Спосіб складання стапеля
Номер патенту: 6645
Опубліковано: 29.12.1994
Автори: Фатун Володимир Анатолійович, Фатун Анатолій Омелянович
Формула / Реферат
(57) Способ сборки стапеля, заключающийся в монтаже базовых реперов на элементах стапеля относительно заданных базовых плоскостей в системе прямоугольных и кратных 50 мм координат, монтаже элементов стапеля путем прохождения лучей в про дольном и поперечном направлениях от лазерных излучателей к встроенным в них целевым знакам, отличающийся тем, что стапель на фундаменте монтируют из готовых секций, собранных на координатно-монтажном стенде с помощью контрольных реперов, установленных на секциях относительно базовых реперов, и по линиям визирования, проходящим через центры координатных отверстий контрольных реперов.
Текст
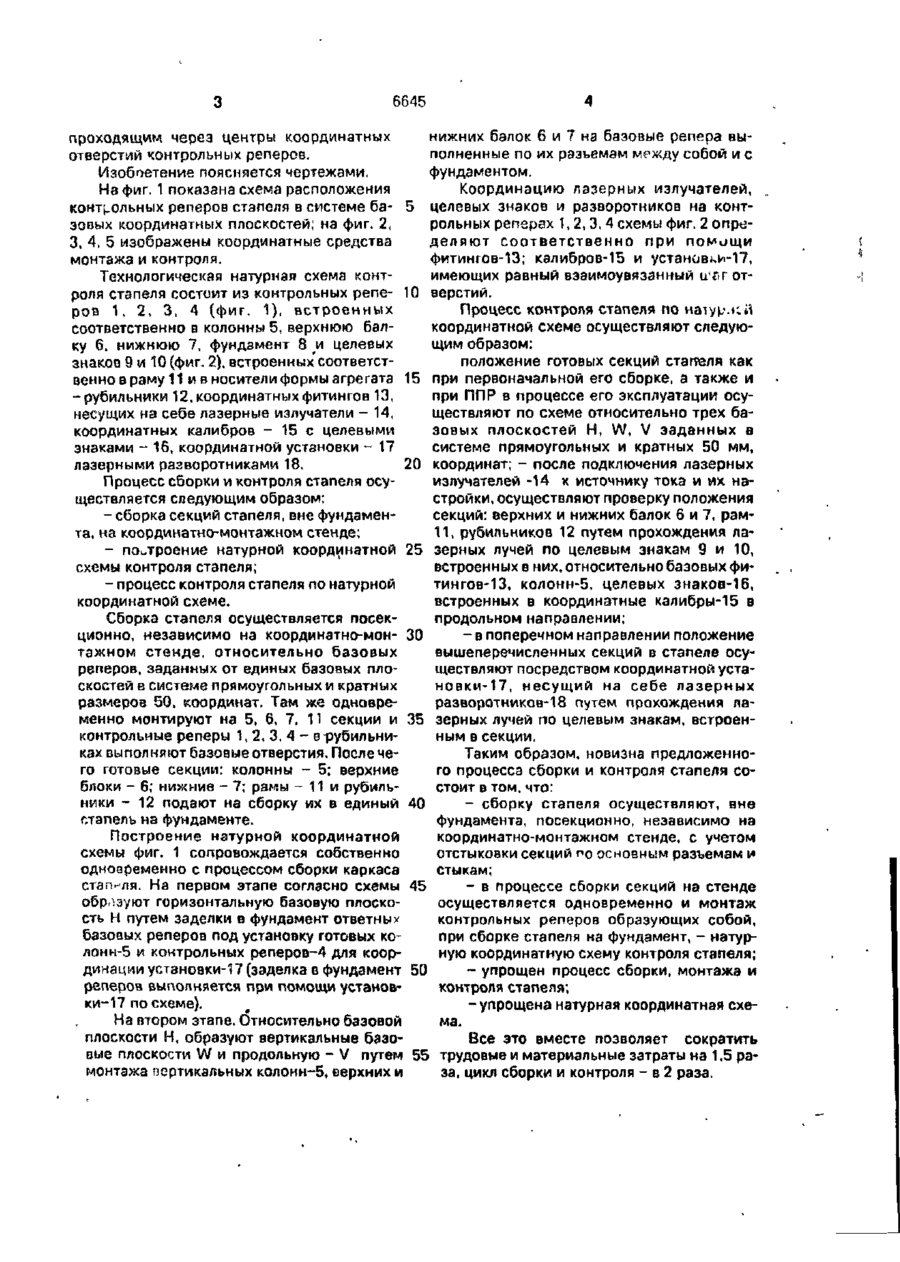
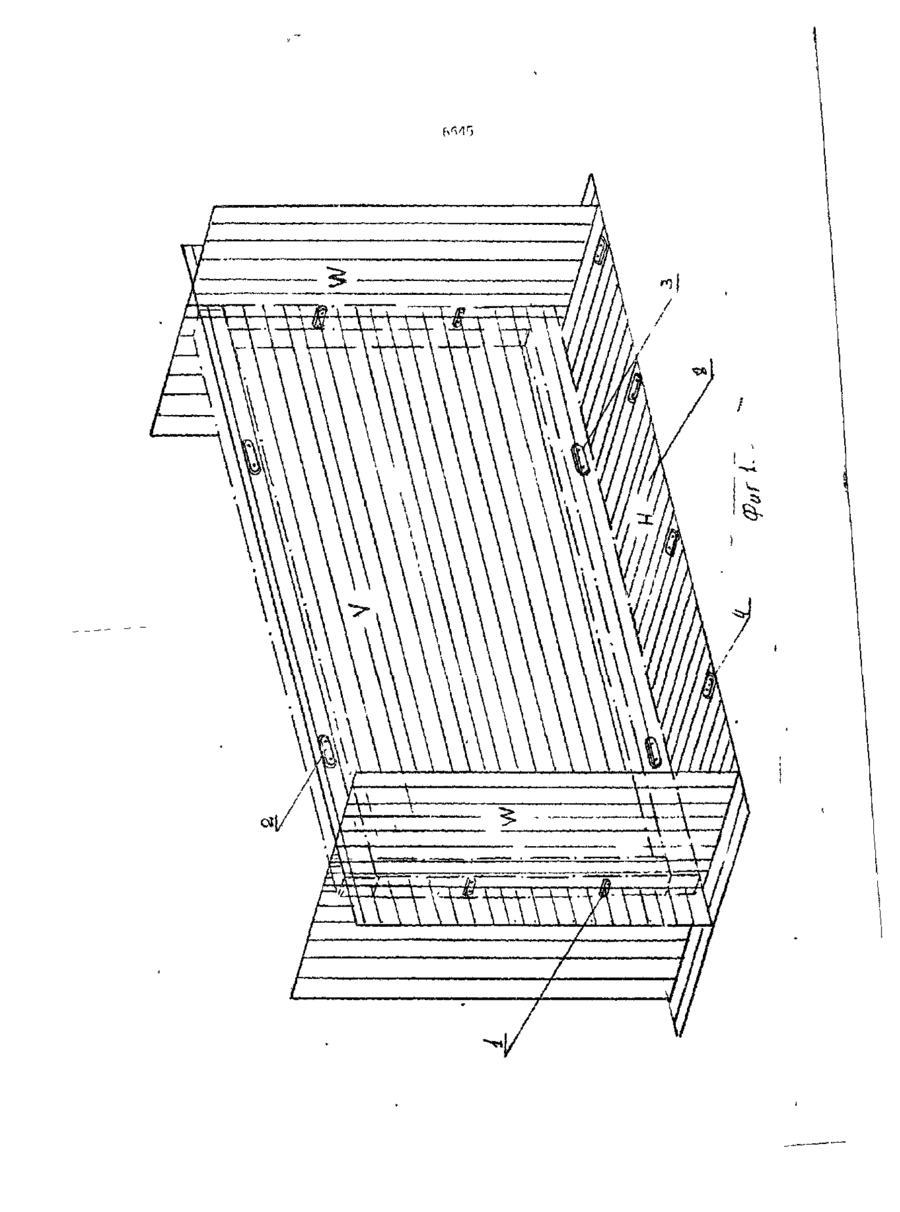
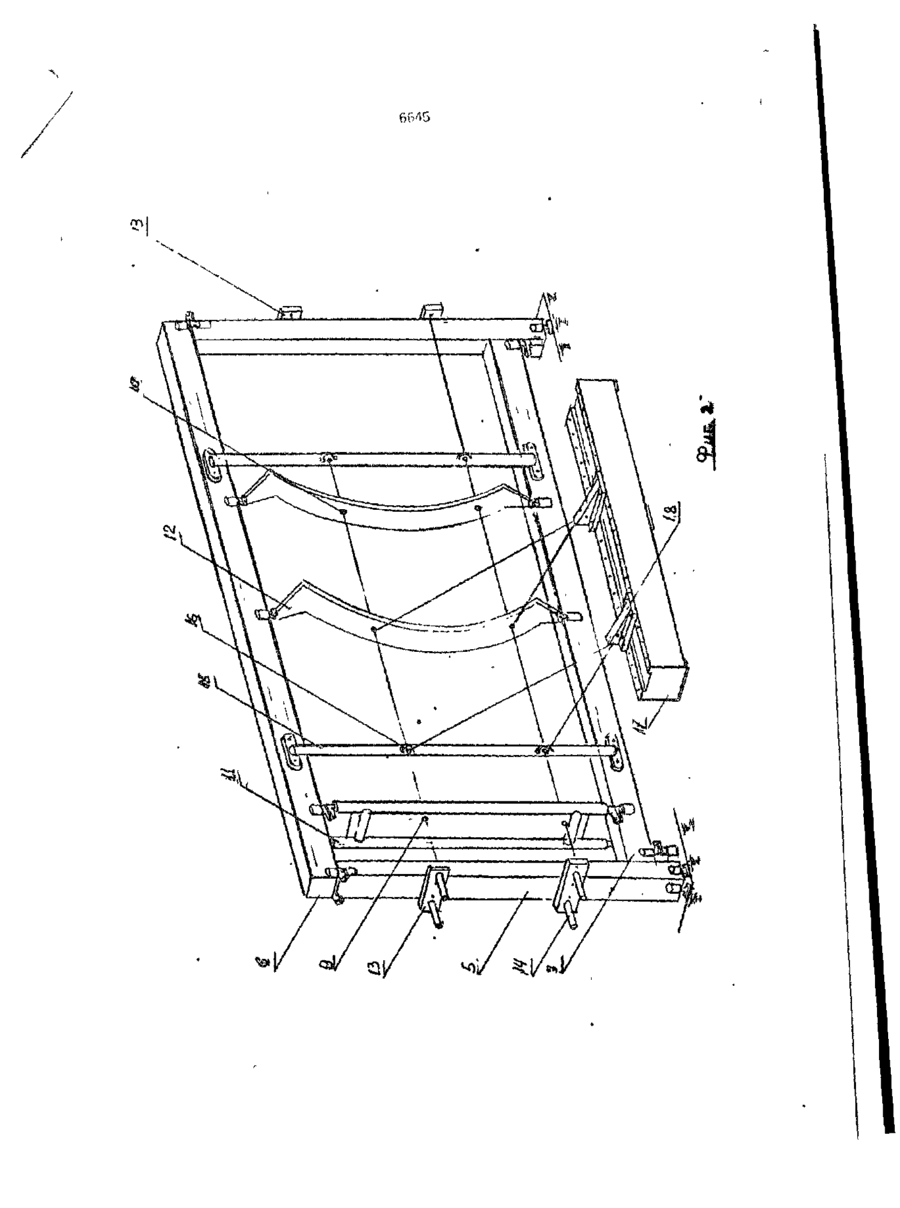
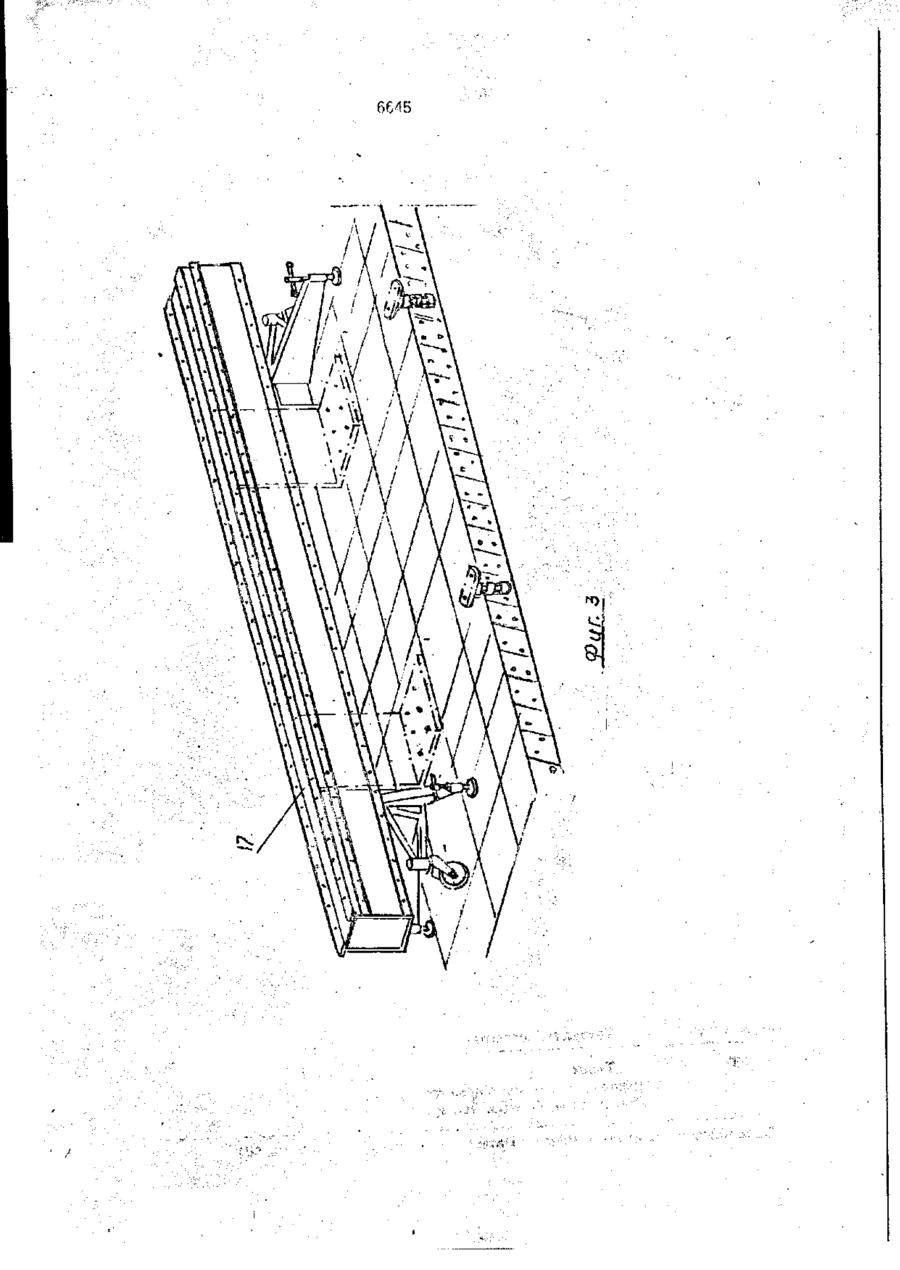
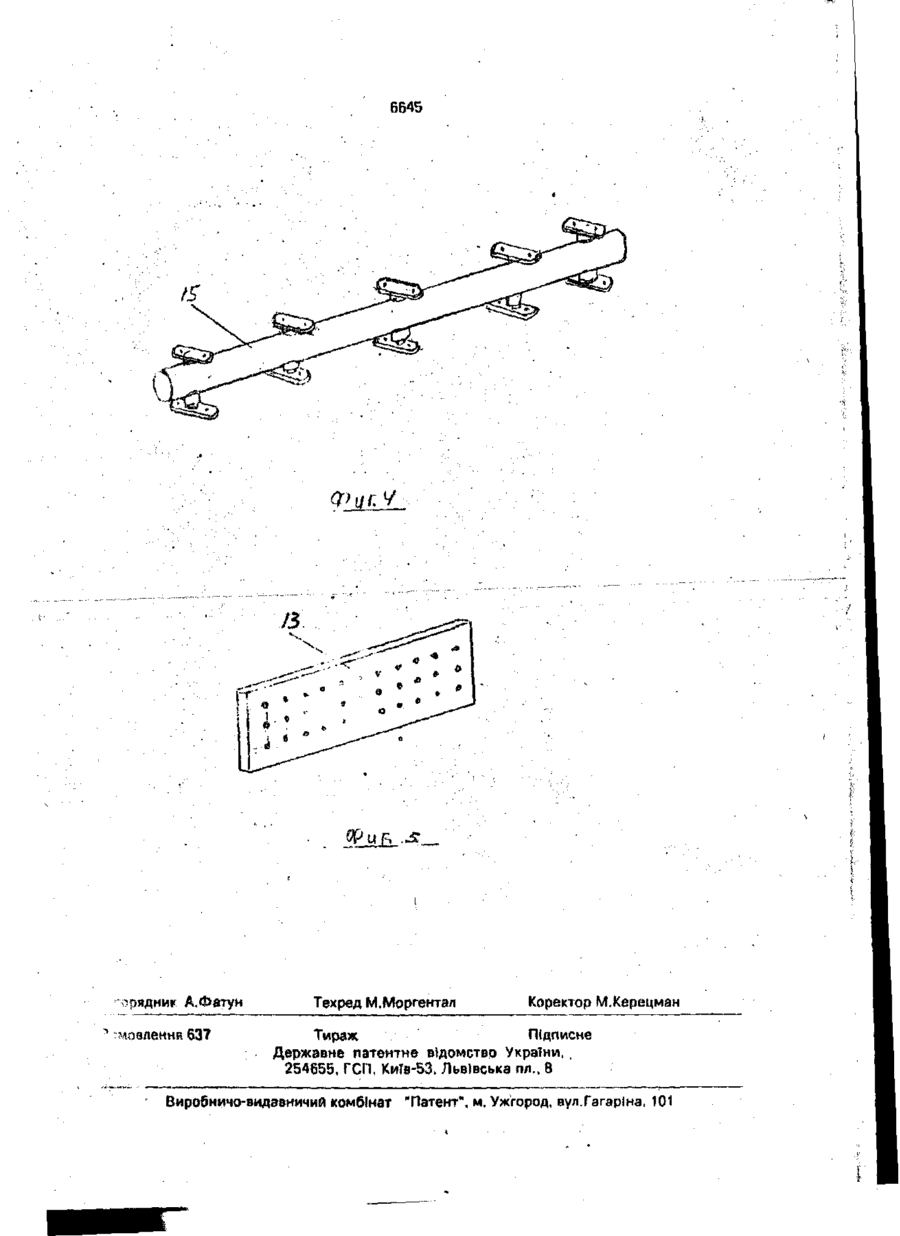
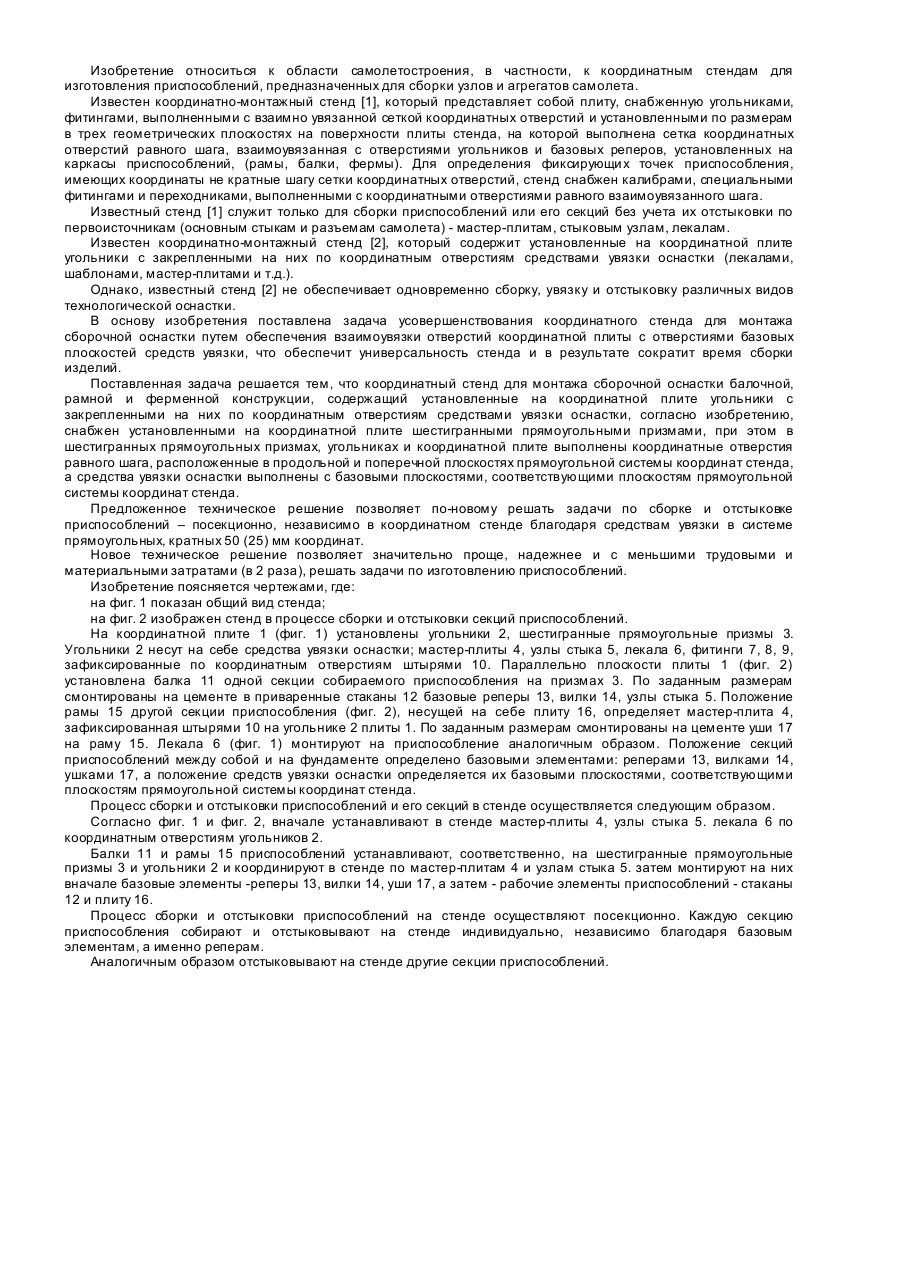
Способ сборки стапеля, заключающийся в монтаже базовых реперов на элементах Изобретение относится к области самолетостроения, а конкретно, к способу сборки стапеля, предназначенного для сборки легких, средних и тяжелых летательных аппаратов Известен способ сборки (1) стапеля, являющийся прототипом, включающий монтаж базовых реперов на элементах стапеля относительно заданных базовых плоскостей в