Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів
Номер патенту: 74317
Опубліковано: 25.10.2012
Автори: Алтухов Олександр Валерійович, Періг Олександр Вікторович, Тарасов Олександр Федорович

Формула / Реферат
Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів, що включає інтенсивне пластичне деформування методом багаторазового осаджування зі зміною на кожному етапі напрямів деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану, при якому забезпечують на кожному етапі деформування зменшення більшого (поздовжнього) розміру заготівки у напрямі першої осі координат, яка збігається із напрямом прикладання зусилля деформування; збільшення розміру заготівки у напрямі другої осі координат - із вільного боку заготівки і збереження розміру заготівки у напрямі третьої осі координат - із заневоленого боку заготівки; по закінченні етапу деформування розмір заготівки у напрямі першої осі координат не перевищує розміру заготівки у напрямі третьої осі координат, потім заготівку вивантажують, для зміни осі деформування розташовують у вихідному положенні, повертають відносно осі навантаження на 90°, встановлюють в штамп, а обробку здійснюють у декілька циклів для досягнення ступеня накопиченої деформації не менше 3, причому деформування розпочинають у інтервалі кувальних температур матеріалу заготівки із подальшим її зниженням після кожного або декількох етапів деформування до температури нижче порогу рекристалізації, який відрізняється тим, що після кожного осаджування заготівку вивантажують зі штампу, розташовують у вихідному положенні шляхом повороту навколо третьої осі координат, уздовж якої розмір заготівки при деформуванні не змінюється, на 90° за годинниковою стрілкою на першому та третьому етапах, а на другому етапі - проти годинникової стрілки, потім повертають відносно осі навантаження на 90° за годинниковою стрілкою.
Текст
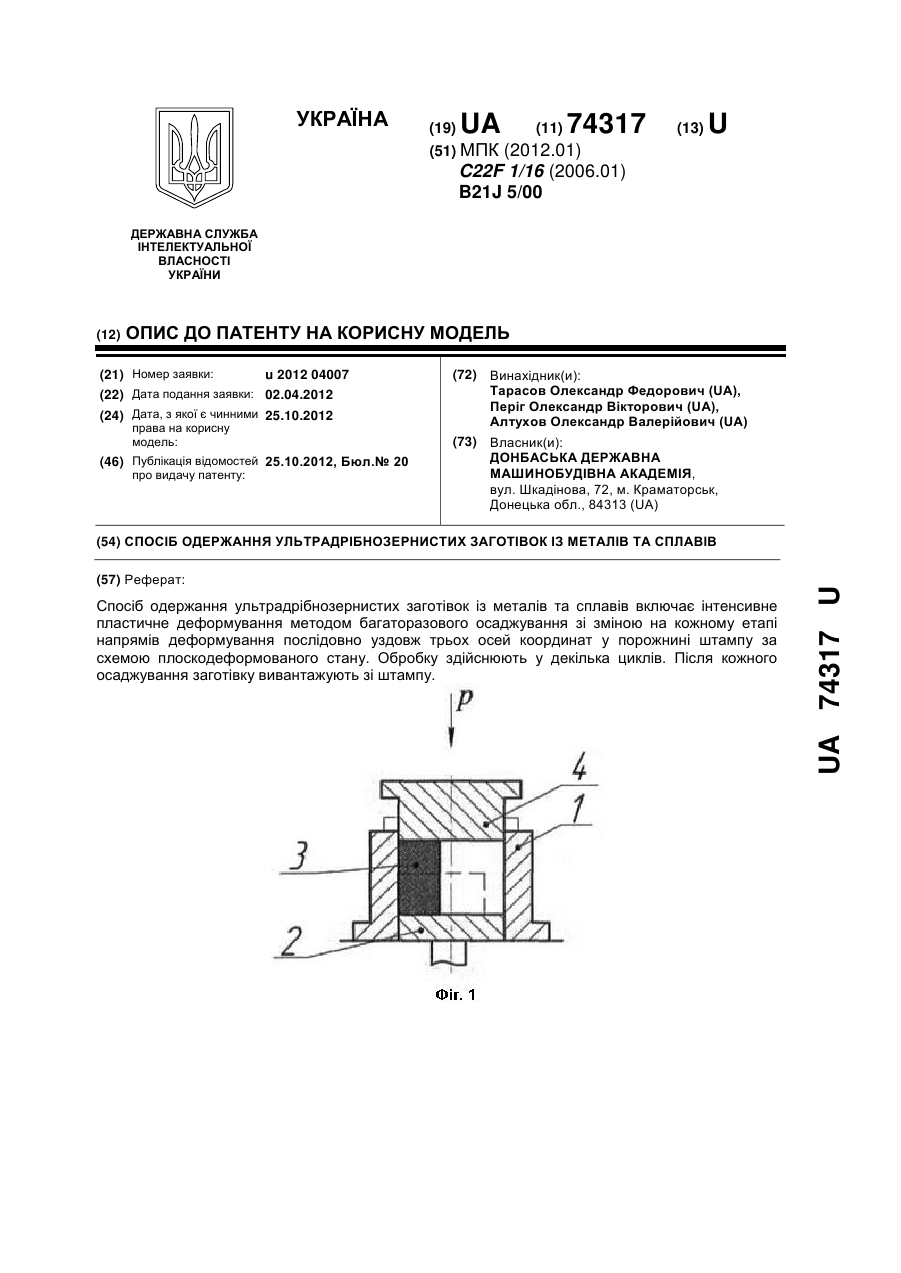
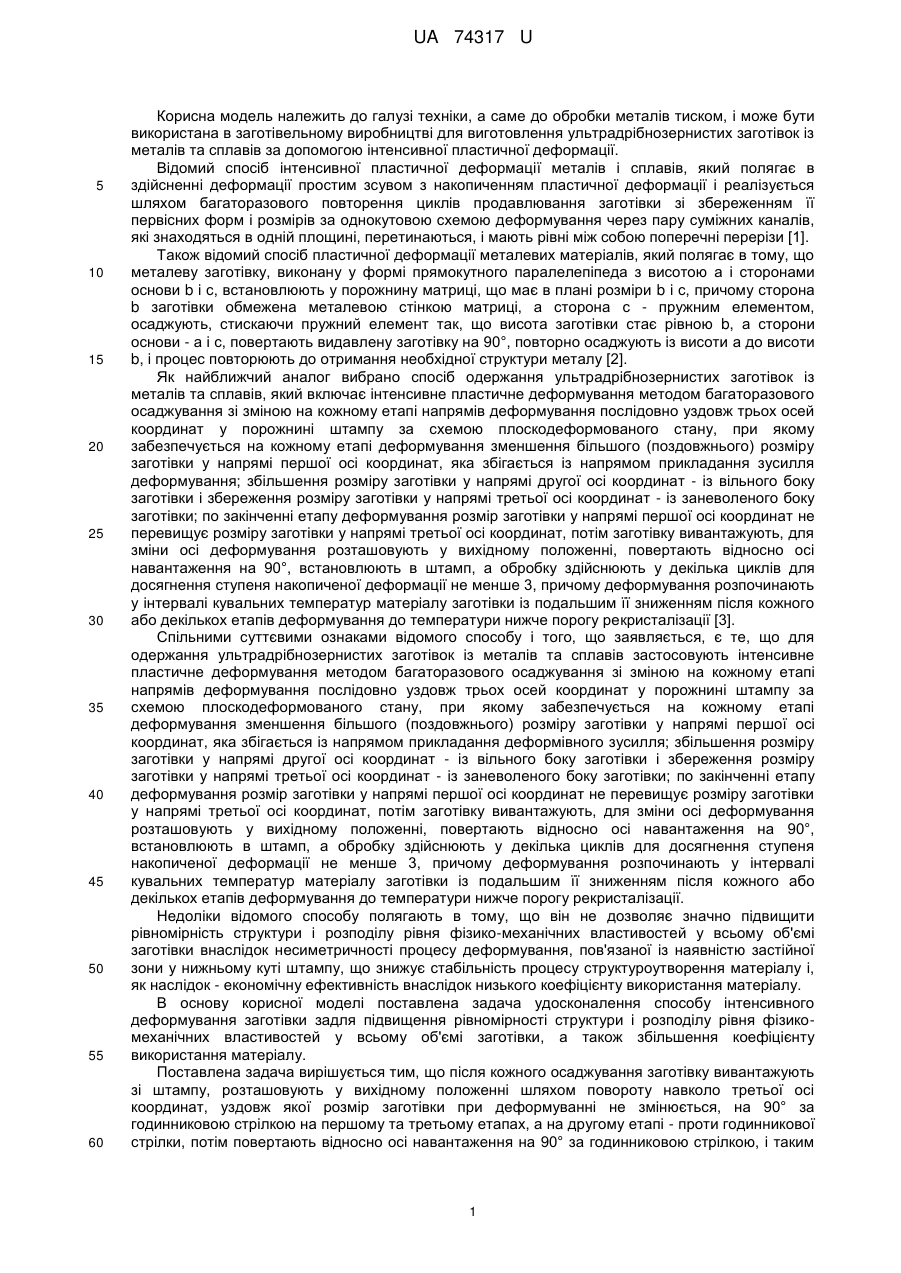
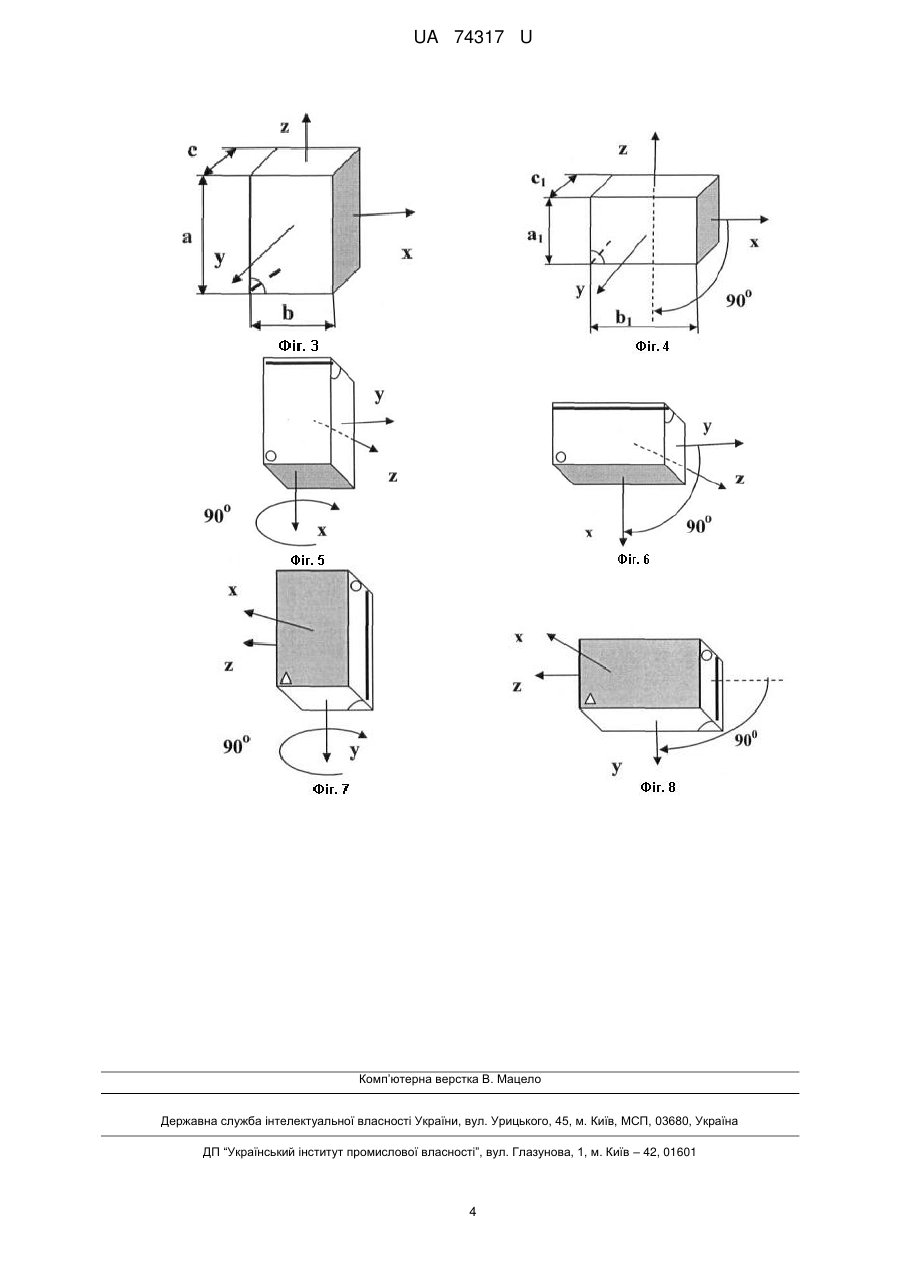
Реферат: Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів включає інтенсивне пластичне деформування методом багаторазового осаджування зі зміною на кожному етапі напрямів деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану. Обробку здійснюють у декілька циклів. Після кожного осаджування заготівку вивантажують зі штампу. UA 74317 U (54) СПОСІБ ОДЕРЖАННЯ УЛЬТРАДРІБНОЗЕРНИСТИХ ЗАГОТІВОК ІЗ МЕТАЛІВ ТА СПЛАВІВ UA 74317 U UA 74317 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана в заготівельному виробництві для виготовлення ультрадрібнозернистих заготівок із металів та сплавів за допомогою інтенсивної пластичної деформації. Відомий спосіб інтенсивної