Спосіб керування реверсивним станом з моталками в печах
Номер патенту: 67367
Опубліковано: 15.06.2004
Автори: Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Леонідов-Канєвський Євген Володимирович, Барабаш Андрій Володимирович, Гагарін Павло Павлович, Стеч Володимир Станіславович

Формула / Реферат
Спосіб керування реверсивним станом з моталками в печах, який включає зміну швидкостей усіх попередніх або всіх наступних клітей по відхиленню натягу штаби в конкретному міжклітьовому проміжку від заданого значення, обумовленого результатом послідовної процедури, що включає вимір на кожній кліті горизонтальної сили притиснення подушок робочих валків до стійок станини і зусилля прокатки, обчислення, при першому заповненні клітей металом, силового коефіцієнта (перед захопленням штаби наступною кліттю), що являє собою відношення між горизонтальною силою притиснення робочих валків до стійок станини і тиском металу на валки при відсутності натягу, а також переднього натягу (після захоплення штаби наступною кліттю або намотувальною моталкою), який відрізняється тим, що на наступних циклах прокатки штаби з розмотуванням і змотуванням рулону, використовуючи обчислені раніше силові коефіцієнти, визначають задній натяг штаби по клітях, причому розрахунок ведуть від останнього заповненого проміжку до початкового, після захоплення штаби останньою (за напрямком прокатки) кліттю додатково вимірюють поточну потужність привода розмотувальної моталки і швидкість входу штаби в першу кліть, на підставі чого перед захопленням штаби намотувальною моталкою, обчислюють відношення добутку заднього натягу першої кліті (натягу розмотування) на швидкість входу штаби в першу кліть (швидкість розмотування) до потужності приводу розмотувальної моталки, а після захоплення штаби намотувальною моталкою, використовуючи обчислене відношення, роблять розрахунок натягу розмотування за поточною потужністю розмотувальної моталки, і швидкості розмотування, після чого повторно виконують процедуру обчислення переднього натягу по клітях.
Текст
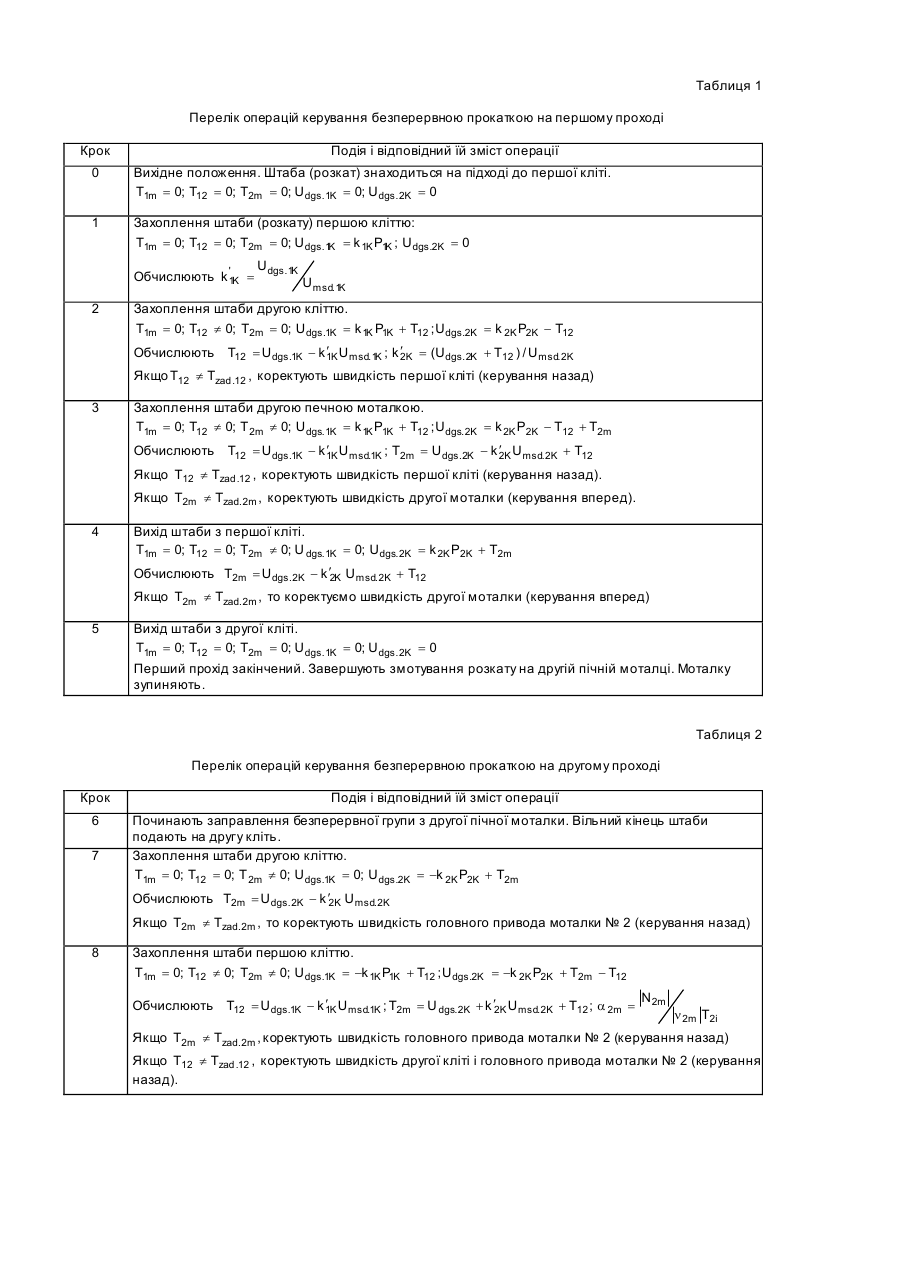
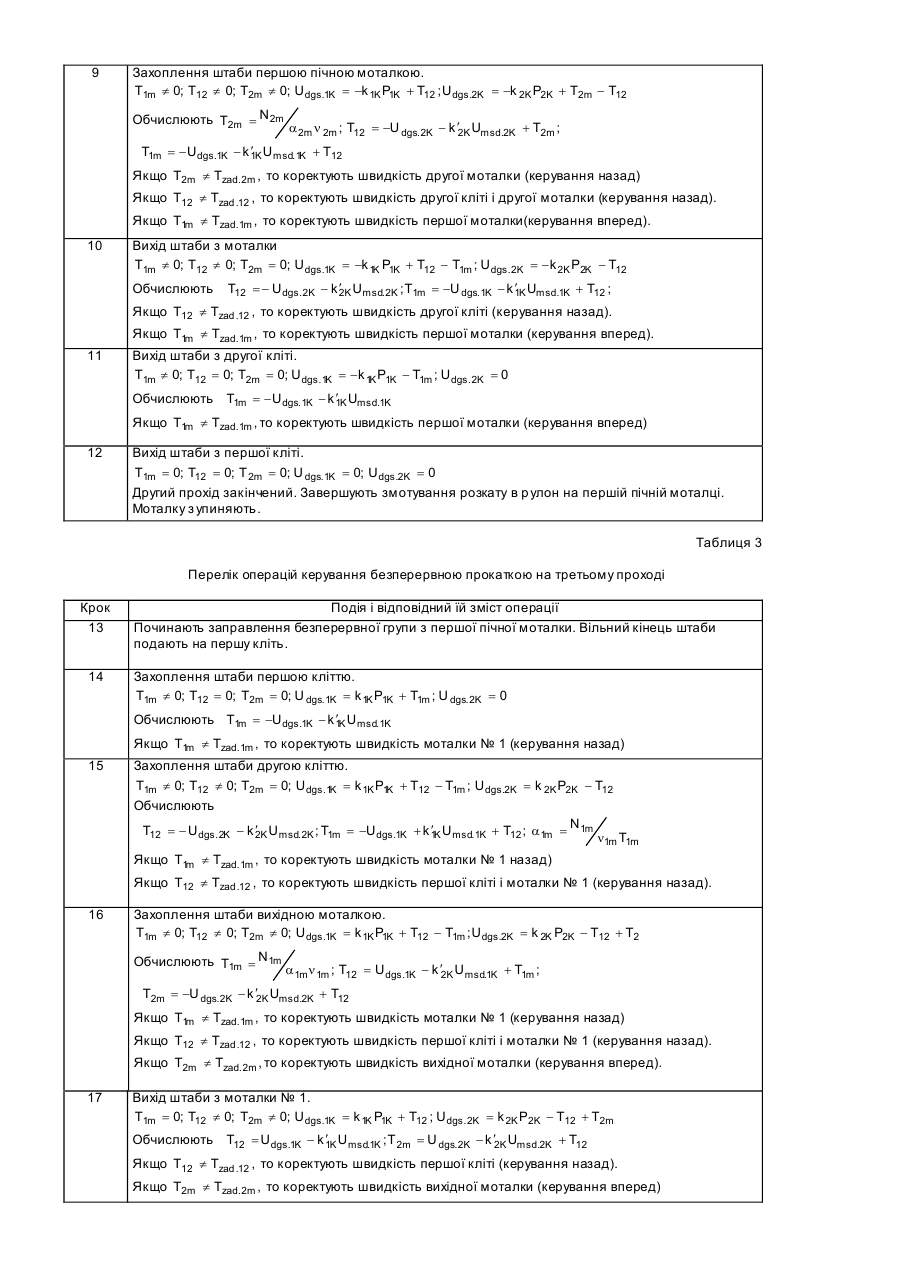
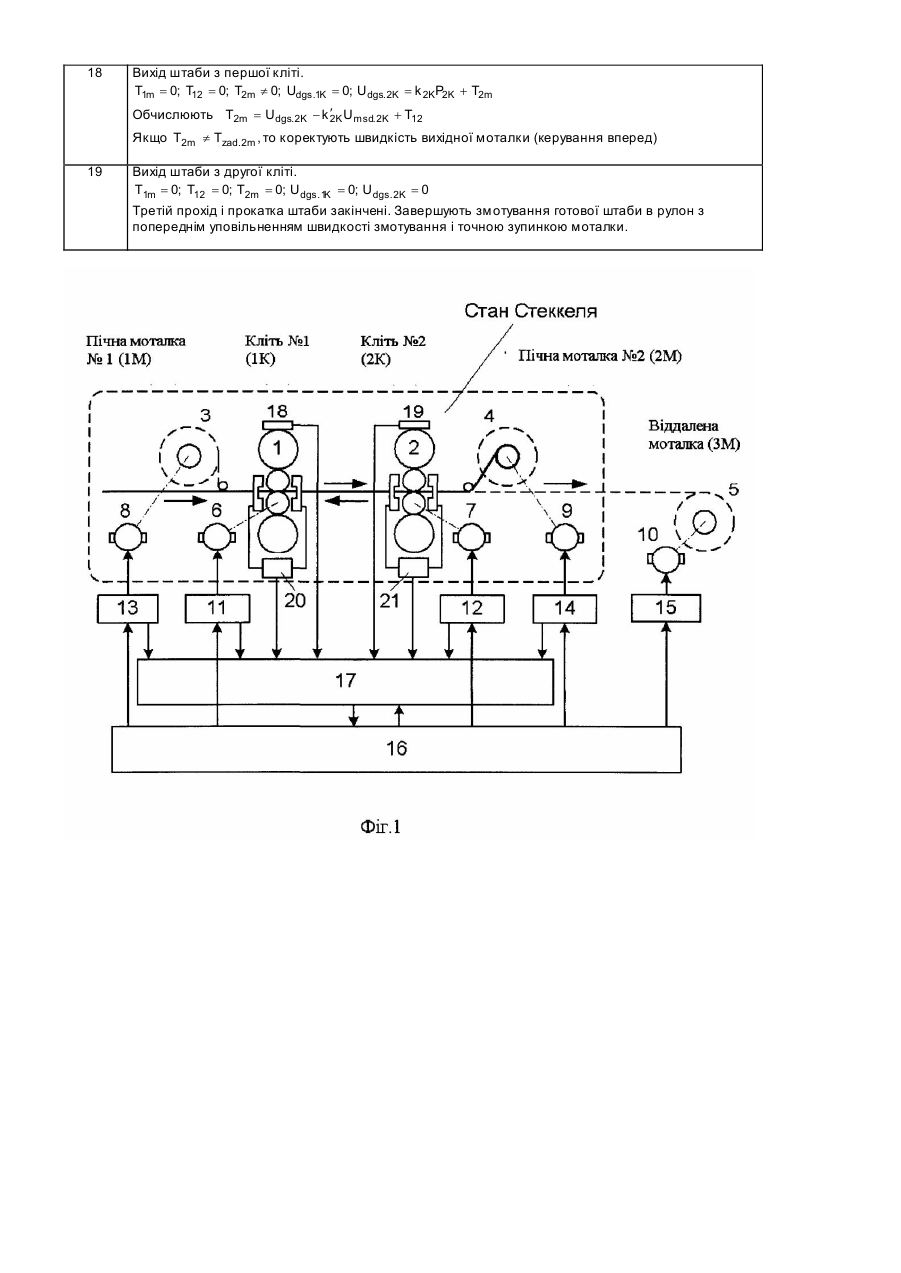
Винахід відноситься до прокатного виробництва і може бути використаний для керування технологічним процесом виробництва прокату в реверсивних станах з моталками в печах (станах Стеккеля). Відомий спосіб керування безперервною групою стану (Дружинин Н.Н., Мирер А.Г. Исследование управления непрерывными станами методом контроля межклетьевых натяжений. М., Сталь, № 3, 1987, С. 44-49), який включає зміну швидкостей усіх попередніх або всіх наступних клітей по відхиленню натягу штаби від заданого значення в конкретному міжклітьовому проміжку, обумовленому в результаті послідовної процедури, при якій вимірюють енергетичні параметри кожної навантаженої кліті та обчислюють її передній натяг. На кожній кліті по струму якоря і току порушення з урахуванням прискорення головного приводу і редукторного коефіцієнта передачі обчислюють момент, прикладений до бочок робочого валка, а також вимірюють зусилля прокатки. При вході штаби в першу кліть обчислюють плече прикладання рівнодіючої тиску металу при вільній прокатці M a МР .1 = 1 , (1) P1 де М1 - момент першої кліті; P1 - тиск металу (зусилля прокатки) на першій кліті. При вході штаби в другу кліть, уважаючи, що aMP . 1 = const, визначають натяг між першими двома клітями (передній натяг для першої кліті) M - a MP. 1P1 T1 = 1 , (2) R де R - радіус робочого валка, а потім і плече прикладання рівнодіючої тиску металу при вільній прокатці для другої кліті M - PT1 / m 2 a MP . 