Машина для відцентрового литва і армування виливків
Номер патенту: 72194
Опубліковано: 10.08.2012
Автори: Борущак Любомир Онуфрійович, Борущак Степан Любомирович, Шуляр Ірина Орестівна
Формула / Реферат
Машина для відцентрового литва і армування виливків, що має станину, поворотну платформу, опоку і механізм обертання опоки, яка відрізняється тим, що вона споряджена механізмом переміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи, електронним блоком керування частотою обертання опоки, положенням її осі обертання в просторі та розміщенням заливної воронки відносно ливарної форми і датчиками кута повороту платформи, розміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи та положення заливної воронки відносно ливарної форми, а зміна положення осі обертання опоки виконується в процесі литва чи армування заготовок.
Текст
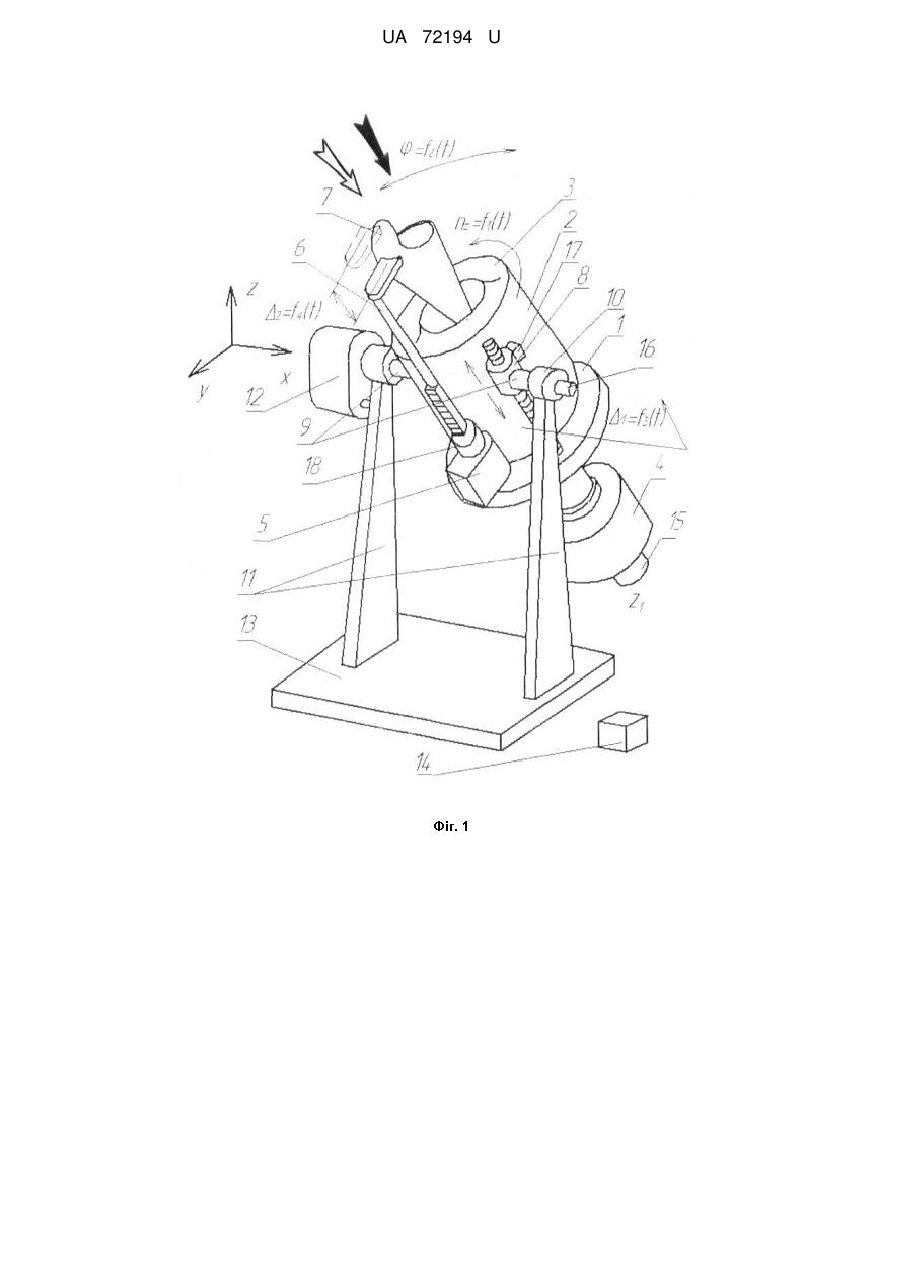
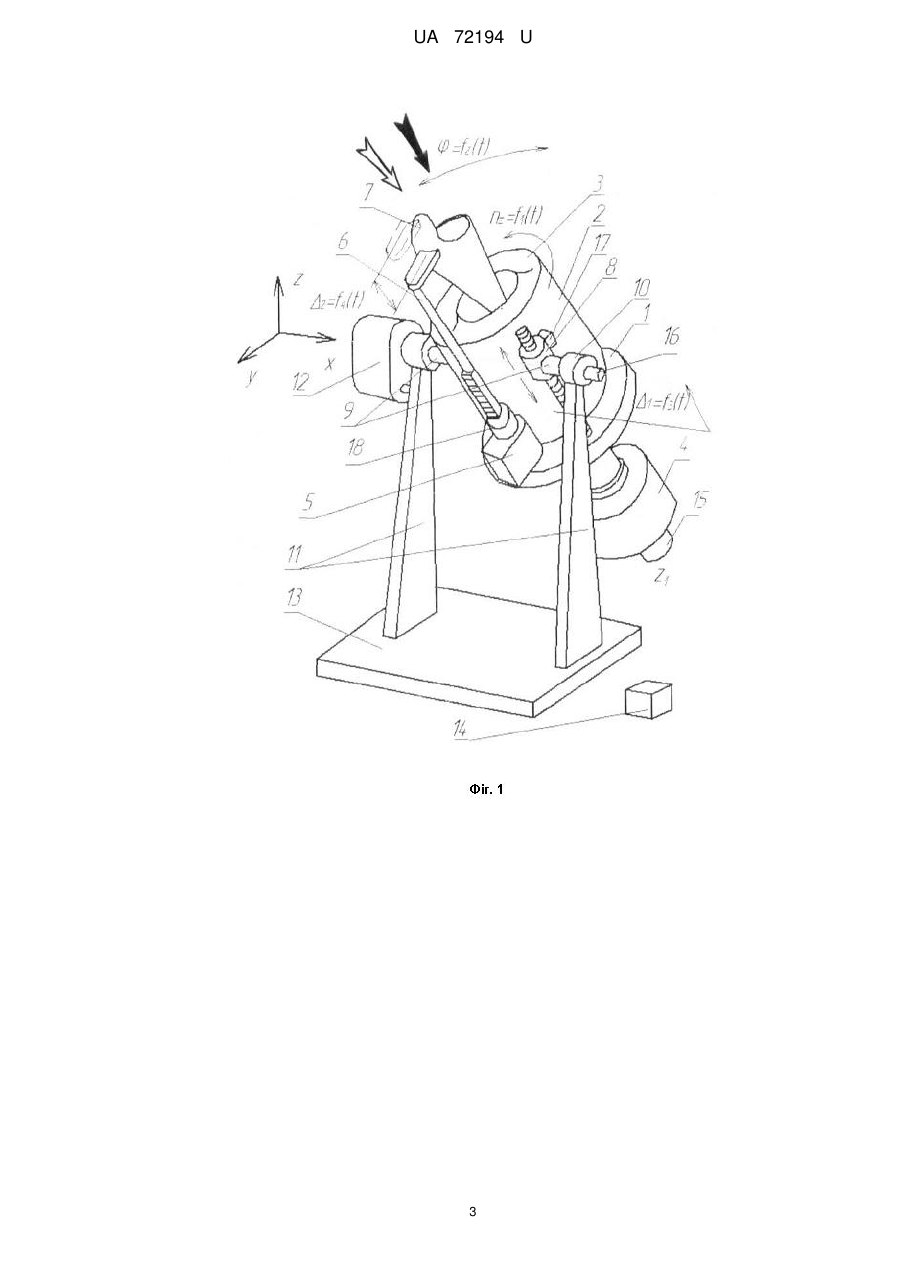
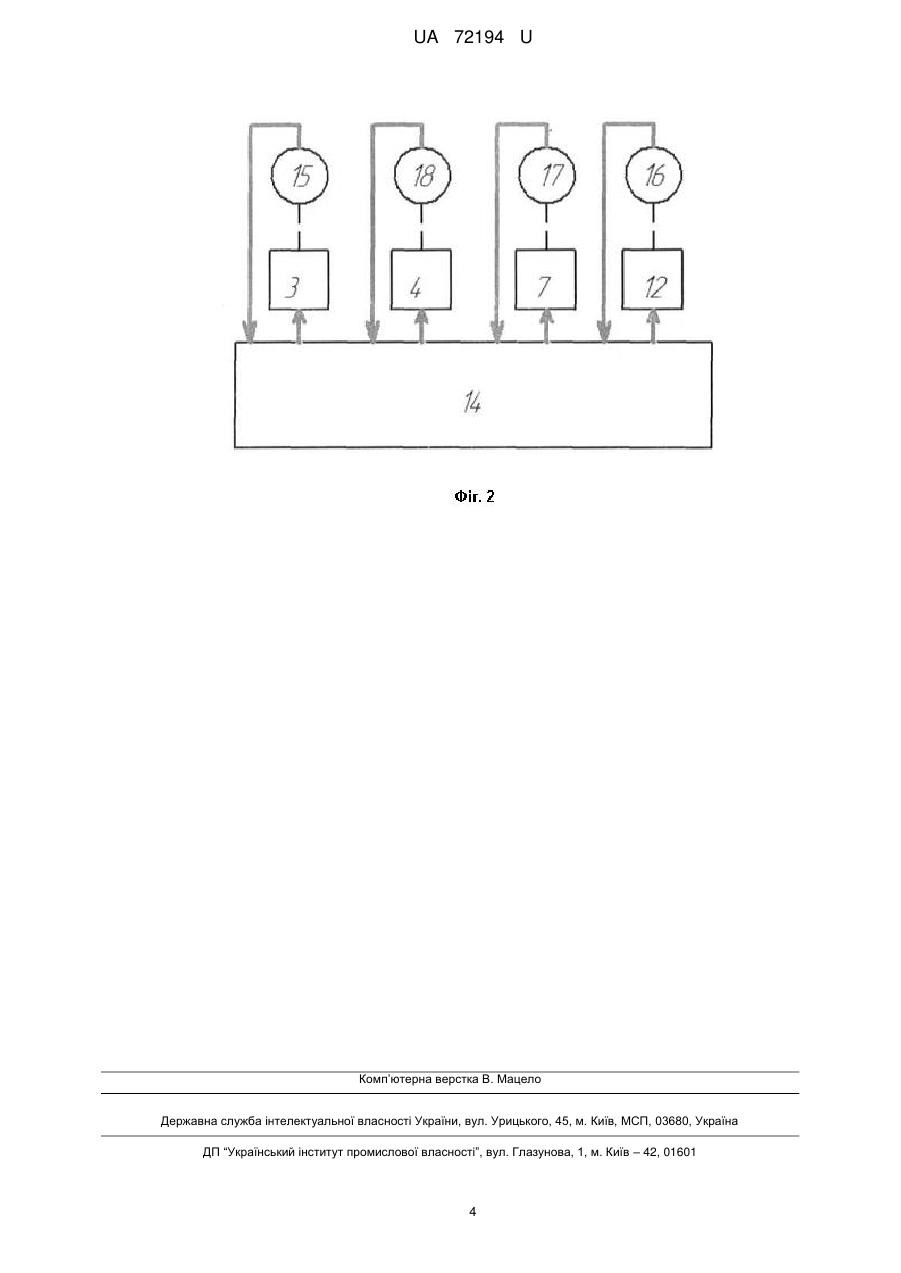
Реферат: Машина для відцентрового литва і армування виливків має станину, поворотну платформу, опоку і механізм обертання опоки. Вона споряджена механізмом переміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи, електронним блоком керування частотою обертання опоки, положенням її осі обертання в просторі та розміщенням заливної воронки відносно ливарної форми і датчиками кута повороту платформи, розміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи та положення заливної воронки відносно ливарної форми, а зміна положення осі обертання опоки виконується в процесі литва чи армування заготовок. UA 72194 U (12) UA 72194 U UA 72194 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області ливарного виробництва, а саме до пристроїв для отримання тонкостінних і суцільних армованих виливків у формі тіл обертання і може бути використана в машинобудуванні. Відома відцентрова ливарна машина, що містить станину, поворотну платформу, опоку, механізми обертання опоки та повороту платформи, і оснащена секторами, закріпленими на поворотній платформі, які мають конічні поверхні, та стопорами, що виконані у вигляді клинів або кулачків і які взаємодіють з конічною поверхнею секторів. Така конструкція машини дозволяє встановлювати задане положення осі опоки з горизонтального до вертикального або в довільне проміжне положення перед заливанням металу із забезпеченням жорсткого з'єднання платформи опоки зі станиною машини і знизити вібрацію при роботі (А.