пластичної деформації металів і сплавів, який полягає в здійсненні деформації простим зсувом з накопиченням пластичної деформації і реалізується шляхом багаторазового повторення циклів продавлювання заготівки зі збереженням її первісних форм і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються, і мають рівні між собою поперечні перерізи [1]. Також відомий спосіб пластичної деформації металевих матеріалів, який полягає в тому, що металеву заготівку, виконану у формі прямокутного паралелепіпеда з висотою а і сторонами основи b і с, встановлюють у порожнину матриці, що має в плані розміри b і с, причому сторона b заготівки обмежена металевою стінкою матриці, а сторона с - пружним елементом, осаджують, стискаючи пружний елемент так, що висота заготівки стає рівною b, а сторони основи - а і с, повертають видавлену заготівку на 90°, повторно осаджують із висоти а до висоти b, і процес повторюють до отримання необхідної структури металу [2]. Як найближчий аналог вибрано спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів, який включає інтенсивне пластичне деформування методом багаторазового осаджування зі зміною на кожному етапі напрямів деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану, при якому забезпечується на кожному етапі деформування зменшення більшого (поздовжнього) розміру заготівки у напрямі першої осі координат, яка збігається із напрямом прикладання зусилля деформування; збільшення розміру заготівки у напрямі другої осі координат - із вільного боку заготівки і збереження розміру заготівки у напрямі третьої осі координат - із заневоленого боку заготівки; по закінченні етапу деформування розмір заготівки у напрямі першої осі координат не перевищує розміру заготівки у напрямі третьої осі координат, потім заготівку вивантажують, для зміни осі деформування розташовують у вихідному положенні, повертають відносно осі навантаження на 90°, встановлюють в штамп, а обробку здійснюють у декілька циклів для досягнення ступеня накопиченої деформації не менше 3, причому деформування розпочинають у інтервалі кувальних температур матеріалу заготівки із подальшим її зниженням після кожного або декількох етапів деформування до температури нижче порогу рекристалізації [3]. Спільними суттєвими ознаками відомого способу і того, що заявляється, є те, що для одержання ультрадрібнозернистих заготівок із металів та сплавів застосовують інтенсивне пластичне деформування методом багаторазового осаджування зі зміною на кожному етапі напрямів деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану, при якому забезпечується на кожному етапі деформування зменшення більшого (поздовжнього) розміру заготівки у напрямі першої