2 = 2 , (3) P2 де М2 - момент другої кліті; P2 - тиск металу на другій кліті; m 2 - витяжка в другій кліті. При вході штаби в кожну наступну кліть спочатку визначають передній натяг поточної кліті M - aMP .iPi Ti = i , (4) R де і - індекс поточної кліті, а потім плече прикладання рівнодіючої тиску металу при вільній прокатці для наступної кліті M - RTi / m i+1 a MP .i+1 = i+1 . (5) Pi+1 Для останньої кліті, якщо є моталка, що намотує, визначають тільки передній натяг (натяг змотування). Головним недоліком вищевказаного способу є недостатня точність визначення натягу. Частка моменту прокатки, обумовлена натягом штаби, рівна RTi, звичайно складає всього 4-5 % у порівнянні з повним моментом прокатки. Тому момент прокатки Мi потрібно обчислювати з високою точністю, а це ускладнено перешкодами, величина яких того ж порядку, що і вимірюване відхилення. Спосіб керування безперервною групою стану, який використаний в якості прототипу, заснований на вимірі в кожній кліті горизонтальної сили притиснення подушок робочих валків до стійок станини і зусилля прокатки (Автоматизация и электропривод металлургических машин и агрегатов. Труды ВНИИМЕТМАШ, 1979, № 58, С. 77-81, 95-101). В цьому способі під час заправки розката, що надходить по рольгангу, у першу кліть (при відсутності заднього натягу), обчислюють силовий коефіцієнт k1 вільного притиснення подушок до станини для цієї кліті Pгор. 1 k1 = , (6) P1 Pгор.1 - горизонтальна сила тиску подушок робочих валків на станину першої кліті при вільній прокатці. Силовий коефіцієнт залежить від тертя в підшипниках опорних валків, від тертя катання робочих валків по опорним валкам і від звалення робочих валків щодо опорних. При вході штаби в др угу кліть, уважаючи, що k1=const, визначають натяг між першими двома клітями (передній натяг для першої кліті) T1 = Pгор. 1 - k 1P1, (7) де Ргор.1 - тепер уже горизонтальна сила тиску подушок робочих валків на станину при наявності переднього натягу, а потім і силовий коефіцієнт k2 для другої кліті Pгор. 2 + T1 k2 = . (8) P2 При вході штаби в кожну наступну кліть спочатку визначають передній натяг вхідної кліті проміжку Ti = Ti -1 + Pгор.і - k iPi , (9) де k i = Pгор.i + Ti-1 , (10) Pi а потім силовий коефіцієнт ki+1 для наступної кліті (вихідної кліті проміжку) Pгор. i+1 + Ti k i+1 = . (11) Pi+1 Для останньої кліті (після захоплення штаби моталкою, що намотує,) визначають тільки передній натяг (натяг змотування). При цьому враховують відхилення натягу штаби від заданої величини для визначення необхідності регулювання, визначають необхідну величину зміни швидкостей у безперервній групі клітей і змінюють швидкості доти, поки відхилення натягу не будуть зведені до нуля. Перевагою цього способу керування станом є висока точність визначення натягу штаби, що дозволяє використовува ти його для керування процесом прокатки з метою одержання якісного прокату. Недоліком розглянутого способу є неможливість керування безперервною групою клітей при прокатці з розмотуванням і змотуванням рулону (станом Стеккеля), оскільки цей спосіб працездатний тільки за умови, що кількість проміжків з натягнутою штабою не перевищує число прокатних клітей, оснащених датчиками горизонтальної сили. В основу винаходу поставлена задача удосконалення способу керування безперервною групою клітей з метою розширення його можливостей для керування прокаткою в реверсивній групі клітей з розмотуванням і змотуванням