с. СРСР № 1329902 А1. кл. В22D13/02, 1987 р., бюлетень № 30). Фіксоване положення осі обертання опоки і відсутність можливості регулювання технологічних параметрів у процесі литва робить неможливим отримання монолітних або армованих виливків конічної або іншої складної форми як порожнистих, так і суцільних із заданими властивостями. Найбільш близькою по технічній суті є горизонтальна машина для відцентрового литва, яка з метою забезпечення можливості виготовлення циліндричних виливків різних геометричних розмірів шляхом підтримання заданої температури ливарної форми і регулювання швидкостей переміщення розливного пристрою відносно ливарної форми і його повороту містить ливарну форму, розміщену на роликах, привід ливарної форми, пристрій подачі повітря всередину захисного кожуха з регульованою температурою, приводи переміщення розливного пристрою і його повороту виконані регульованими, всередині захисного кожуха змонтований обмежуючий пристрій, з метою зменшення осьового переміщення ливарної форми вздовж роликів останні виконані нахиленими під кутом, не більше 3° до горизонтальної площини і мають фланці, що можуть переміщатися відносно роликів, а з метою підвищення безпеки роботи машини вона споряджена механічним гальмом, яке спрацьовує при відключенні електромережі. (А.с. СРСР № 473338. кл. В22d13/02, 1975 p., бюлетень № 21). Обмеженням у застосуванні відомої ливарної машини є відсутність можливості зміни положення осі обертання ливарної форми у вертикальній площині, тому за допомогою вказаної машини неможливо отримати виливки конічної форми з великим кутом нахилу твірної конуса до його осі а також виливки у формі тіл обертання із зовнішньою поверхнею складної конфігурації та із заданими властивостями. В основу корисної моделі поставлено задачу вдосконалення конструкції машини для відцентрового литва і армування виливків, в якій шляхом введення механізмів повороту платформи відносно горизонтальної осі, переміщення опоки як вздовж її осі обертання, так і відносно осі повороту платформи та переміщення заливної воронки відносно ливарної форми, а також використання електронного блока керування частотою обертання опоки і положенням осі опоки відносно вертикалі, платформи та заливної воронки, згідно з програмою, і датчиків контролю усіх вказаних параметрів (частоти обертання опоки, положення осі обертання опоки відносно вертикалі, розміщення заливної воронки