Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 72835
Опубліковано: 27.08.2012
Автори: Малащенко Володимир Олександрович, Стрілець Олег Романович, Стрілець Володимир Миколайович

Формула / Реферат
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата і обпилюють, який відрізняється тим, що заготовку для шпонки збирають із кілець з висотою ![]() , виготовлених так, що найбільше кільце має зовнішній діаметр
, виготовлених так, що найбільше кільце має зовнішній діаметр ![]() і внутрішній діаметр
і внутрішній діаметр ![]() , менше кільце має зовнішній діаметр
, менше кільце має зовнішній діаметр ![]() , і внутрішній діаметр
, і внутрішній діаметр ![]() , ще менше кільце має зовнішній діаметр
, ще менше кільце має зовнішній діаметр ![]() і внутрішній діаметр
і внутрішній діаметр ![]() , найменше кільце має внутрішній діаметр
, найменше кільце має внутрішній діаметр ![]() , далі зібрану заготовку вставляють наприклад у лещата та стискають у діаметральному напрямку, причому для формування порожнини використовують вставки для прямолінійної ділянки з розмірами, які відповідають розмірам порожнини для найменшого кільця шпонки
, далі зібрану заготовку вставляють наприклад у лещата та стискають у діаметральному напрямку, причому для формування порожнини використовують вставки для прямолінійної ділянки з розмірами, які відповідають розмірам порожнини для найменшого кільця шпонки ![]() , і
