Багатопозиційна закрита прес-форма для пресування багатошарових підшипників ковзання
Номер патенту: 69007
Опубліковано: 25.04.2012
Автори: Попівненко Леонід Володимирович, Руденко Наталія Олександрівна
Формула / Реферат
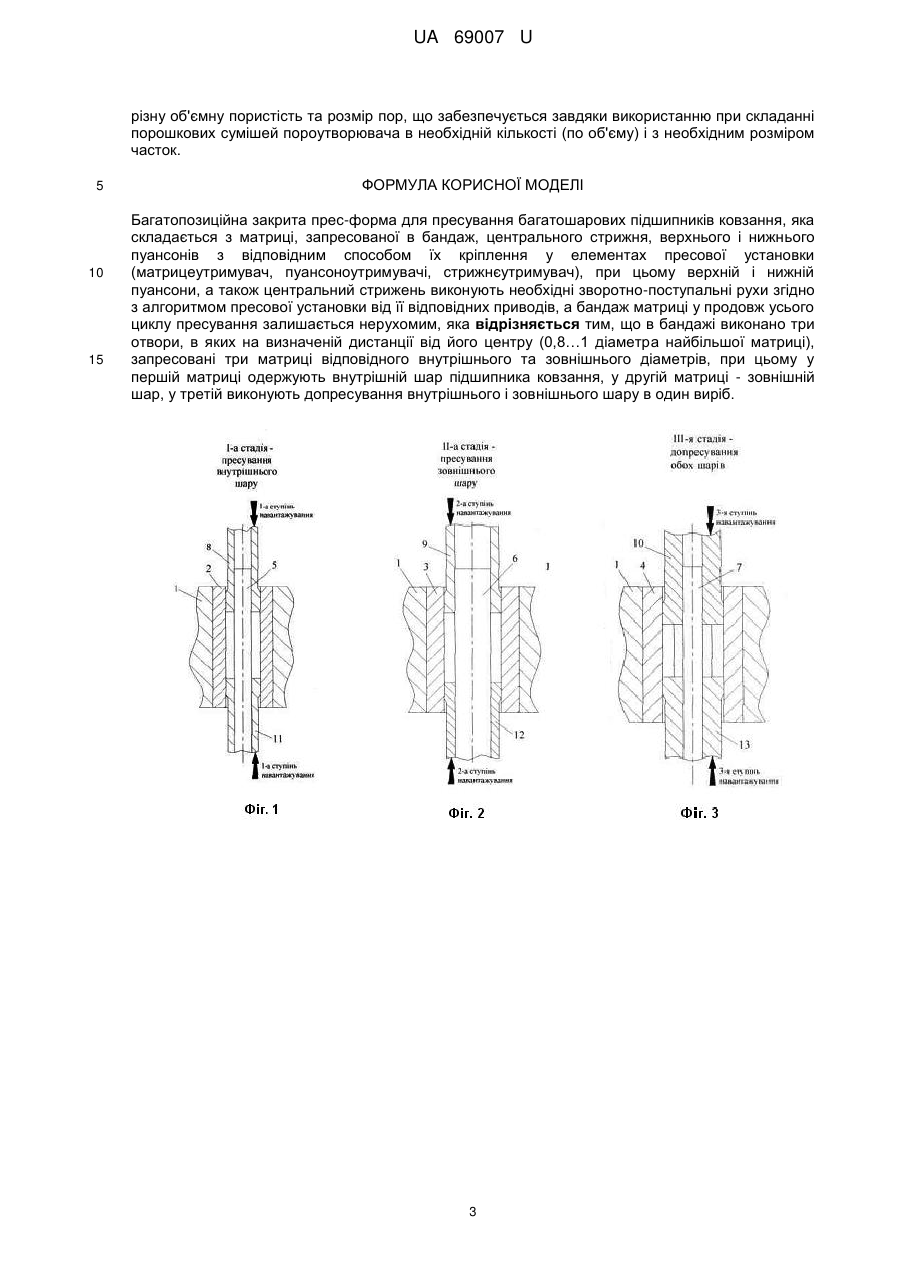
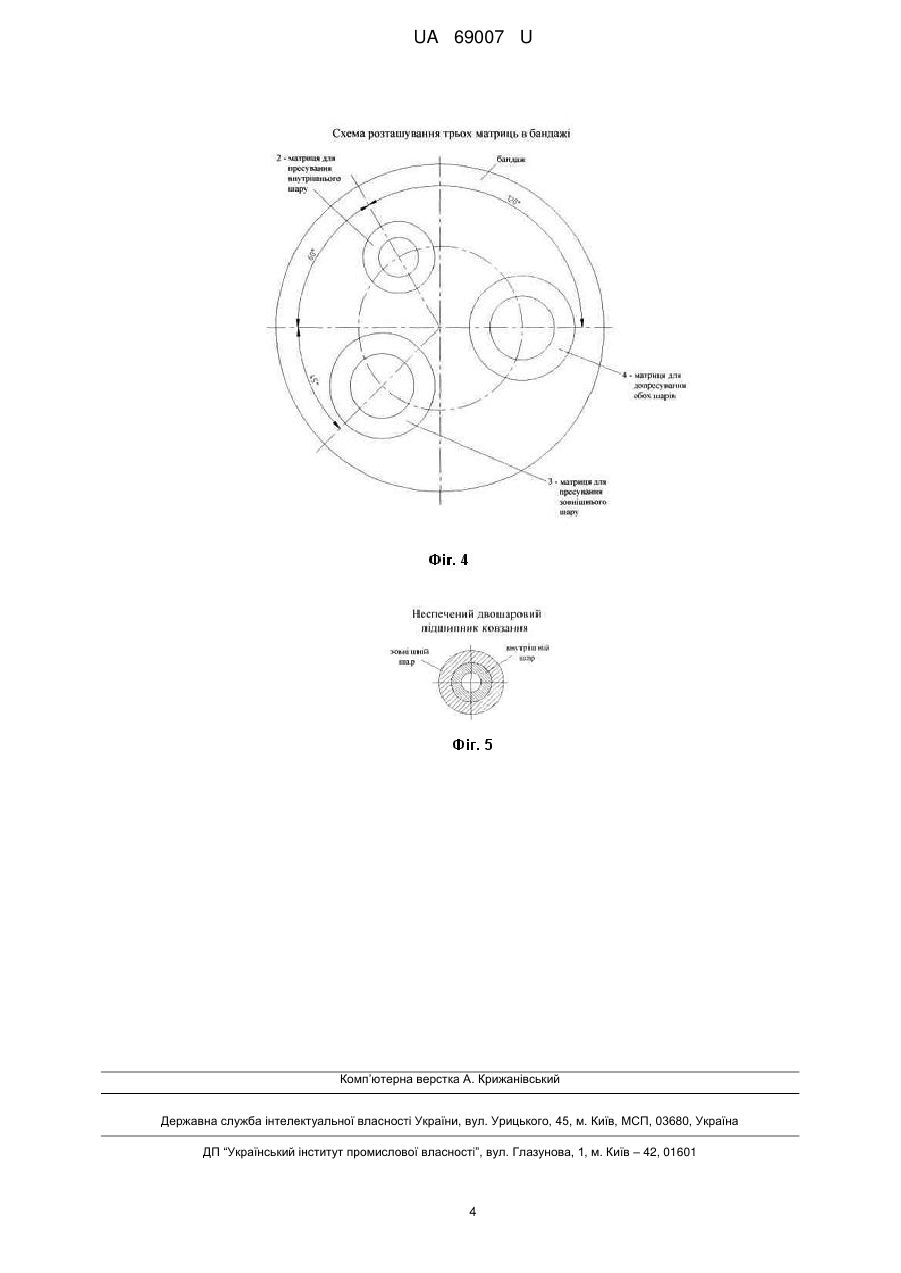
Багатопозиційна закрита прес-форма для пресування багатошарових підшипників ковзання, яка складається з матриці, запресованої в бандаж, центрального стрижня, верхнього і нижнього пуансонів з відповідним способом їх кріплення у елементах пресової установки (матрицеутримувач, пуансоноутримувачі, стрижнєутримувач), при цьому верхній і нижній пуансони, а також центральний стрижень виконують необхідні зворотно-поступальні рухи згідно з алгоритмом пресової установки від її відповідних приводів, а бандаж матриці у продовж усього циклу пресування залишається нерухомим, яка відрізняється тим, що в бандажі виконано три отвори, в яких на визначеній дистанції від його центру (0,8…1 діаметра найбільшої матриці), запресовані три матриці відповідного внутрішнього та зовнішнього діаметрів, при цьому у першій матриці одержують внутрішній шар підшипника ковзання, у другій матриці - зовнішній шар, у третій виконують допресування внутрішнього і зовнішнього шару в один виріб.