системе прямоугольных к кратных 50 мм координат, а также монтаж элементов стапеля путем прохождения лучей в продольном и поперечном направлениях от лазерных излучателей к встроенным целевым знакам. Недостаток способа - высокий уровень трудовых и материальных затрат, длительность цикла сборки в результате того, что от начала и до конца сборку осуществляют на месте установки стапеля наращиванием стапеля относительно заданных базовых плоскостей в системе прямоугольных и кратных 50 мм координат, монтаже элементов стапеля путем прохождения лучей в продольном и поперечном направлениях от лазерных излучателей к встроенным в них целевым знакам, о т л и ч а ю щ и й с я т ем, что стапель на фундаменте монтируют из готовых секций, собранных на координатномонтажном стенде с помощью контрольных реперов, установленных на секциях относительно базовых реперов, и по линиям визирования, проходящим через центры координатных отаерстий контрольных реперов. элементов ^тэпеля последовательностью от узла к узлу по лучам и целевым зна л зм. Цель изобретения снижение трудовых и материальных затрат, уменьшение цикла сборки стапеля. Указанная цель достигается тем, что в способе, заключающемся в монтаже базовых реперов на элементах стапеля относительно заданных базовых плоскостей в системе прямоугольных и кратных 50 мм координат, монтаже элементов стапеля путем прохождения лучей в продольном и попе* речном направлениях от лазерных