Спосіб виготовлення вісесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням
Номер патенту: 74316
Опубліковано: 25.10.2012
Автори: Гаріфуліна Альфія Рафкатівна, Алієв Іграмотдін Сєражутдінович, Матвійчук Віктор Андрієвич, Пиц Євген Ярославич, Алієва Лейла Іграмотдіновна

Формула / Реферат
Спосіб виготовлення осесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням, що включає переміщення інструмента вздовж осі заготівки, який відрізняється тим, що деформування здійснюють холодним торцевим обкочуванням валком з внутрішньою робочою фасонною поверхнею, який розміщено під кутом a=7°…20° до осі обертання заготівки і зміщено по відношенню до осі заготівки на величину d≈0,2R у напрямку, протилежному плямі контакту.
Текст
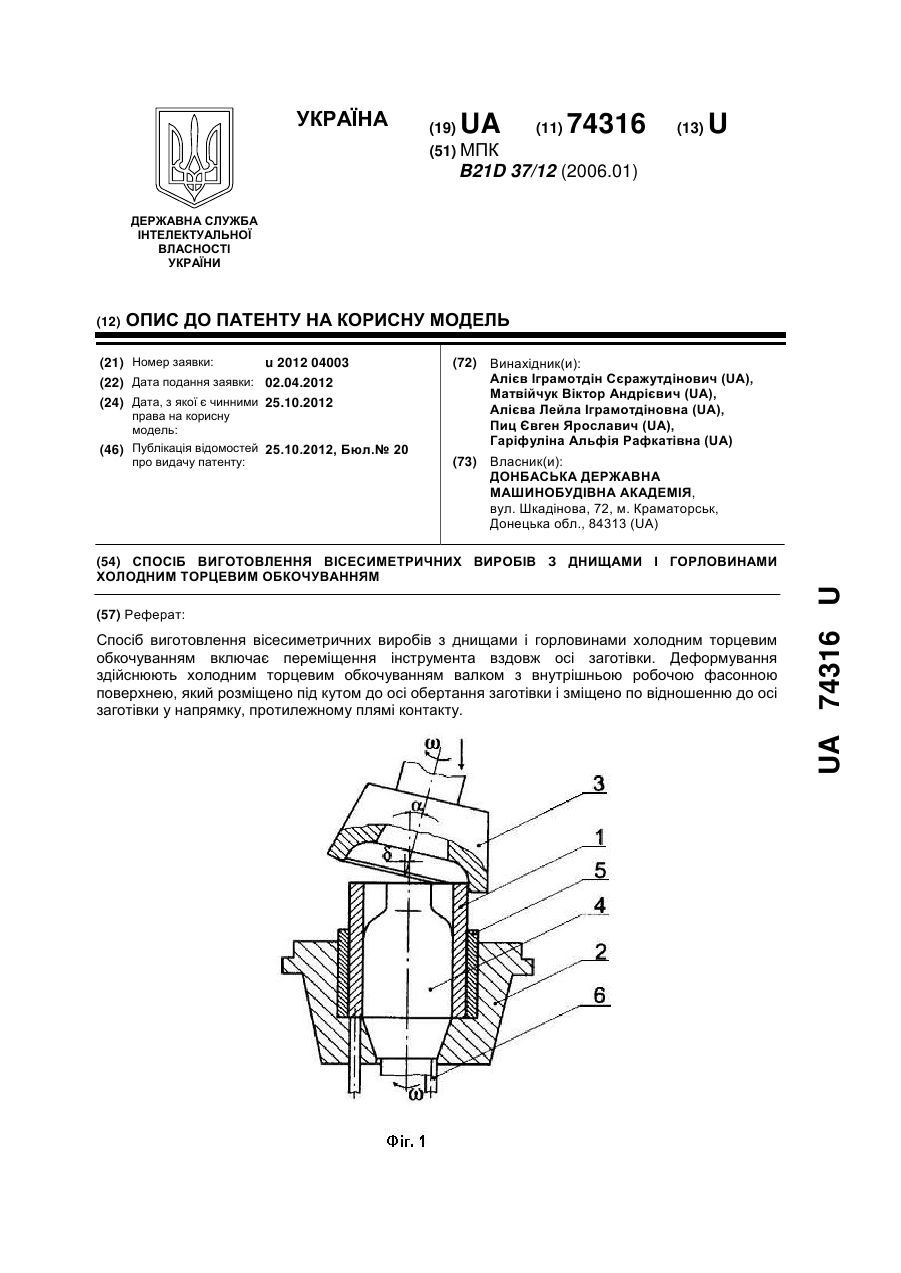
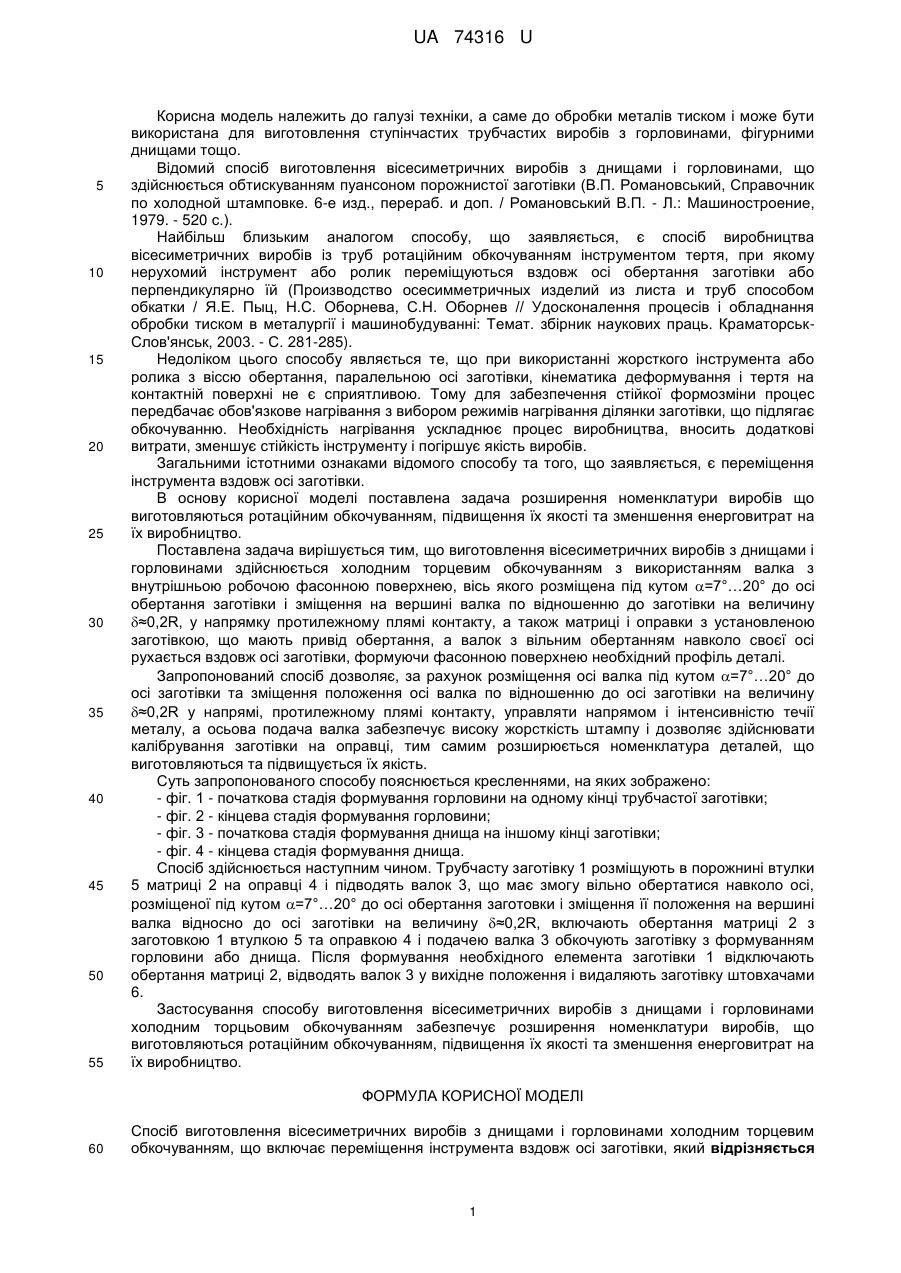
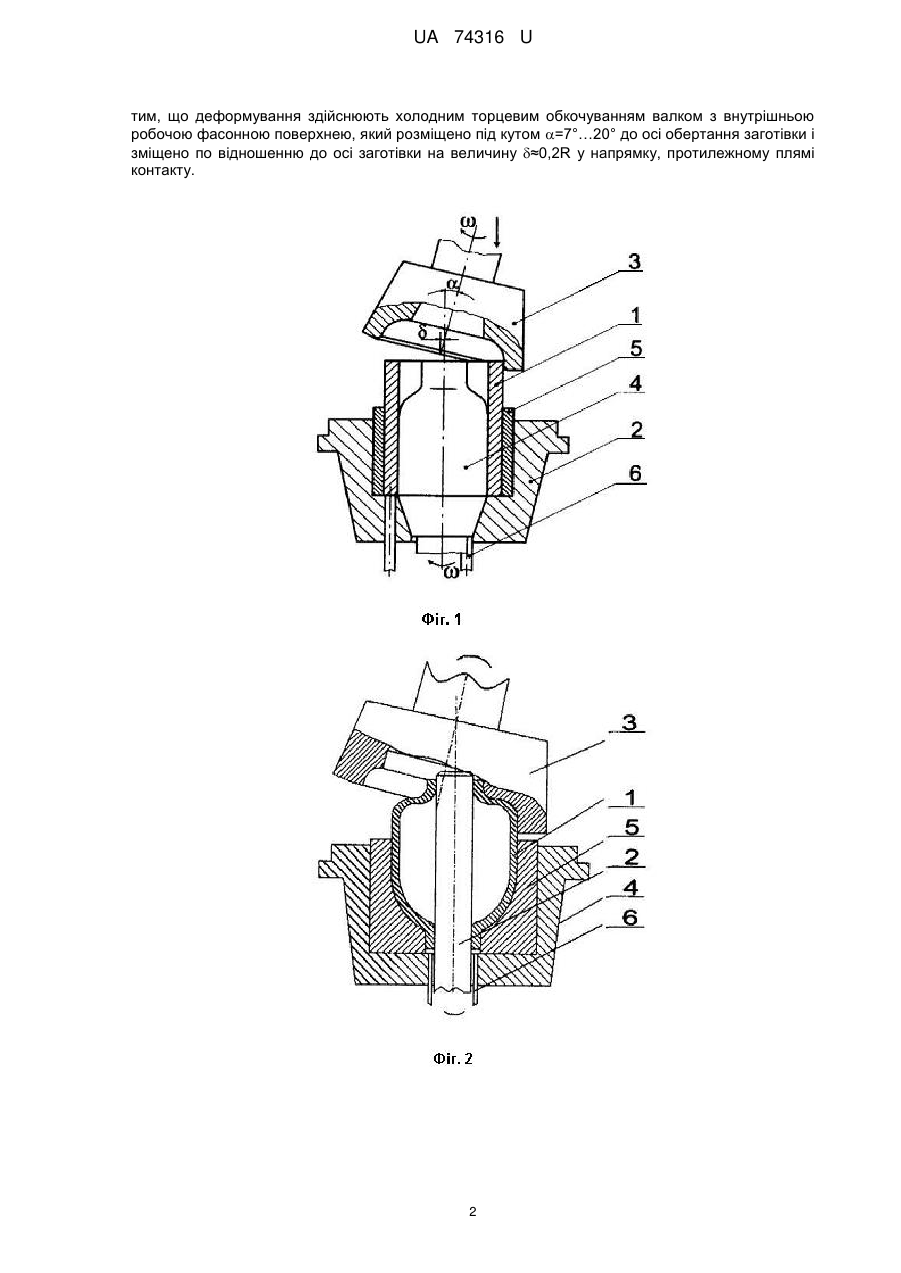
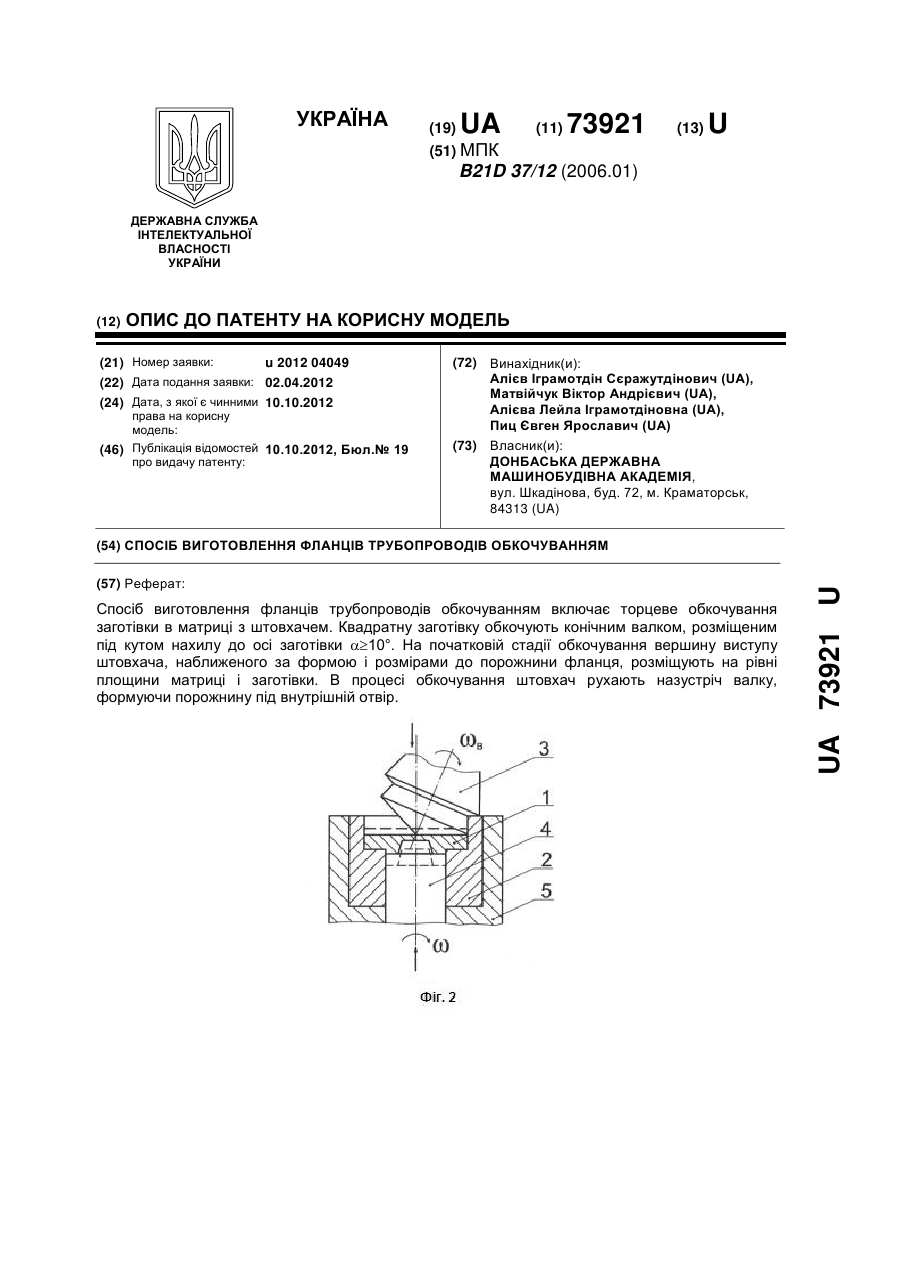
Реферат: Спосіб виготовлення вісесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням включає переміщення інструмента вздовж осі заготівки. Деформування здійснюють холодним торцевим обкочуванням валком з внутрішньою робочою фасонною поверхнею, який розміщено під кутом до осі обертання заготівки і зміщено по відношенню до осі заготівки у напрямку, протилежному плямі контакту. UA 74316 U (54) СПОСІБ ВИГОТОВЛЕННЯ ВІСЕСИМЕТРИЧНИХ ВИРОБІВ З ДНИЩАМИ І ГОРЛОВИНАМИ ХОЛОДНИМ ТОРЦЕВИМ ОБКОЧУВАННЯМ UA 74316 U UA 74316 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана для виготовлення ступінчастих трубчастих виробів з горловинами, фігурними днищами тощо. Відомий спосіб виготовлення вісесиметричних виробів з днищами і горловинами, що здійснюється обтискуванням пуансоном порожнистої заготівки (В.