Спосіб виготовлення елементів осаджувального електрода для електрофільтра
Номер патенту: 69775
Опубліковано: 10.05.2012
Автори: Шапошнік Сєргєй Алєксєєвіч, Чєкалов Лєв Валєнтіновіч
Формула / Реферат
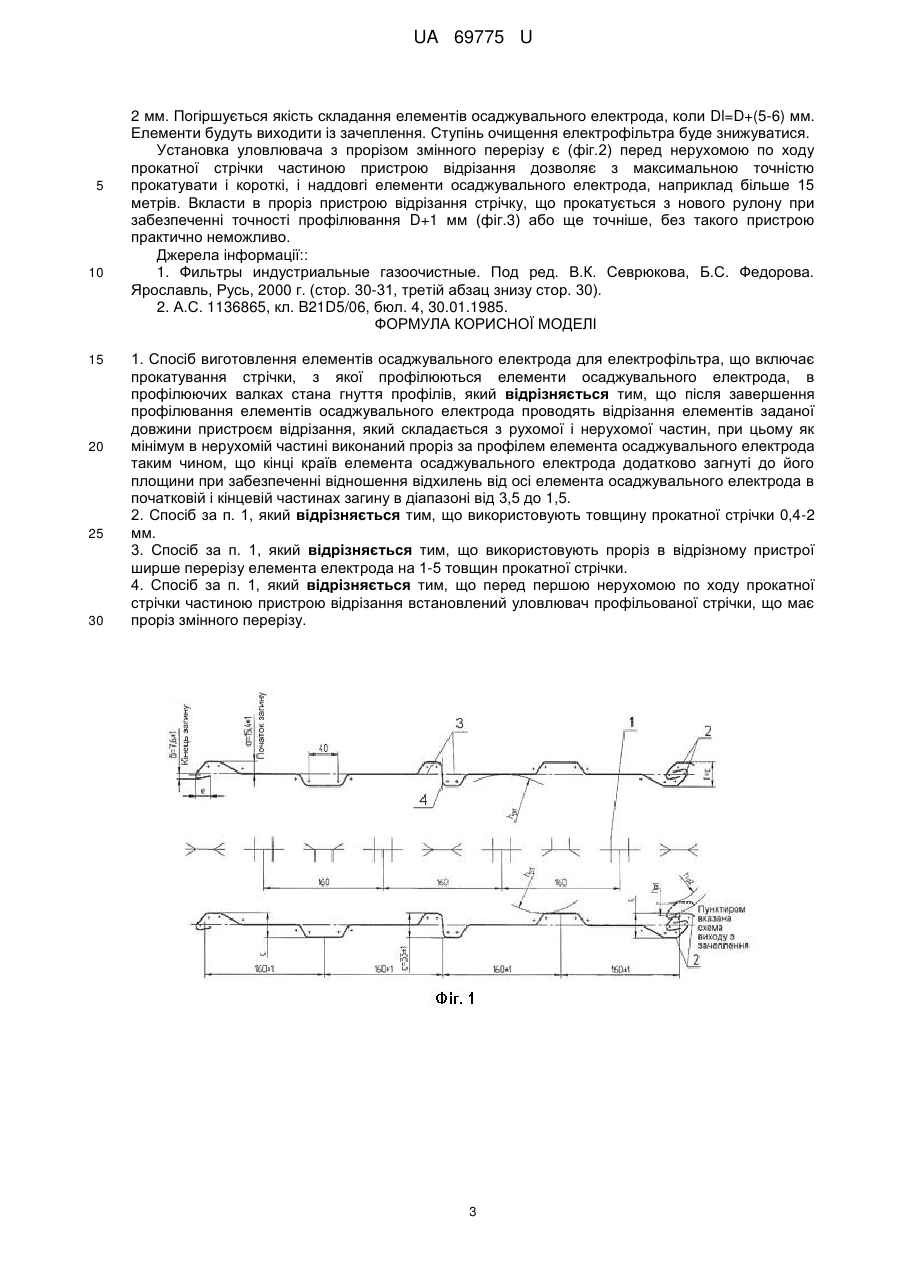
1. Спосіб виготовлення елементів осаджувального електрода для електрофільтра, що включає прокатування стрічки, з якої профілюються елементи осаджувального електрода, в профілюючих валках стана гнуття профілів, який відрізняється тим, що після завершення профілювання елементів осаджувального електрода проводять відрізання елементів заданої довжини пристроєм відрізання, який складається з рухомої і нерухомої частин, при цьому як мінімум в нерухомій частині виконаний проріз за профілем елемента осаджувального електрода таким чином, що кінці країв елемента осаджувального електрода додатково загнуті до його площини при забезпеченні відношення відхилень від осі елемента осаджувального електрода в початковій і кінцевій частинах загину в діапазоні від 3,5 до 1,5.
