Пристрій контролю прямолінійності твірної циліндричної деталі
Номер патенту: 6563
Опубліковано: 29.12.1994
Автори: Ісаков Станіслав Васильович, Шеметов Анатолій Ілліч, Головко Володимир Сергійович, Сорока Валерій Володимирович, Колісник Євгеній Сергійович, Бражник Євгеній Георгійович, Шульга Віктор Федорович

Формула / Реферат
(57) Устройство контроля прямолинейности образующей цилиндрической детали, содержащее корпус, установленный на опорную поверхность измерительной платформы, три датчика с измерительными щупами, три измерительные линейки и блок обработки сигналов, снимаемых с датчиков, причем оси первого и второго щупов расположены параллельно, а ось третьего щупа - перпендикулярно опорной поверхности измерительной платформы, отличающееся тем, что устройство снабжено дополнительным четвертым, пятым и шестым датчиками с измерительными щупами, механизмом перемещения корпуса вдоль контролируемой детали, датчиком пройденного пути корпуса и двумя направляющими линейками, установленными на опорной поверхности измерительной платформы и предназначенными для фиксации направления перемещений корпуса, причем ось измерительного щупа четвертого датчика параллельна оси щупа первого датчика, ось щупа пятого датчика параллельна оси щупа второго датчика, а ось щупа шестого датчика параллельна оси щупа третьего датчика, щупы первого и четвертого датчиков жестко связаны с концами первой измерительной линейки, щупы второго и пятого датчиков жестко связаны с концами второй измерительной линейки щупы третьего и шестого датчиков жестко связаны с концами третьей измерительной линейки, а оси измерительных линеек расположены в одной плоскости, перпендикулярной направляющим линейкам.
Текст
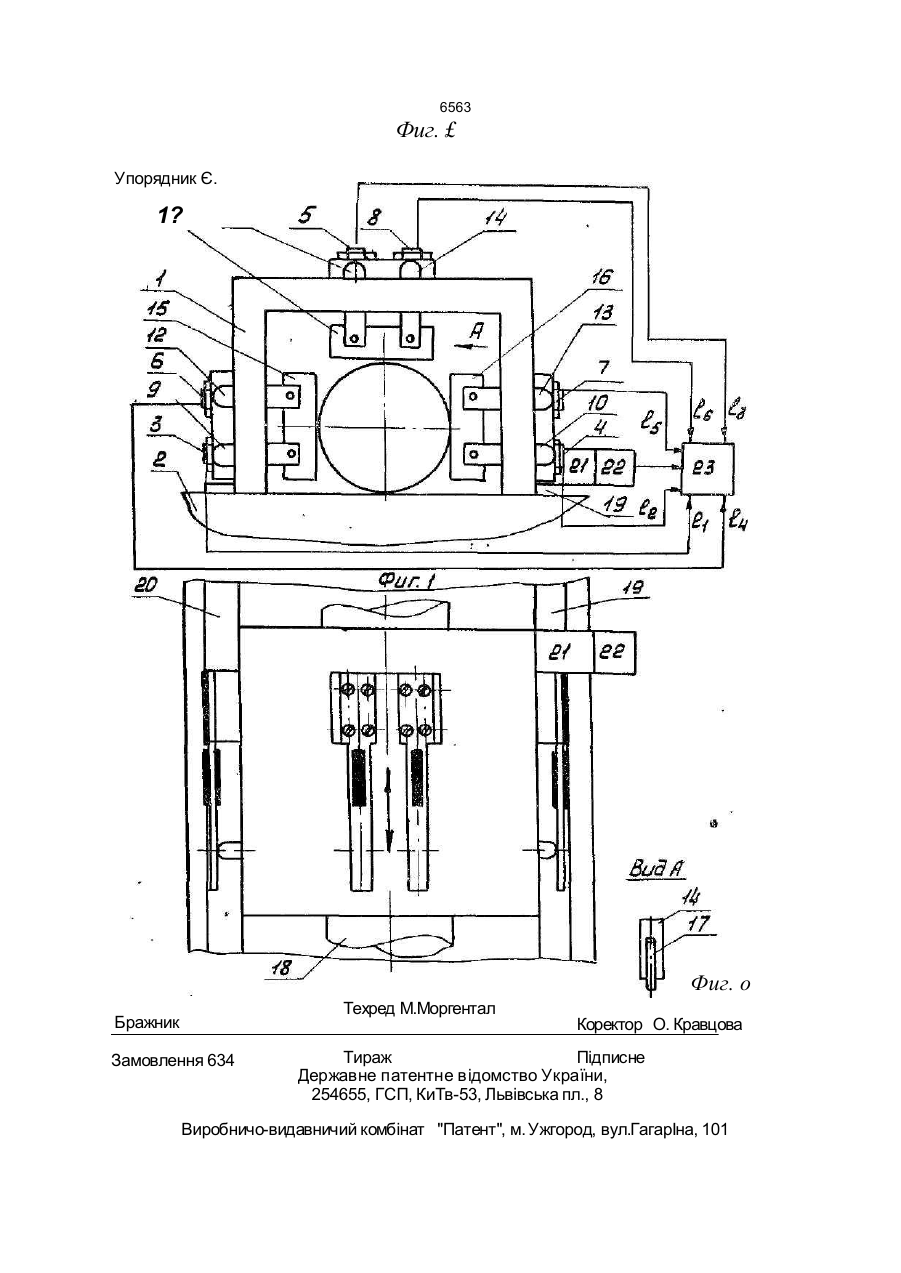
УКРАЇНА (19) К^ГЛШ) WWy (ІЗ) (5D5 GO ! В 5 /24, В 21 D3/10 ДЕРЖАВНЕ ПЛТРНТНЕ ВІДОМСТВО НА ВИНАХІД (54) ПРИСТРІЙ КОНТРОЛЮ ПРЯМОЛІНІЙНОСТІ ТВІРНОЇ ЦИЛІНДРИЧНОЇ ДЕТАЛІ 1 (20)94301238, 16 09.93 (56)1 Авторское свидетельство СССР l\fc 1392337, кл. G 01 В 5/28, 1986 2. Авторское свидетельство СССР №538760, кл. В 21 D3/10, 1973 (71) Спеціальне проектно-конструкторське та технологічне бюро заглибного електро устаткування для буріння свердловин та ви добування нафти "Потенціал" (72) Бражник Євгеній Георгійович, Колісник Євгеній Сергійович, Ісаков Станіслав Ва сильович, Шульга Віктор Федорович. Головко Володимир Сергійович, Шеметов Анатолій Ілліч* Сорока Валерій Володимирович (73) Бражник Євгеній Георгійович, Колісник Євгеній Сергійович, Ісаков Станіслав Ва сильович, Шульга Віктор Федорович, UA (57) Устройство контроля прямолинейности образующей цилиндрической детали, содер жащее корпус, установленный на опорную поверхность измерительной платформы, три датчика с измерительными щупами, три измерительные линейки и блок обработки сигналов, снимаемых с датчиков, причем оси первого и второго щупов расположены параллельно, а ось третьего щупа - перпендикулярно опорной поверхности измерительной платформы, о т л и ч а ю щ е е с я тем, что устройство снабжено дополнительным четвертым, пятым и шестым датчиками с измерительными щупами, механизмом перемещения корпуса вдоль контролируемой детали, датчиком пройденного пути корпуса и двумя направляющими линейками, установленными на опорной поверхности измерительной платформы и предназначенными для фиксации направления перемещений корпуса, причем ось измерительного щупа четвертого датчика параллельна оси щупа первого датчика, ось щупа пятого датчика параллельна оси щупа второго датчика, а ось щупа шестого датчика параллельна оси щупа третьего датчика, щупы первого и четвертого датчиков жестко связаны с концами первой измерительной линейки, щупы второго и