П. Романовський, Справочник по холодной штамповке. 6-е изд., перераб. и доп. / Романовський В.П. - Л.: Машиностроение, 1979. - 520 с.). Найбільш близьким аналогом способу, що заявляється, є спосіб виробництва вісесиметричних виробів із труб ротаційним обкочуванням інструментом тертя, при якому нерухомий інструмент або ролик переміщуються вздовж осі обертання заготівки або перпендикулярно їй (Производство осесимметричных изделий из листа и труб способом обкатки / Я.Е. Пыц, Н.С. Оборнева, С.Н. Оборнев // Удосконалення процесів і обладнання обробки тиском в металургії і машинобудуванні: Темат. збірник наукових праць. КраматорськСлов'янськ, 2003. - С. 281-285). Недоліком цього способу являється те, що при використанні жорсткого інструмента або ролика з віссю обертання, паралельною осі заготівки, кінематика деформування і тертя на контактній поверхні не є сприятливою. Тому для забезпечення стійкої формозміни процес передбачає обов'язкове нагрівання з вибором режимів нагрівання ділянки заготівки, що підлягає обкочуванню. Необхідність нагрівання ускладнює процес виробництва, вносить додаткові витрати, зменшує стійкість інструменту і погіршує якість виробів. Загальними істотними ознаками відомого способу та того, що заявляється, є переміщення інструмента вздовж осі заготівки. В основу корисної моделі поставлена задача розширення номенклатури виробів