излучателей к встроенным в них целевым знакам согласно изобретению, стапель на Фундаменте монтируют из готовых секций, собранных на координатно-монтажном стенде с помощью контрольных реперов, установленных на секциях относительно базовых реперов, и по линиям визирования, С 6645 нижних балок 6 и 7 на базовые репера выпроходящим через центры координатных полненные по их разъемам между собой и с отверстий контрольных реперов, Фундаментом. Йзобоетение поясняется чертежами. Координацию лазерных излучателей, На фиг. 1 показана схема расположения контрольных реперов стапеля в системе ба- 5 целевых знаков и разворотников на контзовых координатных плоскостей; на фиг. 2, рольных реперах 1,2,3,4 схемы фиг. 2 опре3, 4, 5 изображены координатные средства деляют соответственно при помощи монтажа и контроля. фитингов-13; калибров-15 и установ^и-17, имеющих равный взаимоувязанный u r»r отТехнологическая натурная схема контроля стапеля состоит из контрольных репе- 10 верстий. ров 1, 2, 3, 4 (фиг. 1), встроенных Процесс контроля стапеля по наіур.кй соответственно в колонны 5, верхнюю балкоординатной схеме осуществляют следуюку 6, нижнюю 7, фундамент 8 и целевых щим образом: знаков 9 и 10 (фиг. 2), встроенных соответстположение готовых секций стаг?