пятого датчиков жестко связаны с концами второй измерительной линейки щупы третьего и шестого датчиков жестко серзаны с концами третьей измерительной линейки, а оси измерительных линеек расположены в одной плоскости, перпендикулярной направляющим линейкам. Изобретение относится к измерительной технике и может быть использовано для контроля прямолинейности образующей цилиндрических деталей, в частности вала погружного электродвигателя. Известно устройство для измерений отклонения от прямолинейности, содержащие корпус и расположенные на его торцах базовые опоры, на корпусе между опорами рас положены отсчетные узлы с измерительными наконечниками, выполненные в виде соосноустановленным подшипником качения, а центр тяжести устройства расположен в плоскости, равноудаленной от базовых опор [1]. Недостатком данного устройства является то, что измерительные наконечники жестко установлены равномерно по длине (21)4873273/28 (22)11 10 90, SU (46)29.12 94 Бюл №8-! 6563 корпуса и контролируют отклонение от пря первого и второго щупов расположены паралмолинейности в фиксированных точках, что лельно, а ось третьего щупа - перпендикулярне позволяет контролировать текущие зна но опорной поверхности измерительной чения отклонения от прямолинейности по платформы, согласно изобретению, снабжено всей длине объекта контроля. Кроме того, 5 дополнительно четвертым, пятым и шестым конструкция корпуса не исключает его датчиком с измерительными щупами, мехапрогиб, т.к. измерительные наконечники низмом перемещения корпуса вдоль контроконтактируя с объектом контроля, дефор лируемой детали, датчиком пройденного мируют его с усилием, равным измеритель пути корпуса и двумя направляющими линому от каждо го изм ерите льног о 10 нейками, установленными на опорной понаконечника, что влияет на точность изме верхности измерительной платформы для рения и не позволяет измерять отклонения фиксации направления перемещения корпуот прямолинейности с учетом изменений са, причем ось измерительного щупа четвертекущего значения диаметра в каждой кон того датчика параллельна оси щупа первого тролируемой точке. 15 датчика, ось щупа пятого датчика параллельНаиболее близким по технической сущ на оси щупа второго датчика, а ось щупа ности является механизм для измерения шестого датчика параллельна оси щупа прогиба цилиндрических деталей, встроен третьего датчика, щупы первого и четвертоный в устройстве для ориентации деталей в го датчиков жестко связаны с концами перправильном процессе, содержащей корпус, 20 вой измерительной линейки, щупы второго установленный на опорную поверхностьиз и пятого датчиков жестко связаны с концами мерительной платформы, три датчика с из второй измерительной линейки, щупы третьмерительными щупами, три измерительные его и шестого датчика жестко связаны с конлинейки, центры которых связаны со щупа цами третьей измерительной линейки, а оси ми, и блок обработки сигналов, снимав- 25 измерительных линеек расположены в одмых с датчиков, причем оси первого и ной плоскости, перпендикулярной направвторого щупов расположены параллель ляющим линейкам. но, и ось третьего щупа - перпендикуляр Установка в устройстве дополнительных но опорной поверхности измерительной датчиков (четвертого, пятого, шестого)с изплатформы [2]. 