що виготовляються ротаційним обкочуванням, підвищення їх якості та зменшення енерговитрат на їх виробництво. Поставлена задача вирішується тим, що виготовлення вісесиметричних виробів з днищами і горловинами здійснюється холодним торцевим обкочуванням з використанням валка з внутрішньою робочою фасонною поверхнею, вісь якого розміщена під кутом =7°…20° до осі обертання заготівки і зміщення на вершині валка по відношенню до заготівки на величину ≈0,2R, у напрямку протилежному плямі контакту, а також матриці і оправки з установленою заготівкою, що мають привід обертання, а валок з вільним обертанням навколо своєї осі рухається вздовж осі заготівки, формуючи фасонною поверхнею необхідний профіль деталі. Запропонований спосіб дозволяє, за рахунок розміщення осі валка під кутом =7°…20° до осі заготівки та зміщення положення осі валка по відношенню до осі заготівки на величину ≈0,2R у напрямі, протилежному плямі контакту, управляти напрямом і інтенсивністю течії металу, а осьова подача валка забезпечує високу жорсткість штампу і дозволяє здійснювати калібрування заготівки на оправці, тим самим розширюється номенклатура деталей, що виготовляються та підвищується їх якість. Суть запропонованого способу пояснюється кресленнями, на яких зображено: - фіг. 1 - початкова стадія формування горловини на одному кінці трубчастої заготівки; - фіг. 2 - кінцева стадія формування горловини; - фіг. 3 - початкова стадія формування днища на іншому кінці заготівки; - фіг. 4 - кінцева стадія формування днища. Спосіб здійснюється наступним