Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 34446
Опубліковано: 11.08.2008
Автори: Джемелінський Віталій Васильович, Садовський Юрій Олександрович, Джемелінська Леся Віталіївна
Формула / Реферат
1. Спосіб гідроабразивної обробки поверхонь деталей, при якому в сопло Лаваля по співвісних циліндричних каналах подають в необхідному масовому співвідношенні струмінь стиснутого повітря, який обертається навколо осі сопла, і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що перед подачею в сопло на гідроабразивну суміш впливають поздовжніми ультразвуковими коливаннями з визначеною частотою за допомогою торців форсунки ультразвукового генератора.
2. Спосіб за п. 1, який відрізняється тим, що дисперсність аерозольного потоку регулюють частотою ультразвукових коливань та швидкістю обертового руху обертового навколо осі сопла струменя стиснутого повітря.
Текст
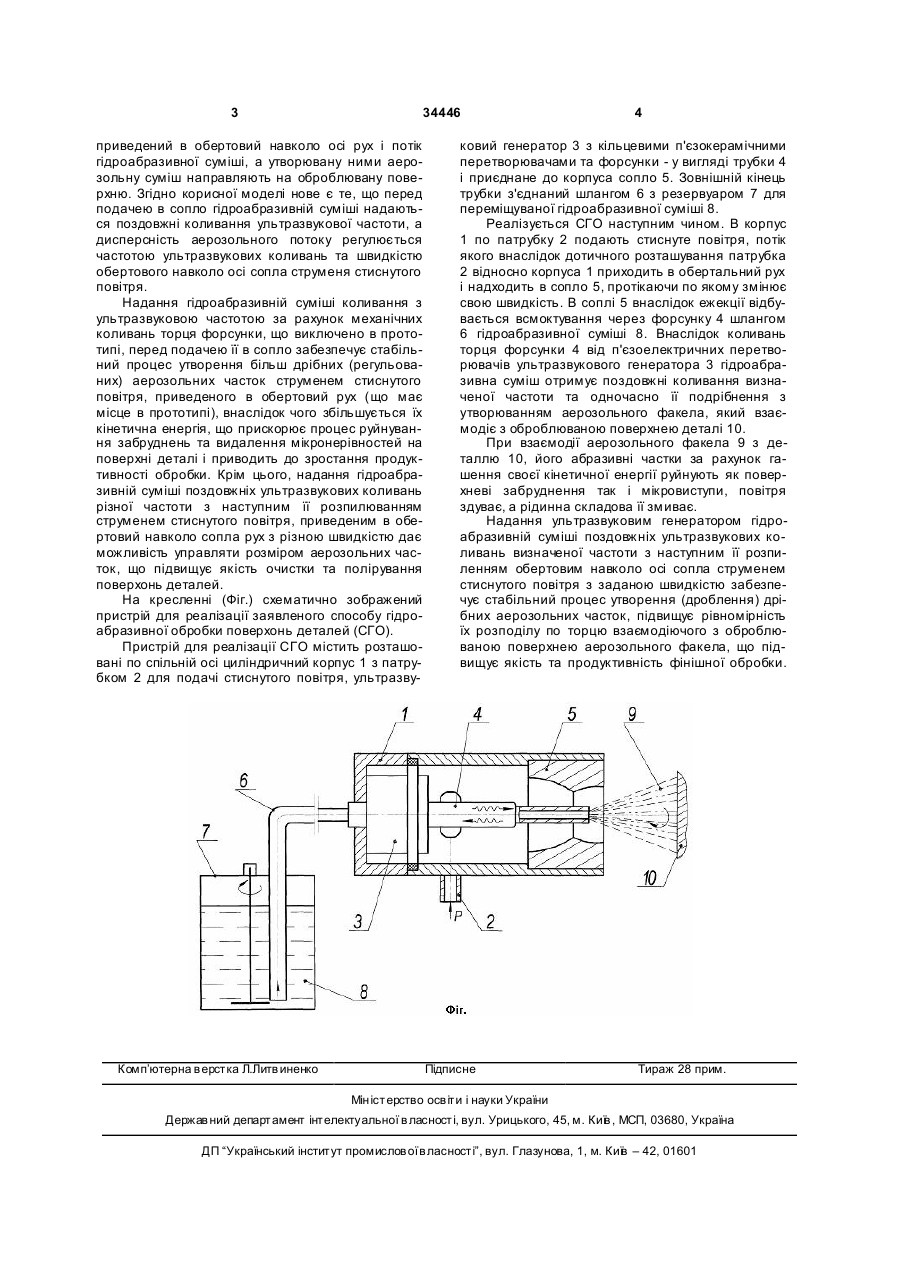
1. Спосіб гідроабразивної обробки поверхонь деталей, при якому в сопло Лаваля по співвісних циліндричних каналах подають в необхідному масовому співвідношенні струмінь стиснутого повіт 3 34446 приведений в обертовий навколо осі рух і потік гідроабразивної суміші, а утворювану ними аерозольну суміш направляють на оброблювану поверхню. Згідно корисної моделі нове є те, що перед подачею в сопло гідроабразивній суміші надаються поздовжні коливання ультразвукової частоти, а дисперсність аерозольного потоку регулюється частотою ультразвукових коливань та швидкістю обертового навколо осі сопла струменя стиснутого повітря. Надання гідроабразивній суміші коливання з ультразвуковою частотою за рахунок механічних коливань торця форсунки, що виключено в прототипі, перед подачею її в сопло забезпечує стабільний процес утворення більш дрібних (регульованих) аерозольних часток струменем стиснутого повітря, приведеного в обертовий рух (що має місце в прототипі), внаслідок чого збільшується їх кінетична енергія, що прискорює процес руйнування забруднень та видалення мікронерівностей на поверхні деталі і приводить до зростання продуктивності обробки. Крім цього, надання гідроабразивній суміші поздовжніх ультразвукових коливань різної частоти з наступним її розпилюванням струменем стиснутого повітря, приведеним в обертовий навколо сопла рух з різною швидкістю дає можливість управляти розміром аерозольних часток, що підвищує якість очистки та полірування поверхонь деталей. На кресленні (Фіг.) схематично зображений пристрій для реалізації заявленого способу гідроабразивної обробки поверхонь деталей (СГО). Пристрій для реалізації СГО містить розташовані по спільній осі циліндричний корпус 1 з патрубком 2 для подачі стиснутого повітря, ультразву Комп’ютерна в ерстка Л.