еля как венно в раму 11 и в носители формы агрегата 15 при первоначальной его сборке, а также и -рубильники 12,координатных фитингов 13, при ППР в процессе его эксплуатации осунесущих на себе лазерные излучатели - 14, ществляют по схеме относительно трех бакоординатных калибров - 15 с целевыми зовых плоскостей Н, W, V заданных в знаками - 16, координатной установки - 17 системе прямоугольных и кратных 50 мм, лазерными разворотниками 18. 20 координат; - после подключения лазерных излучателей -14 к источнику тока и их наПроцесс сборки и контроля стапеля осустройки, осуществляют проверку положения ществляется следующим образом: секций: верхних и нижних балок 6 и 7, рам- сборка секций стапеля, вне фундамен11, рубильников 12 путем прохождения лата, на координатно-монтажном стенде; - построение натурной координатной 25 зерных лучей по целевым знакам 9 и 10, схемы контроля стапеля; встроенных в них, относительно базовых фитингов-13, колонн-5, целевых знакоа-16, - процесс контроля стапеля по натурной встроенных в координатные калибры-15 в координатной схеме. продольном направлении; Сборка стапеля осуществляется посекционно, независимо на координатно-мон- 30 - в поперечном направлении положение тажном стенде, относительно базовых вышеперечисленных секций в стапеле осуреперов, заданных от единых базовых площествляют посредством координатной устаскостей в системе прямоугольных и кратных новки-17, несущий на себе лазерных размеров 50, координат. Там же одновреразворотников-18 путем прохождения ламенно монтируют на 5, 6, 7, 11 секции и 35 зерных лучей по целевым знакам, встроенконтрольные