відносно ливарної форми та розміщення платформи відносно горизонтальної осі повороту опоки) розширюються технологічні можливості машини і за рахунок цього забезпечується отримання заготовок із заданими властивостями. Поставлена задача вирішується тим, що в машині для відцентрового литва і армування виливків, що має платформу з можливістю зміни її положення у вертикальній площині, опоку, механізми обертання опоки і переміщення заливної воронки відносно ливарної форми, новим є те, що платформа обладнана механізмом її переміщення вздовж осі обертання опоки, зміна положення платформи у вертикальній площині виконується в процесі литва чи армування заготовок, а машина обладнана електронним програмним блоком керування і датчиками контролю частоти обертання опоки, положення осі обертання опоки відносно вертикалі та розміщення заливної воронки відносно ливарної форми. Суть корисної моделі пояснюється кресленням машини для відцентрового литва і армування виливків (фіг. 1) та блок-схемою системи керування процесом литва та армуванням виливків (фіг. 2). Машина складається з поворотної платформи 1, опоки 2 з ливарною формою 3, приводу 4 обертання опоки, зубчасто-рейкового механізму 5, кронштейна 6, заливної воронки 7, гвинтових механізмів 8 переміщення платформи вздовж осі Z1, півосей 9, шарнірних опор 10, стійок 11, механізму 12 повороту осей, станини 13, електронного блока 14, датчика частоти обертання 15, датчика кутового переміщення 16 і датчиків лінійних переміщень 17 і 18 платформи 1 і воронки 7 відповідно. 1 UA 72194 U 5 10 15 20 25 30 35 40 На платформі 1 змонтовано опоку 2 з приводом 4 її обертання, зубчасто-рейковий механізм 5 повздовжнього переміщення кронштейна 6, на якому встановлена заливна воронка 7. Два симетрично розміщені гвинтові механізми 8 переміщення платформи вздовж осі Z1 встановлені на горизонтальних півосях 9. Півосі встановлені з можливістю повертатися в шарнірних опорах 10, що кріпляться до стійок 11. Для зміни положення осі Z 1 обертання опоки 2 з ливарною формою 3 відносно вертикальної осі Z (визначається кутом ) на одній із стійок 11 змонтовано поворотний механізм 12, вихідний вал якого є одночасно і лівою (за рисунком) піввіссю обертання машини відносно осі X. Стійки 11 закріплені на станині 13. Для керування, згідно з заданою програмою, частотою обертання nф опоки 2, кутом нахилу осі її обертання Z' відносно вертикальної осі Z, положенням платформи 1 відносно