, і ![]() та округлених торців з радіусом
та округлених торців з радіусом ![]() , де
, де ![]() - довжина прямолінійних ділянок шпонки;
- довжина прямолінійних ділянок шпонки; ![]() - зовнішня ширина шпонки;
- зовнішня ширина шпонки; ![]() - ширина порожнини.
- ширина порожнини.
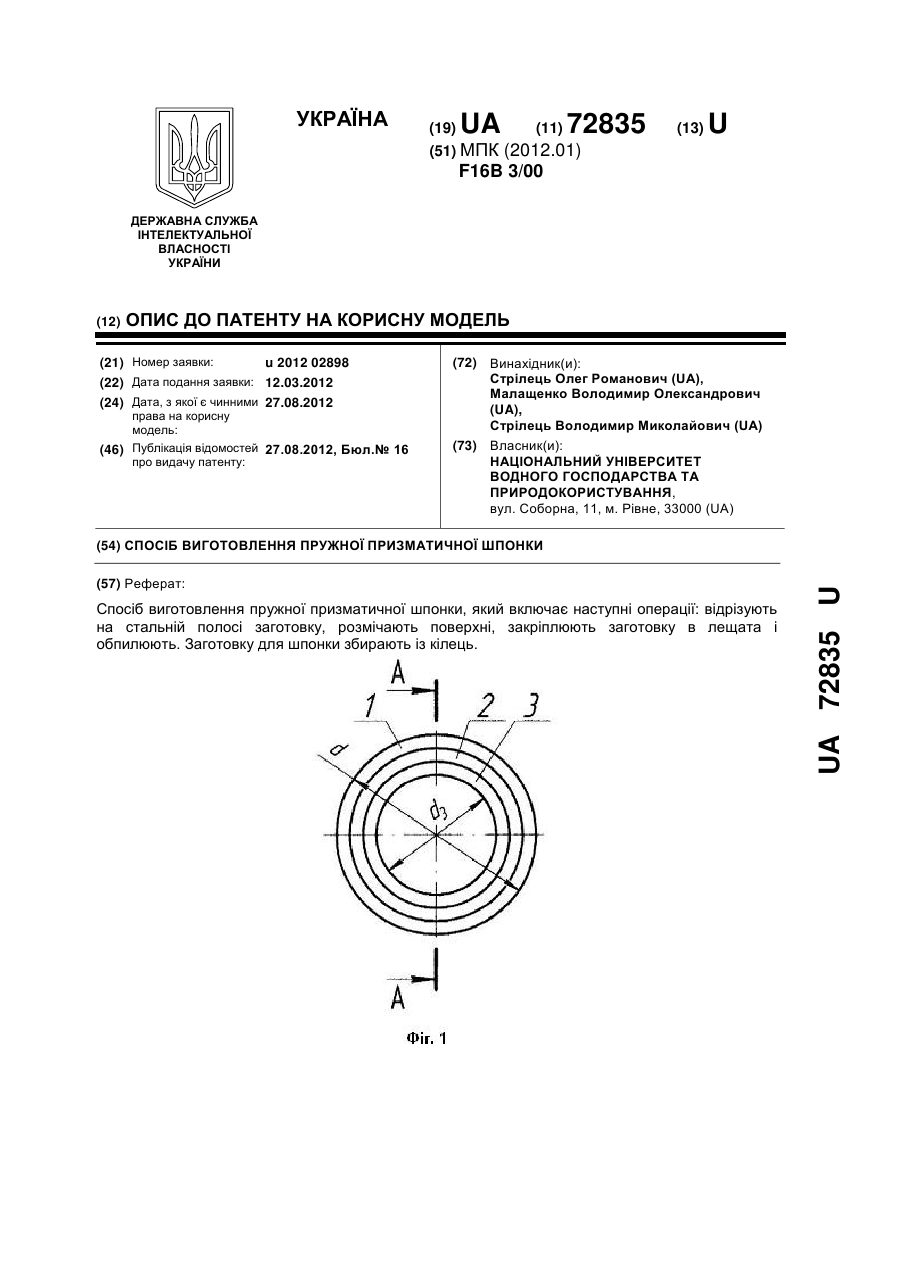
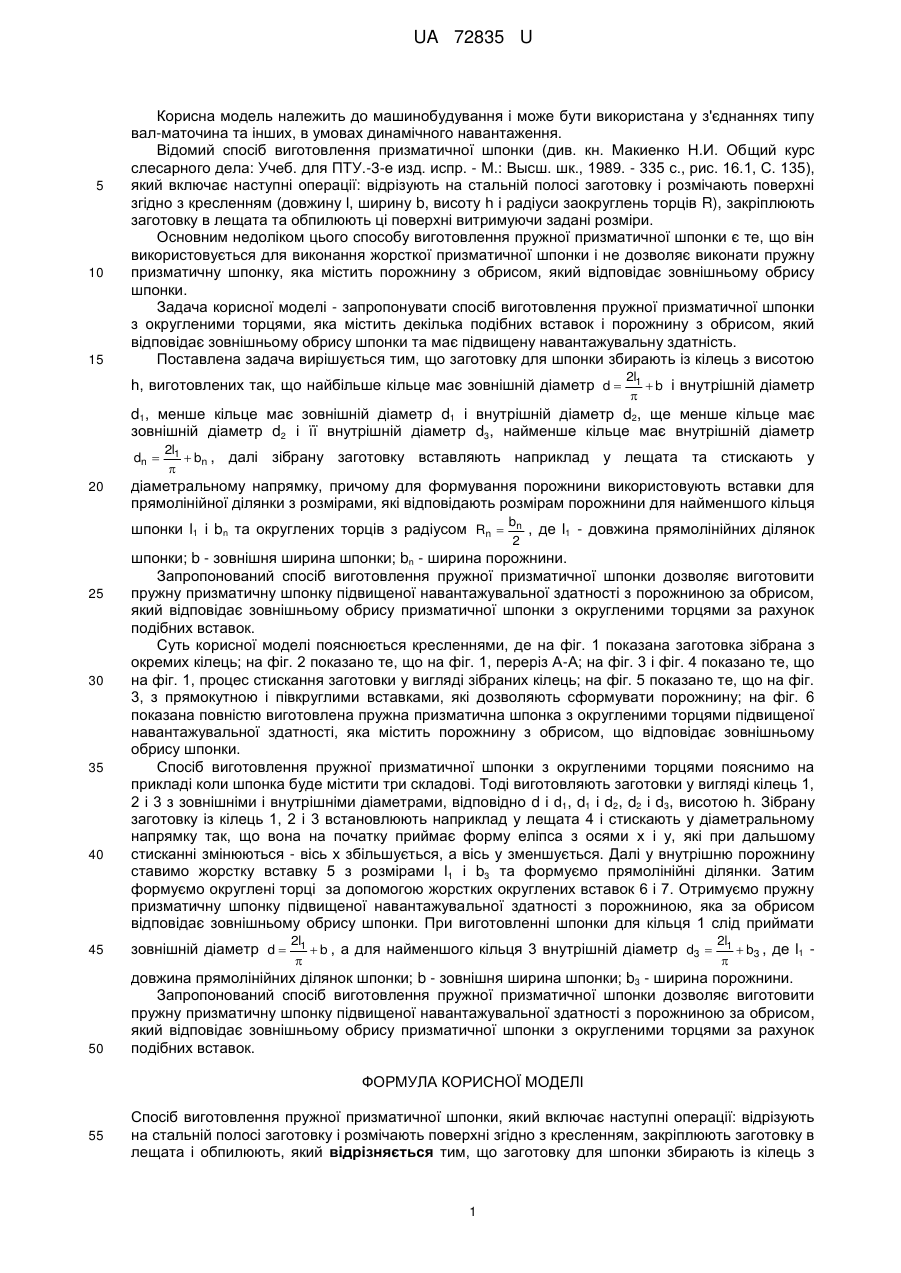
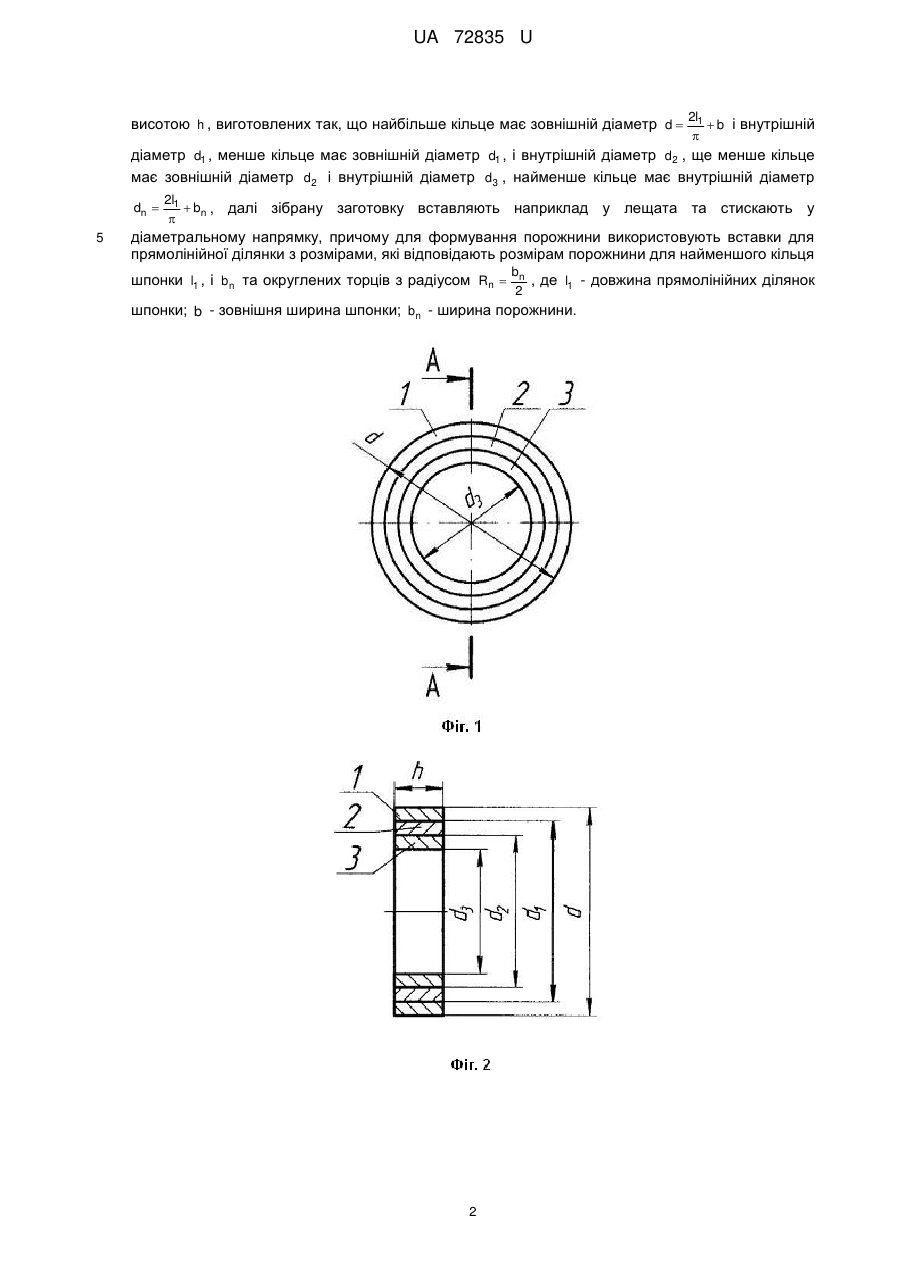
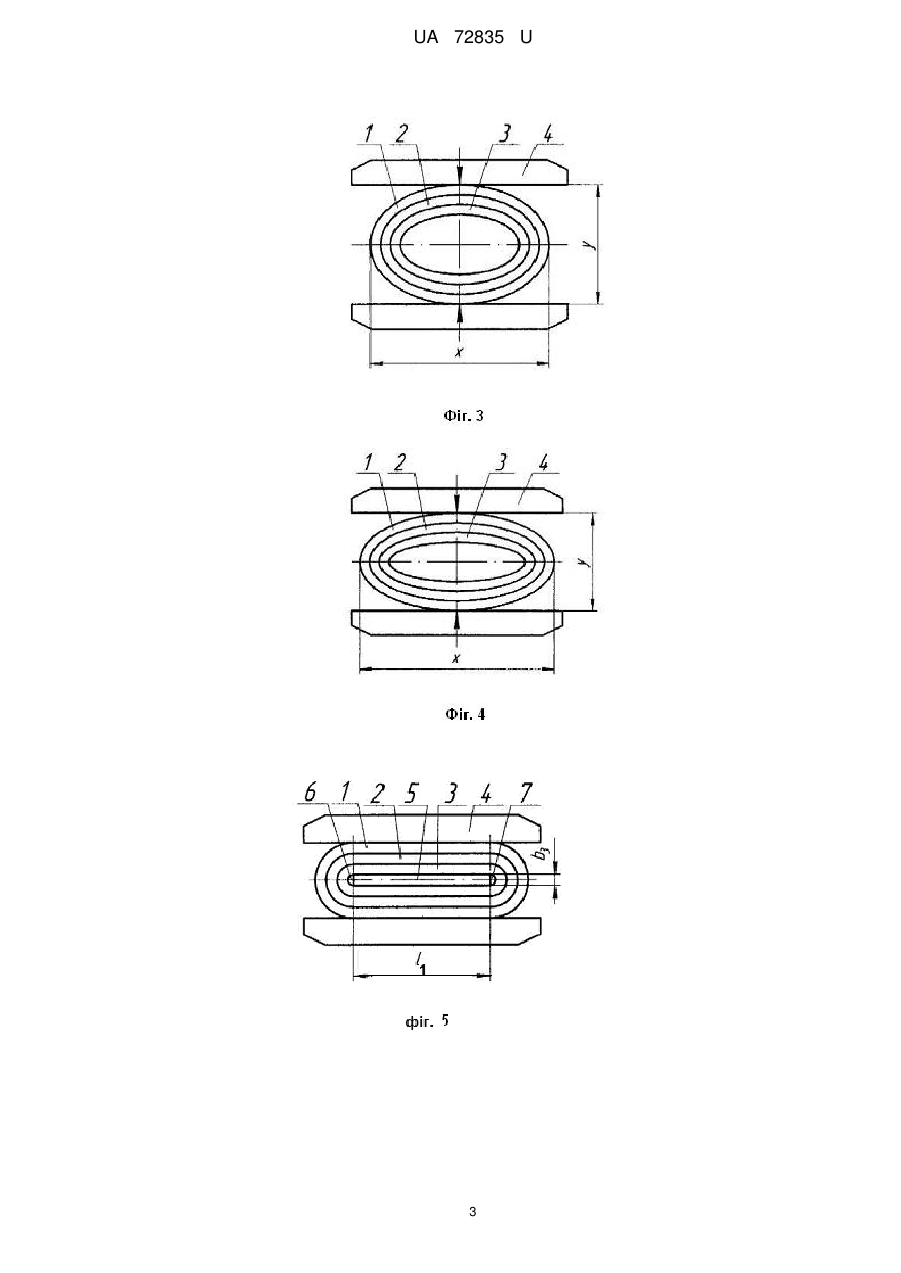
Текст
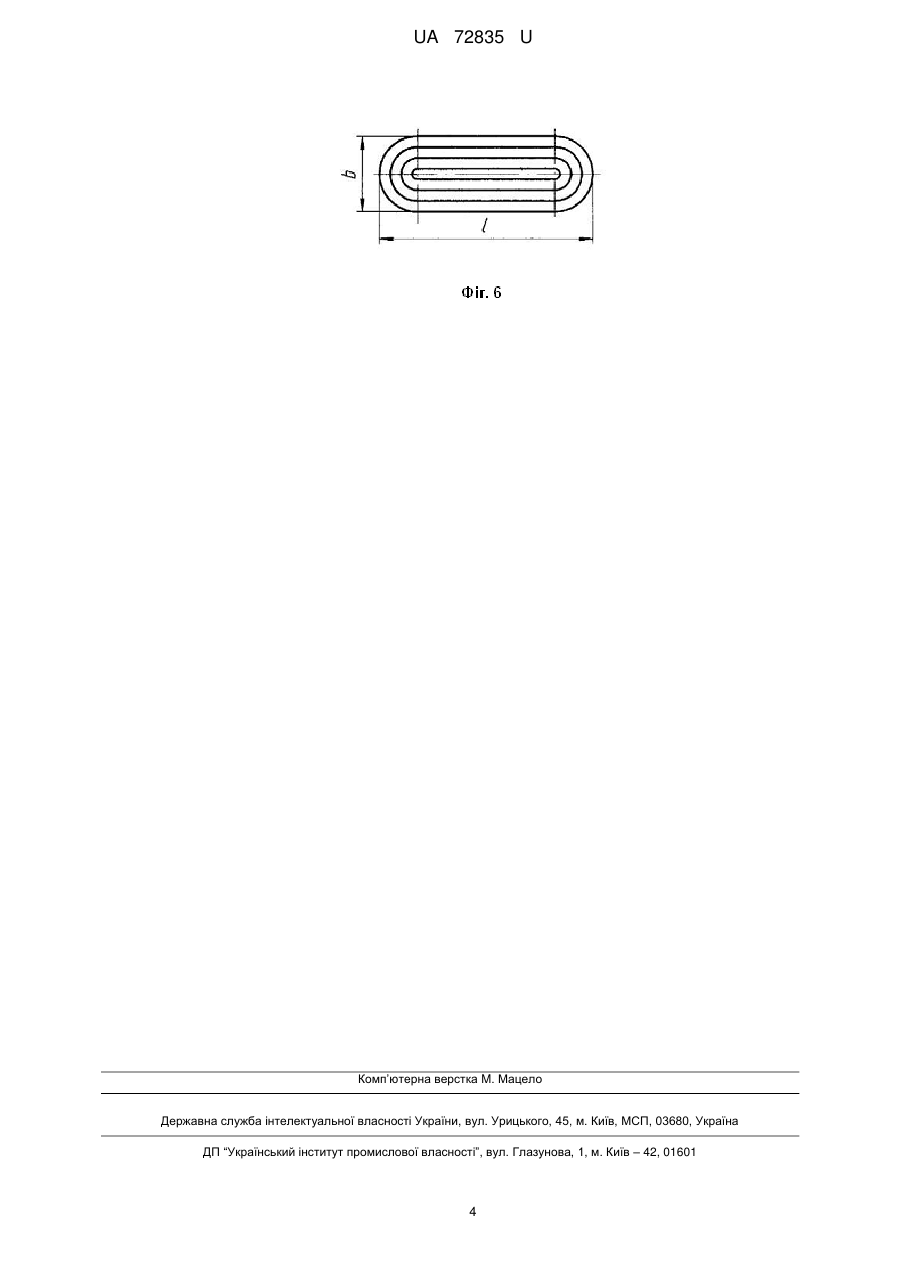
Реферат: Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку, розмічають поверхні, закріплюють заготовку в лещата і обпилюють. Заготовку для шпонки збирають із кілець. UA 72835 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПРУЖНОЇ ПРИЗМАТИЧНОЇ ШПОНКИ UA 72835 U UA 72835 U 5 10 15 Корисна модель належить до машинобудування і може бути використана у з'єднаннях типу вал-маточина та інших, в умовах динамічного навантаження. Відомий спосіб виготовлення призматичної шпонки (див. кн. Макиенко Н.И. Общий курс слесарного дела: Учеб. для ПТУ.-3-е изд. испр. - М.: Высш. шк., 1989. - 335 с., рис. 16.1, С. 135), який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням (довжину l, ширину b, висоту h і радіуси заокруглень торців R), закріплюють заготовку в лещата та обпилюють ці поверхні витримуючи задані розміри. Основним недоліком цього способу виготовлення пружної призматичної шпонки є те, що