Мастило для деформуючого протягування нержавіючих сталей
Номер патенту: 70386
Опубліковано: 11.06.2012
Автори: Короткова Надія Петрівна, Шейкін Сергій Євгенович, Ростоцький Ігор Юрійович, Процишин Віра Томівна

Формула / Реферат
Мастило для деформуючого протягування нержавіючих сталей, що включає хлорований парафін, яке відрізняється тим, що додатково містить рослинну олію і продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,5-1,5 : 1,5-3,0) з таким співвідношенням компонентів, мас. %:
рослинна олія
20-40
продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,5-1,5 : 1,5-3
2-5
хлорований парафін
до 100.
Текст
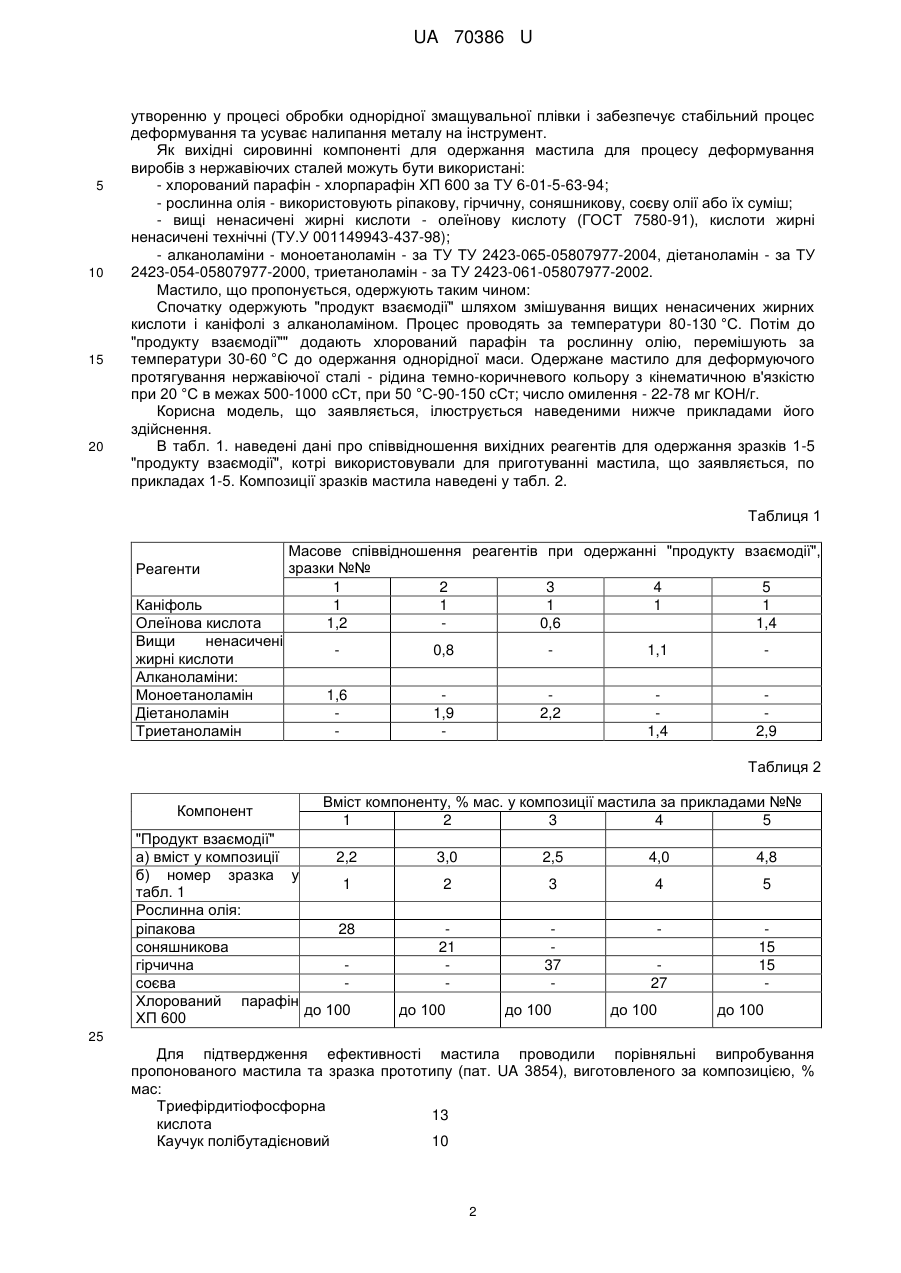
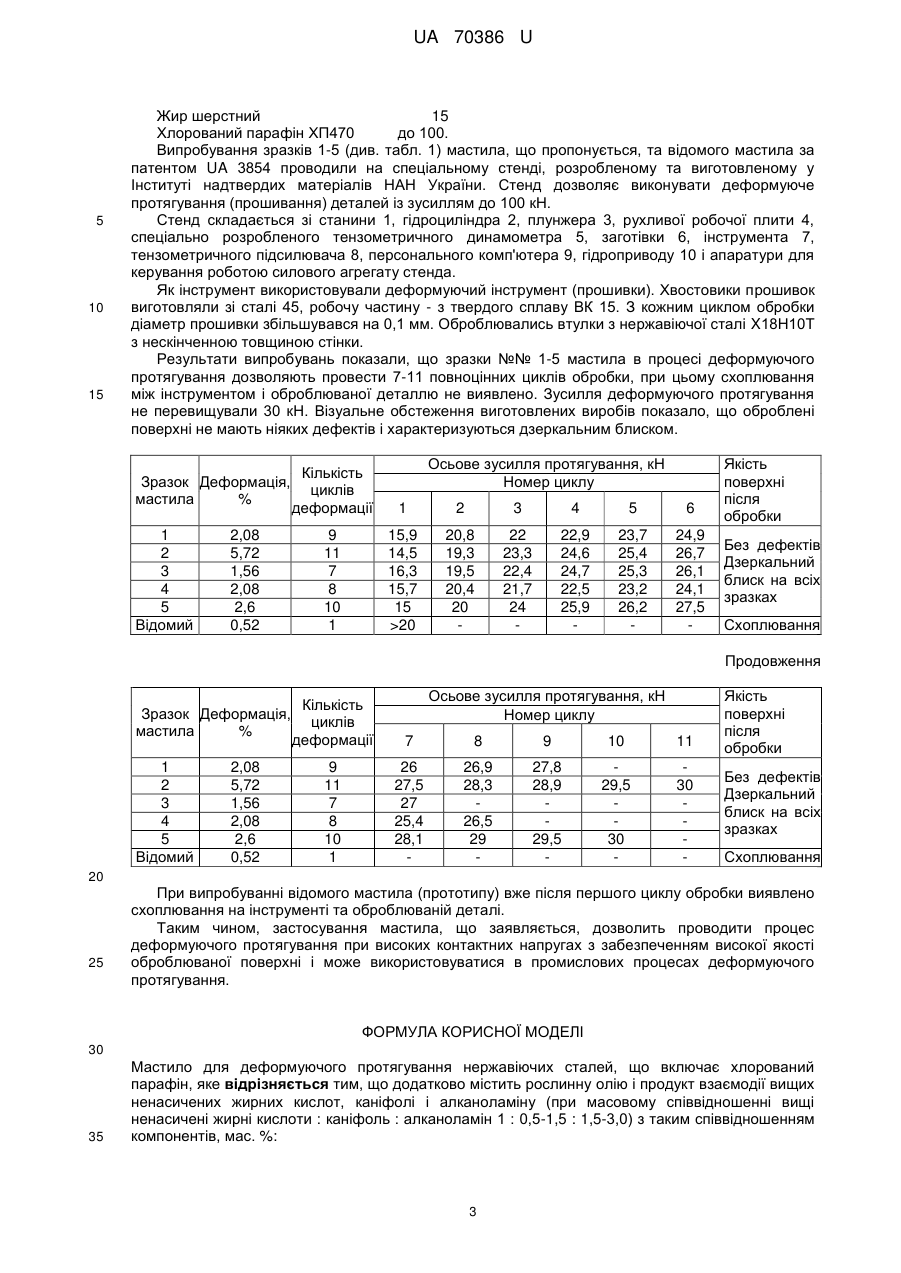
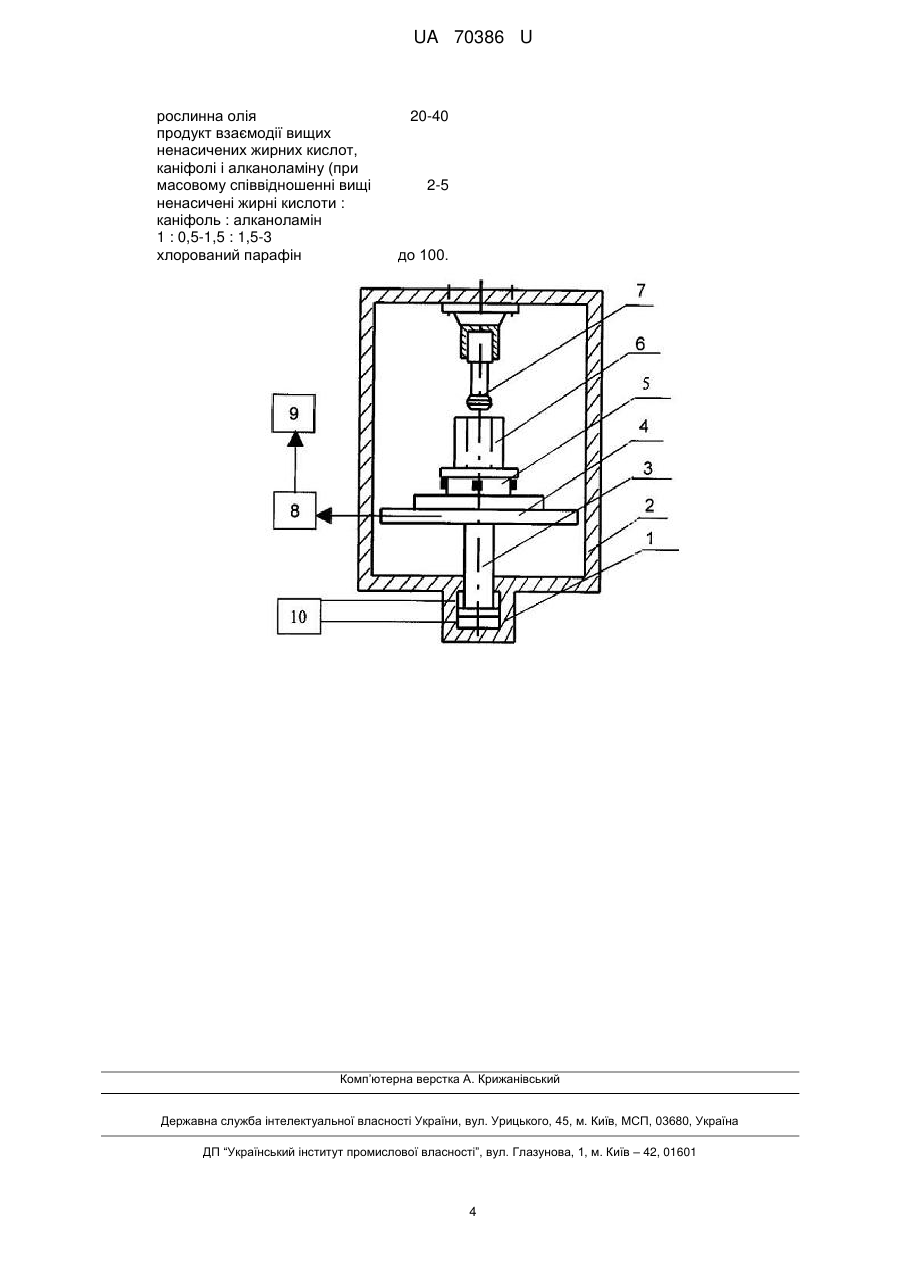
Реферат: Мастило для деформуючого протягування нержавіючих сталей включає хлорований парафін, рослинну олію і продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,51,5 : 1,5-3,0) з таким співвідношенням компонентів, мас. %: рослинна олія 20 - 40 продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі 2-5 ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,51,5 : 1,5-3 хлорований парафін до 100. UA 70386 U (12) UA 70386 U UA 70386 U 5 10 15 20 25 30 35 Корисна модель належить до технологічних мастил для деформуючого протягування нержавіючої сталі та може бути використана при оправочному та безоправочному волочінні капілярних труб з нержавіючих сталей. Процес деформуючого протягування нержавіючої сталі характеризується високими питомими тисками у зоні деформування і значним виділенням тепла у зоні деформування, що обумовлює налипання оброблювального металу на інструмент і призводить до появи на оброблювальній поверхні деталі рисок та задирів. Призначення технологічних мастил полягає у пластифікуванні поверхневого шару оброблюваного металу, зниженні зусилля контактного тертя у процесі деформування, запобіганні налипання металу на