Литв иненко 4 ковий генератор 3 з кільцевими п'єзокерамічними перетворювачами та форсунки - у вигляді трубки 4 і приєднане до корпуса сопло 5. Зовнішній кінець трубки з'єднаний шлангом 6 з резервуаром 7 для переміщуваної гідроабразивної суміші 8. Реалізується СГО наступним чином. В корпус 1 по патрубку 2 подають стиснуте повітря, потік якого внаслідок дотичного розташування патрубка 2 відносно корпуса 1 приходить в обертальний рух і надходить в сопло 5, протікаючи по якому змінює свою швидкість. В соплі 5 внаслідок ежекції відбувається всмоктування через форсунку 4 шлангом 6 гідроабразивної суміші 8. Внаслідок коливань торця форсунки 4 від п'єзоелектричних перетворювачів ультразвукового генератора 3 гідроабразивна суміш отримує поздовжні коливання визначеної частоти та одночасно її подрібнення з утворюванням аерозольного факела, який взаємодіє з оброблюваною поверхнею деталі 10. При взаємодії аерозольного факела 9 з деталлю 10, його абразивні частки за рахунок гашення своєї кінетичної енергії руйнують як поверхневі забруднення так і мікровиступи, повітря здуває, а рідинна складова її змиває. Надання ультразвуковим генератором гідроабразивній суміші поздовжніх ультразвукових коливань визначеної частоти з наступним її розпиленням обертовим навколо осі сопла струменем стиснутого повітря з заданою швидкістю забезпечує стабільний процес утворення (дроблення) дрібних аерозольних часток, підвищує рівномірність їх розподілу по торцю взаємодіючого з оброблюваною поверхнею аерозольного факела, що підвищує якість та продуктивність фінішної обробки. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydroabrasive treatment of surfaces of components
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Dzhemelinska Lesia Vitaliivna, Sadovskyi Yurii Oleksandrovych
Назва патенту російськоюСпособ гидроабразивной обработки поверхностей деталей
Автори російськоюДжемелинский Виталий Васильевич, Джемелинская Леся Витальевна, Садовский Юрий Александрович
МПК / Мітки
МПК: B24C 1/00
Мітки: поверхонь, гідроабразивної, деталей, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/2-34446-sposib-gidroabrazivno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроабразивної обробки поверхонь деталей</a>
Спосіб гідроабразивної очистки поверхонь деталей
Номер патенту: 9808
Опубліковано: 17.10.2005
Автори: Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна
МПК: B24C 1/00
Мітки: деталей, поверхонь, очистки, гідроабразивної, спосіб
Формула / Реферат:
Спосіб гідроабразивної очистки поверхонь деталей, при якому в сопло Лаваля по співвісним циліндричним каналам подають в необхідному масовому співвідношенні струмінь стиснутого газу і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що перед подачею в сопло струмінь стиснутого повітря приводять в обертовий навколо осі сопла рух.