горизонтальної осі повороту опоки X та розміщенням воронки 7 відносно форми 3 призначений електронний блок 14, а контроль за вказаними параметрами здійснюється за допомогою датчиків частоти обертання 15, кутового переміщення 16 та лінійних переміщень 17 i 18 відповідно. Машина працює наступним чином. Нагріта до потрібної температури ливарна форма 3 встановлюється і закріплюється в опоці 2, вісь обертання якої Z' для зручності встановлення ливарної форми 3 розміщена вертикально, заливна воронка 7 встановлюється на кронштейні 6 механізму її переміщення 5. За допомогою блока керування 14 надають опоці 2 потрібну частоту обертання відносно осі Z', а також початковий кут ф повороту цієї осі відносно вертикальної осі Z та положення заливної воронки 6 відносно ливарної форми 3, які необхідні в початковий момент виконання технологічної операції. З ливарного ковша і з дозатора армуючих компонентів (на рисунку не показані) починають заливати рідкий метал (показаний білою стрілкою) і засипати армуючі компоненти (показані чорною стрілкою). В процесі отримання армованих виливків блок керування 14 регулює частоту обертання nф опоки 2, кут нахилу осі Z' ливарної форми 3 відносно вертикальної осі Z, величину переміщення 1 платформи 1 вздовж осі Z' відносно горизонтальної осі X та положення 2 заливної воронки 7 в ливарній формі 3. Вказані параметри є функціями від часу виконання технологічного процесу литва - nф=f1(t), =f2(t), 1=f3(t), 2=f4(t). Керування цими параметрами виконується блоком керування 14 за спеціальною програмою. Блок-схема процесу керування машиною показана на фіг. 2. При цьому струмінь рідкого металу з армуючими компонентами повинен попадати на внутрішню поверхню ливарної форми і переміщатися вздовж твірної цієї поверхні у визначеній послідовності. За необхідності після закінчення кристалізації в армованій зоні вісь обертання ливарної форми 3 повертають у вертикальне положення, зменшують частоту обертання до мінімальної або зупиняють обертання опоки і заливають решту металу, щоб отримати суцільний виливок з приповерхневою армованою зоною. Регулювання вказаних параметрів технологічного процесу отримання заготовки дозволяє спрямовувати струмінь рідкого металу з армуючими компонентами на потрібне місце внутрішньої поверхні ливарної форми, переміщати його вздовж цієї поверхні за визначеною послідовністю і тим самим отримувати армовану зону заданої форми і товщини у виливку, який