осі координат, яка збігається із напрямом прикладання деформівного зусилля; збільшення розміру заготівки у напрямі другої осі координат - із вільного боку заготівки і збереження розміру заготівки у напрямі третьої осі координат - із заневоленого боку заготівки; по закінченні етапу деформування розмір заготівки у напрямі першої осі координат не перевищує розміру заготівки у напрямі третьої осі координат, потім заготівку вивантажують, для зміни осі деформування розташовують у вихідному положенні, повертають відносно осі навантаження на 90°, встановлюють в штамп, а обробку здійснюють у декілька циклів для досягнення ступеня накопиченої деформації не менше 3, причому деформування розпочинають у інтервалі кувальних температур матеріалу заготівки із подальшим її зниженням після кожного або декількох етапів деформування до температури нижче порогу рекристалізації. Недоліки відомого способу полягають в тому, що він не дозволяє значно підвищити рівномірність структури і розподілу рівня фізико-механічних властивостей у всьому об'ємі заготівки внаслідок несиметричності процесу деформування, пов'язаної із наявністю застійної зони у нижньому куті штампу, що знижує стабільність процесу структуроутворення матеріалу і, як наслідок - економічну ефективність внаслідок низького коефіцієнту використання матеріалу. В основу корисної моделі поставлена задача удосконалення способу інтенсивного деформування заготівки задля підвищення рівномірності структури і розподілу рівня фізикомеханічних властивостей у всьому об'ємі заготівки, а також збільшення коефіцієнту використання матеріалу. Поставлена задача вирішується тим, що після кожного осаджування заготівку вивантажують зі штампу, розташовують у вихідному положенні шляхом повороту навколо третьої осі координат, уздовж якої розмір заготівки при деформуванні не змінюється, на 90° за годинниковою стрілкою на першому та третьому етапах, а на другому етапі - проти годинникової стрілки, потім повертають відносно осі навантаження на 90° за годинниковою стрілкою, і таким 1 UA 74317 U 5 10 15 20 25 30 35 40 45 50 55 60 чином міняють місцями нижню та верхню площини заготівки задля усунення впливу застійної зони у нижньому куті штампу. Корисна модель забезпечує усунення впливу застійної зони у нижньому куті штампу, підвищує рівномірність структури, стабільність процесу структуроутворення матеріалу і розподілу рівня фізико-механічних властивостей у всьому об'ємі заготівки, сприяє симетричності процесу деформування і, як результат - підвищує економічну ефективність процесу шляхом збільшення коефіцієнту використання матеріалу. Суть запропонованої корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - схема