інструмент. Це досягається створенням у зоні деформування металу змащувальної плівки з високими екрануючими властивостями. Для деформування виробів з нержавіючих сталей часто використовують мастила на основі хлорованих вуглеводнів. Відомим є мастило для холодної обробки металів тиском [АС СССР 1576547 А1, С10М161/00], що містить мінеральну оливу, хлорований парафін, поліізобутилен, алкенілсукцинімід і 2-аміно-4-фенілтиазол при наступному співвідношенні компонентів, мас. %: хлорований парафін 30-40 поліізобутилен 2-5 алкенілсукцинімід 1,5-5,0 2-аміно-4-фенілтіазол 0,1-1,0 мінеральна олива решта. Мастило забезпечує процес волочіння, однак не сприяє формуванню високоякісної поверхні при високих контактних напругах. Найбільш близьким за сукупністю ознак аналогом корисної моделі, що заявляється, є технологічне мастило для волочіння труб з нержавіючої сталі [пат. UA 3854, В21С 1/24, С10М161/00], яке містить хлорований парафін, полімерну в'язкісну присадку, шерстний жир, гідрохінон і триефірдитіофосфорну кислоту при наступному співвідношенні компонентів, мас. %: триефірдитіофосфорна 5-20 кислота полімерна в'язкісна присадка 5-15 (каучук полібутадієновий) жир шерстний 5-25 гідрохінон 0,05-0,5 хлорований парафін до 100. Мастило забезпечує стабільний процес дорнового волочіння, знижує кількість налипань металу на інструмент. Однак відоме мастило має недостатньо високі змащувальні властивості при деформуючому протягуванні нержавіючої сталі на сучасному обладнанні. Задачею корисної моделі є створення мастила для деформуючого протягування нержавіючої сталі з високими змащувальними та екрануючими властивостями, яке забезпечує стабільний процес деформування та високу якість оброблюваної поверхні і усуває налипання металу на інструмент. Поставлену задачу вирішено композицією мастила, яка поряд з хлорованим парафіном додатково містить рослинну олію і продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти: каніфоль: алканоламін 1: 0,5-1,5: 1,5-3,0), з таким співвідношенням компонентів, мас. %: рослинна олія 20-40 продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі 2-5 ненасичені жирні кислоти: каніфоль: алканоламін 1: 0,51,5: 1,5-3 хлорований парафін до 100. В подальшому продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти: каніфоль: алканоламін 1:0,50-1,50:1,5-3, що описане вище, позначене як "продукт взаємодії". Наведені нижче дані про властивості мастила, що заявляється, переконливо свідчать про те, що уведення до хлорованого парафіну рослинної олії та "продукту взаємодії" дозволяє одержати нове мастило з високими змащувальними та екрануючими властивостями, яке сприяє 1 UA 70386 U 5 10 15 20 утворенню у процесі обробки однорідної змащувальної плівки і забезпечує стабільний процес деформування та усуває налипання металу на інструмент. Як вихідні сировинні компоненті для одержання мастила для процесу деформування виробів з нержавіючих сталей можуть бути використані: - хлорований парафін - хлорпарафін ХП 600 за ТУ 6-01-5-63-94; - рослинна олія - використовують ріпакову, гірчичну, соняшникову, соєву олії або їх суміш; - вищі ненасичені жирні кислоти - олеїнову кислоту (ГОСТ 7580-91), кислоти жирні ненасичені технічні (ТУ.У 001149943-437-98); - алканоламіни - моноетаноламін - за ТУ ТУ 2423-065-05807977-2004, діетаноламін - за ТУ 2423-054-05807977-2000, триетаноламін - за ТУ 2423-061-05807977-2002. Мастило, що пропонується, одержують таким чином: Спочатку одержують "продукт взаємодії" шляхом змішування вищих ненасичених жирних кислоти і каніфолі з алканоламіном. Процес проводять за температури 80-130 °C. Потім до "продукту взаємодії"" додають хлорований парафін та рослинну олію, перемішують за температури 30-60 °C до одержання однорідної маси. Одержане мастило для деформуючого протягування нержавіючої сталі - рідина темно-коричневого кольору з кінематичною в'язкістю