2. Спосіб за п. 1, який відрізняється тим, що використовують товщину прокатної стрічки 0,4-2 мм.
3. Спосіб за п. 1, який відрізняється тим, що використовують проріз в відрізному пристрої ширше перерізу елемента електрода на 1-5 товщин прокатної стрічки.
4. Спосіб за п. 1, який відрізняється тим, що перед першою нерухомою по ходу прокатної стрічки частиною пристрою відрізання встановлений уловлювач профільованої стрічки, що має проріз змінного перерізу.
Текст
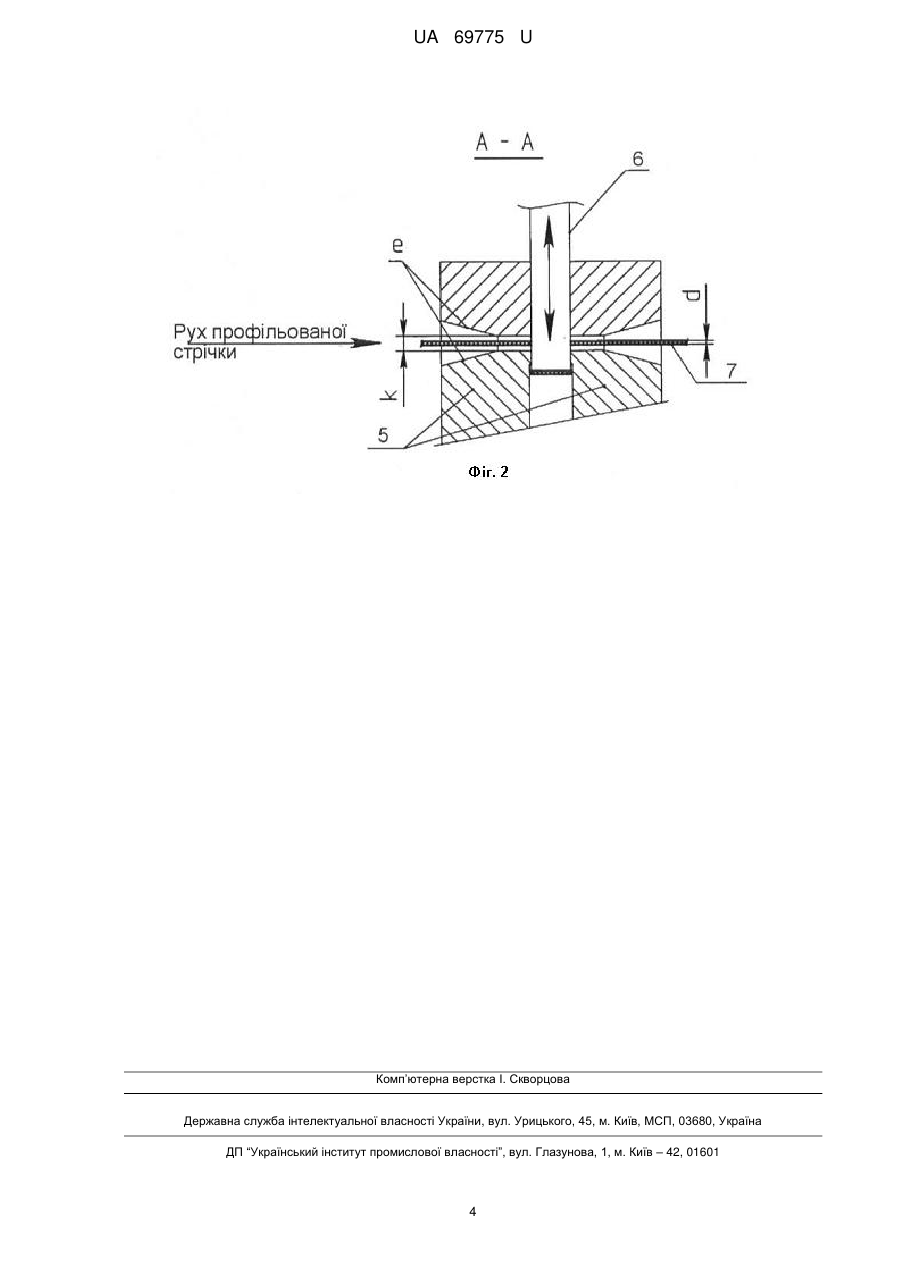
Реферат: Спосіб виготовлення елементів осаджувального електрода для електрофільтра включає прокатування стрічки, з якої профілюються елементи осаджувального електрода, в профілюючих валках стана гнуття профілів. Після завершення профілювання елементів осаджувального електрода проводять відрізання елементів заданої довжини пристроєм відрізання, який складається з рухомої і нерухомої частин. Як мінімум в нерухомій частині виконаний проріз за профілем елемента осаджувального електрода таким чином, що кінці країв елемента осаджувального електрода додатково загнуті до його площини. UA 69775 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЕЛЕМЕНТІВ ОСАДЖУВАЛЬНОГО ЕЛЕКТРОДА ДЛЯ ЕЛЕКТРОФІЛЬТРА UA 69775 U UA 69775 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до електричної очистки газів від пилу в різних галузях промисловості. Відомий спосіб виготовлення електродів електрофільтра, коли виготовлення елементів осаджувального електрода здійснюється за допомогою прокатки в валках відрізків стрічки заданої довжини [1]. Але при цьому точність виготовлення недостатня для ефективної роботи електрофільтра при довжинах електродів більше 9-12 метрів. Щоб компенсувати цей недолік, застосовують накладки, що фіксують електроди між собою по висоті. Але накладки погіршують електричну міцність проміжку між коронуючим і осаджувальним електродами, і ступінь очищення такого електрофільтра недостатня. Найбільш близьким до пропонованого способу з технічної суті, розв'язуваної технічної задачі і сукупності загальних суттєвих ознак є спосіб, реалізований в пристрої, прийнятим за найближчий аналог. [2]. Згідно з найближчим аналогом, підвищується точність виготовлення елементів осаджувальних електродів, коли на зазначеному вище пристрої прокочуються відрізки стрічки, рівні довжині електрода (до 13,5 м). При довжині понад 13,5 метрів знову потрібні накладки, що фіксують сусідні електроди. Прокатка відрізків стрічки, рівних довжині електрода, дає через пружну деформацію розширеними початок і кінець елемента осаджувального електрода. Це погіршує зачеплення електродів і вони розходяться по висоті з площини. Крім цього, висота загинів крайових частин електрода при складанні електродів в зачіп один з одним виходить вище виступів всередині електрода між краями. Все це знижує пробивні напруги в електродній системі і відповідно ступінь очищення електрофільтра. Коли відбувається розчеплення елементів в осаджувальному електроді або осаджувальні електроди в зборі виходять різної товщини, то розрядні відстані в електрофільтрі зменшуються і відповідно зменшуються робочі напруги, що веде до зниження ефективності роботи електрофільтра. Задачею заявленої корисної моделі і досягнутий при її вирішенні технічний результат полягають у підвищенні ефективності роботи електрофільтра за рахунок високої точності виготовлення елементів осаджувального електрода і виключення їх виходу із зачеплення при