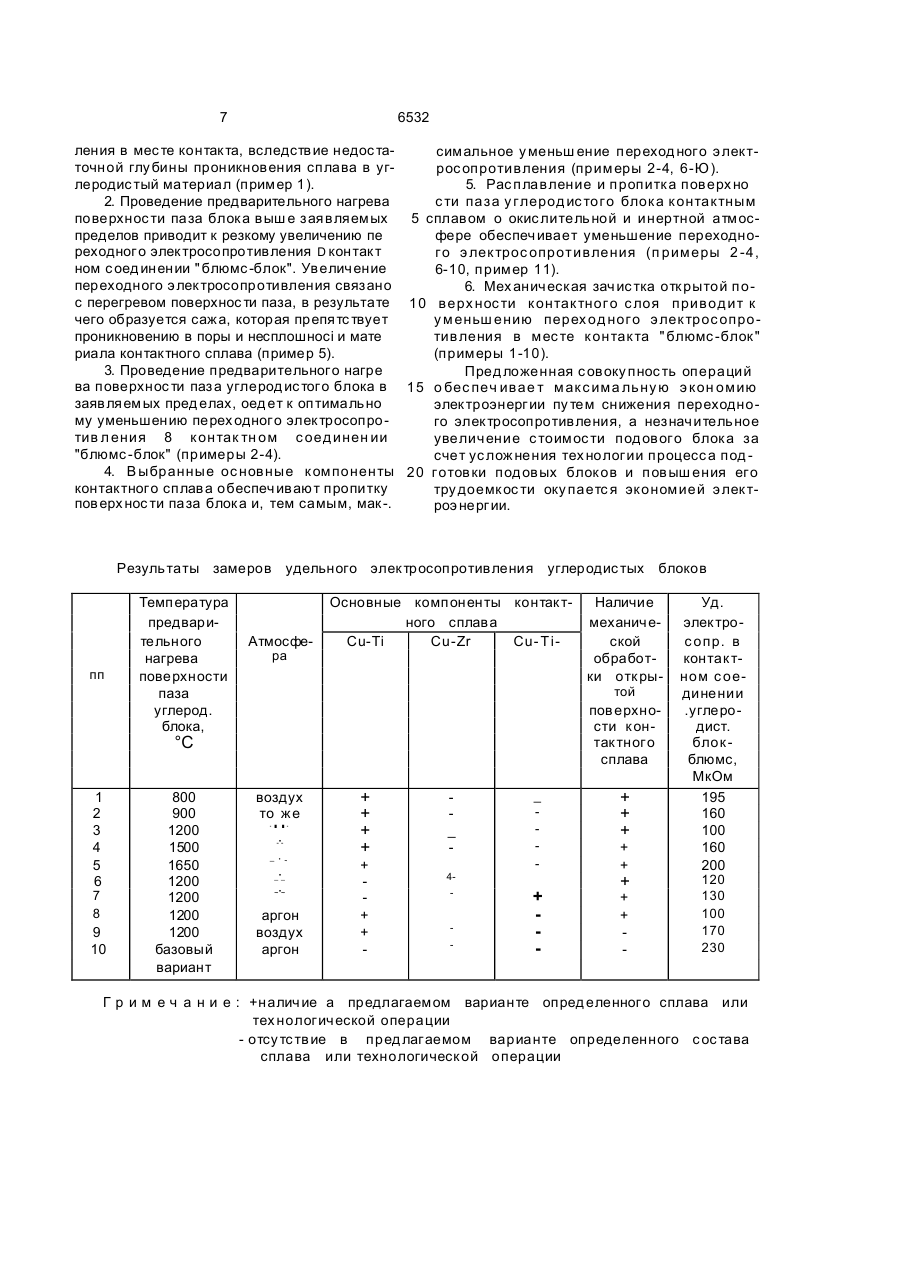
1. Способ монтажа подовой секции элек тролизера для получения алюминия, вклю чающий нанесение контактного слоя на поверхность паза углеродистого блока, уста новку металлического токоподводящ его стержня в пазу и заливку его чугуном, о т л и ч а ю щ и й с я тем, что предварительно на поверхности паза блока выполняют углубле ния, всю поверхность паза нагревают до 900-1500°С, в качестве контактного слоя ис пользуют материал с электропроводностью больше, чем у углеродистого материала, по сле нанесения контактного слоя его рас плавляют и производят механическую обра ботку. 2. Способ по п.1, о т л и ч а ю щ и й с я тем, что процесс расплавления и пропитки поверхности паза блока выполняют как в окислительной атмосфере, так и в атмосфе ре инертных газов. 3. Способ по п.п. 1,2, о т л и ч а ющ ий с я тем, что процесс расплавления контакт ного материала и пропитки им поверхности паза блока осуществляют с помощью злектродуговото источника тепла. 4. Способ по п.З, о т л и ч а ю щ и м с я тем, что в качестве электродугового источни ка тепла применяют сэободногорящую дугу с самоспекающимся термохимическим като дом. 5. Сп особ п о п.п. 1-4, о тлич ающ ий с я тем, что пропитку поверхности паза бло ка осуществляют контактным материалом, представ ляющ им собой ме та ллический сплав на основе металла высокой электро проводности, например, меди с карбидообразующ ими элемен там и, например, подгруппы титана. О Изобретение относится к области цветной металлургии, в частности, к производству алюминия электролизом расплавленных солей и касается способа монтажа катодного устройства алюминиевого электролизера. Известен спос об монтажа подовой сек ции алюминиевого электролизера, состоящей из углеграфи тового блока с пазом на одной из его поверхностей, и токоподводящего стержня, включающий установку и за крепление токоподводящего стержня в пазу углеграфитового блока путем заливки чугуна Угяеграфитовый блок выполнен с на клонными сквозными каналами, расположенными под углом 10-40° относительно 6532 горизонтальной плоскос ти и вых одящ ими в своей нижней час ти на горизонтальную по верхнос ть паза блока, при э том каналы за п о л н ен ы тв е рд ы м то к о п р ов о д ящ им материалом с температурой плавления 600- 5 900°С. В качес тве такого материала исполь зу етс я алюм иний. П ри о бжиге и пу с ке электролизера, под ина, собранная из катод ных с екций, прогревается и. по дос тижении температу ры плавления токопод водящ его 10 материала, пос ледний самопроизвольно за полняет зазор между горизонтальной по верх нос тью паза блока и чугунной заливкой, создавая на э том учас тке д ополнительный токопроводящий с лой. 15 Од нак о выполнение с квозных отверстий в теле блока сниж ает его механическую прочнос ть. К тому же, проникновение алюминия в зазор между чу гу нной залиокой и углегра фитовым блоком не привед ет к знэ - 20 чительному с нижению э лектрос опротивления в этом контакте. Это объясняется тем что. в этих условиях (температу ра процесса электролиза ~960°С) алюминий не будет смачивать углегра фит, проникать в ег * поры, то 25 ес ть образовывать над ежный контакте низким