при 20 °C в межах 500-1000 сСт, при 50 °C-90-150 сСт; число омилення - 22-78 мг КОН/г. Корисна модель, що заявляється, ілюструється наведеними нижче прикладами його здійснення. В табл. 1. наведені дані про співвідношення вихідних реагентів для одержання зразків 1-5 "продукту взаємодії", котрі використовували для приготуванні мастила, що заявляється, по прикладах 1-5. Композиції зразків мастила наведені у табл. 2. Таблиця 1 Реагенти Каніфоль Олеїнова кислота Вищи ненасичені жирні кислоти Алканоламіни: Моноетаноламін Діетаноламін Триетаноламін Масове співвідношення реагентів при одержанні "продукту взаємодії", зразки №№ 1 2 3 4 5 1 1 1 1 1 1,2 0,6 1,4 0,8 1,1 1,6 1,9 2,2 1,4 2,9 Таблиця 2 Компонент Вміст компоненту, % мас. у композиції мастила за прикладами №№ 1 2 3 4 5 "Продукт взаємодії" а) вміст у композиції 2,2 б) номер зразка у 1 табл. 1 Рослинна олія: ріпакова 28 соняшникова гірчична соєва Хлорований парафін до 100 ХП 600 3,0 2,5 4,0 4,8 2 3 4 5 21 37 15 15 до 100 до 100 27 до 100 до 100 25 Для підтвердження ефективності мастила проводили порівняльні випробування пропонованого мастила та зразка прототипу (пат. UA 3854), виготовленого за композицією, % мас: Триефірдитіофосфорна 13 кислота Каучук полібутадієновий 10 2 UA 70386 U 5 10 15 Жир шерстний 15 Хлорований парафін ХП470 до 100. Випробування зразків 1-5 (див. табл. 1) мастила, що пропонується, та відомого мастила за патентом UA 3854 проводили на спеціальному стенді, розробленому та виготовленому у Інституті надтвердих матеріалів НАН України. Стенд дозволяє виконувати деформуюче протягування (прошивання) деталей із зусиллям до 100 кН. Стенд складається зі станини 1, гідроциліндра 2, плунжера 3, рухливої робочої плити 4, спеціально розробленого тензометричного динамометра 5, заготівки 6, інструмента 7, тензометричного підсилювача 8, персонального комп'ютера 9, гідроприводу 10 і апаратури для керування роботою силового