30 мерительными щупами и их жесткая связь с Недостатком данного устройства является измерительными линейками полностью искто, что возможные угловые смещения лючает перекос линеек в процессе их калибизмерительных линеек при вариациях полоровки, параллельность осей четвертого и жения контролируемой детали приводят к . первого, пятого и второго, шестого и третьсущественному увеличению погрешностей 35 его щупов исключает заклинивание щупов в измерения. Кроме того, в данном устройстве оси процессе их перемещения, а их жесткая измерительных линеек не расположены в связь с измерительными линейками устраодной плоскости, что также приводит к няет также зазоры между ними. Расположедополнительным погрешностям измерений из- ние осей измерительных линеек в одной за неточного определения текущего зна- 40 плоскости, перпендикулярной направляечения диаметра контролируемой детали. мым линейкам, обеспечивает высокую точРассматриваемое устройство также обладает ность измерения. При этом, точность ограниченными функциональными возизмерения повышается благодаря уменьшеможностями вследствие невозможности нию погрешностей, связанных с угловым точной привязки контролируемого отклоне- 45 смещением измерительных линеек. Расширяния прямолинейности образующей цилиндются также функциональные возможности усрической детали к линейной координате, тройства в силу того, что использование связанной с ее длиной. механизма перемещения корпуса вдоль контЦелью предлагаемого изобретения явролируемой детали с датчиком пройденного ляется повышение точности измерений и 50 пути позволяет увязать контролируемое отрасширение функциональных возможностей. клонение образующей цилиндрической детаПоставленная цель достигается тем, что ли с линейной координатой, связанной с устройство контроля прямолинейности об- длиной контролируемой детали. разующей цилиндрической детали, содер- 55 Сущность изобретения поясняется прижащее корпус, установленный на опорную лагаемыми чертежами, на которых предповерхность измерительной платформы, три ставлены взаимосвязь основного его узла и датчика с измерительными щупами, три блоков. На фиг. 1 показан общий вид устройизмерительные линейки и блок обработки ства со схемой подключения блока обработсигналов, снимаемых с датчиков, причем оси ки сигналов; на фиг.2 - вид сверху; на фиг.З -вид по стрелке А. 6563 Устройство содержит П-обраэный кор пус 1, установленный на опорную поверх ность измерительной платформы 2, шесть датчиков 3, 4, 5, 6, 7, 8 с измерительными щупами 9, 10, 11, 12, 13, 14, три измеритель- 5 ных линейки 15, 16, 17, контролируемую де таль 18, две направляющих линейки 19 и 20, механизм 21 перемещения корпуса контро лируемой детали 18, датчик 22 пройденного пути движения корпуса 1 и блок 23 обработ- 10 км сигналов. Первый измерительный щуп 9 с одной стороны соединен с торцом датчика 3, а с другой стороны с концом первой измери тельной линейки 13. Четвертый измеритель ный щуп 12 расположен таким образом, что 15 его ось параллельна оси первого щупа 9, и а то же время он с одной стороны соединен с четвертым датчиком 6, а с другой стороны со вторым концом первой измерительной ли нейки 13.,Второй измерительный щуп 10 с 20 одной стороны соединен со вторым датчи ком 4, а с другой стороны с концом второй измерительной линейки 16. Пятый измери тельный щуп 13 расположен таким образом, что его ось параллельна оси второго щупа 25 10, и в то же время он с одной стороны соединен с пятым датчиком 7, а с другой стороны со вторым концом второй измери тельной линейки 16, Третий измерительный щуп 11 с одной стороны соединен с третьим 30 датчиком 5, а с другой стороны'с концом третьей измерительной линейки 17. Шестой измерительный щуп 14 расположен таким образом, что его ось параллельна оси треть его щупа 11, и в то же время он с одной 35 стороны соединен с шестым датчиком 8, а с другой стороны со вторым концом третьей измерительной линейки 17. В стенках корпу са 1 выполнены прецизионные сквозные от верстия (на чертеже не показаны), в которых 40 расположены измерительные щупы 9,10,11, 12, 13, 14 таким образом, что их оси и оси измерительных линеек 15, 16, 17 находятся в одной плоскости, перпендикулярной на правляющим линейкам. 