чином. Трубчасту заготівку 1 розміщують в порожнині втулки 5 матриці 2 на оправці 4 і підводять валок 3, що має змогу вільно обертатися навколо осі, розміщеної під кутом =7°…20° до осі обертання заготовки і зміщення її положення на вершині валка відносно до осі заготівки на величину ≈0,2R, включають обертання матриці 2 з заготовкою 1 втулкою 5 та оправкою 4 і подачею валка 3 обкочують заготівку з формуванням горловини або днища. Після формування необхідного елемента заготівки 1 відключають обертання матриці 2, відводять валок 3 у вихідне положення і видаляють заготівку штовхачами 6. Застосування способу виготовлення вісесиметричних виробів з днищами і горловинами холодним торцьовим обкочуванням забезпечує розширення номенклатури виробів, що виготовляються ротаційним обкочуванням, підвищення їх якості та зменшення енерговитрат на їх виробництво. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб виготовлення вісесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням, що включає переміщення інструмента вздовж осі заготівки, який відрізняється 1 UA 74316 U тим, що деформування здійснюють холодним торцевим обкочуванням валком з внутрішньою робочою фасонною поверхнею, який розміщено під кутом =7°…20° до осі обертання заготівки і зміщено по відношенню до осі заготівки на величину ≈0,2R у напрямку, протилежному плямі контакту. 2 UA 74316 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing axially symmetric articles with bottoms and necks by cold end rolling