электросопротивлением между блоком и токопод вод ящ им с тержнем, пос кольку процесс смачивания алюминием углеграфитооых материалов начинается при темпера- 30 туре выш е 1100°С. Наиболее близким по тех нической сущ нос ти, принятым в качес тве прототипа, явля етс я с пос об с оед ин ени й у гл ерод ис тых изделий с железом или железными сплава- 35 ми [2]. Способ заключается в том, что повер хнос ть углеродис того изд елия покрывают прокладкой из металлов или их сплавов (цирконий, титан, молибд ен и д ругие), а за тем э ту прок ладку соединяют с железом или 40 железными сплавами. Данный способ осу ществляю т в неокислительной атмос фере (вакуум, аргон), а нагрев осуществляю т ин дукционным или э лектроннолучевым спосо бом. 45 Однако э тот с пос об не может быть ис пользован при с борке под овых секций, имеющ их значительные линейные размеры (400x 550x2200 мм). Поскольку данный способ выполним лишь а.неокис лительной ат- 50 мос фрре, то для его реализации необходимы герметичные камеры огромных размеров д ля размещения в них катод ных с екций. Нагрев поверхнос ти блока, нанес ение прок ладки и контактирование ее с железом 55 будут происходить чрезвычайно долго, что д елает этот способ экономически неэ ффективным при сборе подовых секций. В основу изобретения пос тавлена задача у с оверш енс твовать с пос об монтажа под овой с екции э лектролизера д ля получения алюминия пу тем обработки поверх нос ти паз а б лока так , чтоб ы об ес печ и ть образование над ежного неразъемного соединения и снижение переходного э лектросопротивления между блоком и чугуном, что приводит к снижению расхода э лектроэ нергии. Пос тавленная зад ача реш ается тем, что в способе монтажа подовой секции э лектролизера д ля получения алюминия, включающ ем на н ес е н ие к о н та к тн ог о с л о я н а поверх нос ть паза углерод ис того блока, установку мета лличес кого токопод вод ящ его стержня в пазу и заливку его чугу ном, с огласно изобретению, предварительно на пове рх н ос ти п аз а б л ок а в ы п о л ня ю т углу бления, всю поверх нос ть паза нагревают д о 900-1500°С, в качес тве контактного слоя используют материал с электропроводностью больше, чем у углеродис того матери- . ала, пос ле нанес ения контактного с лоя его расплавляют и производят мех аническу ю обработку. Расплавление контактного материала и пропитку поверх нос ти паза блока проводят как в инертной газовой атмос фере, так и в окис лительной атмос фере, например, на воздухе. Расплавление контактного материала и пропитку им поверх нос ти паза блока осущес твляю т с помощью электродугового ис точника тепла, в качес тве э лектродугового ис точник а тепла применяют свобод но гор ящ у ю д у гу с с а мо с п ек а ющ и мс я термох имическим катодом. Пропитку поверхнос ти паза блока осущес твляют контактным материалом, пред ос тавляющим собой сплав на ос нове металла выс окой э лектропровод нос ти, например, мед и или алюминия, с карбидообразующими э лементами, например, подгруппы титана. Осущес твляют с пос об таким образом: на поверх нос ти паза блока выполняют уг лубления, всю поверх нос ть, паза нагреваю т п до 900-1500 С, в качес тве контактного с лоя используют