він використовується для виконання жорсткої призматичної шпонки і не дозволяє виконати пружну призматичну шпонку, яка містить порожнину з обрисом, який відповідає зовнішньому обрису шпонки. Задача корисної моделі - запропонувати спосіб виготовлення пружної призматичної шпонки з округленими торцями, яка містить декілька подібних вставок і порожнину з обрисом, який відповідає зовнішньому обрису шпонки та має підвищену навантажувальну здатність. Поставлена задача вирішується тим, що заготовку для шпонки збирають із кілець з висотою h, виготовлених так, що найбільше кільце має зовнішній діаметр d 2l1 b і внутрішній діаметр d1, менше кільце має зовнішній діаметр d1 і внутрішній діаметр d2, ще менше кільце має зовнішній діаметр d2 і її внутрішній діаметр d3, найменше кільце має внутрішній діаметр dn 20 2l1 bn , далі зібрану заготовку вставляють наприклад у лещата та стискають у діаметральному напрямку, причому для формування порожнини використовують вставки для прямолінійної ділянки з розмірами, які відповідають розмірам порожнини для найменшого кільця шпонки l1 і bn та округлених торців з радіусом Rn 25 30 35 40 bn , де l1 - довжина прямолінійних ділянок 2 шпонки; b - зовнішня ширина шпонки; bn - ширина порожнини. Запропонований спосіб виготовлення пружної призматичної шпонки дозволяє виготовити пружну призматичну шпонку підвищеної навантажувальної здатності з порожниною за обрисом, який відповідає зовнішньому обрису призматичної шпонки з округленими торцями за рахунок подібних вставок. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана заготовка зібрана з окремих кілець; на фіг. 2 показано те, що на фіг. 1, переріз А-А; на фіг. 3 і фіг. 4 показано те, що на фіг. 1, процес стискання заготовки у вигляді зібраних кілець; на фіг. 5 показано те, що на фіг. 3, з прямокутною і півкруглими вставками, які дозволяють сформувати порожнину; на фіг. 6 показана повністю виготовлена пружна призматична шпонка з округленими торцями підвищеної навантажувальної здатності, яка містить порожнину з обрисом, що відповідає зовнішньому обрису шпонки. Спосіб виготовлення пружної призматичної шпонки з округленими торцями пояснимо на прикладі коли шпонка буде містити три складові. Тоді виготовляють заготовки у вигляді кілець 1, 2 і 3 з зовнішніми і внутрішніми діаметрами, відповідно d і d1, d1 і d2, d2 і d3, висотою h. Зібрану заготовку із кілець 1, 2 і 3 встановлюють наприклад у лещата 4 і стискають у діаметральному напрямку так, що вона на початку приймає форму еліпса з осями х і у, які при дальшому стисканні змінюються - вісь х збільшується, а вісь у зменшується. Далі у внутрішню порожнину ставимо жорстку вставку 5 з розмірами l1 і b3 та формуємо прямолінійні ділянки. Затим формуємо округлені торці за допомогою жорстких округлених вставок 6 і 7. Отримуємо пружну призматичну шпонку