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Matviichuk Viktor Andriievych, Aliieva Leila Ihramotdinovna, Pyts Yevhen Yaroslavych, Harifulina Alfia Rafkativna
Назва патенту російськоюСпособ изготовления осесимметричных изделий с днищами и горловинами холодной торцевой обкаткой
Автори російськоюАлиев Играмотдин Серажутдинович, Матвийчук Виктор Андреевич, Алиева Лейла Играмотдиновна, Пыц Евгений Ярославич, Гарифулина Альфия Рафкатовна
МПК / Мітки
МПК: B21D 37/12
Мітки: виготовлення, обкочуванням, виробів, торцевим, вісесиметричних, днищами, спосіб, горловинами, холодним
Код посилання
<a href="https://ua.patents.su/5-74316-sposib-vigotovlennya-visesimetrichnikh-virobiv-z-dnishhami-i-gorlovinami-kholodnim-torcevim-obkochuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вісесиметричних виробів з днищами і горловинами холодним торцевим обкочуванням</a>
Спосіб виготовлення фланців трубопроводів обкочуванням
Номер патенту: 73921
Опубліковано: 10.10.2012
Автори: Алієва Лейла Іграмотдіновна, Матвійчук Віктор Андрієвич, Алієв Іграмотдін Сєражутдінович, Пиц Євген Ярославич
МПК: B21D 37/12
Мітки: фланців, спосіб, виготовлення, обкочуванням, трубопроводів
Формула / Реферат:
Спосіб виготовлення фланців трубопроводів обкочуванням, що включає торцеве обкочування заготівки в матриці з штовхачем, який відрізняється тим, що квадратну заготівку обкочують конічним валком, розміщеним під кутом нахилу до осі заготівки a³10°, причому на початковій стадії обкочування вершину виступу штовхача, наближеного за формою і розмірами до порожнини фланця, розміщують на рівні площини матриці і заготівки, а в процесі...