Текст
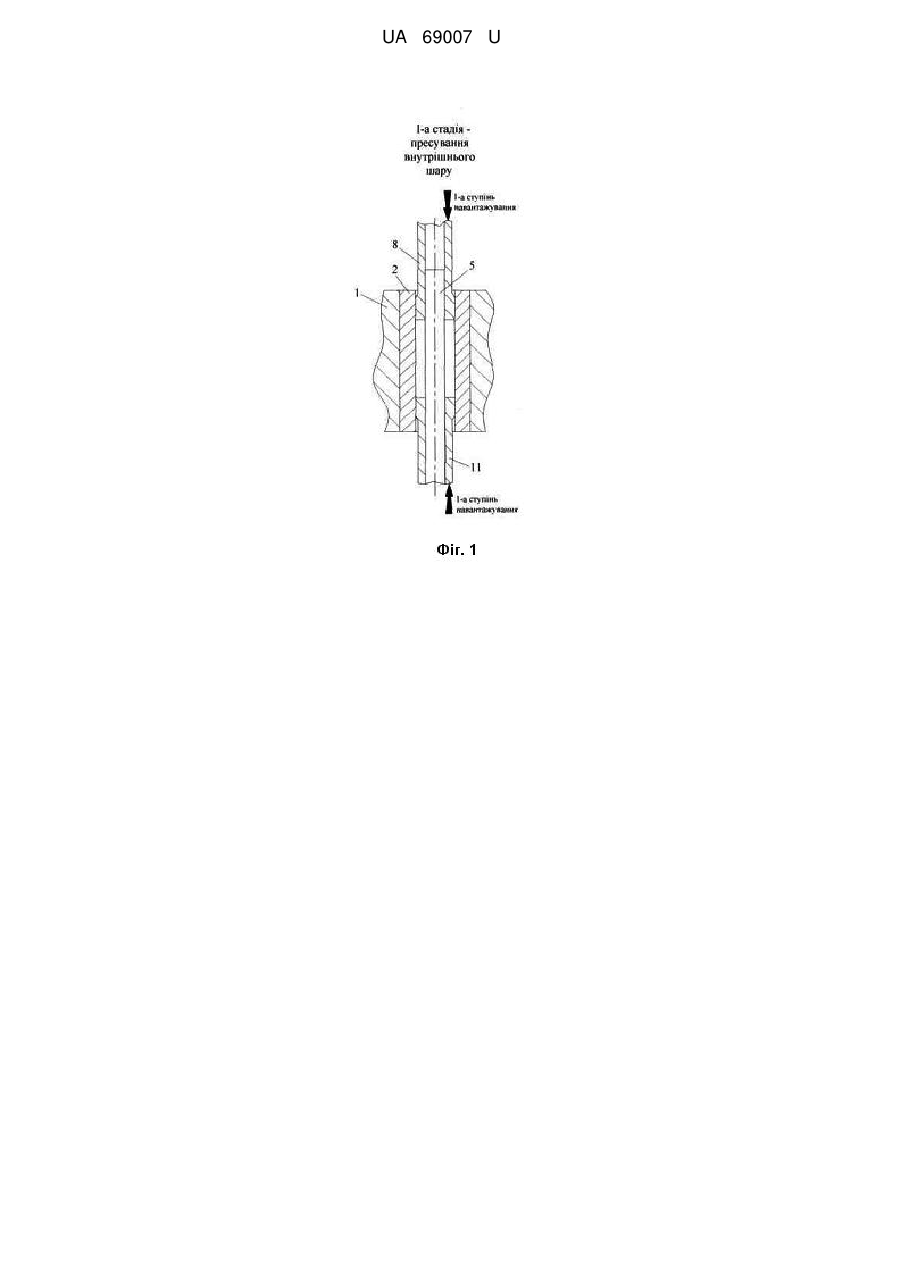
Реферат: Багатопозиційна закрита прес-форма для пресування багатошарових підшипників ковзання складається з матриці, запресованої в бандаж, центрального стрижня, верхнього і нижнього пуансонів з відповідним способом їх кріплення у елементах пресової установки (матрицеутримувач, пуансоноутримувачі, стрижнєутримувач), при цьому верхній і нижній пуансони, а також центральний стрижень виконують необхідні зворотно-поступальні рухи згідно з алгоритмом пресової установки від її відповідних приводів, а бандаж матриці у продовж усього циклу пресування залишається нерухомим. В бандажі виконано три отвори, в яких на визначеній дистанції від його центру (0,8…1 діаметра найбільшої матриці), запресовані три матриці відповідного внутрішнього та зовнішнього діаметрів, при цьому у першій матриці одержують внутрішній шар підшипника ковзання, у другій матриці - зовнішній шар, у третій виконують допресування внутрішнього і зовнішнього шару в один виріб. UA 69007 U (12) UA 69007 U UA 69007 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме технології пресування порошкових матеріалів у закритих матрицях, і може знайти застосування в галузі порошкової металургії. Відомі прес-форми для пресування порошкових матеріалів складаються з бандажованих матриць: рухомих і нерухомих, верхніх та нижніх пуансонів, центральних стрижнів з різною формою поперечного перерізу, виштовхувачів пружинного, кулачкового та іншого типів [Кипарисов С.С. Порошковая металлургия / С.С. Кипарисов, Г.А. Либенсон. - М.: Металлургия, 1971.-528 с.]. Також відома прес-форма для двостороннього пресування, яка складається з нерухомої бандажованої матриці, двох рухомих пуансонів: верхнього і нижнього та рухомого центрального стрижня [Радомысельский И.Д. Пресс-формы для порошковой металлургии. Расчет и конструирование / И.Д. Радомысельский, Е.Л. Печентковский, Г.Г. Сердюк. - К.: Техника, 1970.172 с.]. Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип, є закрита прес-форма для двостороннього пресування, яка складається з нерухомого бандажа, в який запресована матриця, завантажувального пристрою, двох рухомих пуансонів: верхнього і нижнього та рухомого центрального стрижня [Пат. u201012109, МПК В 30В 15/02, 11/06. Пресформа з завантажувальним пристроєм для пресування багатошарових підшипників ковзання та фільтрів / Л.Л. Роганов, Л.В. Попівненко, Н.О. Руденко (Україна); заявник і патентовласник Донбаська державна машинобудівна академія. - № 59243; Заявлено 13.10.2010; Опубл. 10.05.2011, Бюл. № 9/2011]. Загальними суттєвими ознаками відомого пристрою, що заявляється, є матриця, яка запресована в бандаж, центральний стрижень, верхній та нижній пуансони, а також спосіб їх жорсткого кріплення у відповідних елементах пресової установки (матрицеутримувач, пуансоноутримувачі, стрижнєутримувач), при цьому верхній і нижній пуансони, а також центральний стрижень виконують необхідні зворотно-поступальні рухи згідно з алгоритмом пресової установки від її відповідних приводів, а бандаж матриці у продовж усього циклу пресування залишається нерухомим. До недоліків відомої прес-форми відноситься секційна конструкція завантажувального пристрою, що призводить до ускладнення конструкції