Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин
Формула / Реферат
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин, що включає застосовування для чорнової обробки електричної дуги в поперечному гідродинамічному потоці робочої рідини при силі струму 50...1000 А, який відрізняється тим, що чистову обробку здійснюють нестаціонарним, наприклад, імпульсним, електричним розрядом при силі струму значно менше 50 А з періодичним релаксаційним прокачуванням робочої рідини в штучно організованих паузах між імпульсами, причому спосіб реалізують на одному обладнанні, з одного встановлення електрода-заготовки, одним або декількома електродами-інструментами.
Текст
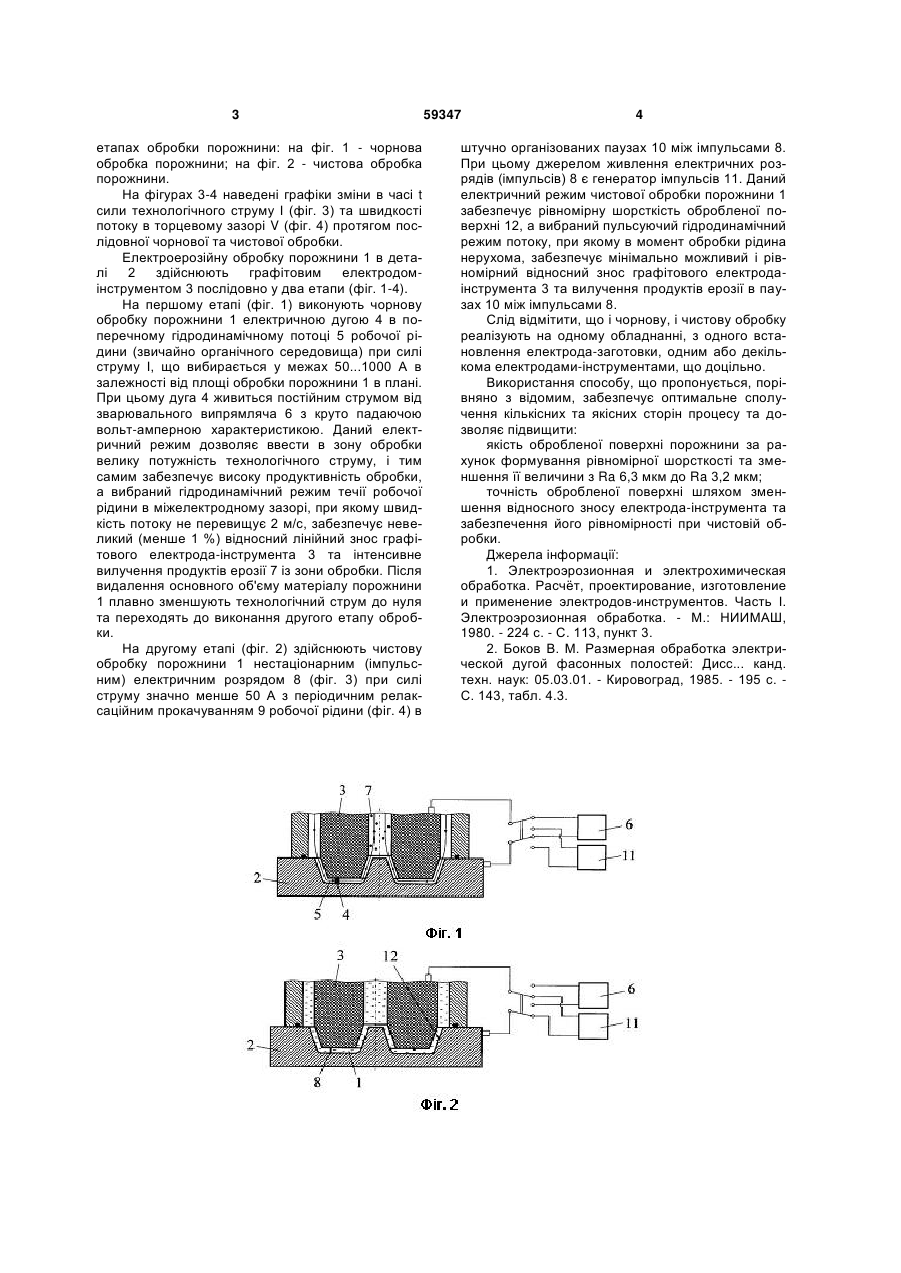
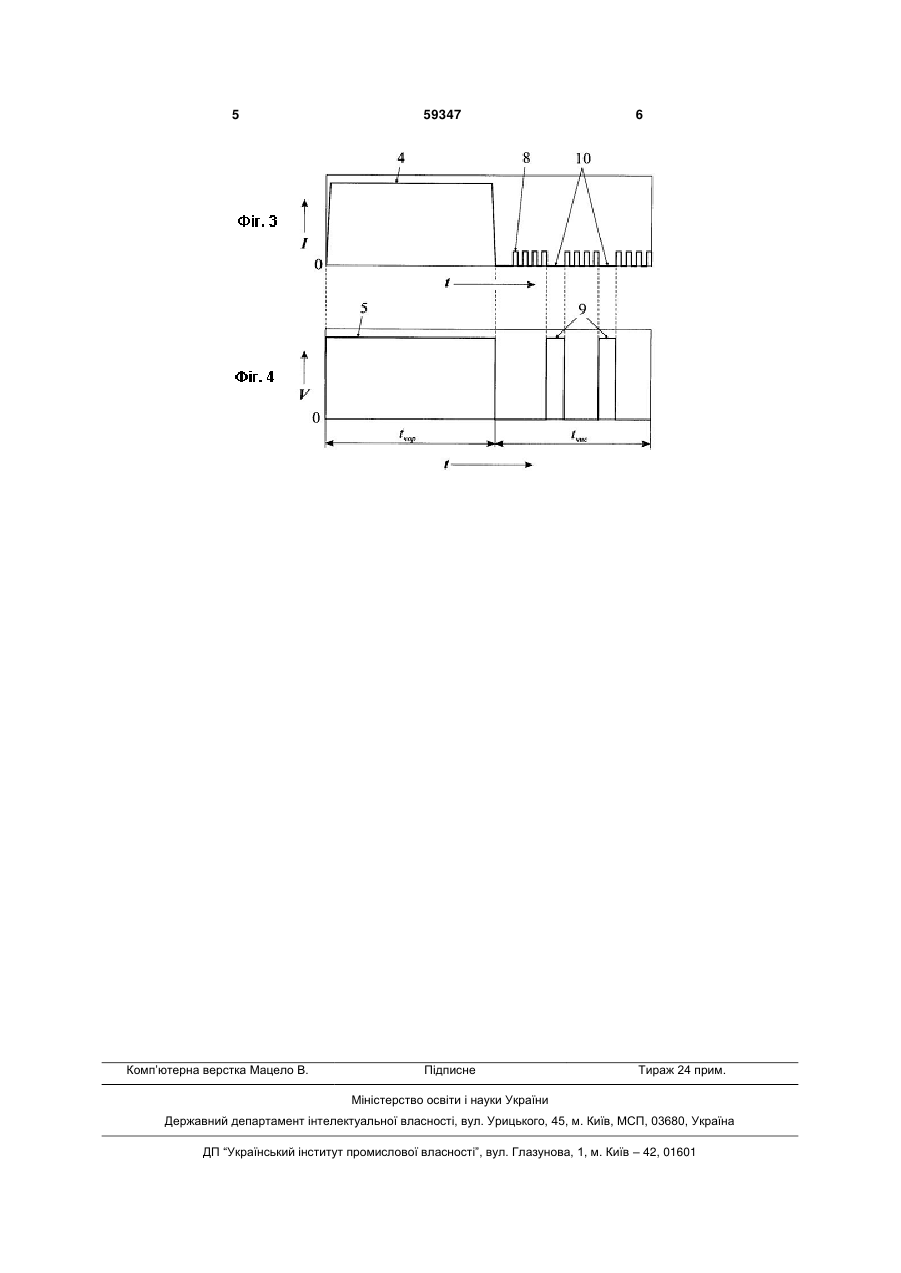
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин, що включає застосовування для чорнової обробки електричної дуги в поперечному гідродинамічному потоці робочої 3 етапах обробки порожнини: на фіг. 1 - чорнова обробка порожнини; на фіг. 2 - чистова обробка порожнини. На фігурах 3-4 наведені графіки зміни в часі t сили технологічного струму I (фіг. 3) та швидкості потоку в торцевому зазорі V (фіг. 4) протягом послідовної чорнової та чистової обробки. Електроерозійну обробку порожнини 1 в деталі 2 здійснюють графітовим електродомінструментом 3 послідовно у два етапи (фіг. 1-4). На першому етапі (фіг. 1) виконують чорнову обробку порожнини 1 електричною дугою 4 в поперечному гідродинамічному потоці 5 робочої рідини (звичайно органічного середовища) при силі струму I, що вибирається у межах 50...1000 А в залежності від площі обробки порожнини 1 в плані. При цьому дуга 4 живиться постійним струмом від зварювального випрямляча 6 з круто падаючою вольт-амперною характеристикою. Даний електричний режим дозволяє ввести в зону обробки велику потужність технологічного струму, і тим самим забезпечує високу продуктивність обробки, а вибраний гідродинамічний режим течії робочої рідини в міжелектродному зазорі, при якому швидкість потоку не перевищує 2 м/с, забезпечує невеликий (менше 1 %) відносний лінійний знос графітового електрода-інструмента 3 та інтенсивне вилучення продуктів ерозії 7 із зони обробки. Після видалення основного об'єму матеріалу порожнини 1 плавно зменшують технологічний струм до нуля та переходять до виконання другого етапу обробки. На другому етапі (фіг. 2) здійснюють чистову обробку порожнини 1 нестаціонарним (імпульсним) електричним розрядом 8 (фіг. 3) при силі струму значно менше 50 А з періодичним релаксаційним прокачуванням 9 робочої рідини (фіг. 4) в 59347 4 