Пристрій для виготовлення виробів обкочуванням
Номер патенту: 14190
Опубліковано: 15.05.2006
Автори: Пиц Ярослав Євгенович, Оборнєва Наталія Сергіївна, Оборнєв Сергій Миколайович
МПК: B21D 37/00
Мітки: виробів, виготовлення, пристрій, обкочуванням
Формула / Реферат:
Пристрій для виготовлення виробів обкочуванням, що містить корпус і розміщений у ньому кільцевий інструмент, який відрізняється тим, що кільцевий інструмент жорстко закріплений на корпусі, встановленому з можливістю обертання в підшипниковому вузлі і виконаному з порожниною, усередині якої встановлений додатковий кільцевий інструмент з можливістю ексцентричного зсуву щодо технологічної осі на величину, рівну добуткові відстані між точками...
Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів
Номер патенту: 52977
Опубліковано: 27.09.2010
Автори: Потапов Олександр Михайлович, Нешпор Олексій Вячеславович, Вішняков Леон Романович, Вишневський Леонід Генріхович, Москалець Віктор Костянтинович, Лемешко Валерій Лаврентійович
Мітки: вісесиметричних, пристрій, виробів, текстильних, багатошарових, порожнистих, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, що містить станину з напрямними, швейну головку, закріплену на телескопічній стійці з рухомою кареткою, порожню конічну оправку із щілиною по твірній для розміщення заготівки, що прошивається, і торцевими кільцями для кріплення й переміщення шарів текстильної заготівки, що прошивається, з приводом механізму обертання заготівки навколо оправки і...