рулону. Задача розширення можливостей способу керування забезпечується доповненням до відомої процедури розрахунку натягу смуги в проміжках за першої кліттю ( по напрямку прокатки) двох операцій безперервного обчислення натягу в проміжку перед цієї кліттю, першу з яких виконують під час заправлення стану, а іншу - у процесі прокатки. Поставлена задача вирішується тим, що в способі керування реверсивним станом з моталками в печах, що включає зміну швидкостей усі х попередніх або всіх наступних клітей по відхиленню натягу штаби в конкретному міжклітьовому проміжку від заданого значення, обумовленого в результаті послідовної процедури, що містить вимір на кожній кліті горизонтальної сили притиснення подушок робочих валків до стійок станини і зусилля прокатки, обчислення, при першому заповнення клітей металом, силового коефіцієнта (перед захопленням штаби наступною кліттю), що уявляє собою відношення між горизонтальною силою притиснення робочих валків до стійок станини і тиском металу на валки при відсутності натягу, а також переднього натягу (після захоплення штаби наступною кліттю або моталкою, що намотує,), відповідно до винаходу, на наступних циклах прокатки штаби з розмотуванням і змотуванням рулону, використовуючи обчислені раніше силові коефіцієнти, визначають задній натяг штаби по клітям, причому розрахунок ведуть від останнього заповненого проміжку до початкового, після захоплення штаби останньою (по напрямку прокатки) кліттю додатково вимірюють поточну потужність привода моталки, що розмотує, і швидкість входу штаби в першу після моталки, що розмотує, кліть, на підставі чого перед захопленням штаби моталкою, що намотує, обчислюють відношення добутку заднього натягу першої кліті (натягу розмотування) на швидкість входу штаби в першу кліть (швидкість розмотування) до потужності привода моталки, що розмотує, а після захоплення штаби моталкою, що намотує, використовуючи обчислене відношення, роблять розрахунок натягу розмотування по поточній потужності моталки, що розмотує, і швидкості розмотування, після чого повторно виконують процедуру обчислення переднього натягу по клітям. Сутність винаходу полягає в наступному. Натяг штаби в міжклітьовому проміжку залежить від співвідношення частот обертання робочих валків прокатних клітей, які прилягають до нього . Для збільшення натягу треба зменшувати швидкість вхідної кліті або збільшувати швидкість вихідної кліті. Знаючи поточний натяг у проміжку, і порівнюючи його з заданим значенням, одержують відхилення, що усувають відповідною зміною швидкості вхідної або вихідної кліті проміжку. Для збереження при цьому секундної рівноваги металу в сусідніх проміжках, здійснюють групове регулювання швидкості всіх попередніх або всіх наступних клітей. Як відомо, горизонтальна сила притиснення подушок робочих валків до стійок станини, зусилля прокатки, задній і передній натяг окремо узятої і- ой кліті безперервного стану зв'язані між собою функцією Pгор.i = k iPi + Ti - Ti-1, (12) на підставі якої, у залежності від наявності обмірюваної і попередньо обчисленої інформації, можна визначити силовий коефіцієнт (див. формули (6), (8), (10)), передній натяг (див. формули (7), (9)) або визначити задній натяг по формулі Ti-1 = k i Pi + Ti - Pгор.i . (13) При прокатці з розмотуванням і змотуванням штаби рівняння (13) використовують для обчислення заднього натягу доти, поки штабу не захопить моталка, що намотує. Розрахунок ведуть від останньої заповненої металом кліті до першої, тому що для визначення