підвищеної навантажувальної здатності з порожниною, яка за обрисом відповідає зовнішньому обрису шпонки. При виготовленні шпонки для кільця 1 слід приймати 2l1 2l b , а для найменшого кільця 3 внутрішній діаметр d3 1 b3 , де l1 45 зовнішній діаметр d 50 довжина прямолінійних ділянок шпонки; b - зовнішня ширина шпонки; b3 - ширина порожнини. Запропонований спосіб виготовлення пружної призматичної шпонки дозволяє виготовити пружну призматичну шпонку підвищеної навантажувальної здатності з порожниною за обрисом, який відповідає зовнішньому обрису призматичної шпонки з округленими торцями за рахунок подібних вставок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб виготовлення пружної призматичноїшпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата і обпилюють, який відрізняється тим, що заготовку для шпонки збирають із кілець з 1 UA 72835 U висотою h , виготовлених так, що найбільше кільце має зовнішній діаметр d 2l1 b і внутрішній діаметр d1 , менше кільце має зовнішній діаметр d1 , і внутрішній діаметр d2 , ще менше кільце має зовнішній діаметр d2 і внутрішній діаметр d3 , найменше кільце має внутрішній діаметр dn 5 2l1 bn , далі зібрану заготовку вставляють наприклад у лещата та стискають у діаметральному напрямку, причому для формування порожнини використовують вставки для прямолінійної ділянки з розмірами, які відповідають розмірам порожнини для найменшого кільця шпонки l1 , і bn та округлених торців з радіусом Rn bn , де l1 - довжина прямолінійних ділянок 2 шпонки; b - зовнішня ширина шпонки; bn - ширина порожнини. 