агрегату стенда. Як інструмент використовували деформуючий інструмент (прошивки). Хвостовики прошивок виготовляли зі сталі 45, робочу частину - з твердого сплаву ВК 15. З кожним циклом обробки діаметр прошивки збільшувався на 0,1 мм. Оброблювались втулки з нержавіючої сталі X18Н10Т з нескінченною товщиною стінки. Результати випробувань показали, що зразки №№ 1-5 мастила в процесі деформуючого протягування дозволяють провести 7-11 повноцінних циклів обробки, при цьому схоплювання між інструментом і оброблюваної деталлю не виявлено. Зусилля деформуючого протягування не перевищували 30 кН. Візуальне обстеження виготовлених виробів показало, що оброблені поверхні не мають ніяких дефектів і характеризуються дзеркальним блиском. Зразок Деформація, мастила % 1 2 3 4 5 Відомий 2,08 5,72 1,56 2,08 2,6 0,52 Осьове зусилля протягування, кН Номер циклу Кількість циклів деформації 1 2 3 4 5 6 9 11 7 8 10 1 15,9 14,5 16,3 15,7 15 >20 20,8 19,3 19,5 20,4 20 22 23,3 22,4 21,7 24 22,9 24,6 24,7 22,5 25,9 23,7 25,4 25,3 23,2 26,2 24,9 26,7 26,1 24,1 27,5 Якість поверхні після обробки Без дефектів Дзеркальний блиск на всіх зразках Схоплювання Продовження Зразок Деформація, мастила % 1 2 3 4 5 Відомий 2,08 5,72 1,56 2,08 2,6 0,52 Осьове зусилля протягування, кН Номер циклу Кількість циклів деформації 7 8 9 10 11 9 11 7 8 10 1 26 27,5 27 25,4 28,1 26,9 28,3 26,5 29 27,8 28,9 29,5 29,5 30 30 Якість поверхні після обробки Без дефектів Дзеркальний блиск на всіх зразках Схоплювання 20 25 При випробуванні відомого мастила (прототипу) вже після першого циклу обробки виявлено схоплювання на інструменті та оброблюваній деталі. Таким чином, застосування мастила, що заявляється, дозволить проводити процес деформуючого протягування при високих контактних напругах з забезпеченням високої якості оброблюваної поверхні і може використовуватися в промислових процесах деформуючого протягування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Мастило