касети живильного пристрою преса. Крім того, при витягуванні з порожнини матриці завантажувального пристрою з'явиться додатковий об'єм вільного простору в матриці, який буде займатися порошковою шихтою, що потребує високої точності розрахунку дозування маси (або об'єму) порошкової шихти, яку завантажують в завантажувальний пристрій. Також, слід зазначити, що час повного циклу пресування в пресформі відомої конструкції буде більше через необхідність введення і виведення з матриці завантажувального пристрою, що зменшує продуктивність пресового устаткування. В основу корисної моделі поставлена задача удосконалення закритої прес-форми для двостороннього пресування багатошарових підшипників ковзання, у якій шляхом модернізації її конструкції за рахунок використання цільного багатопозиційного бандажа, у пазах якого запресовані три матриці відповідного внутрішнього діаметра (у першій матриці одержують внутрішній шар підшипника ковзання, у другій матриці - зовнішній шар, у третій виконують допресування внутрішнього і зовнішнього шару в один виріб) вдалося забезпечити одержання багатошарового підшипника ковзання. Відзначимо, що при потребі кількість шарів у багатошаровому підшипнику ковзання можна буде збільшити з двох до трьох, однак для цього у конструкції багатопозиційного бандажа треба передбачити відповідний паз під додаткову матрицю. Наступні операції спікання, просочення необхідними речовинами (при потребі) і калібрування забезпечать одержання багатошарового підшипника ковзання, кожному із шарів якого властиві необхідні фізичні, хімічні та експлуатаційні властивості. Поставлена задача вирішується за рахунок того, що в бандажі виконано три отвори, в яких на визначеній дистанції від його центру (0,8…1 діаметра найбільшої матриці), запресовані три матриці відповідного внутрішнього та зовнішнього діаметрів, при цьому у першій матриці одержують внутрішній шар підшипника ковзання, у другій матриці - зовнішній шар, у третій виконують допресування внутрішнього і зовнішнього шару в один виріб. Запропонована конструкція дозволяє забезпечити незалежне виготовлення шарів підшипника різного складу, з необхідною об'ємною пористістю і розміром пір, з високою точністю по товщині. При цьому конструкція прес-форми є легко переналагоджуваною на інші типорозміри виробів, для чого необхідно використовувати матриці, пуансони і центральні стрижні з потрібними розмірами. Це робить конструкцію прес-форми універсальною для виготовлення багатошарових підшипників ковзання широкої номенклатури. Подальші етапи пресування, спікання, просочення потрібними речовинами (при потребі) і калібрування 1 UA 69007 U 5 10 15 20 25 30 35 40 45 50 55 60 забезпечать одержання багатошарових підшипників ковзання, кожному із шарів яких властиві необхідні фізичні, хімічні та експлуатаційні властивості. Суть запропонованої корисної моделі пояснюється кресленнями, на яких зображено: - фіг. 1 - перша стадія виготовлення двошарового підшипника ковзання - пресування внутрішнього шару підшипника ковзання; - фіг. 2 - пресування зовнішнього шару підшипника ковзання; - фіг. 3 - допресування внутрішнього і зовнішнього шару з метою одержання виробу з необхідними параметрами; - фіг. 4 - схема бандажа, у якому передбачені