розміщення заготівки у штампі до деформації; фіг. 2 - схема розміщення заготівки у штампі до деформації, вид зверху; фіг. 3 - вихідне положення заготівки, вісь деформування z; фіг. 4 - положення заготівки після першого деформування (по осі z) та напрямок повороту відносно осі у на 90°; фіг. 5 - вихідне положення заготівки після повороту відносно осі у та осі х на 90; фіг. 6 - положення заготівки після другого деформування (по осі х) та напрямок повороту відносно осі z на 90°; фіг. 7 - вихідне положення заготівки після повороту відносно осі z та осі у на 90°; фіг. 8 - положення заготівки після третього деформування (по осі у) та напрямок повороту відносно осі х на 90° (для наступного циклу деформування). Спосіб здійснюється наступним чином. У порожнину контейнера 1 (фіг. 1) встановлюють нижній пуансон 2 так, що стіл преса та внутрішні поверхні контейнера обмежують його рух, при цьому внутрішні поверхні контейнера та поверхня пуансона 2 створюють паз у який встановлюють заготівку 3, при цьому глибина паза перевищує висоту а заготівки (фіг. 1), ширина паза дорівнює - с, а довжина перевищує або дорівнює - а. Заготівка встановлюється довгою стороною а по вертикалі (фіг. 1) у паз та однією з торцевих поверхонь на поверхню нижнього пуансона так, що три бокові поверхні прилягають до внутрішньої поверхні контейнера, обмежуючі рух заготівки (фіг. 2). Контейнер разом з поверхнею нижнього пуансона створює кут, у якому знаходиться грань заготівки, яка відмічена товстою пунктирною лінією на фіг. 3 та фіг. 4 і навколо якої створюється застійна зона. Осі координат розташовані таким чином: перша вісь X - вздовж паза, друга вісь Y - паралельно ширині паза, та третя вісь Z - паралельно висоті паза та співпадає з напрямком деформування (верхнім пуансоном). На іншу торцеву поверхню заготівки 3 встановлюють верхній пуансон 4, до якого прикладається зусилля деформування Р. Під час деформування відбувається зменшення більшого (поздовжнього) розміру заготівки у напрямі третьої осі координат Z, яка збігається із напрямом прикладання зусилля деформування, та збільшення розміру заготівки у напрямі першої осі координат X - із вільного боку заготівки і збереження розміру заготівки у напрямі другої осі координат Y - із заневоленого боку заготівки, що створює плоскодеформований стан та призводить до інтенсифікації пластичних деформацій. По закінченні етапу деформування розмір заготівки а1 у напрямку третьої осі координат Z не перевищує розміру заготівки - с у напрямі другої осі координат Y. Потім заготівку вивантажують, для зміни осі деформування розташовують у вихідному положенні, для чого повертають відносно другої осі Y на кут 90° градусів