штучно організованих паузах 10 між імпульсами 8. При цьому джерелом живлення електричних розрядів (імпульсів) 8 є генератор імпульсів 11. Даний електричний режим чистової обробки порожнини 1 забезпечує рівномірну шорсткість обробленої поверхні 12, а вибраний пульсуючий гідродинамічний режим потоку, при якому в момент обробки рідина нерухома, забезпечує мінімально можливий і рівномірний відносний знос графітового електродаінструмента 3 та вилучення продуктів ерозії в паузах 10 між імпульсами 8. Слід відмітити, що і чорнову, і чистову обробку реалізують на одному обладнанні, з одного встановлення електрода-заготовки, одним або декількома електродами-інструментами, що доцільно. Використання способу, що пропонується, порівняно з відомим, забезпечує оптимальне сполучення кількісних та якісних сторін процесу та дозволяє підвищити: якість обробленої поверхні порожнини за рахунок формування рівномірної шорсткості та зменшення її величини з Ra 6,3 мкм до Ra 3,2 мкм; точність обробленої поверхні шляхом зменшення відносного зносу електрода-інструмента та забезпечення його рівномірності при чистовій обробки. Джерела інформації: 1. Электроэрозионная и электрохимическая обработка. Расчѐт, проектирование, изготовление и применение электродов-инструментов. Часть I. Электроэрозионная обработка. - М.: НИИМАШ, 1980. - 224 с. - С. 113, пункт 3. 2. Боков В. М. Размерная обработка электрической дугой фасонных полостей: Дисс... канд. техн. наук: 05.03.01. - Кировоград, 1985. - 195 с. С. 143, табл. 4.3. 5 Комп’ютерна верстка Мацело В. 59347 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroerosive sequential roughing and finishing cavities
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ электроэрозионной последовательной черновой и чистовой обработки полостей
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: електроерозійної, чорнової, обробки, чистової, порожнин, послідовно, спосіб
Код посилання
<a href="https://ua.patents.su/3-59347-sposib-elektroerozijjno-poslidovno-chornovo-ta-chistovo-obrobki-porozhnin.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин</a>
Спосіб електроерозійної обробки порожнин електричною дугою
Номер патенту: 58023
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: дугою, електроерозійної, електричною, обробки, порожнин, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки порожнин електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють в три стадії: на першій стадії технологічний струм плавно підвищують від нуля до величини, що відповідає рівню чорнової обробки; на другій стадії ведуть високопродуктивну чорнову обробку...