три отвори під запресовування трьох матриць; - фіг. 5 - схема отриманого виробу. Прес-форма (фіг. 1-3) складається з цільного бандажа 1, у якому передбачені три отвори під запресовування трьох матриць: матриці для пресування внутрішнього шару 2, матриці для пресування зовнішнього шару 3 і матриці для допресування внутрішнього і зовнішнього шарів 4. Бандаж 1 кріпиться до плити преса (на фіг. 1-3 не показана) і є нерухомим. Центральні стрижені 5, 6, 7, верхні 8, 9, 10 і нижні 11, 12, 13 пуансони за цикл пресування роблять зворотнопоступальні рухи згідно з алгоритмом пресової установки. Верхні пуансони 8, 9, 10 приводяться в рух від повзуна або рухомої поперечини преса (залежно від типу використовуваного пресового устаткування), а нижні пуансони 11, 12, 13 та центральні стрижні 5, 6, 7 приводяться в рух від індивідуальних приводів або спільного приводу (гідравлічний циліндр поршневого типу), що додатково встановлені на пресі. Усі пуансони, а також центральні стрижні, кріпляться до відповідних виконавчих органів преса за допомогою пуансоноутримувачів та стрижнєутримувачів (на фіг. 1-3 не показані). Робочий цикл пресування багатошарових порошкових підшипників ковзання здійснюється в такий спосіб. Цикл пресування багатошарових порошкових підшипників ковзання складається з трьох стадій, кожна з яких виконується послідовно. Однак, слід зазначити, що при виконанні кожної зі стадій процес ущільнення порошкового матеріалу відбувається тільки в одній з матриць. При цьому, тому що верхні пуансони мають загальний привід, то вони будуть переміщати одночасно, але тільки один з них на визначеній стадії процесу одержання багатошарового виробу буде робити корисну роботу. Теж саме відноситься до нижніх пуансонів і центральних стрижнів. На першій стадії (див. фіг. 1) здійснюється процес пресування внутрішнього шару. У вихідному положенні нижній пуансон 11 та центральний стрижень 5 уведені у матрицю 2, а верхній пуансон 8 перебуває у своєму крайньому верхньому положенні. У матрицю 2 завантажують відповідну порошкову шихту. Після цього включають прес на робочий хід, що забезпечує ущільнення порошкового матеріалу. Після ущільнення порошкової шихти верхній пуансон 8 підіймають у своє крайнє верхнє положення. Наступним етапом одержання пресовки є її випресовування з матриці. Для здійснення цієї операції нижній пуансон 11 переміщають у його крайнє верхнє положення. При цьому пресовка виходить з матриці 2, після чого центральний стрижень 5 опускають у його крайнє нижнє положення. Пресовка вільно знімається з центрального стрижня 5 завдякисилам пружної післядії. Отриману пресовку, що у наслідку буде внутрішнім шаром підшипника ковзання, поміщають у матрицю 4, при цьому центральний стрижень 7, на даному етапі, буде відігравати роль напрямної. На другій стадії (див. фіг. 2) виготовлення багатошарових порошкових підшипників ковзання виконують процес пресування порошкової шихти іншого хімічного складу, об'ємної пористості і розміру пор. Отримана при цьому пресовка надалі буде відігравати роль зовнішнього шару. Етапи пресування при цьому аналогічні вищезгаданим. Готову пресовку також, як і в першому випадку, поміщають у матрицю 4, при цьому матриця 4, на даному етапі, буде відігравати роль