материал с э лектропровод ностью больше, чем у углерод ис того материала, который хорош о рас творяется в чугуне, пропитывает графи т, затем рас плавляют контактный материал и осущес твляю т пропитку поверх нос ти паза блока, позволяет дос тичь того, что, проникая в поры и несплош нос ти расплавленный материал обес печ ив а е т з н ач и те ль но е у в е л ич ен и е ис тинной поверх нос ти с оприкос новения и образование над ежного контакта между материалом контактного с лоя и блоком. В ыполнение глух их отверс тий на поверх нос ти паза блока с пос обс тву ет увеличению контакта углеграфитового материала и контакт 6532 При ногреве поверхности пзза блока до температуры выше 1500°С происходит выго рание компонентов углеродистого блока, что влечет за собой образование сажи, которая будет закрывать открытые поры и препятствовать пропитке углеродистого блока Способ осуществляется следующим образом. На поверхности паза блока выполняют углубления. Затем производят нагрев поверхности паза блока до температуры 9001500°С и наносят слоі. контактного материала. При помощи электродугового источника тепла расплавляют контактный материал и осуществляют пропитку поверхности паза блока. После окончания процесса пропитки производят механическую обработку открытой поверхности нанесенного слоя, например, пескоструйным аппаратом, в паз блока устанавливают токоподводящий стержень и заливают зазор между ним и блоком чугуном. Таким образом, осуществляется контакт с малыми переходными сопротивлениями в цепочке "чугун - контактный слой - углеродистый блок". На поверхности паза углеродистого блока 1800x400x550 марки ПБУ (ТУ 48-12-2185), выполняли углубления диаметром 20 мм и глубиной 60 мм. Поверхность паза нагревали до температуры 1200°С и на нее наносили слой контактного материала путем его расплавления и поверхностной пропитки паза блока, после чего производили механическую обработку металлической щеткой открытой поверхности н анесенно го контактного сплава. Весь процесс расплавления и пропитки проводили при помощи электродугового источника тепла на основе самоспекающегося термохимического катода в атмосфере воздуха на токе 400-500 А (источник тока ВДУ-506). В качестве основных компонентов контактного сплава использ ова ли медь и д обавки карбидообразующих элементов подгруппы титана. После зачистки поверхности паза блока устанавливали стальной токоподводящий стержень (блюмс) (3800x115x230) и заливали Применение в качестве материала кон тактного слоя сплавов на основе металлов с свободное пространство между блюмсом и высокой электропроводностью (медь) и до- 50 углеродистым блоком контактным заполнибавками, обладающими хорошими карбидотелем-чугуном марки ЛК-1 (ГОСТ 4832-72). образующими свойствами, например, Результаты замеров приведены s таГ>ли титана, обеспечивает максимальную глуби- це. ну пропитки в условиях электродугового на На основании результатов, приоеденгрева. 55 ных в таблице, можно сделать следующие выводы: Если производить нагрев поверхности паза блока до температуры ниже 900°С, то в 1. Предварительный нагрев поверхноэтом случае не обеспечивается достаточного сти паза углеродистого бпока ниже заявляесмачивания подового блока контактным сломого предела температур ведет к ем и необходимой пропитки. увеличению переходного электросопроншного слоя с хорошей электропроводностью, а также приближает этот слой к рабочей поверхности катодного блока, т.