2 UA 72835 U 3 UA 72835 U Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of elastic prismatic dowel
Автори англійськоюStrilets Oleh Romanovych, Malaschenko Volodymyr Oleksandrovych, Strilets Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления упругой призматической шпонки
Автори російськоюСтрилец Олег Романович, Малащенко Владимир Александрович, Стрилец Владимир Николаевич
МПК / Мітки
МПК: F16B 3/00
Мітки: призматичної, виготовлення, шпонки, спосіб, пружної
Код посилання
<a href="https://ua.patents.su/6-72835-sposib-vigotovlennya-pruzhno-prizmatichno-shponki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружної призматичної шпонки</a>
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 71881
Опубліковано: 25.07.2012
Автори: Малащенко Володимир Олександрович, Стрілець Володимир Миколайович, Стрілець Олег Романович
МПК: F16B 3/00
Мітки: пружної, спосіб, призматичної, шпонки, виготовлення
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що розмічену суцільну заготовку обпилюють до розміченої довжини l, ширини b, висоти h і радіусів R заокруглень торців та отримують жорстку призматичну шпонку, який відрізняється тим, що заготовку у вигляді жорсткої призматичної шпонки закріпляють на фрезерному верстаті, наприклад у лещатах, і на площині з шириною b і радіусами заокруглень торців R фрезерують порожнину за...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 71928