у напрямку годинникової стрілки (фіг. 4), а потім повертають відносно першої осі X на кут 90° градусів у напрямку годинникової стрілки (фіг. 5) і таким чином змінюють місцями нижню та верхню поверхні заготівки задля усунення впливу застійної зони у нижньому куті штампа. Після цього заготівку встановлюють у паз, так що перша вісь X співпадає з напрямком деформування, вісь Y розташована паралельно довжині паза, та вісь Z - паралельно ширині паза, та повторюють деформування як у попередньому випадку, при цьому відмічене лінією ребро та застійна зона навколо нього будуть розташовані, як показано на фіг. 5. Після другого етапу заготівку вивантажують для зміни осі деформування, розташовують у вихідному положенні, для чого повертають на кут 90° градусів проти годинникової стрілки відносно третьої осі Z (фіг. 6) та відносно другої осі Y на кут 90° градусів у напрямку годинникової стрілки (фіг. 7), таким чином, що застійна зона, яка була у куту опиниться на поверхні заготівки. Після цього заготівку встановлюють у паз так, що друга вісь Y співпадає з напрямком деформування, вісь Z розташована паралельно довжині паза, та вісь X паралельно ширині паза та повторюють деформування як у першому випадку (фіг. 8). Таку послідовність операцій повторюють декілька разів до отримання необхідного ступеню деформації, що дозволяє створити інтенсивні пластичні деформації у всіх зонах й отримати рівномірну структуру в усьому об'ємі заготівки. Після закінчення обробки було одержано ступінь накопиченої деформації - 3, при цьому експерименти показали рівномірність розподілу дрібнозернистої структури в усьому об'ємі заготівки. Кількість переходів при деформуванні становить - 8. 2 UA 74317 U 5 10 15 Таким чином, завдяки зменшенню впливу застійної зони вдалося покращити рівномірність структури і розподіл рівня фізико-механічних властивостей у всьому об'ємі заготівки, що дозволило підвищити коефіцієнт використання матеріалу на 20 % у порівнянні з найближчим аналогом. Джерела інформації: 1. Segal V.M. Materials processing by simple shear / V. M. Segal // Materials Science and Engineering A.-1995. - Vol. 197. - Pg. 157-164. 2. Спосіб пластичного структуроутворення металів при інтенсивній пластичній деформації [Текст]: патент № UA 40382 U: МПК (2009) B21J5/00, B21J13/02, / Рябічева Л.О., Циркін А.Т., Білошицький М.В., Смоляк В.В., Рябовол Т.О.; власник патенту Східноукраїнський національний університет імені В. Даля. - № u200811533; заявл. 25.09.08; опубл. 10.04.09, Бюл. № 7, 09 р.-2 с. 3. Способ получения ультрамелкозернистых заготовок из металлов и сплавов [Текст]: патент № RU 2393936 С1: МПК (2006) B21J5/06, C22F1/18 / Шундалов В.А., Иванов В.Ю., Латыш В.