е. снижает падение напряжения в блоке. А благодаря хорошей взаимной растворимости материа- 5 лэ контактного слоя и чугуна между ними образуется надежное неразъемное соединение. Таким образом, достигается снижение переходного электросопротивления между блоком и чугуном, а, следовательно, эконо- 10 мия электроэнергии. Расплавление контактного материала и пропитку им поверхности паза блока осуще ствляют с помощью электродугового источ ника тепла, в качестве которого применяют 15 свободно горящую дугу с самоспекающимся термохимическим катодом. Электрическая дуга, горящая между катодом и нагревае мым изделием, отличается от известных дуг на порядок меньшим градиентом напряже- 20 ния в столбе дуги, высокой самостабилиза ции горения, полным отсутствием шумового эффекта и, главное, "мягким", стелящимся по поверхности нагреваемого изделия факе лом раскаленных газов столба дуги. 25 Применение электродугового источника тепла позволяет проводить процесс расплавления и пропитки контактного слоя без чрезмерного перегрева поверхности углеграфитового блока, а также материала слоя, 30 что не приводит к значительному испарению его компонентов, изменению состава и ухудшению способности пропитывать углеродистые материалы. Применение других известных электродуговых источников теп- 35 ла не обеспечивает указанных требований. Так, использование плазменного нагрева, характеризующегося высокой концентра- ' цией мощности, вкладываемой в нагреваемое изделие, приводит к существенному 40 изменению состава материала контактного слоя и уменьшению глубины пропитки. Применение угольной дуги приводит к науглероживанию материала контактного слоя в процессе расплавления, что также ухудшает 45 пропитку. 7 6532 ления в мес те контакта, вследствие недос тасимальное у меньш ение переход ного э лектточной глу бины проникновения сплава в угрос опротивления (примеры 2-4, 6-Ю). леродис тый материал (пример 1). 5. Рас плавление и пропитка поверх но 2. Проведение предварительного нагрева с ти паза у глерод ис того блока контактным поверхнос ти паза блока выш е заявляемых 5 сплавом о окис лительной и инертной атмоспределов приводит к резкому увеличению пе фере обеспеч ивает уменьшение переходнореходного электросопротивления D контакт го э лектрос опротивления (п римеры 2 -4, ном с оед инении " блюмс -блок". Увеличение 6-10, пример 11). переходного э лектросопротивления связано 6. Мех аническая зачис тка открытой пос перегревом поверхнос ти паза, в результате 10 верх нос ти контактного с лоя привод ит к чего образуется сажа, которая препятс твует у меньш ению перех од ного э лектрос опропроникновению в поры и несплошносі и мате тивления в мес те контакта " блюмс -блок " риала контактного сплава (пример 5). (примеры 1-10). 