Спосіб електроерозійної обробки фасонних порожнин
Номер патенту: 58337
Опубліковано: 11.04.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00, B23P 13/00
Мітки: фасонних, порожнин, обробки, електроерозійної, спосіб
Формула / Реферат:
Спосіб електроерозійної обробки фасонних порожнин в органічному середовищі, який відрізняється тим, що обробку здійснюють комбінованим електричним розрядом в три стадії: на першій ведуть чорнову обробку рельєфної частини порожнини імпульсним електричним розрядом (ЕІмО - електроімпульсна обробка) при нерухомому (або малорухомому: V < 0,5 м/с) органічному середовищі; на другій ведуть чорнову (високопродуктивну) обробку основного об'єму...
Верстат для послідовної обробки дугою групи отворів та порожнин

Номер патенту: 59268
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23B 39/00
Мітки: отворів, групи, обробки, дугою, порожнин, послідовно, верстат
Формула / Реферат:
Верстат для послідовної обробки дугою групи отворів та порожнин, що має інструментальну головку, герметичну камеру з системою подачі робочої рідини під технологічним тиском в міжелектродний зазор, пристрій для повороту деталі на робочу позицію та рухомий струмопровід до деталі, що обробляється, який відрізняється тим, що рухомий струмопровід вбудовано в шток силового гідравлічного циліндра двобічної дії і жорстко закріплено з електроізоляцією...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Карпенко Лариса Володимірівна, Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електроерозійної, обробки, спосіб, зовнішніх, внутрішніх, поверхонь
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Спосіб чистової обробки зубчастих коліс
Номер патенту: 21035
Опубліковано: 15.02.2007
Автори: Коваленко Валентин Олександрович, Натаров Олександр Павлович, Луценко Микола Михайлович
МПК: B23F 19/00
Мітки: спосіб, зубчастих, обробки, чистової, коліс
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс, що включає позмінну обробку однієї та іншої сторони зубців зубчастого колеса в умовах вільного обкату гвинтової пари зубчастий хон - зубчасте колесо та зворотно-поступального руху поздовжньої подачі принаймні одного з елементів зазначеної пари, причому при одному напрямі руху поздовжньої подачі як ведучий використовують один з елементів гвинтової пари, який відрізняється тим, що при іншому напрямі руху...
Попередній патент: Пристрій для утворення свердловин у ґрунті
Наступний патент: Спосіб прошивання наскрізних отворів електричною дугою
Випадковий патент: Спосіб нарізування глобоїдних черв'яків