заднього натягу повинне бути відомо передній натяг. При захопленні штаби моталкою, що намотує, система з однотипних рівнянь (12) стає недостатньою, тому що в цьому випадку число проміжків, для яких необхідно визначати натяг, на одиницю перевищує кількість клітей. Для усунення цього протиріччя роблять наступне. Після захоплення штаби останньою кліттю вимірюють споживану потужність привода моталки, що розмотує, і швидкість входу штаби в першу кліть. Обчислюють потужність розмотування (потужність, необхідну для створення натягу T 0 при швидкості n 0 ) N n.p = T0 n 0 (14) а потім і відношення між потужністю розмотування і повною потужністю моталки, що розмотує Nn.p T n a= = 0 0 . (15) Nразм Nразм Після захоплення штаби моталкою, що намотує, задній натяг першої кліті (по ходу прокатки) розраховують по формулі aNразм T0 = , (16) n0 і переходять до розрахунку переднього натягу в кожної кліті по формулі (9). Затримка переходу від процедури розрахунку заднього натягу до процедури розрахунку переднього натягу до захоплення штаби моталкою, що намотує, має на меті зменшити вплив перехідних процесів в електроприводі моталки, що розмотує, на точність обчислення натягу розмотування. Повний алгоритм керування на прикладі двохклітьового стану Стеккеля з моталками в печах ілюструється таблицями 1-3. Реверсивну прокатку здійснюють у три проходи. На першому проході штабу подають у першу кліть без заднього натягу. На другому і третьому проходах штабу подають з моталок, що розмотують, (із заднім натягом). У прикладених таблицях 1-3 прийняті індекси клітей і моталок, привласнені їм при розміщенні устатк ування. Так, прокатним клітям привласнені фіксовані індекси 1К, 2К, що відповідають порядкові проходження і=1, 2 при прямому проході або інвертованому порядку проходження i=2, 1 при зворотному проході. Єдиному міжклітьовому проміжкові привласнений індекс 12. Моталкам у печах і пов'язаним з ними проміжкам привласнені індекси 1m, 2m. Таким чином, фіксовані індекси 1m, 12, 2m відповідають порядковим індексам i=0, 1, 2 при прямому проході або i = 2, 1, 0 при зворотному проході. Замість зусилля горизонтальної сили Ргор використовують вихідний сигнал датчика горизонтальної сили Udgs. Замість тиску (зусилля) прокатки Р використовують сигнал месдози U msd. Верхній штрих над позначенням силового коефіцієнта відзначає його штучне (обчислене) походження. Індекс zad позначає задану величину натягу. У результаті порівняльного аналізу пропонованого способу керування реверсивним станом з моталками в печах із прототипом установлено, що вони мають наступні загальні ознаки: - зміна швидкостей усіх попередніх або всіх наступних клітей по відхиленню натягу штаби в конкретному міжклітьовому проміжку від заданого значення; - натяг штаби визначається в результаті послідовної процедури, що містить вимір на кожній кліті горизонтальної сили притиснення подушок робочих валків до стійок станини і зусилля прокатки; обчислення, при першому заповненні клітей металом, силового коефіцієнта (перед захопленням штаби наступною кліттю), що уявляє собою відношення між горизонтальною силою притиснення робочих валків до стійок станини і тиском металу на валки при відсутності натягу; - обчислення переднього натягу (після захоплення штаби наступною кліттю або моталкою, що намотує), - а також відмітні ознаки: - на наступних циклах прокатки штаби з розмотуванням і змотуванням рулону, використовуючи обчислені раніше силові коефіцієнти, визначають задній натяг штаби по клітям; - причому розрахунок ведуть