3. Проведение предварительного нагре Пред ложенная с овоку пнос ть операций ва поверхнос ти паза углерод ис того блока в 15 о бес печ ивае т мак с има льну ю э кон омию заявляемых пред елах, оед ет к оптимально электроэнергии пу тем снижения переходному уменьшению перех одного электросопрого электросопротивления, а незначительное тив л ения 8 к онтак тн ом с оед инен ии увеличение с тоимос ти под ового блока за "блюмс -блок" (примеры 2-4). счет ус ложнения тех нологии процесс а под 4. В ыбранные ос новные компоненты 20 готовки под овых блоков и повыш ения его контактного сплава обеспеч ивают пропитку тру доемкос ти оку паетс я экономией э лектповерх нос ти паза блока и, тем самым, мак -. роэ нергии. Результаты замеров удельного электросопротивления углеродис тых блоков пп Температура предварительного нагрева поверхности паза углерод. блока, Атмосфера Основные компоненты контактного сплава Cu-Ti Cu-Zr Cu- Ti той поверхности контактного сплава °С 1 2 3 4 5 6 7 8 9 10 800 900 1200 1500 1650 1200 1200 1200 1200 базовый вариант Наличие механической обработки откры воздух то ж е - -"— " ~ _"_ ~"~ аргон воздух аргон + + + + + + + _ _ 4 + + + + + + + + + Уд. электрос опр. в контактном с оединении .углеродист. блок блюмс, МкОм 195 160 100 160 200 120 130100 170 230 Г р и м е ч а н и е : +наличие а предлагаемом варианте опред еленного сплава или тех нологической операции - отсу тс твие в пред лагаемом варианте определенного с ос тава сплава или технологической операции 6532 Упорядник Замовлення 632 Техред М Моргентал Коректор Тираж Підписне Державне патентне відомство України, 254655, ГСП Київ-53. Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting of bottom section of electrolytic cell for obtaining of aluminium
Автори англійськоюPaton Borys Yevhenovych, Lebiediev Volodymyr Kostiantynovych, Lakomskyi Viktor Yosypovych, Taran Oleksandr Yakovych, Polnitskyi Yevhen Oleksandrovych
Назва патенту російськоюСпособ монтажа подовой секции электролизера для получения алюминия
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Константинович, Лакомский Виктор Иосифович, Таран Александр Яковлевич, Полницкий Евгений Александрович
МПК / Мітки
МПК: C25C 3/08
Мітки: монтажу, секції, алюмінію, подової, одержання, електролізера, спосіб
Код посилання
<a href="https://ua.patents.su/6-6532-sposib-montazhu-podovo-sekci-elektrolizera-dlya-oderzhannya-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу подової секції електролізера для одержання алюмінію</a>
Спосіб монтажу катодної секції електролізера для одержання алюмінію
Номер патенту: 4728
Опубліковано: 28.12.1994
Автори: Кнігєль Владімір Августовіч, Ющенко Костянтин Андрійович, Лакомський Віктор Йосипович, Бастрига Іван Михайлович, Фрідман Михайло Олександрович, Таран Олександр Якович, Полніцький Євген Олександрович
МПК: C25C 3/08
Мітки: монтажу, одержання, алюмінію, електролізера, спосіб, секції, катодної
Формула / Реферат:
Способ монтажа катодной секции электролизера для получения алюминия, включающий выполнение углублений в пазу блока, нанесение контактного слоя на поверхность паза блока, его расплавление и механическую обработку, отличающийся тем, что контактный слой наносят в углубления и на поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75мм от оси углубления, и выдерживают его в расплавленном состоянии в течение 5-30...