реперы 1, 2, 3, 4 - в-рубильниным в секции. ках выполняют базовые отверстия. После чеТаким образом, новизна предложенного готовые секции: колонны - 5; верхние го процесса сборки и контроля стапеля соблоки - 6; нижние - 7; рамы - 11 и рубильстоит в том, что: ники - 12 подают на сборку их в единый 40 - сборку стапеля осуществляют, вне стапель на фундаменте. фундамента, посекционно, независимо на Построение натурной координатной координатно-монтажном стенде, с учетом схемы фиг. 1 сопровождается собственно отстыковки секций по основным разъемам и одновременно с процессом сборки каркаса стыкам; стап-ля. На первом этапе согласно схемы 45 - в процессе сборки секций на стенде образуют горизонтальную базовую плоскоосуществляется одновременно и монтаж сть Н путем заделки в фундамент ответных контрольных реперов образующих собой, базовых реперов под установку готовых копри сборке стапеля на фундамент, - натурлонн-5 и контрольных реперов-4 для коорную координатную схему контроля стапеля; динации устзновки-17 (заделка в фундамент 50 - упрощен процесс сборки, монтажа и реперов выполняется при помощи устаиовконтроля стапеля; ки-17 по схеме). -упрощена натурная координатная схеНа втором этапе. Относительно базовой ма. плоскости Н, образуют вертикальные базоВсе это вместе позволяет сократить вые плоскости W и продольную - V путем 55 трудовые и материальные затраты на 1,5 рамонтажа вертикальных колоин-5, верхних и за, цикл сборки и контроля - в 2 раза. 6ГИ5 6645 6645 ірядниг А.