В., Михайлов И.Н., Павлинич С.П., Шарафутдинов А.В.; власники патенту Шундалов В.А., Иванов В.Ю., Латыш В.В., Михайлов И.Н., Павлинич С.П., Шарафутдинов А.В… - № u2009110937/02; заявл. 25.03.2009; опубл. 10.07.2010. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів, що включає інтенсивне пластичне деформування методом багаторазового осаджування зі зміною на кожному етапі напрямів деформування послідовно уздовж трьох осей координат у порожнині штампу за схемою плоскодеформованого стану, при якому забезпечують на кожному етапі деформування зменшення більшого (поздовжнього) розміру заготівки у напрямі першої осі координат, яка збігається із напрямом прикладання зусилля деформування; збільшення розміру заготівки у напрямі другої осі координат - із вільного боку заготівки і збереження розміру заготівки у напрямі третьої осі координат - із заневоленого боку заготівки; по закінченні етапу деформування розмір заготівки у напрямі першої осі координат не перевищує розміру заготівки у напрямі третьої осі координат, потім заготівку вивантажують, для зміни осі деформування розташовують у вихідному положенні, повертають відносно осі навантаження на 90°, встановлюють в штамп, а обробку здійснюють у декілька циклів для досягнення ступеня накопиченої деформації не менше 3, причому деформування розпочинають у інтервалі кувальних температур матеріалу заготівки із подальшим її зниженням після кожного або декількох етапів деформування до температури нижче порогу рекристалізації, який відрізняється тим, що після кожного осаджування заготівку вивантажують зі штампу, розташовують у вихідному положенні шляхом повороту навколо третьої осі координат, уздовж якої розмір заготівки при деформуванні не змінюється, на 90° за годинниковою стрілкою на першому та третьому етапах, а на другому етапі - проти годинникової стрілки, потім повертають відносно осі навантаження на 90° за годинниковою стрілкою. 3 UA 74317 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of ultrafine blanks from metals and alloys
Автори англійськоюTarasov Oleksandr Fedorovych, Perih Oleksandr Viktorovych, Altukhov Oleksandr Valeriiovych
Назва патенту російськоюСпособ получения ультрамелкозернистых заготовок из металлов и сплавов
Автори російськоюТарасов Александр Федорович, Периг Александр Викторович, Алтухов Александр Валерьевич
МПК / Мітки
Мітки: одержання, сплавів, ультрадрібнозернистих, металів, спосіб, заготівок
Код посилання
<a href="https://ua.patents.su/6-74317-sposib-oderzhannya-ultradribnozernistikh-zagotivok-iz-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів</a>
Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Номер патенту: 54457