для деформуючого протягування нержавіючих сталей, що включає хлорований парафін, яке відрізняється тим, що додатково містить рослинну олію і продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,5-1,5 : 1,5-3,0) з таким співвідношенням компонентів, мас. %: 3 UA 70386 U рослинна олія продукт взаємодії вищих ненасичених жирних кислот, каніфолі і алканоламіну (при масовому співвідношенні вищі ненасичені жирні кислоти : каніфоль : алканоламін 1 : 0,5-1,5 : 1,5-3 хлорований парафін 20-40 2-5 до 100. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricant for deforming drawing stainless steels
Автори англійськоюProtsyshyn Vira Tomivna, Rostotskyi Ihor Yuriiovych, Sheikin Serhii Yevhenovych, Korotkova Nadiia Petrivna
Назва патенту російськоюСмазка для деформирующей протяжки нержавеющих сталей
Автори російськоюПроцишин Вера Томовна, Ростоцкий Игорь Юрьевич, Шейкин Сергей Евгеньевич, Короткова Надежда Петровна
МПК / Мітки
МПК: C10M 161/00, B23Q 11/14, B23Q 11/10
Мітки: мастило, сталей, протягування, деформуючого, нержавіючих
Код посилання
<a href="https://ua.patents.su/6-70386-mastilo-dlya-deformuyuchogo-protyaguvannya-nerzhaviyuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Мастило для деформуючого протягування нержавіючих сталей</a>
Спосіб деформуючого протягування
Номер патенту: 30415
Опубліковано: 25.02.2008
Автори: Єрьомін Павло Миколайович, Чернявський Олександр Васильович
МПК: B23B 47/00
Мітки: деформуючого, спосіб, протягування
Формула / Реферат:
Спосіб деформуючого протягування, при якому обробку ведуть з нанесенням технологічного середовища на деформуючі елементи шляхом періодичного занурення їх у спеціальну ємність при прямому і зворотному ходах інструмента, який відрізняється тим, що активація технологічного середовища здійснюється за допомогою лопатевої мішалки, при цьому обертання мішалки здійснюється під дією магнітного поля.