45 Датчики 3,4,5,6, 7 и 8 могут быть выполнены, например, в виде упругих титановых балок, на консольные части которых наклеены с двух сторон тензорезисторы, включенные электрически по схеме полумоста 50 (резистивного делителя напряжения). Один конец такой балки соединяется жестко с корпусом 1 устройства, а второй консольный соприкасается с соответствующим измерительным щупом. При подаче питающего на- 55 пряжения на полумост, образованный тензорезисторами, на выходе существует электрический сигнал в виде напряжения, пропорционального линейному перемещению измерительного щупа, соприкасающе гося с консольной частью данного датчика. В качестве датчиков в данном устройстве могут быть применены таюке оптикозлектронные, электромагнитные, емкостные и другие датчики, преобразующие линейные перемещения измерительных щупов в изменения параметров электрического сигнала. В качестве механизма 21 перемещения корпуса вдоль контролируемой детали могут быть применены жестко прикрепленные к корпусу 1 электродвигатели, на валы которых посажены колеса, соединяемые с помощью зубчатой или фрикционной передачи с направляющими линейками 19 и 20. Возможна также реализация механизма 21 в другом конструктивном исполнении, например, в виде тррсовой тяги и т.п. Датчик 22 пройденного пути может быть выполнен в виде счетчика оборотов колес, насаженных на электродвигатели при реализации механизма прямолинейного движения 21 по первому варианту, описанному ниже. Возможна также реализация датчика пройденного" пути в виде оптико-электронного дальномерного устройства, жестко соединенного с корпусом. В последнем случае на одном из концов направляющей линейки 19 (или 20) устанавливается оптический отражатель. Перед проведением измерений отклонения от прямолинейности образующей цилиндрической детали, например, вала погружного электродвигателя, устройство калибруется по специальной методике при помощи образцовых кольцевых мер. Размер (диаметр) первой меры соответствует номинальному диаметру контролируемого вала 10, а второй меры - сумме размеров номинального диаметра м допустимой величины отклонения от прямолинейности контролируемого вала. При калибровке датчиков наборы кольцевых мер поочередно вводятся между рабочими поверхностями измерительных линеек 15, 16, 17 и опорной поверхностью измерительной платформы 2 и фиксируют в блоке 23 обработки сигналов уровня (параметры) электрических сигналов, поступающих с датчиков 3, 4, Б, б, 7, 8. Это позволяет обеспечить метрологически работу устройства в заданном диапазоне измерений. Устройство контроля прямолинейности образующей цилиндрической детали работает следующим образом. В начальном положении корпус 1 устройства устанавливают на измерительной платформе 2 таким образом, чтобы ка выходах датчиков 3, 4, 5, 6, 7 и 8 появились электрические сигналы, свидетельствующие о 6563 том, что измерительные щупы 9, 10, 11, 12, 13 и 14 заняли положения, при которых измерительные линейки 15, 16 и 17 своими рабочими поверхностями коснулись контролируемого вала 18, предварительно уложенного между направляющими линейками 19 и 20 и зафиксированного фиксаторами на его торцевых поверхностях. В этом случае на выходах датчиков 3, 4, 5, 6, 7 и 8 появляются электрические сигналы с соответствующими параметрами (уровнями), которые поступают в блок 23 обработки сигналов. В блоке 23 параметры (уровни) сигналов, снимаемых с датчиков, обрабатываются в соответствии со следующим алгоритмом. Параметры (уровни или напряжения) сигналов, снимаемых с первого 3, второго 4, четвертого 6 и пятого 7 датчиков, суммируются: Іі+І2+Іі+І5=Ід. По величине этой суммы 1д судят о значении текущего диаметра вала. Параметры сигналов, снимаемых с третьего 5 И шестого 8 датчиков, суммируются; 1з+1бНдО, затем из полученной суммы вычитается предыдущая сумма, т.