від останнього заповненого проміжку до початкового; - після захоплення штаби останньою (по напрямку прокатки) кліттю додатково вимірюють поточну потужність привода моталки, що розмотує, і швидкість входу штаби в першу кліть; - на підставі чого перед захопленням штаби моталкою, що намотує, обчислюють відношення добутку заднього натягу першої кліті (натягу розмотування) на швидкість входу штаби в першу кліть (швидкість розмотування) до потужності привода моталки, що розмотує; - після захоплення штаби моталкою, що намотує, використовуючи обчислене відношення, роблять розрахунок натягу розмотування по поточній потужності моталки, що розмотує, і швидкості розмотування; - після чого повторно виконують процедуру обчислення переднього натягу по клітям. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. За рахунок того, що при заправленні рулону, отриманого в результаті попереднього проходу, використовують інформацію про зусилля прокатки і горизонтальних сил притиснення робочих валків до стійок станин для розрахунку заднього натягу штаби всіх заправлених клітей, стає можливим на цьому етапі визначення натягу розмотування, що є заднім натягом першої кліті. За рахунок того, що розрахунок заднього натягу ведуть від останнього заповненого проміжку до початкового, стає можливим виконання розрахунку, тому що передній натяг штаби в останньої заправленої кліті дорівнює нулеві. За рахунок того, що перед захопленням штаби моталкою, що намотує, обчислюють відношення добутку обчисленого перед цим натягу розмотування на швидкість розмотування до потужності привода моталки, що розмотує, стає можливим обчислення в наступному натягу розмотування без використання інформації про зусилля прокатки і горизонтальну силу на першій кліті. За рахуноктого, що, після захоплення штаби моталкою, що намотує, роблять розрахунок натягу розмотування по поточній потужності моталки, що розмотує, і швидкості розмотування, знову стає можливим використання процедури розрахунку переднього натягу всі х клітей за інформацією про зусилля прокатки і горизонтальні сили і, як наслідок цього, прокатний стан з моталками в печах, як об'єкт керування, стає цілком підконтрольним по натягу штаби у всіх проміжках. Виключення з вищевказаної сукупності відмітних ознак хоча б одного не забезпечує досягнення технічного результату. З використанням цього способу розроблений технічний проект реверсивного стану з моталками в печах (стану Стеккеля). Пристрій, що реалізує спосіб керування, показаний на прикладі керування станом Стеккеля, що містить дві прокатних кліті 1, 2, дві пічні моталки 3, 4 і одну вилучену моталку 5 готової штаби (фіг.1). Зазначені агрегати приводяться в рух головними приводами 6-10 відповідно. У пристрій керування станом входять автономні підсистеми 11-15 керування головними приводами, вузол 16 групового керування головними приводами і зв'язаний з ним двостороннім зв'язком вузол 17 обчислення натягу штаби у всіх проміжках, датчики 18-19 тиску металу на валки (месдози) і датчики 20-21 горизонтальної сили. Виходи датчиків підключені до відповідних входів вузла обчислення 17. Інформаційні виходи підсистем 11-14 керування електроприводами також підключені до відповідних входів вузла обчислення 17, а керуючі входи ци х підсистем і підсистеми 15 підключені до відповідних ви ходів вузла керування 16. Вузол керування 16 формує сигнали керування головними приводами відповідно до заданого напрямку прокатки, режимом обтиснень і відхиленням натягу штаби в проміжках. Вузол обчислення 