Опубліковано: 10.11.2010
Автори: Бредихін Віктор Миколайович, Горбатенко Володимир Петрович, Маняк Микола Олександрович, Кушнерова Катерина Юріївна
МПК: B22D 11/00
Мітки: заготівок, кольорових, лиття, металів, спосіб, безперервного, їхніх, сплавів, порожнистих
Формула / Реферат:
Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що включає періодичне витягування заготівки з кристалізатора, охолодження заготівки в зоні вторинного охолодження, різання її на мірні відрізки, який відрізняється тим, що порожнисту заготівку витягають із кристалізатора під кутом до горизонту у ванну з водою і здійснюють різання...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Пономаренко Ольга Иванівна, Шатагін Олег Олександрович, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: сплавів, металів, горизонтального, кольорових, машина, безперервного, лиття, заготівок
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Номер патенту: 54456
Опубліковано: 10.11.2010
Автори: Бредихін Віктор Миколайович, Кушнерова Катерина Юріївна, Горбатенко Володимир Петрович, Маняк Микола Олександрович
МПК: B22D 11/00
Мітки: лиття, металів, безперервного, порожнистих, сплавів, пристрій, їхніх, кольорових, заготівок
Формула / Реферат:
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол різання на мірні відрізки, який відрізняється тим, що він додатково містить ванну з водою, встановлену за механізмом витягування заготівок, причому вузол різання на мірні відрізки розташований у ванні під рівнем води, а...
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Номер патенту: 16997
Опубліковано: 15.09.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: горизонтального, металів, сплавів, кольорових, дорн, лиття, безперервного, заготівок, порожнистих
Формула / Реферат:
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому...
Спосіб обробки металів або сплавів
Номер патенту: 86146
Опубліковано: 25.03.2009
Автор: Максимов Олександр Борисович
МПК: C23C 8/00, C21D 8/00, C23C 8/06
Мітки: спосіб, металів, обробки, сплавів
Формула / Реферат:
Спосіб обробки металів або сплавів, що включає дифузійне насичення їх газом, який відрізняється тим, що беруть заготовку змінної площі поперечного перерізу, створюють градієнт пружних напруг шляхом деформації цієї заготовки, за яким визначають величину сили, яка діє на атоми газу, причому збільшення сили проводять для необхідного підвищення ступеня проникнення атомів газу в глибину заготовки.
Попередній патент: Спосіб виготовлення вісесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням
Наступний патент: Обладнання для швидкої евакуації пошкодженої бронетанкової техніки
Випадковий патент: Спосіб готування пахлави "шедевр"