е. 1дО-1д=1о. Полученная разнос ть пропорциональна отклоне нию образующей контролируемой вала от прямолинейности и по ней судят о величине этого отклонения. В динамическом режиме включается механизм 21 перемещения корпуса, под воздействием которого корпус 1 медленно передвигается вдоль направляющих линеек 8 19 и 20. При этом, измерительные линейки 15, 16, 17 скользят вдоль образующих контролируемого оала 18 и на выходах датчиков 3, А, 5, б, 7, 8 появляются изменения пара5 метров сигналов, которые обрабатываются в блоке 23 в соответствии с указанным выше алгоритмом. По изменению величины суммарного сигнала 1Д судят об изменении величины диаметра контролируемого вала, а 10 по изменению 1О - об изменении величины отклонения образующей контролируемого вала от прямолинейности. При этом, с выхода датчика 22 пройденного пути в блок 23 обработки поступает сигнал, параметры ко15 торого связаны с линейной координатой вдоль образующей контролируемого вала 18. Это позволяет увязать контролируемые текущий диаметр и отклонения образующей от прямолинейности контролируемого вала 20 с линейной координатой, связанной с длиной вала. Использование предложенного устройства контроля прямолинейности образующей ц илиндрической детали об еспечит 25 высокую точность измерений и более широкие функциональные возможности за счет уменьшения погрешностей, связанных с угловыми смещениями измерительных линеек и возможности увязать контролируемые от30 клонения образующей цилиндрической детали с линейной координатой, связанной с длиной контролируемой детали. 6563 Фиг. £ Упорядник Є. 1? H Фиг. о Техред М.Моргентал Бражник Замовлення 634 Коректор О. Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of straightness of generatrix of cylindrical part
Автори англійськоюBrazhnyk Yevhenii Heorhiiovych, Kolisnyk Yevhenii Serhiiovych, Isakov Stanislav Vasyl'ovich, Shulha Viktor Fedorovych, Holovko Volodymyr Serhiiovych, Shemetov Anatolii Illich, Soroka Valerii Volodymyrovych
Назва патенту російськоюУстройство контроля прямолинейности образующей цилиндрической детали
Автори російськоюБражник Евгений Георгиевич, Колисник Евгений Сергеевич, Исаков Станислав Васильевич, Шульга Виктор Федорович, Головко Владимир Сергеевич, Шеметов Анатолий Ильич, Сорока Валерий Владимирович
МПК / Мітки
Мітки: контролю, пристрій, твірної, циліндричної, прямолінійності, деталі
Код посилання
<a href="https://ua.patents.su/6-6563-pristrijj-kontrolyu-pryamolinijjnosti-tvirno-cilindrichno-detali.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю прямолінійності твірної циліндричної деталі</a>
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 345
Опубліковано: 30.04.1993
Автори: Маркевич Анатолій Васильович, Метельов Леонід Дмитрович, Квашин Михайло Федорович, Цибулько Вадим Йосипович, Морозов Микола Ібрагимович
МПК: F01D 21/00
Мітки: осі, максимального, контролю, відхілення, ротора, турбомашині, пристрій
Формула / Реферат:
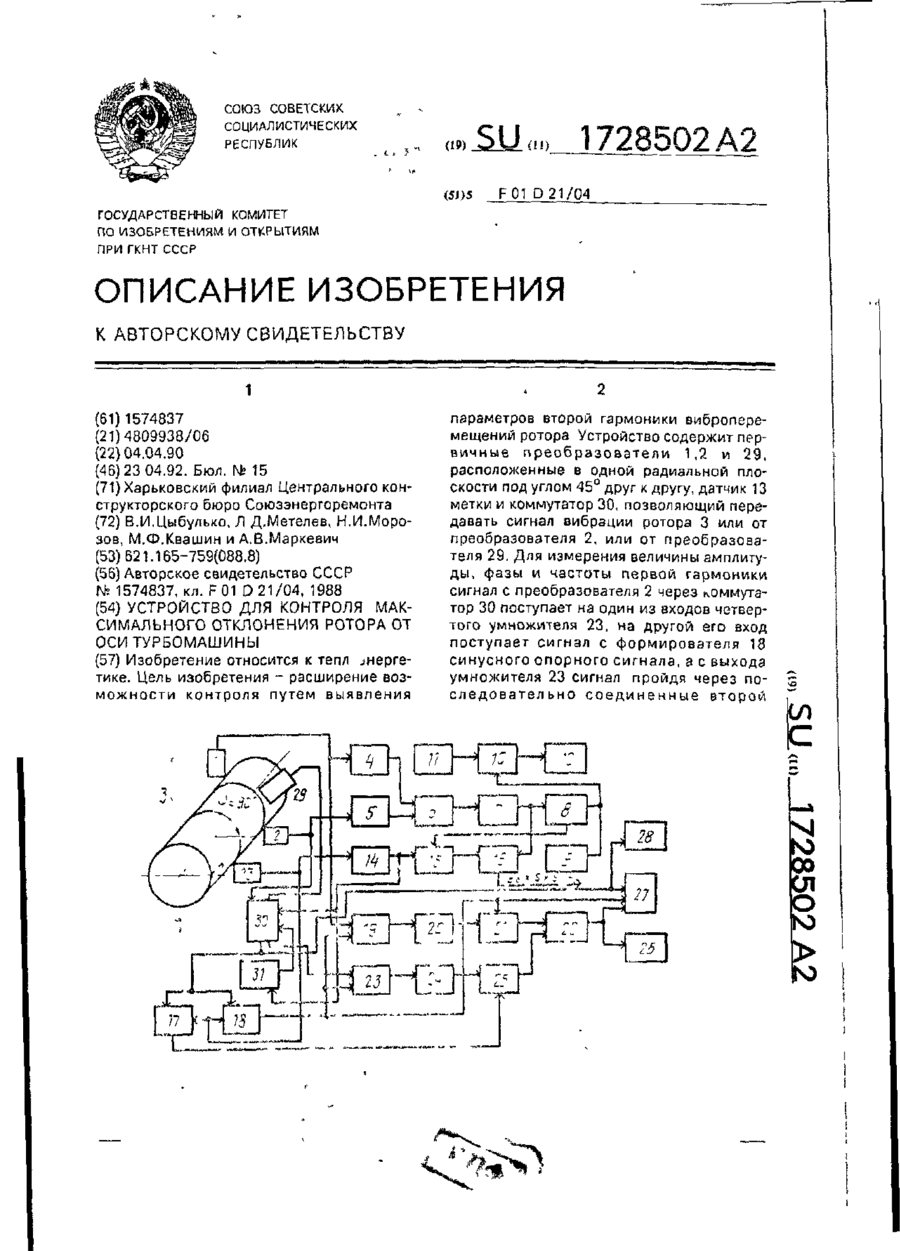
Формула изобретенияУстройство для контроля максимального отклонения ротора от оси турбомашины по авт. св. № 1574837, отличающееся тем, что, с целью расширения возможностей контроля путем выявления параметров второй гармоники вибросмещений ротора, оно снабжено третьим первичным преобразователем, вторым умножителем частоты и коммутатором, причем третий первичный преобразователь установлен вблизи ротора в плоскости установки первого и...