може бути як порожнистим, так і суцільним. Застосування корисної моделі дозволяє розширити технологічні можливості способу відцентрового литва і армування виливків шляхом синхронізованого програмного керування вказаними параметрами технологічного процесу литва і за рахунок цього отримувати високоякісні порожнисті або суцільні виливки із заданими властивостями. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Машина для відцентрового литва і армування виливків, що має станину, поворотну платформу, опоку і механізм обертання опоки, яка відрізняється тим, що вона споряджена механізмом переміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи, електронним блоком керування частотою обертання опоки, положенням її осі обертання в просторі та розміщенням заливної воронки відносно ливарної форми і датчиками кута повороту платформи, розміщення опоки вздовж її осі обертання відносно горизонтальної осі повороту платформи та положення заливної воронки відносно ливарної форми, а зміна положення осі обертання опоки виконується в процесі литва чи армування заготовок. 2 UA 72194 U 3 UA 72194 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCentrifugal casting machine for casting and reinforcing castings
Автори англійськоюShuliar Iryna Orestivna, Boruschak Liubomyr Onufriiovych, Boruschak Stepan Liubomyrovych
Назва патенту російськоюМашина для центробежного литья и армирования отливок
Автори російськоюШуляр Ирина Орестовна, Борущак Любомир Онуфриевич, Борущак Степан Любомирович
МПК / Мітки
МПК: B22D 13/02
Мітки: відцентрового, армування, виливків, литва, машина
Код посилання
<a href="https://ua.patents.su/6-72194-mashina-dlya-vidcentrovogo-litva-i-armuvannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Машина для відцентрового литва і армування виливків</a>
Машина для відцентрового лиття

Номер патенту: 46449
Опубліковано: 15.05.2002
Автори: Хорліков Едуард Васильович, Адегов Олексій Валерійович
МПК: B22D 13/00
Мітки: лиття, машина, відцентрового
Формула / Реферат:
Машина для відцентрового лиття, що містить станину, механізм переміщення кокілів з приводом повороту, заливальний пристрій, механізм видалення виливків та пристрій для фарбування кокілів, яка відрізняється тим, що механізм переміщення кокілів виконаний у вигляді горизонтального поворотного багатококільного стола-каруселі, а кокілі встановлені у корпусі каруселі з можливістю обертання навколо вертикальної осі.