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 45933
Опубліковано: 15.04.2002
Автори: Тихонов Євген Георгієвич, Савченко Віктор Іванович, Шпаковський Едуард Миколаєвич, Амирханов Дамир Ракипович
МПК: B24C 1/00
Мітки: поверхонь, обробки, спосіб, деталей, гідроабразивної
Формула / Реферат:
Спосіб гідроабразивного очищення поверхонь деталей, при якому на потік гідроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат гідроабразивної суспензії і газу не перевищує 1:2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати гідроабразивної...
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Дрозд Віталій Антонович, Іванов Володимир Іванович, Пилипенко Віктор Васильович
МПК: B24C 1/00
Мітки: гідроабразивної, обробки, деталей, спосіб
Формула / Реферат:
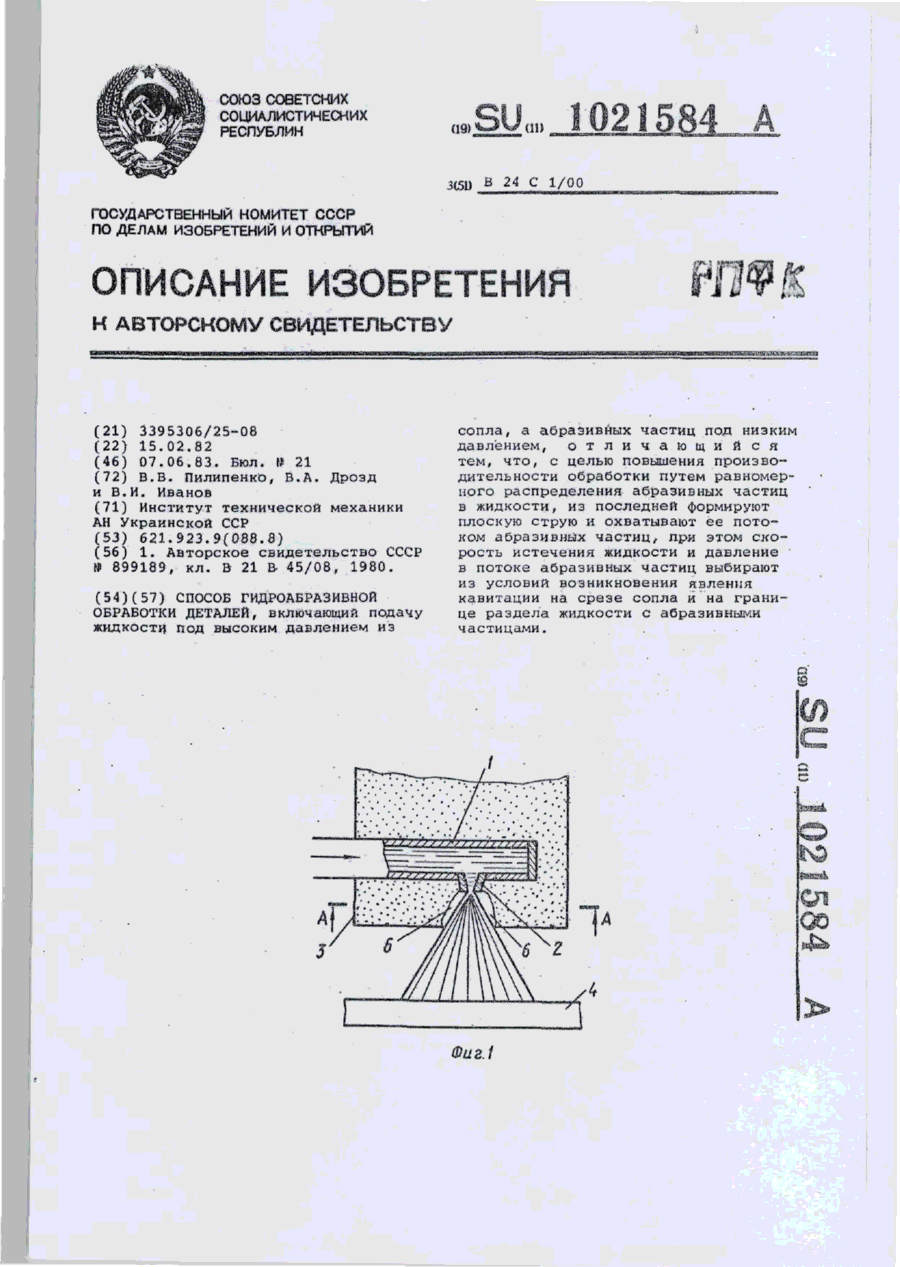
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Верстат для гідроабразивної очистки внутрішніх поверхонь трубчастих заготовок
Номер патенту: 3954
Опубліковано: 15.12.2004
Автори: Бортник Михайло Ігорович, Нагорняк Степан Григорович
МПК: B24C 1/00