складанні в осаджувальний електрод. Зазначена задача вирішується тим, що в способі виготовлення елементів осаджувального електрода для електрофільтра, що включає прокатування стрічки, з якої профілюються елементи осаджувального електрода, в профілюючих валках стана гнуття профілів, після завершення профілювання елементів осаджувального електрода проводять відрізання елементів заданої довжини пристроєм відрізання, який складається з рухомої і нерухомої частин, при цьому як мінімум в нерухомій частині виконаний проріз за профілем елемента осаджувального електрода таким чином, що кінці країв елемента осаджувального електрода додатково загнуті до його площини при забезпеченні відношення відхилень від осі елемента осаджувального електрода в початковій і кінцевій частинах загину в діапазоні від 3,5 до 1,5. При цьому використовують товщину прокатної стрічки 0,4-2 мм. Крім того, використовують проріз в відрізному пристрої, ширше перерізу елемента електрода на 1-5 товщин прокатної стрічки. Також, перед першою нерухомою по ходу прокатної стрічки частиною пристрою відрізання встановлений уловлювач профільованої стрічки, що має проріз змінного перерізу. Зазначені ознаки є суттєвими і взаємопов'язані між собою з утворенням стійкої сукупності суттєвих ознак, достатньої для отримання необхідного технічного результату. Можливість здійснення способу, охарактеризованого наведеною вище сукупністю ознак, а також можливість реалізації призначення корисної моделі може бути підтверджена описом можливого пристрою, виконаного відповідно до корисної моделі, суть роботи якого пояснюється графічними матеріалами. На фіг. 1 зображений міжелектродний проміжок електродної системи пропонованого електрофільтра, що складається з елементів коронуючого електрода 1 і елементів осаджувального електрода 2, 3 - вісь перерізу елемента осаджувального електрода, 4 - вісь симетрії елемента осаджувального електрода. На фіг.2 зображена частина пристрою відрізання з нерухомою 5 і рухомою 6 частинами (переріз А-А на фіг.3), уловлювач профільованої стрічки зі змінним перерізом, профільованою стрічкою, яка входить, і елементом осаджувального електрода, який виходить, відрізаним заданої довжини 7, де d - товщина стрічки і перерізу елемента електрода. На фіг.3 зображено пристрій відрізання профільованих елементів осаджувального електрода з прорізом 8, виконаним за профілем елемента осаджувального електрода, де: D ширина елемента осаджувального електрода; С - товщина профілю елемента осаджувального 1 UA 69775 U 5 10 15 20 25 30 35 40 45 50 55 60 електрода і відповідно самого осаджувального електрода; k - ширина прорізу пристрою відрізання. Працює пристрій наступним чином. Стрічка розмотується з рулону (на кресленні не показано) і профілюється в профілюючих валках стана гнуття профілів (на кресленні не показано) і в спрофільованому (після завершення профілювання) вигляді через уловлювач з перемінним перерізом є надходить в відрізний пристрій (фіг.2, 3), де здійснюють відрізання елементів осаджувального електрода заданої довжини. Технічний результат підвищення ступеня очищення електрофільтра досягається наступним чином. Електрофільтр включає корпус (на кресленні не показаний), усередині якого змонтовані коронуючі елементи 1 (фіг. 1) і елементи 2 осаджувального електрода, який набирається з декількох елементів, що з'єднуються між собою в зачіп (див. фіг. 1). Якщо точність виготовлення елементів