Пристрій для розкатування вісесиметричних виробів
Номер патенту: 22576
Опубліковано: 25.04.2007
Автори: Лісовий Сергій Костянтинович, Радик Дмитро Леонидович, Гупка Василь Васильович, Васильків Василь Васильович
МПК: B21D 37/00
Мітки: розкатування, вісесиметричних, виробів, пристрій
Формула / Реферат:
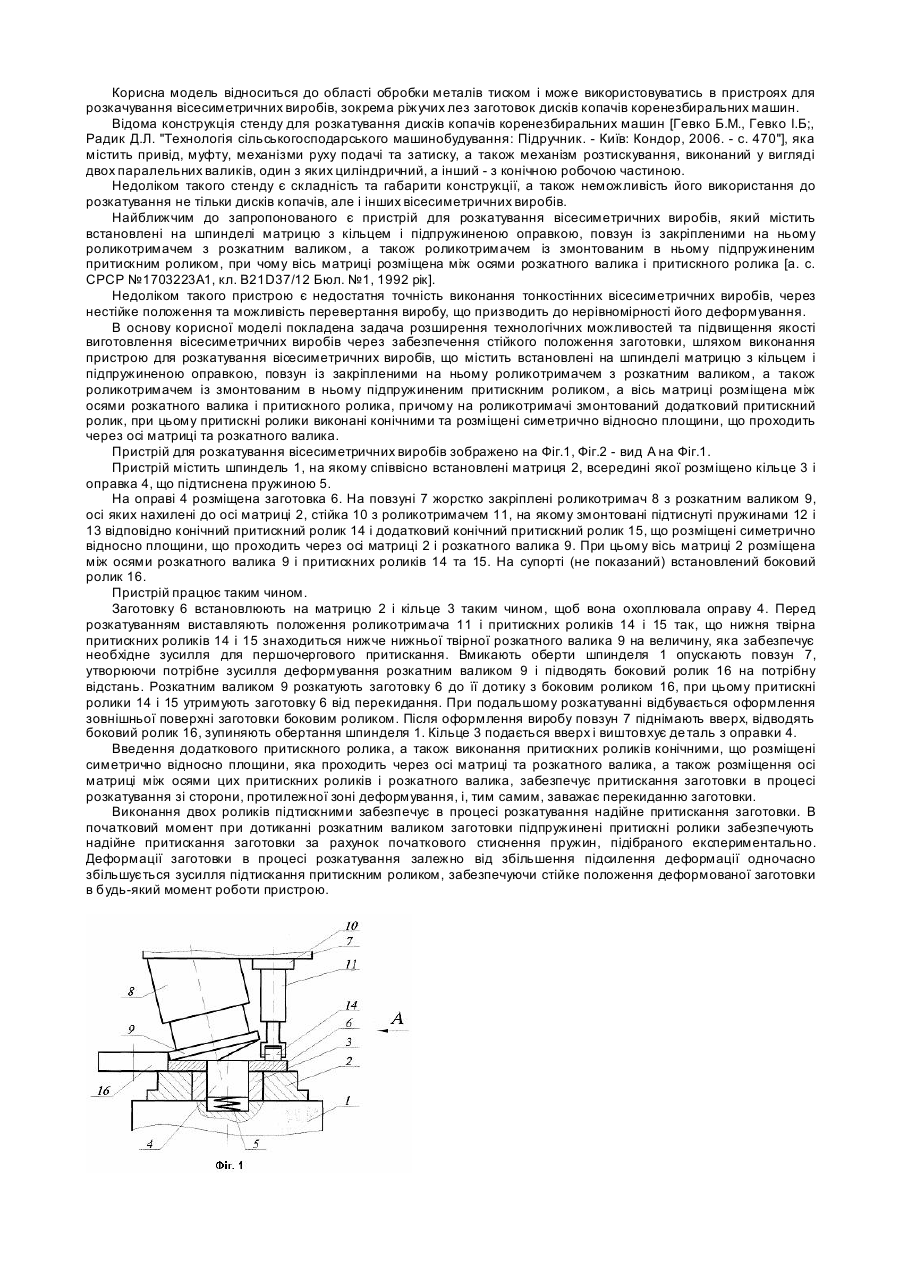
Пристрій для розкатування вісесиметричних виробів, що містить встановлені на шпинделі матрицю з кільцем і підпружиненою оправкою, повзун із закріпленими на ньому тримачем з розкатним валиком, а також роликотримачем із змонтованим в ньому підпружиненим притискним роликом, причому вісь матриці розміщена між осями розкатного валика і притискного ролика, який відрізняється тим, що на роликотримачі змонтований додатковий притискний ролик, при...
Інструмент для деформування вісесиметричних виробів
Номер патенту: 24911
Опубліковано: 25.07.2007
Автори: Маковецький Олександр Вікторович, Маковецький Володимир Володимирович, Маковецький Андрій Володимирович
МПК: B21D 51/00
Мітки: інструмент, виробів, вісесиметричних, деформування
Формула / Реферат:
Інструмент для деформування вісесиметричних виробів, що складається з ролика, встановленого на оправці, який відрізняється тим, що ролик виконаний у вигляді деформувального елемента, що складається з порожнистого кільця, встановленого на несучому диску.
Попередній патент: Пружна муфта
Наступний патент: Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів
Випадковий патент: Зубчастий редуктор