Пристрій для контролю максимального відхилення ротора від осі турбомашини
Номер патенту: 360
Опубліковано: 30.04.1993
Автори: Цибулько Вадим Йосипович, Морозов Микола Ібрагимович, Метельов Леонід Дмитрович, Барков Олександр Степанович
МПК: F01D 21/00
Мітки: контролю, ротора, турбомашині, пристрій, осі, відхілення, максимального
Формула / Реферат:
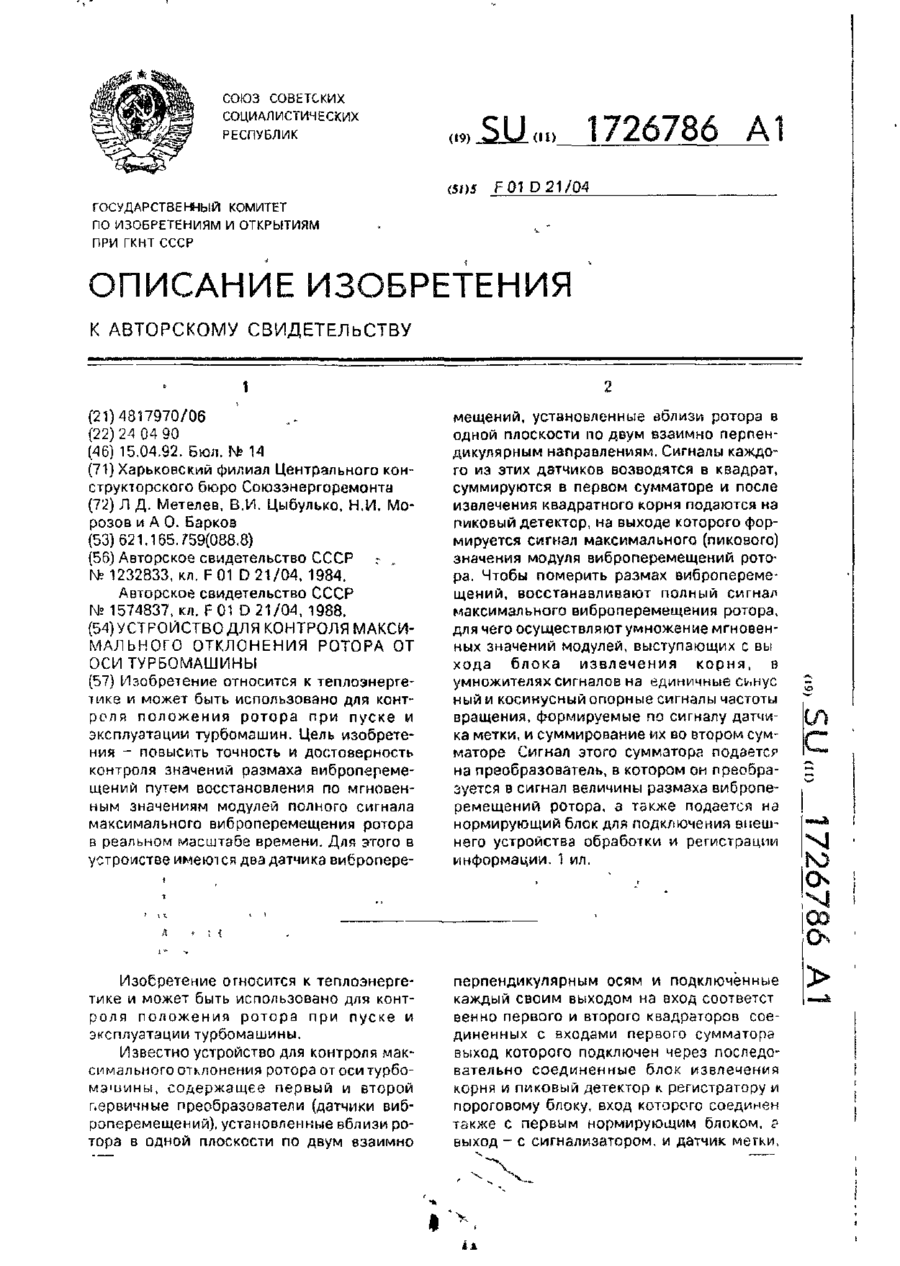
Формула изобретения Устройство для контроля максимального отклонения ротора от оси турбомашины, содержащее первый и второй первичные преобразователи, установленные вблизи ротора в одной плоскости по двум взаимно перпендикулярным осям и подключенные каждый своим выходом на вход соответственно первого и второго квадраторов, соединенных с входами первого сумматора, выход которого подключен через последовательно соединенные блоки...
Пристрій для осьової фіксації кільцевої деталі на валу
Номер патенту: 6007
Опубліковано: 29.12.1994
Автори: Рольф Герд Ірлє, Ернст-Оскар Бенфер
МПК: F16D 1/06, F16B 21/00
Мітки: кільцевої, пристрій, деталі, осьової, фіксації, валу
Формула / Реферат:
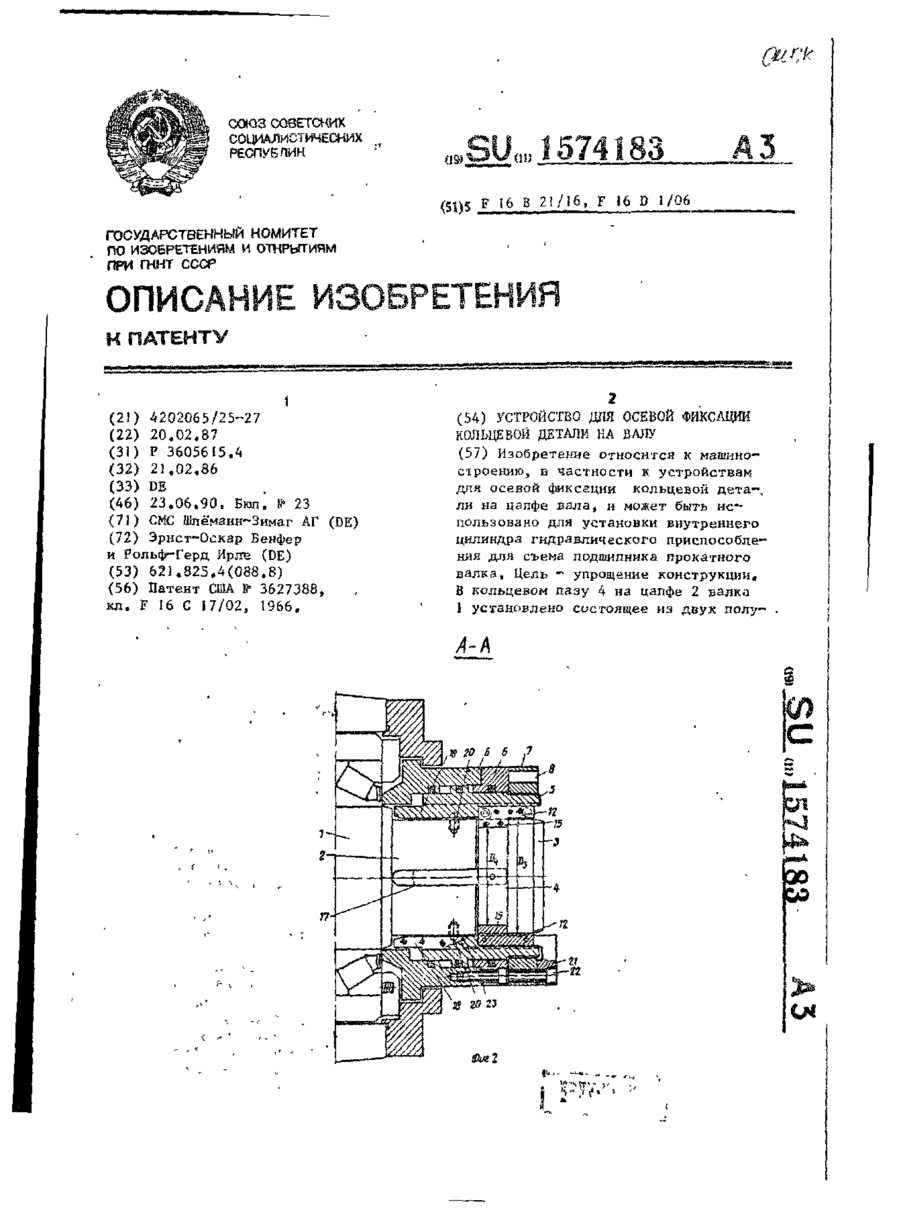