напрямної. Обидва шари, поміщені у матрицю 4, повинні вільно входити один у одний, для чого при їхньому виготовленні матриці 2, 3, пуансони 8, 9, 11, 12 і центральні стрижні 5, 6 мають відповідні розміри. Слід зазначити також, що обидва шари, поміщені у матрицю 4, повинні мати однакову висоту, інакше в процесі допресування один із шарів може зруйнуватися. Тому процес пресування кожного шару необхідно виконувати по упору, а не по тиску, так як обидва шари мають різні товщини. На третій стадії (див. фіг. 3) виконують допресування внутрішнього і зовнішнього шару з метою одержання виробу з необхідними параметрами. Переміщення пуансонів 10, 13 і центрального стрижня 7 на цій стадії одержання виробу також будуть аналогічні вище згаданим. У разі потреби цикл пресування повторюють знову згідно з попередньо описаними діями. Застосування об'єкта корисної моделі забезпечить можливість одержувати багатошарові підшипники ковзання в закритих прес-формах, при цьому кожний шар матеріалу може мати 2 UA 69007 U різну об'ємну пористість та розмір пор, що забезпечується завдяки використанню при складанні порошкових сумішей пороутворювача в необхідній кількості (по об'єму) і з необхідним розміром часток. 5 10 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Багатопозиційна закрита прес-форма для пресування багатошарових підшипників ковзання, яка складається з матриці, запресованої в бандаж, центрального стрижня, верхнього і нижнього пуансонів з відповідним способом їх кріплення у елементах пресової установки (матрицеутримувач, пуансоноутримувачі, стрижнєутримувач), при цьому верхній і нижній пуансони, а також центральний стрижень виконують необхідні зворотно-поступальні рухи згідно з алгоритмом пресової установки від її відповідних приводів, а бандаж матриці у продовж усього циклу пресування залишається нерухомим, яка відрізняється тим, що в бандажі виконано три отвори, в яких на визначеній дистанції від його центру (0,8…1 діаметра найбільшої матриці), запресовані три матриці відповідного внутрішнього та зовнішнього діаметрів, при цьому у першій матриці одержують внутрішній шар підшипника ковзання, у другій матриці - зовнішній шар, у третій виконують допресування внутрішнього і зовнішнього шару в один виріб. 3 UA 69007 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMulti-position closed mold for molding multilayer friction bearings
Автори англійськоюPopivnenko Leonid Volodymyrovych, Rudenko Natalia Oleksandrivna
Назва патенту російськоюМногопозиционная закрытая пресс-форма для прессования многослойных подшипников скольжения
Автори російськоюПопивненко Леонид Владимирович, Руденко Наталия Александровна
МПК / Мітки
МПК: B30B 11/06, B30B 15/02
Мітки: багатопозиційна, ковзання, пресування, підшипників, багатошарових, закрита, прес-форма
Код посилання
<a href="https://ua.patents.su/6-69007-bagatopozicijjna-zakrita-pres-forma-dlya-presuvannya-bagatosharovikh-pidshipnikiv-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Багатопозиційна закрита прес-форма для пресування багатошарових підшипників ковзання</a>
Прес-форма з завантажувальним пристроєм для пресування багатошарових порошкових підшипників ковзання та фільтрів
Номер патенту: 59243
Опубліковано: 10.05.2011