Фатуи мовлення 637 Техред М.Моргентал Коректор М.Керецман Тираж Підписне Державне патентне відомство України, , 254655, ГСП, Київ-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembling stocks
Автори англійськоюFatun Anatolii Omelianovych, Fatun Volodymyr Anatoliiovych
Назва патенту російськоюСпособ сборки стапеля
Автори російськоюФатун Анатолий Емельянович, Фатун Владимир Анатольевич
МПК / Мітки
МПК: B64F 5/00
Мітки: стапеля, складання, спосіб
Код посилання
<a href="https://ua.patents.su/6-6645-sposib-skladannya-stapelya.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання стапеля</a>
Координатний стенд для монтажу збірної оснастки балочної, рамної і фермової конструкції
Номер патенту: 4540
Опубліковано: 28.12.1994
Автори: Фатун Володимир Анатолійович, Фатун Анатолій Омелянович
МПК: B64F 5/00
Мітки: координатний, збірної, фермової, оснастки, стенд, балочної, рамної, монтажу, конструкції
Формула / Реферат:
Координатный стенд дли монтажа сборочной оснастки балочной, рамной к фермённой конструкции, содержащий установленные на координатной плите угольники с закрепленными на них по координатным отверстиям средствами увязки оснастки, отличающийся тем, что стенд снабжен установленными на координатной плите шестигранными прямоугольными призмами, при этом в шестигранных прямоугольных призмах, угольниках и координатной плите выполнены координатные...