17, з огляду на надходячі від вузла 16 технологічні дані про напрямок прокатки, про величину обтиснень по клітям, обробляє інформацію, що надходить від датчиків, а також з інформаційних ви ходів підсистем керування 11-14, і формує інформацію про поточні значення натягу штаби, передану вузлові керування 16. З усього вище викладеного видно, що варіювання процедурами розрахунку міжклітьових натягів з випереджуючим обчисленням натягу розмотування по поточній потужності моталки, що розмотує, і швидкості входу штаби в першу кліть (по напрямку руху штаби) дозволяє забезпечити керування процесом прокатки в безперервній групі клітей зі змотуванням і розмотуванням рулонів. Таблиця 1 Перелік операцій керування безперервною прокаткою на першому проході Крок Подія і відповідний їй зміст операції 0 Вихідне положення. Штаба (розкат) знаходиться на підході до першої кліті. T1m = 0; T12 = 0; T2m = 0; U dgs . 1K = 0; U dgs . 2K = 0 1 Захоплення штаби (розкату) першою кліттю: T1m = 0; T12 = 0; T2m = 0; U dgs . 1K = k 1K P1K ; U dgs .2K = 0 Обчислюють k '1K = 2 Udgs. 1K Umsd. 1K Захоплення штаби другою кліттю. T1m = 0; T12 ¹ 0; T2m = 0; U dgs .1K = k 1K P1K + T12 ; U dgs .2K = k 2K P2K - T12 Обчислюють T12 = U dgs .1K - k ¢ K U msd. 1K ; k ¢ K = (U dgs . 2K + T12 ) / U msd. 2K 1 2 Якщо T12 ¹ Tzad .12 , коректують швидкість першої кліті (керування назад) 3 Захоплення штаби другою печною моталкою. T1m = 0; T12 ¹ 0; T 2m ¹ 0; U dgs. 1K = k 1K P1K + T12 ; U dgs. 2K = k 2K P2K - T12 + T2m ¢ ¢ Обчислюють T12 = U dgs .1K - k 1K U msd.1K ; T2m = U dgs . 2K - k 2K U msd. 2K + T12 Якщо T12 ¹ Tzad .12 , коректують швидкість першої кліті (керування назад). Якщо T2m ¹ Tzad. 2m , коректують швидкість другої моталки (керування вперед). 4 Вихід штаби з першої кліті. T1m = 0; T12 = 0; T2m ¹ 0; U dgs. 1K = 0; U dgs. 2K = k 2K P2K + T2m Обчислюють T2m = U dgs . 2K - k ¢2K U msd. 2K + T12 Якщо T2m ¹ Tzad. 2m , то коректуємо швидкість другої моталки (керування вперед) 5 Вихід штаби з другої кліті. T1m = 0; T12 = 0; T2m = 0; U dgs . 1K = 0; U dgs . 2K = 0 Перший прохід закінчений. Завершують змотування розкату на другій пічній моталці. Моталку зупиняють. Таблиця 2 Перелік операцій керування безперервною прокаткою на другому проході Крок 6 7 Подія і відповідний їй зміст операції Починають заправлення безперервної групи з другої пічної моталки. Вільний кінець штаби подають на другу кліть. Захоплення штаби другою кліттю. T1m = 0; T12 = 0; T 2m ¹ 0; U dgs .1K = 0; U dgs .2K = -k 2K P2K + T2m Обчислюють T2m = U dgs . 2K - k ¢2K U msd. 2K Якщо T2m ¹ Tzad. 2m , то коректують швидкість головного привода моталки № 2 (керування назад) 8 Захоплення штаби першою кліттю. T1m = 0; T12 ¹ 0; T2m ¹ 0; U dgs .1K = -k 1K P1K + T12 ; U dgs .2K = -k 2K P2K + T2m - T12 N Обчислюють T12 = U dgs .1K - k ¢ K U msd.1K ; T2m = U dgs. 2K + k ¢2K U msd. 2K + T12 ; a 2m = 2m 1 n 2m T2i Якщо T2m ¹ Tzad. 2m , коректують швидкість головного привода моталки № 2 (керування назад) Якщо T12 ¹ Tzad .12 , коректують швидкість другої кліті і головного привода моталки № 2 (керування назад). 9 Захоплення штаби першою пічною моталкою. T1m ¹ 0; T12 ¹ 0; T2m ¹ 0; U dgs .1K = -k 1K P1K + T12 ; U dgs .2K = -k 2K P2K + T2m - T12 Обчислюють T2m = N 2m a 2m n 2m ; T12 = -U dgs. 2K - k ¢2K Umsd.2K + T2m; T1m = - U dgs .1K - k ¢ K U msd. 1K + T12 1 Якщо T2m ¹ Tzad. 2m , то коректують швидкість другої моталки (керування назад) Якщо T12 ¹ Tzad .12 , то коректують швидкість другої кліті і другої моталки (керування назад). Якщо T1m ¹ Tzad. 1m , то коректують швидкість першої моталки(керування вперед). 