Мітки: заготовок, поверхонь, верстат, очистки, трубчастих, внутрішніх, гідроабразивної
Формула / Реферат:
Верстат для гідроабразивної очистки внутрішніх поверхонь трубчастих заготовок з основою, приводом і резервуаром для гідроабразивної суспензії, який відрізняється тим, що в центральній частині резервуара для гідроабразивної суспензії вертикально розміщена нерухомо з'єднана з його дном ступінчаста циліндрична оправка, на виступаючому із резервуара кінці якої співвісно із нею встановлена вертикально трубчаста вставка з розміщеним на її верхньому...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Кривобоков Владислав Анатолійович, Зарубицький Євген Улянович, Покинтелиця Микола Іванович
МПК: B23D 23/00
Мітки: деталей, обробки, різанням, спосіб, плоских, поверхонь
Формула / Реферат:
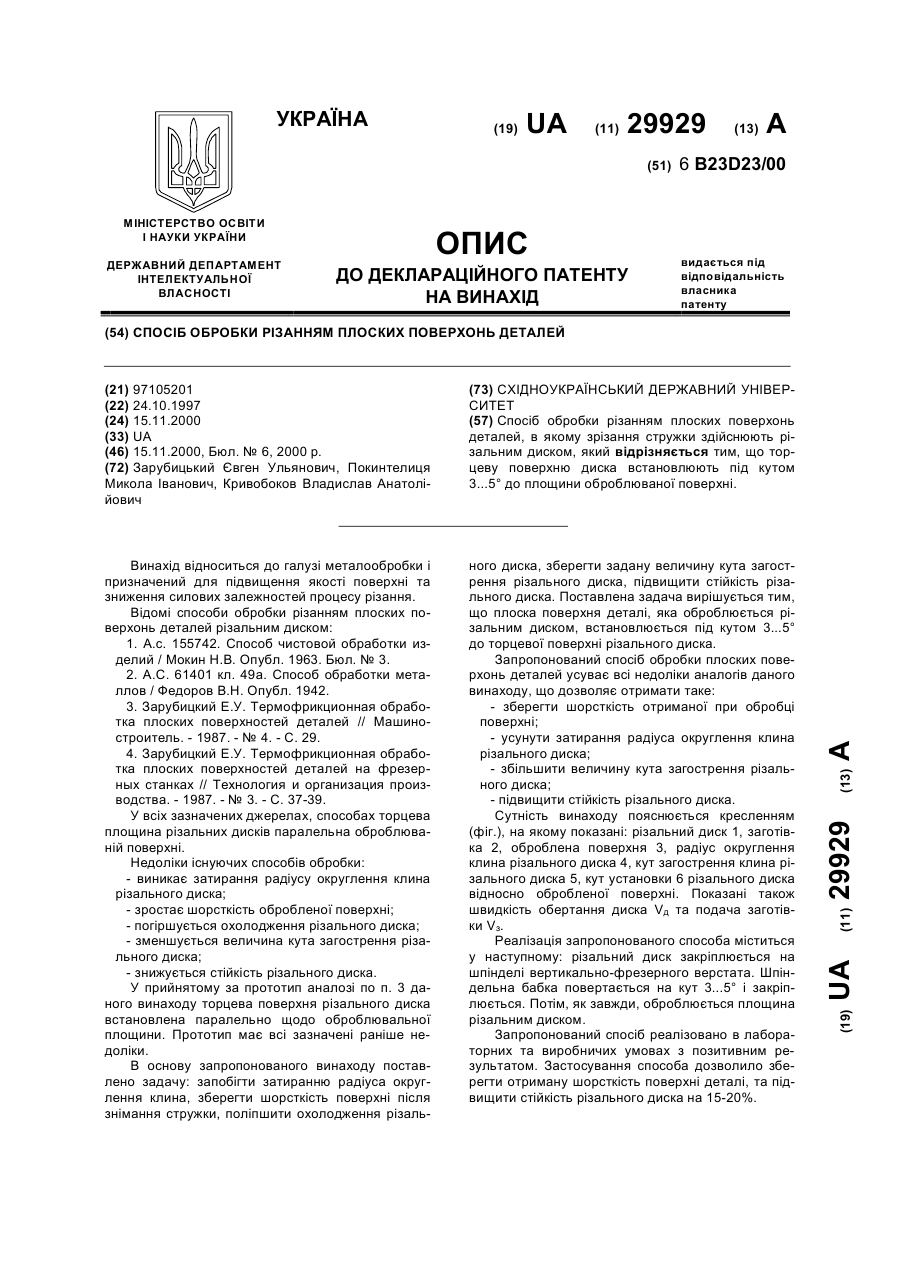
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Попередній патент: Валок валкових машин
Наступний патент: Пристрій для формування газопорошкового потоку при плазмовому напиленні
Випадковий патент: Резервуар