Пристрій для складання рам з профілів
Номер патенту: 5641
Опубліковано: 28.12.1994
Автори: Єщенко Володимир Григорович, Куликов Сергій Костянтинович
МПК: B23P 19/02
Мітки: пристрій, рам, складання, профілів
Формула / Реферат:
(57) Устройство для сборки рам из профилей, содержащее базовую плиту с установленными на ней симметрично относительно ее диагонали прижимными элементами и прессующими пуансонами с приводами, отличающееся тем, что пуансоны выполнены в виде двух групп поворотных пуансонов со сферическими рабочими поверхностями, причем каждая группа содержит два наружных и один внутренний пуансон, а привод каждого прессующего пуансона выполнен в виде блока...
Пристрій для складання транспортерів

Номер патенту: 3078
Опубліковано: 26.12.1994
Автори: Мартиненко Володимир Якимович, Гуглевич Юрій Володимирович, Кичма Ігор Данилович, Калайджан Олександр Самвелович, Гевко Роман Богданович
МПК: B23P 19/02
Мітки: складання, транспортерів, пристрій
Формула / Реферат:
Устройство для сборки транспортеров, содержащее раму и закрепленный на ней стол, отличающееся тем, что оно снабжено механизмом подъема и опускания транспортера, выполненным в виде поворотного рычага, шарнирно установленного одним своим на раме и связанного другим концом с полурамой ленточного транспортера, и. натяжного механизма, установленного на раме по ходу движения транспортера и выполненного в виде крюка с блоком и связанного с ними...