1. Устройство для осевой фиксации кольцевой детали на валу преимущественно внутреннего цилиндра гидравлического приспособления для съема подшипника прокатного валка, включающее опорное кольцо, размещенное в выполненом на цапфе вала кольцевом пазу, и установленную на цапфе вала кольцевую деталь, отличающееся тем, что, с целью упрощения конструкции, опорное кольцо выполнено составленным из двух полуколец, жестко связанных между собой...
Пристрій програмного керування і контролю ходу шахтних підйомних машин
Номер патенту: 5758
Опубліковано: 29.12.1994
Автори: Марищенко Олександр Іванович, Матвієнко Микола Павлович
Мітки: машин, шахтних, ходу, контролю, підйомних, програмного, керування, пристрій
Формула / Реферат:
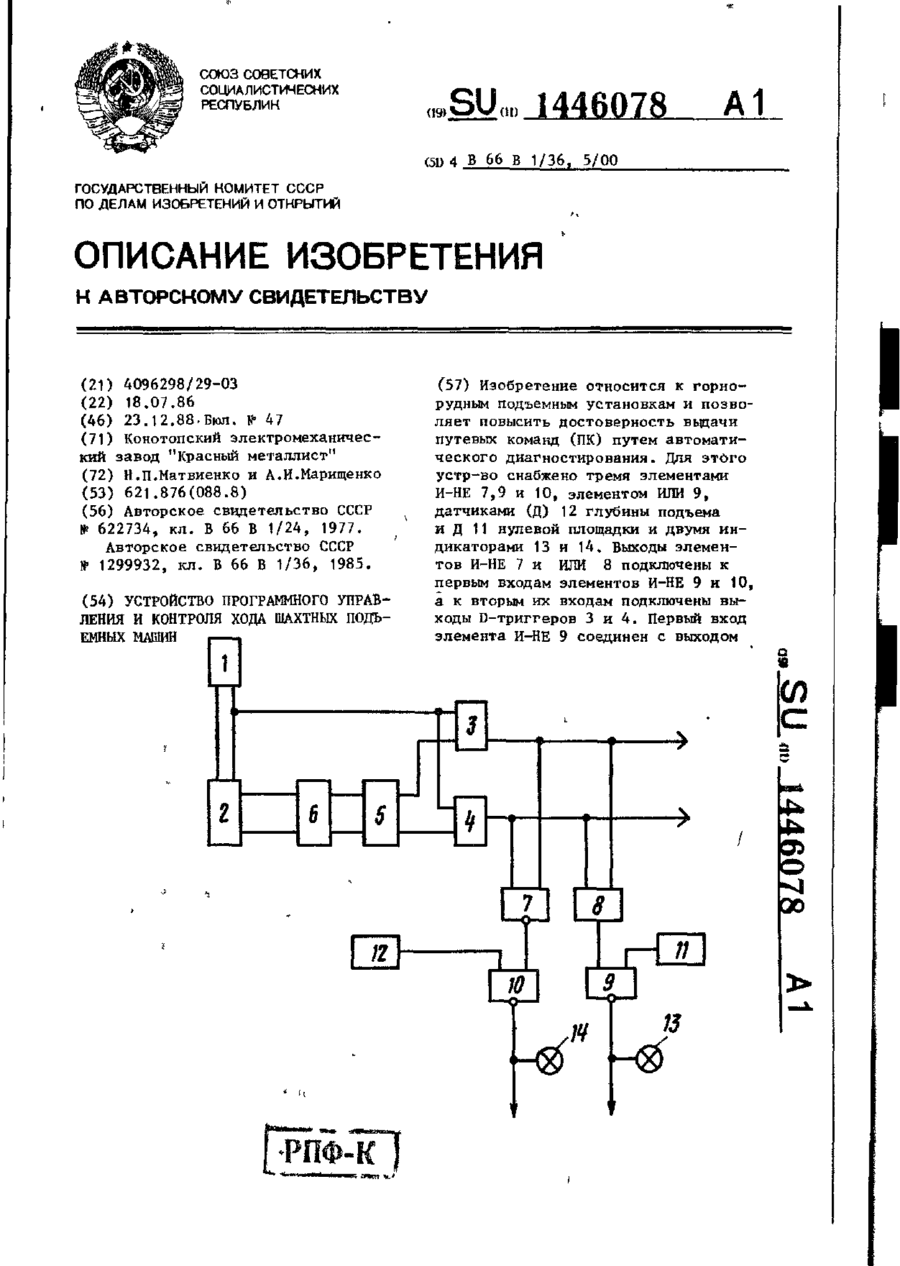
Устройство программного управлений и контроля хода шахтных подъемных машин, содержащее датчик путевых импульсов, первый выход которого соединен со счетным, а второй выход - с управляющим входом реверсивного счетчика и информационными входами первого и второго D-триггеров, синхронизирующие входы которых через дешифратор и постоянный запоминающий узел подключены к выходам реверсивного счетчика, при этом выходы первого и второго D-триггеров...