Спосіб деформуючого протягування
Номер патенту: 24629
Опубліковано: 10.07.2007
Автори: Єрьомін Павло Миколайович, Чернявський Олександр Васильович, Пестунов Володимир Михайлович
МПК: B23D 43/00
Мітки: спосіб, протягування, деформуючого
Формула / Реферат:
1. Спосіб деформуючого протягування, що включає послідовну дію на оброблювану поверхню деформуючих елементів, що поступально переміщаються уздовж оброблюваної поверхні, який відрізняється тим, що обробку ведуть з нанесенням технологічного середовища на деформуючі елементи, причому нанесення технологічного середовища здійснюють періодичним зануренням деформуючих елементів у спеціальну ємність при прямому й зворотному ходах...
Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки
Номер патенту: 68824
Опубліковано: 16.08.2004
Автори: Неміровський Яков Борисович, Розенберг Олег Олександрович, Цеханов Юрій Алєксандровіч
МПК: B24B 39/00
Мітки: різнотовщинної, порожнистої, протягування, спосіб, деформуючого, вісесиметричної, заготовки
Формула / Реферат:
1. Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, який відрізняється тим, що перед роздачею отвору деформуючим елементом здійснюють зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки...
Мастило “шпг”
Номер патенту: 26588
Опубліковано: 25.09.2007
Автори: Прасолов Євген Якович, Голян Володимир Сергійович, Школяр Філіпп Сергійович
МПК: B28B 7/38
Формула / Реферат:
Мастило, що містить парафін та каніфоль, яке відрізняється тим, що додатково містить відпрацьоване машинне масло, солярове масло при такому співвідношенні компонентів, мас. %: парафін 10...20 каніфоль 1,0...10 відпрацьоване машинне мастило 0...60 солярове масло 1,0...10.
Спосіб протягування труб
Номер патенту: 45042
Опубліковано: 15.03.2002
Автори: Демурджан Михайло Олександрович, Вишинський Валерій Трофимович, Кірсанов Микола Васильович, Бегма Микола Дмитрович, Головін Федір Евгенович, Головачов Володимир Якович, Фельдман Олександр Ісакович, Данченко Валентин Миколайович, Беліков Юрій Михайлович, Товпінець Олександр Адольфович, Кононенко Анатолій Петрович, Одінцов Борис Петрович, Ханін Марк Ісакович, Хаустов Георгій Йосипович, Науменко Сергій Григорович, Шишо Юрій Георгійович, Лагутін Борис Миколаєвич, Атанасов Сергій Васильович, Кекух Станіслав Миколайович, Григоренко Володимир Устинович, Чигиринський Юрій Васильович, Смолін Олексій Миколайович, Колповський Володимир Миколайович
МПК: B21C 1/00
Мітки: протягування, труб, спосіб
Формула / Реферат:
Спосіб протягування труб, при якому здійснюють забивання головок, термічну обробку трубних заготовок, нагрівання заготовок, нанесення на них твердого порошкового мастила та протягування через матрицю, який відрізняється тим, що нагрівання поєднують з термічною обробкою, причому температуру (Т) заготовок у момент подачі їх у волочильну матрицю встановлюють з наступного співвідношення:
Попередній патент: Нагрівач преформ
Наступний патент: Спосіб отримання серійних різноплощинних шліфів з одного зуба
Випадковий патент: Застосування полігексаметиленгуанідингідрохлориду як стимулятора росту, розвитку та цвітіння квіткових рослин