Спосіб монтажу вуглеграфітового електроду алюмінієвого електролізера
Номер патенту: 6533
Опубліковано: 29.12.1994
Автори: Лакомський Віктор Йосипович, Ющенко Костянтин Андрійович, Лебедєв Володимир Костянтинович, Полніцький Євген Олександрович, Патон Борис Євгенович, Таран Олександр Якович
Мітки: алюмінієвого, спосіб, монтажу, вуглеграфітового, електроду, електролізера
Формула / Реферат:
(57) 1. Способ монтажа углеграфитового электрода алюминиевого электролизера, включающий выполнение углублений на нерабочей поверхности электрода, заполнение их расплавом сплава с формированием стержней и прикрепление к ним шинопровода, отличающийся тем, что углубления выполняют с расположением их продольных осей под углом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ширине 0,8-3 0, а заполнение углублений...
Анод алюмінієвого електролізера
Номер патенту: 5485
Опубліковано: 28.12.1994
Автори: Полніцький Євген Олександрович, Лакомський Віктор Йосипович, Кнігєль Владімір Августовіч, Шрамко Вячеслав Алєксандровіч, Ющенко Костянтин Андрійович, Цибуков Ігорь Кіріловіч, Таран Олександр Якович, Дудко Данил Андрійович
МПК: C25C 3/16
Мітки: анод, електролізера, алюмінієвого
Формула / Реферат:
Анод алюминиевого электролизера, содержащий энододержатель и обожженный углеродистый блок, на верхней плоскости которого выполнены углубления с размещенными в них металлическими токоподводящими стержнями, соединенными с углеродистым блоком и анододержателем путем их расплавления, отличающийся тем, что отношение площади верхней плоскости углеродистого блока к площади поперечного сечения углублений для токопод водящих стержней составляет...
Спосіб одержання бета-окису алюмінію
Номер патенту: 6312
Опубліковано: 29.12.1994
Автори: Арнольд ван Ціл, Ангус Іан Кінгон
Мітки: одержання, спосіб, алюмінію, бета-окису
Формула / Реферат:
1. Способ получения бета-окиси алюминия, включающий перемешивание кислородсодержащего соединения натрия с моногидратами и/или тригидратами окиси алюминия и кислородсодержащими соединениями лития и/или магния, диспергирование и нагревание до 1100-1700 °С, отличающийся тем, что, с целью повышения эффективности процесса, моногидрат окиси алюминия представляет собой бемит со средним размером кристаллов не менее 100 0A и со средним...