Пристрій для радіального підводу та установки засобів вимірювання деталі в процесі обробки
Номер патенту: 4015
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Адамов Валентин Іванович, Сало Анатолій Мусійович
МПК: B24B 49/00
Мітки: пристрій, радіального, підводу, установки, процесі, засобів, обробки, деталі, вимірювання
Формула / Реферат:
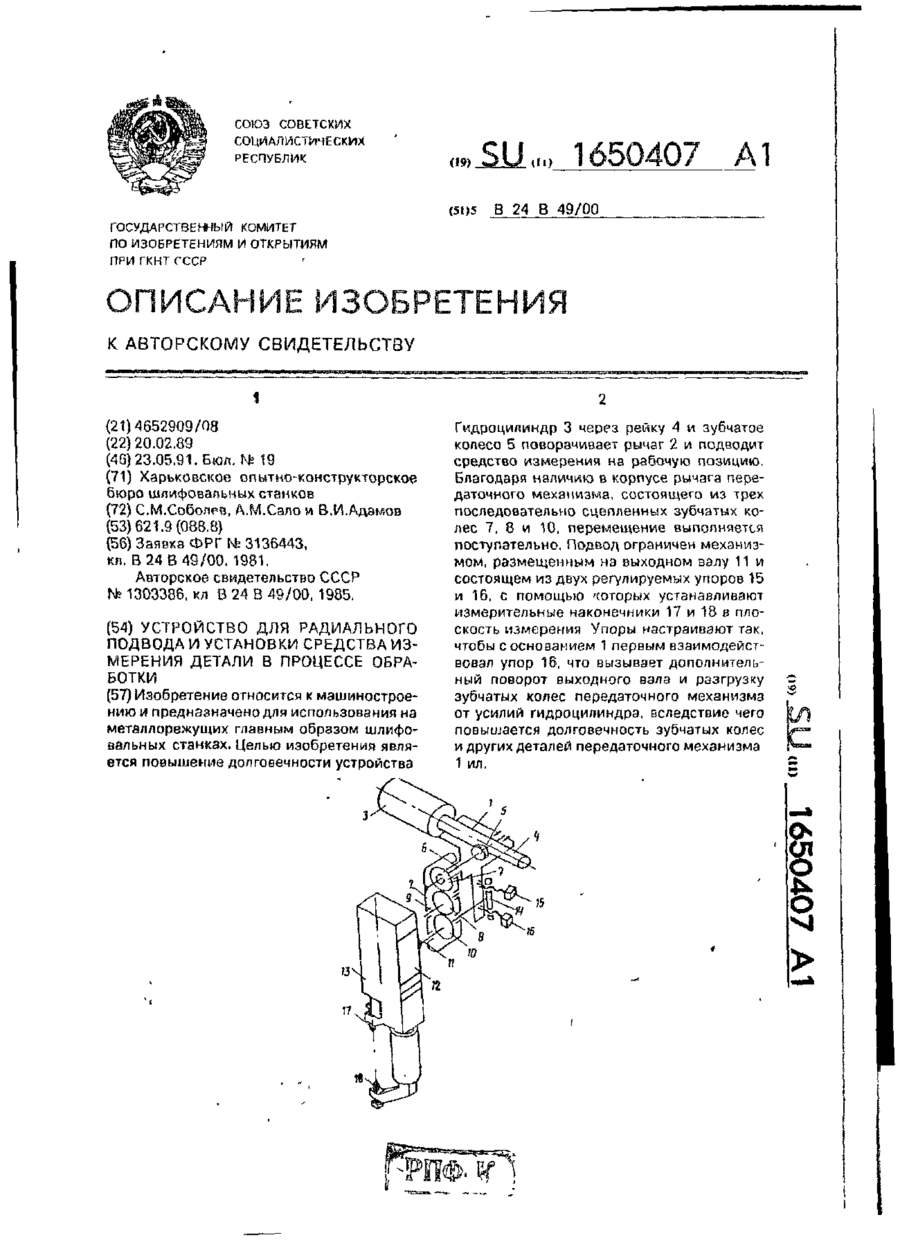
Устройство для радиального подвода и установки средства измерения детали в процессе обработки, содержащее основание, механизм радиального подвода, выполненный в виде шарнирно связанного с основанием рычага и механизма принудительного перемещения этого рычага, выходной вал с местом для присоединения средства измерения, передаточный механизм, связывающий выходной вал с основанием, а также ограничитель величины подвода средства измерения,...
Попередній патент: Пристрій для проходки свердловин в грунті
Наступний патент: Спосіб візуалізації магнітної сигналограми і пристрій для його здійснення
Випадковий патент: Спосіб діагностики розвитку остеопорозу