Автори: Попівненко Леонід Володимирович, Руденко Наталія Олександрівна, Роганов Лев Леонідович
МПК: B30B 11/06, B30B 15/02
Мітки: багатошарових, ковзання, порошкових, фільтрів, прес-форма, підшипників, завантажувальним, пристроєм, пресування
Формула / Реферат:
Прес-форма з завантажувальним пристроєм для пресування багатошарових порошкових підшипників ковзання та фільтрів, яка містить бандажовану нерухому матрицю, два рухомих пуансони: верхній і нижній та рухомий центральний стрижень, яка відрізняється тим, що прес-форма містить завантажувальний пристрій, виконаний у вигляді двох або більше втулок (кількість втулок варіюють залежно від потрібної кількості шарів різного складу) різного діаметра...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: порошкових, матеріалів, пресування, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Прес-форма для пресування порошкових матеріалів
Номер патенту: 39020
Опубліковано: 26.01.2009
Автори: Роганов Лев Леонідович, Попівненко Леонід Володимирович
МПК: B30B 15/02, B30B 11/02
Мітки: матеріалів, прес-форма, пресування, порошкових
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що складається з матриці, рухомого пуансона верхнього, рухомого пуансона нижнього та їх пуансоноутримувачів, яка відрізняється тим, що прес-форма додатково містить бандаж з конусною формою зовнішньої поверхні, по якій переміщується затискна втулка із приводом від окремих гідравлічних циліндрів.
Прес-форма для пресування виробів з металевого порошку зі змінним перерізом по висоті
Номер патенту: 66643
Опубліковано: 10.01.2012
Автори: Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна, Середюк Сергій Сергійович
МПК: B22F 3/02
Мітки: висоті, металевого, пресування, прес-форма, перерізом, порошку, змінним, виробів
Формула / Реферат:
Прес-форма для пресування виробів з металевого порошку зі змінним перерізом по висоті, що містить верхній пуансон, встановлений з можливістю осьового переміщення, нижній складений пуансон, розміщений у стакані з проріззю для стопора, одна з частин нижнього паунсона підпружинена і виконана з можливістю фіксації у крайньому нижньому положенні підпружиненим стопором, а його інша частина встановлена нерухомо відносно підпружиненої частини,...
Прес-форма для рівноканального кутового пресування
Номер патенту: 47295
Опубліковано: 25.01.2010
Автори: Бондаренко Євген Олександрович, Періг Олександр Вікторович, Мартинов Сергій Володимирович, Кутовий Леонід Володимирович
МПК: B21J 5/00
Мітки: прес-форма, кутового, рівноканального, пресування
Формула / Реферат:
Прес-форма для рівноканального кутового пресування, яка містить роз'ємний корпус із парою суміжних каналів однакового поперечного перерізу з додатковим елементом зі зносостійкого матеріалу, який виконаний у вигляді змінної зовнішньої стінки вхідного каналу, що розташована вздовж вхідного каналу до місця переходу суміжних каналів і яку можна замінити з боку вхідного каналу, не розбираючи прес-форму, при цьому роз'єм корпусу виконаний уздовж...
Попередній патент: Коксова піч з поліпшеними тепловими властивостями і спосіб одержання коксу
Наступний патент: Спосіб кування ексцентриків
Випадковий патент: Система обліку кількості споживаної води з урахуванням якості підігріву гарячої води