Автомат для складання ребристих секцій теплообмінників
Номер патенту: 6220
Опубліковано: 29.12.1994
Автори: Сидоров Віктор Дмитрієвич, Філіпп'єв Анатолій Михайлович, Брішніков Борис Іванович
МПК: B23P 19/02
Мітки: секцій, теплообмінників, автомат, складання, ребристих
Формула / Реферат:
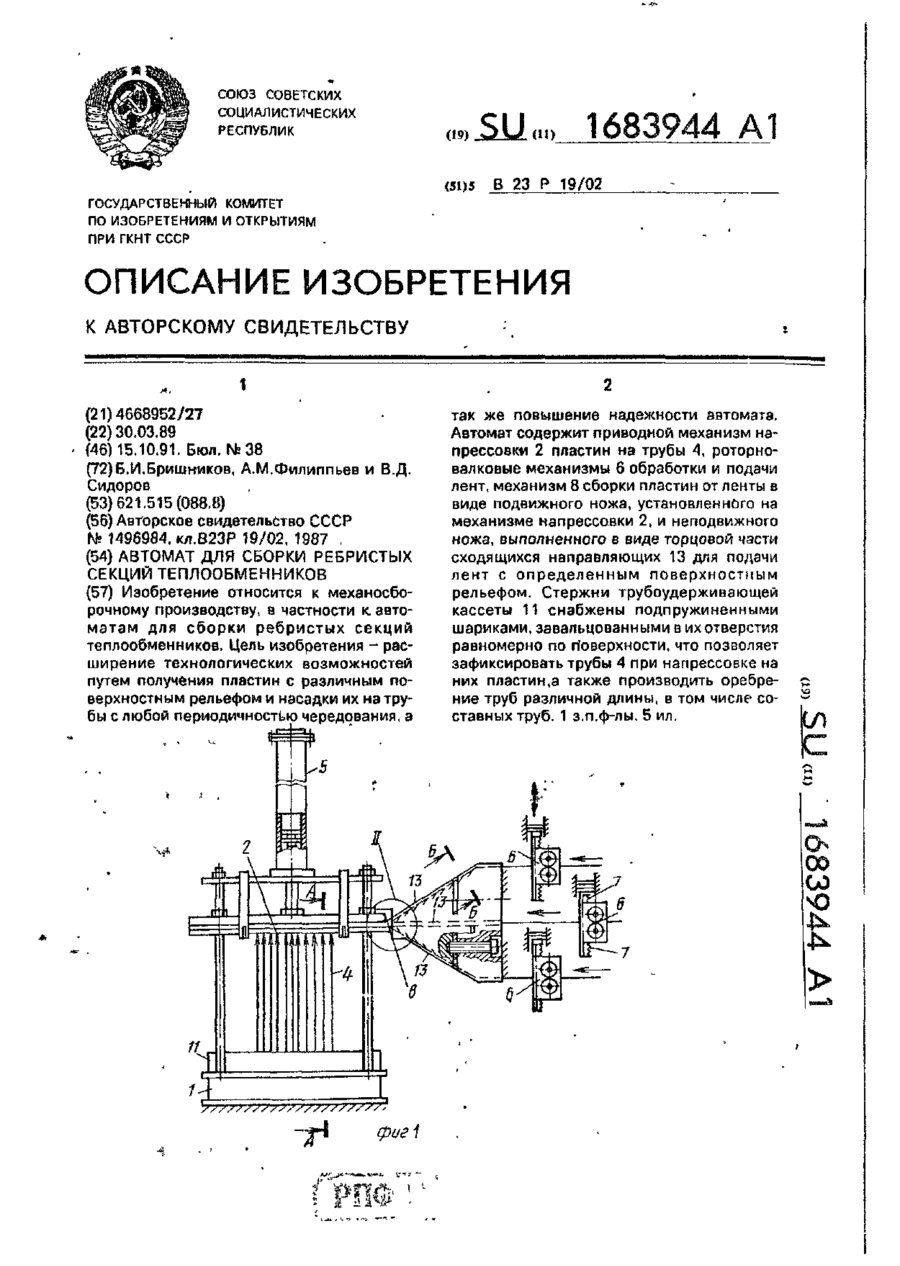
1. Автоматдля оборки ребристых секций теплообменников, содержащий приводной механизм напрессовки пластин на трубы, роторно-валковый механизм подачии обработки лент, механизм отрезки пластин от ленты, включающий подвижный и неподвижный ножи и трубоудерживающую кассету с направляющими стержнями для труб, отличающийся тем, что, с целью расширения технологических возможностей путем получения пластин с различным поверхностным рельефом и...
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Дорошенко Володимир Іванович, Андреєв Георгій Вікторович, Павлюк Віктор Миколайович, Растеряєв Юрій Карпович, Таталін Борис Федорович, Скорняков Едуард Сергійович
МПК: B29D 30/08
Мітки: пневматичних, спосіб, складання, шин, покришок
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Попередній патент: Спосіб одержання беззольної детергентно-диспергуючої присадки до масел двигунів
Наступний патент: Блок магнітних голівок
Випадковий патент: Спосіб одержання суцільного захисного ребристого покриття для полімерних ізоляторів