осаджувального електрода невисока, наприклад, змінюється D (див. фіг.3) по довжині елемента або відношення а/в виходить за вказаний діапазон (див. фіг. 1), то може бути fc (див. фіг.1). Товщина осаджувального електрода f (див. фіг.1) в результаті складання елементів осаджувального електрода буде більше товщини профілю с (див. фіг.1, 3) елемента осаджувального електрода. Тому розрядна мінімальна відстань hp1 від коронуючого електрода 1 до елемента осаджувального електрода 2 (див. фіг.1) буде більше hp2 і, як наслідок, знижуються робочі напруги на електрофільтрі і відповідно ступінь очищення електрофільтра. Таким чином, при зменшенні розрядної відстані в електрофільтрі hp1>hp2, коли елементи осаджувального електрода зібрані в осаджувальний електрод, а потім у електродні системи (див. фіг.1), електрофільтр працює гірше. Запропонований спосіб виготовлення елементів осаджувальних електродів підвищує ступінь очищення електрофільтра за рахунок відрізання елементів осаджувального електрода від профільованої стрічки після завершення профілювання (див. фіг.2). У цьому випадку ширина D (фіг.3) елемента осаджувального електрода постійна по всій довжині елемента осаджувального електрода. Елементи осаджувального електрода надійно збираються "взачіп" в осаджувальні електроди й hp1=hp2 (див. фіг.1). При забезпеченні співвідношення а/в (див. фіг.1) в діапазоні від 3,5 до 1,5, коли профіль загину країв осаджувального електрода виконується з відхиленням від осі перерізу елемента осаджувального електрода (див.фіг. 1), наприклад, в початку загину а=15,4±1 мм, а в кінці загину в=7,6±1 мм, елементи осаджувального електрода збираються в осаджувальний електрод найкращим чином, забезпечуючи hp1=hp2. При збільшенні відношення а/в>3,5 елементи осаджувального електрода при складанні прибираються один в одний і початок загину краю а відхиляється від осі перетину осаджувального елемента, також зменшуючи розрядну відстань hp>hp2, тому що буде f>c (див. фіг.1). Коли відношення а/в
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing elements of collecting electrode for electrostatic precipitator
Автори англійськоюChiekalov Liev Valientinovich, Shaposhnik Sierhiei Alieksieievich
Назва патенту російськоюСпособ изготовления элементов осадительного электрода для электрофильтра
Автори російськоюЧекалов Лев Валентинович, Шапошник Сергей Алексеевич
МПК / Мітки
Мітки: електрофільтра, електрода, осаджувального, спосіб, виготовлення, елементів
Код посилання
<a href="https://ua.patents.su/6-69775-sposib-vigotovlennya-elementiv-osadzhuvalnogo-elektroda-dlya-elektrofiltra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення елементів осаджувального електрода для електрофільтра</a>
Елемент осаджувального електрода електрофільтра
Номер патенту: 28672
Опубліковано: 25.12.2007
Автори: Янгузов Олександр Арташесович, Коган Геннадій Ісаакович, Огібалов Юрій Семенович
МПК: B03C 3/45
Мітки: осаджувального, електрода, елемент, електрофільтра
Формула / Реферат:
1. Елемент осаджувального електрода електрофільтра, що містить послідовно, один за іншим встановлені профілі у вигляді відкритої біля основи зрізаної трапеції, які жорстко з'єднані між собою пластинами так, що два крайні профілі вершинами спрямовані в один бік від середньої лінії елемента і є першим складником замків для з'єднання елементів між собою, в той час, як два середні профілі вершинами спрямовані у протилежний бік відносно крайніх...