Спосіб одержання металорізального інструменту
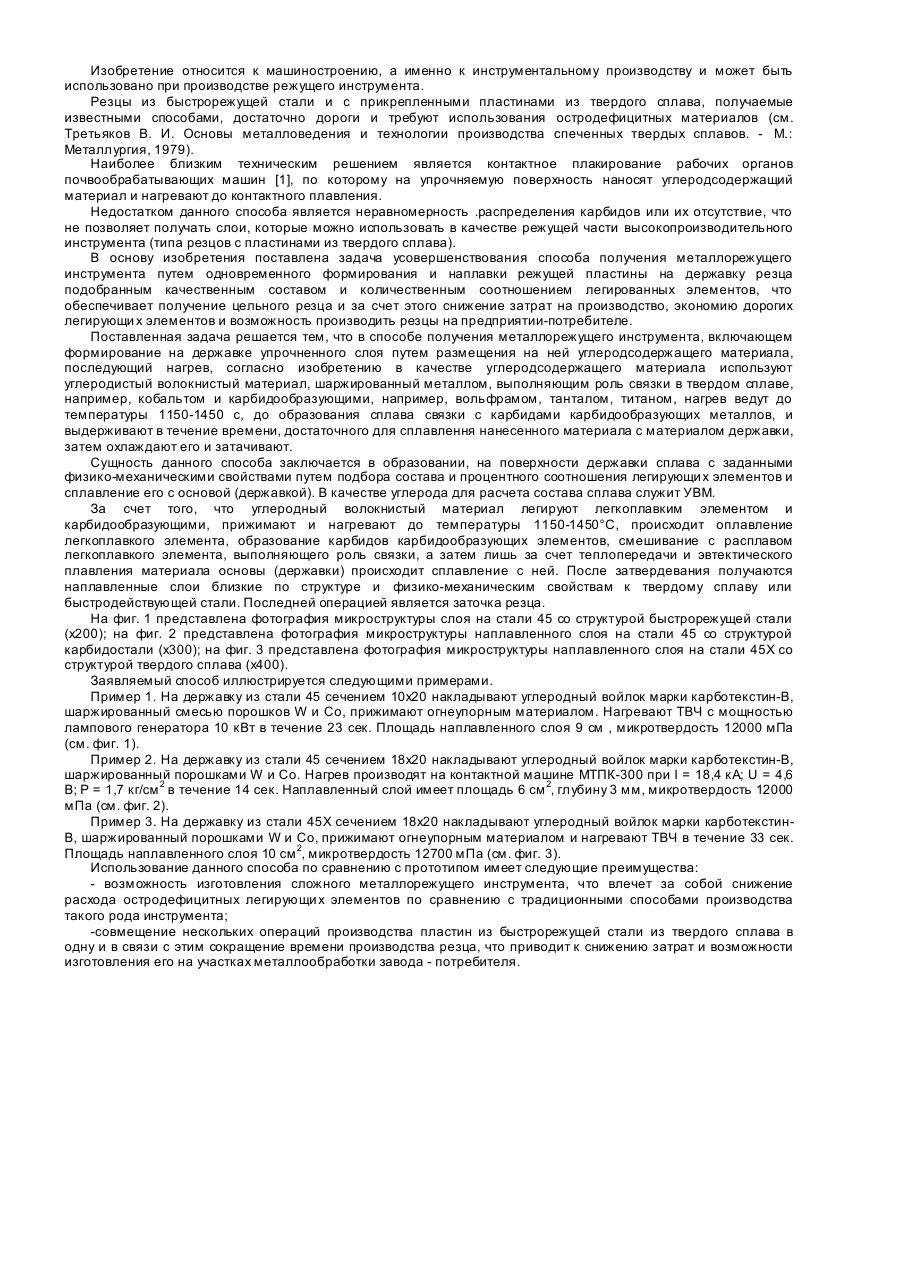
Номер патенту: 2998
Опубліковано: 26.12.1994
Автори: Бондарюк Ніколай Ніколаєвіч, Бондаренко Олександр Вікторович, Жуков Андрій Олександрович, Малимон Валентина Ігорівна
Мітки: спосіб, металорізального, інструменту, одержання
Формула / Реферат:
Способ получения металлорежущего инструмента, включающий формирование на державке упрочненного слоя путем размещения на ней углеродсодержащего материала, последующий нагрев, отличающийся тем, что в качестве углеродсодержащего материала используют углеродистый волокнистый материал, шаржированный металлом, выполняющим роль связки в твердом сплаве, например кобальта, им карбидообразующими, например, вольфрамом, танталом, титаном, нагрев ведут до...
Попередній патент: Електрод для електрогідравлічних заглибних пристроїв
Наступний патент: Вузол сполучення труби комунікацій з панеллю будинку
Випадковий патент: Конструкція датчика температури типу "обшивка-заклепка" інформаційної системи діагностування стану зовнішніх обводів літального апарату у польоті