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок
Номер патенту: 40169
Опубліковано: 16.07.2001
Автор: Вощенко Олександр Іванович
МПК: B22D 7/10, B22D 13/10
Мітки: форм, відливок, литва, відцентрового, теплоізоляційне, металевих, чавунних, покриття
Формула / Реферат:
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок, яке включає вогнетривкий наповнювач кізельгур, закріплювач бентоніт, порошок декстрину, натрій фосфорнокислий, тальк молотий та воду, яке відрізняється тим, що воно, додатково, містить аморфний графіт при наступному співвідношенні інгредієнтів: кізельгур порошкоподібний 76,0 - 84,0 бентоніт активований ...
Спосіб очищення виливків в ливарній формі, контейнері
Номер патенту: 43696
Опубліковано: 25.08.2009
Автори: Болюх Віталій Анатолійович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович
МПК: B22D 27/00, C23F 4/02, B22D 29/00
Мітки: контейнері, ливарний, очищення, спосіб, виливків, форми
Формула / Реферат:
1. Спосіб очищення виливків у ливарній формі, контейнері за моделями, що газифікуються, що включає отримання ливарної форми, контейнера з виливками та вогнетривким сипучим наповнювачем, установку контейнера на вібростіл з генераторами примусових вібраційних коливань, який відрізняється тим, що примусові вібраційні коливання отримані накладанням сполучених горизонтальних і вертикальних коливань, при цьому вогнетривкий сипучий наповнювач...
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях
Номер патенту: 98722
Опубліковано: 11.06.2012
Автори: Жегур Олександр Анатолійович, Реп'ях Сергій Іванович
МПК: B22C 9/12, B22C 7/02, B22C 9/04
Мітки: литва, форми, виготовлення, витоплювальних, ливарної, моделях, спосіб
Формула / Реферат:
Спосіб виготовлення ливарної форми для литва по витоплювальних моделях, що включає пошарове нанесення і сушіння 2-3 шарів вогнетривкого покриття на модельному блоці, установку модельного блока в опоку або жакет, спінювання опорного наповнювача і заповнення проміжку між вогнетривким покриттям на модельному блоці та стінками опоки або жакета спіненим опорним наповнювачем, твердіння опорного наповнювача, сушіння форми та витоплювання з неї...
Спосіб відцентрового литва
Номер патенту: 17663
Опубліковано: 20.05.1997
Автори: Соя Володимир Іванович, Матвеева Марина Олегівна, Сабанський Микола Володимирович, Кругленко Володимир Андрійович, Реп'ях Сергій Іванович
МПК: B22D 13/00
Мітки: спосіб, литва, відцентрового
Формула / Реферат:
Способ центробежного литья, включающий подачу во вращаемую форму слоя сыпучего материала и шлака и последующую заливку металла, отличающийся тем, что сыпучий материал подают фракцией 1-2 мм, а затем подачу шлака осуществляют в смеси с сыпучим материалом в мелкодисперсном состоянии в количестве 3-15% от общего количества смеси, с последующим нагревом до температуры 0,9-1,2 температуры плавления стеклообразующей фазы шлака.