Осаджувальний електрод електрофільтра

Номер патенту: 45806
Опубліковано: 25.11.2009
Автори: Молчанов Володимир Миколайович, Молчанов Олександр Володимирович
МПК: B03C 3/45
Мітки: осаджувальний, електрод, електрофільтра
Формула / Реферат:
1. Осаджувальний електрод електрофільтра, що складається з осаджувальних елементів, які являють собою профільовані металеві листи з з'єднувальними елементами, який відрізняється тим, що кожен з осаджувальних елементів в поперечному перерізі складається з прямолінійної центральної ділянки (1), від якої під кутом 110...134° відігнуті бокові прямолінійні ділянки (2), довжина яких становить 0,114...0,212 від довжини центральних ділянок...
Осаджувальний електрод електрофільтра

Номер патенту: 36914
Опубліковано: 15.01.2004
Автори: Кір`янов Георгій Васильович, Кіссін Давид Абрамович, Молчанов Володимир Миколайович, Шевчук Владислав Іванович, Коленко Анатолій Григорович, Шинкаренко Володимир Леонідович, Доманський Станислав Григорович
МПК: B03C 3/45
Мітки: електрод, осаджувальний, електрофільтра
Формула / Реферат:
Осаджувальний електрод електрофільтра, який містить, щонайменше, один елемент V-подібного профілю, кожний з яких утворює, щонайменше, один жолоб, при цьому кінці країв елементів відігнуті у протилежні сторони паралельно до середньої лінії профілю елемента, утворюючи Г-подібні замки для з'єднання елементів між собою, який відрізняється тим, що вершина кожного з V-подібних елементів зрізана таким чином, що ширина кожного дна жолоба становить...
Осаджувальний електрод електрофільтра

Номер патенту: 45807
Опубліковано: 25.11.2009
Автори: Молчанов Володимир Миколайович, Молчанов Олександр Володимирович
МПК: B03C 3/45
Мітки: електрод, осаджувальний, електрофільтра
Формула / Реферат:
1. Осаджувальний електрод електрофільтра, що в поперечному перерізі має зигзагоподібний вигляд з жолобчатими каналами, утвореними в вершинах зигзагів, і складається з елементів, які являють собою профільовані металеві листи, який відрізняється тим, що кожен елемент осаджувального електрода в поперечному перерізі складається з прямолінійних, похилих відносно напрямку руху газу ділянок (1), кожна з двох сусідніх похилих ділянок (1) має кут...
Осаджувальний електрод електрофільтра
Номер патенту: 90776
Опубліковано: 25.05.2010
Автор: Молчанов Володимир Миколайович
МПК: B03C 3/40, B03C 3/00, B03C 3/45
Мітки: електрофільтра, електрод, осаджувальний
Формула / Реферат:
1. Осаджувальний електрод електрофільтра, що складається з елементів, що мають вигляд зигзагоподібних в поперечному перерізі профільованих металевих листів, краї похилих ділянок яких переходять в ділянки, паралельні напряму потоку газу, або паралельні напряму потоку газу крайові ділянки, оснащені U-подібними з'єднувальними елементами, що складаються із зовнішнього плеча і внутрішнього плеча, який відрізняється тим, що U-подібний...
Попередній патент: Магнітний двигун маг-8-а
Наступний патент: Скребковий транспортер
Випадковий патент: Двигун внутрішнього згоряння