Опубліковано: 25.07.2012
Автори: Стрілець Володимир Миколайович, Стрілець Олег Романович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: призматичної, пружної, виготовлення, спосіб, шпонки
Формула / Реферат:
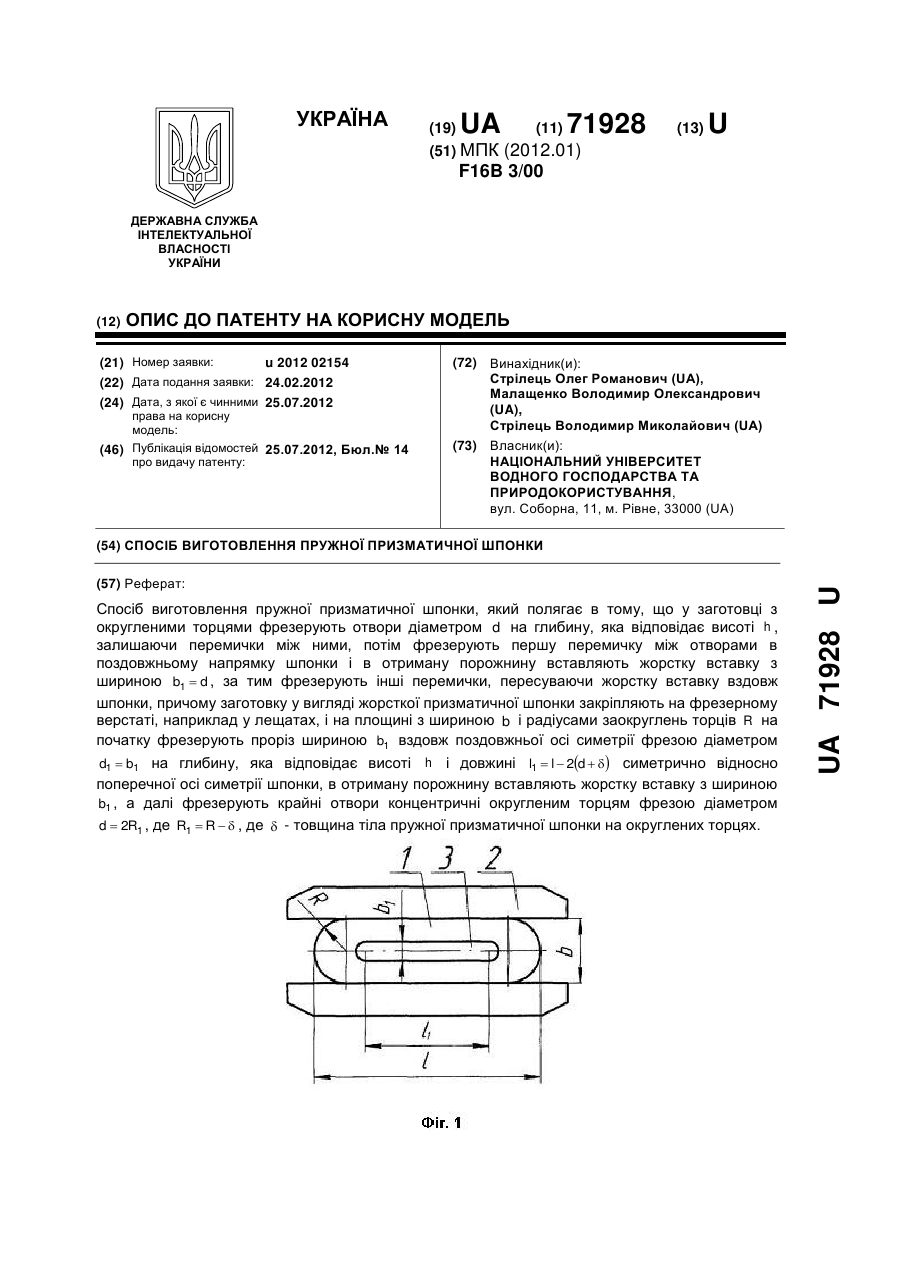
Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що у заготовці з округленими торцями фрезерують отвори діаметром на глибину, яка відповідає висоті , залишаючи перемички між ними, потім фрезерують першу перемичку між отворами в поздовжньому напрямку шпонки і в отриману порожнину...
Спосіб виготовлення пружної спіральної гайки
Номер патенту: 13121
Опубліковано: 15.03.2006
Автори: Смірнова Яна Олександрівна, Алімов Валерій Іванович, Шевельов Олександр Іванович
МПК: C21D 8/00
Мітки: гайки, спірально, пружної, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення пружної спіральної гайки, при якому проводять пластичну деформацію з формозміною перерізу і без нього, попередню і проміжну термообробки з механічною обробкою після них, остаточну термообробку, який відрізняється тим, що охолоджування після пластичної деформації без формозміни перерізу проводять до температур мінімальної стійкості переохолодженого аустеніту з короткочасною витримкою, а дорозпад аустеніту при проміжній...