10 Вихід штаби з моталки T1m ¹ 0; T12 ¹ 0; T2m = 0; U dgs .1K = -k 1K P1K + T12 - T1m ; U dgs . 2K = - k 2K P2K - T12 Обчислюють T12 = - U dgs . 2K - k ¢ K U msd. 2K ; T1m = -U dgs. 1K - k ¢ K Umsd.1K + T12 ; 2 1 Якщо T12 ¹ Tzad .12 , то коректують швидкість другої кліті (керування назад). Якщо T1m ¹ Tzad. 1m , то коректують швидкість першої моталки (керування вперед). 11 Вихід штаби з другої кліті. T1m ¹ 0; T12 = 0; T2m = 0; U dgs . 1K = - k 1K P1K - T1m ; U dgs . 2K = 0 Обчислюють T1m = - U dgs. 1K - k ¢ K Umsd.1K 1 Якщо T1m ¹ Tzad. 1m , то коректують швидкість першої моталки (керування вперед) 12 Вихід штаби з першої кліті. T1m = 0; T12 = 0; T 2m = 0; U dgs. 1K = 0; U dgs .2K = 0 Другий прохід закінчений. Завершують змотування розкату в р улон на першій пічній моталці. Моталку з упиняють. Таблиця 3 Перелік операцій керування безперервною прокаткою на третьому проході Крок 13 14 Подія і відповідний їй зміст операції Починають заправлення безперервної групи з першої пічної моталки. Вільний кінець штаби подають на першу кліть. Захоплення штаби першою кліттю. T1m ¹ 0; T12 = 0; T2m = 0; U dgs. 1K = k 1K P1K + T1m ; U dgs. 2K = 0 Обчислюють T1m = -U dgs .1K - k ¢K U msd. 1K 1 Якщо T1m ¹ Tzad. 1m , то коректують швидкість моталки № 1 (керування назад) 15 Захоплення штаби другою кліттю. T1m ¹ 0; T12 ¹ 0; T2m = 0; U dgs . 1K = k 1K P1K + T12 - T1m ; U dgs .2K = k 2K P2K - T12 Обчислюють ¢ ¢ T12 = - Udgs. 2K - k 2K Umsd. 2K ; T1m = -Udgs.1K + k 1K Umsd. 1K + T12 ; a 1m = N1m n T 1m 1m Якщо T1m ¹ Tzad. 1m , то коректують швидкість моталки № 1 назад) Якщо T12 ¹ Tzad .12 , то коректують швидкість першої кліті і моталки № 1 (керування назад). 16 Захоплення штаби вихідною моталкою. T1m ¹ 0; T12 ¹ 0; T2m ¹ 0; U dgs .1K = k 1K P1K + T12 - T1m ; U dgs .2K = k 2K P2K - T12 + T2 Обчислюють T1m = N 1m a 1m n 1m ; T12 = U dgs .1K - k ¢2K U msd.1K + T1m ; T2m = -U dgs. 2K - k ¢2K Umsd.2K + T12 Якщо T1m ¹ Tzad. 1m , то коректують швидкість моталки № 1 (керування назад) Якщо T12 ¹ Tzad .12 , то коректують швидкість першої кліті і моталки № 1 (керування назад). Якщо T2m ¹ Tzad. 2m , то коректують швидкість вихідної моталки (керування вперед). 17 Вихід штаби з моталки № 1. T1m = 0; T12 ¹ 0; T2m ¹ 0; U dgs .1K = k 1K P1K + T12 ; U dgs . 2K = k 2K P2K - T12 + T2m ¢ Обчислюють T12 = U dgs .1K - k 1K U msd.1K ; T 2m = U dgs. 2K - k ¢2K Umsd.2K + T12 Якщо T12 ¹ Tzad .12 , то коректують швидкість першої кліті (керування назад). Якщо T2m ¹ Tzad. 2m , то коректують швидкість вихідної моталки (керування вперед) 18 Вихід штаби з першої кліті. T1m = 0; T12 = 0; T2m ¹ 0; Udgs .1K = 0; U dgs. 2K = k 2KP2K + T2m Обчислюють T2m = U dgs. 2K - k ¢ K U msd. 2K + T12 2 Якщо T2m ¹ Tzad. 2m , то коректують швидкість вихідної моталки (керування вперед) 19 Вихід штаби з другої кліті. T1m = 0; T12 = 0; T2m = 0; U dgs . 1K = 0; U dgs . 2K = 0 Третій прохід і прокатка штаби закінчені. Завершують змотування готової штаби в рулон з попереднім уповільненням швидкості змотування і точною зупинкою моталки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of a reversing mill with reels in the furnaces
Автори англійськоюBilobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСпособ управления реверсивным станом с моталками в печах
Автори російськоюБилобров Юрий Николаевич, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 37/48
Мітки: спосіб, моталками, станом, реверсивним, керування, печах
Код посилання