Спосіб навивання дроту для виготовлення призматичної пружини стиснення
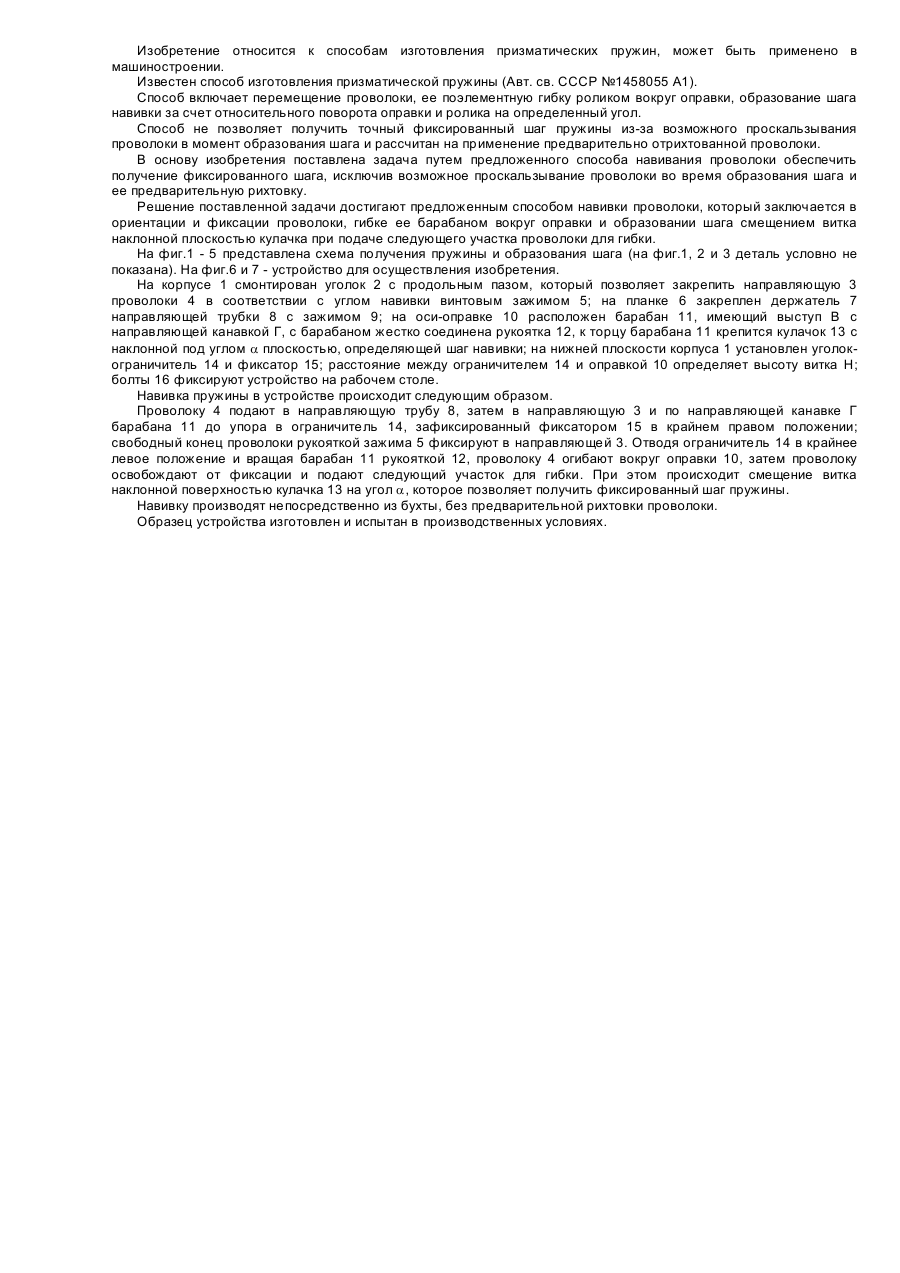
Номер патенту: 25794
Опубліковано: 30.10.1998
Автори: Ботін Володимир Мелентійович, Мельниченко Микола Іванович, Заблоцький Валентин Іванович, Починок Дмитро Миколайович, Панасюк Василь Іванович, Ковальов Микола Порфірійович
МПК: B21F 3/00
Мітки: навивання, пружини, стиснення, спосіб, виготовлення, призматичної, дроту
Формула / Реферат:
Способ навивания проволоки для изготовления призматической пружины сжатия, включающий ориентацию и фиксацию проволоки, гибку проволоки с образованием шага, отличающийся тем, что гибку осуществляют огибанием проволоки барабаном вокруг оправки, а шаг образуют смещением витка наклонной плоскостью кулачка при подаче следующего участка проволоки для гибки.
Спосіб роботи призматичної топки котла в маневреному режимі
Номер патенту: 39598
Опубліковано: 10.03.2009
Автори: Мисак Ігор Васильович, Близнюк Василь Федорович, Мисак Йосиф Степанович, Гут Пилип Омелянович, Заяць Марія Федорівна
МПК: F23K 3/00
Мітки: призматичної, спосіб, режимі, котла, маневреному, топки, роботи
Формула / Реферат:
Спосіб роботи призматичної топки котла в маневреному режимі шляхом подачі в топку твердого палива, який відрізняється тим, що в центральну частину призматичної топки в напрямку від фронтових до задніх екранів подають і спалюють лише вугільний пил з коефіцієнтом надлишку повітря , а в пристінних бічних частинах топки - суміш вугільного пилу і газу або мазуту з коефіцієнтом...
Попередній патент: Система для зйомки інтерактивних невеликих відеосцен
Наступний патент: Пристрій для очищення нафтовміщуючих стічних вод з відходів хвойних дерев
Випадковий патент: Сушарка вібраційна конвективна