<a href="https://ua.patents.su/6-67367-sposib-keruvannya-reversivnim-stanom-z-motalkami-v-pechakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування реверсивним станом з моталками в печах</a>
Система управління реверсивним станом холодної прокатки
Номер патенту: 16176
Опубліковано: 29.08.1997
Автори: Рудь Володимир Павлович, Прудков Марк Львович
МПК: B21B 37/48, B21B 37/72
Мітки: система, реверсивним, станом, холодної, управління, прокатки
Формула / Реферат:
Система управлення реверсивным станом холодной прокатки, содержащая приводи валков, разматывателя и моталок с соответствующими блоками управлення, датчик скорости валков и два импульсных датчика, отличающаяся тем, что, с целью повышения выхода годного проката, она дополнительно содержит датчик момента прокатки, узлы задания скоростей и длин раската переднего и заднего концов полосы, два счетчика, два цифроаналоговых преобразователя и два...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Білобров Юрій Миколайович, Стеч Володимир Станіславович, Остапенко Арнольд Леонтійович, Каушанський Ігор Борисович, Леонідов-Каневський Євген Володимирович, Барабаш Андрій Володимирович, Гагарін Павел Павлович
МПК: B21B 37/48
Мітки: моталками, штаби, натягу, клітями, процесі, спосіб, пічними, багатоклітьового, прокатки, стана, регулювання
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Телюк Віктор Григорович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович
МПК: B21B 1/22
Мітки: спосіб, безперервного, прокатування, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб роздільного керування реверсивним вентильним перетворювачем з паралеьно включеними несинфазно живленними групами мостів
Номер патенту: 8807
Опубліковано: 30.09.1996
Автори: Сікорський Володимир Леонідович, Чудновський Олександр Михайлович, Жигало Володимир Олександрович
Мітки: живленними, включеними, керування, роздільного, перетворювачем, групами, несинфазно, реверсивним, вентильним, мостів, паралеьно, спосіб
Формула / Реферат:
Способ раздельного управления реверсивным вентильным преобразователем с параллельно включенными несинфазно питающимися группами мостов, при котором измеряют ток вентилей каждого моста работающей группы, отключают мосты работающей группы и производят включение другой группы мостов, отличающийся тем, что, с целью увеличения быстродействия при реверсе, отключение каждого из мостов работающейгруппы производят при равенстве нулю тока...
Спосіб керування тепловим станом доменної печі
Номер патенту: 4351
Опубліковано: 27.12.1994
Автори: Секачов Віктор Гавриілович, Бошняков Аркадій Миколайович, Первушин Сергій Іванович, Вишняк Євген Григорович, Мікрюков Борис Григорович, Шумілов Кирило Андрійович
МПК: C21B 7/24
Мітки: станом, керування, спосіб, печі, тепловим, доменної
Формула / Реферат:
Способ управления тепловым состоянием доменной печи, включающий прогнозирование на интервал времени t+ЗТ, где t-транспортное запаздывание; Т - постоянные времени канала "рудная нагрузка - кремний в чугуне", изменений содержания кремния в чугуне, вызванных контролируемыми изменениями состава и массы загружаемых шихтовых материалов, и коррекцию рудной нагрузки, пропорциональную прогнозируемым изменениям кремния от заданных...
Попередній патент: Установка для визначення коефіцієнта демпфування і динамічної жорсткості при згинальних коливаннях зразка
Наступний патент: Спосіб виготовлення декоративного щита
Випадковий патент: Комплекс для термічної металізації залізовмісної сировини у вигляді окатишів або брикетів