Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу

Формула / Реферат
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з одного боку для регулювання люфту, яка відрізняється тим, що подушки (6; 7) робочих валків щонайменше однієї сторони (9а) станини, встановлені з можливістю переміщення за допомогою розташованих в рамі (9) станини циліндро-поршневих вузлів (11) і за допомогою відповідно з’єднаних з торцями (11а) поршнів опорних елементів (14), і з можливістю притиснення при виключеному вертикальному приводі установки валків до іншої сторони (9b) станини та їх напрямної (8) і з можливістю відведення при включеному вертикальному приводі установки валків.
2. Кліть за п. 1, яка відрізняється тим, що опорний елемент (14) складається з металевого диска (14а) із закладеними по окружності (14b) напрямними стрічками (15) з пластику, при цьому диск (14а) встановлений з можливістю переміщення в рамі (9) станини.
3. Кліть за п. 2, яка відрізняється тим, що диск (14а) закріплений на поршневому штоці (16) циліндро-поршневого вузла (11).
4. Кліть за будь-яким з пп. 1-3, яка відрізняється тим, що поршень (18) циліндро-поршневого вузла (11) виконаний з можливістю навантаження з обох сторін.
5. Кліть за будь-яким з пп. 1-4, яка відрізняється тим, що циліндро-поршневий вузол (11) виконаний з можливістю постачання напірним середовищем через канали (19; 20) в рамі (9) станини.
6. Кліть за п. 5, яка відрізняється тим, що канали (19; 20) для напірного середовища закінчуються в канавках (22; 23), що огинають циліндр (21) циліндро-поршневого вузла (11).
7. Кліть за будь-яким з пп.2-6, яка відрізняється тим, що диск (14а) виготовлений з ливарної олов'яно-цинкової бронзи, при цьому закладені по окружності (14b) напрямні стрічки (15) виконані з тефлону.
8. Кліть за будь-яким з пп. 1-7, яка відрізняється тим, що тиск напірного середовища в циліндро-поршневому вузлі (11) можна регулювати до різних значень для регулювання або усунення люфту для подушок (6; 7) в напрямній (8) відповідної сторони (9а; 9b) станини, при цьому для вертикального переміщення подушок (6; 7) регулювання перемикають на сигнали пристрою AGC-регулювання.
9. Кліть за будь-яким з пп. 2-8, яка відрізняється тим, що в поєднанні з вигинальним циліндром (25), який встановлений перпендикулярно осі (24) валка, що впливає на шийку (4а;5а) валка, декілька окремих циліндро-поршневих вузлів (27), розташованих на відстані (26) від вигинального циліндра (25), виконані з можливістю впливу на головку (11b) поршня, оснащену диском (14а).
10. Кліть за п. 9, яка відрізняється тим, що симетрично осі (25а) вигинального циліндра (25) по кутах (28) багатокутника розташовані циліндро-поршневі вузли (27) для диска (14а).
11. Кліть за будь-яким з пп. 2-10, яка відрізняється тим, що диск (14а) своєю середньою подовжньою віссю (29) розташований ексцентрично осі (30) робочого валка.
12. Кліть за будь-яким з пп. 2-11, яка відрізняється тим, що на теоретично передбаченій площі круга диска (14а) розташовані два або більше дисків з відповідно меншою площею круга.
13. Кліть за п. 1, яка відрізняється тим, що опорний елемент (14) містить башмак ковзання, який формований аналогічно полозу саней при відповідній ширині полоза і встановлений з забезпеченням контакту з напрямною (8) подушок (6; 7).
Текст
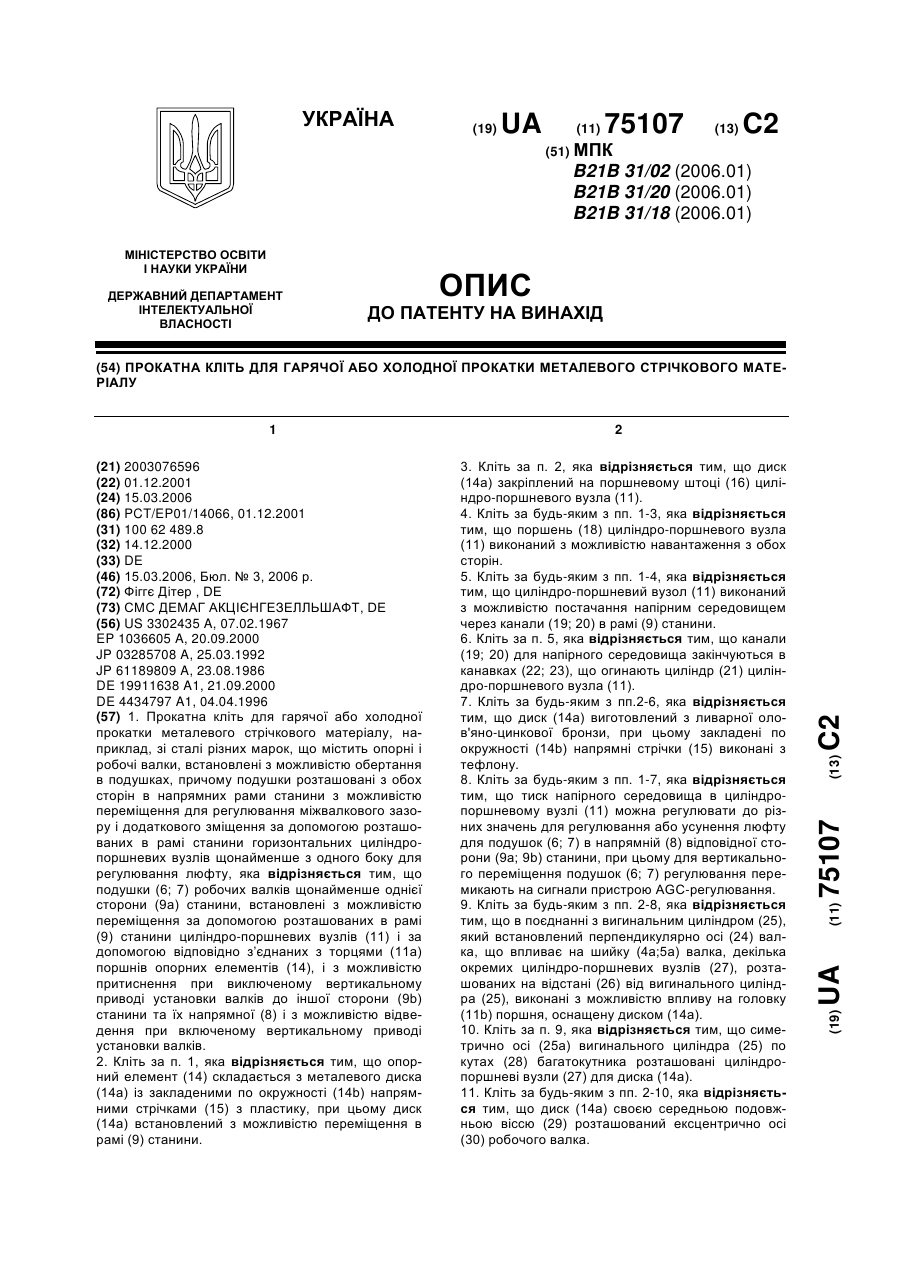
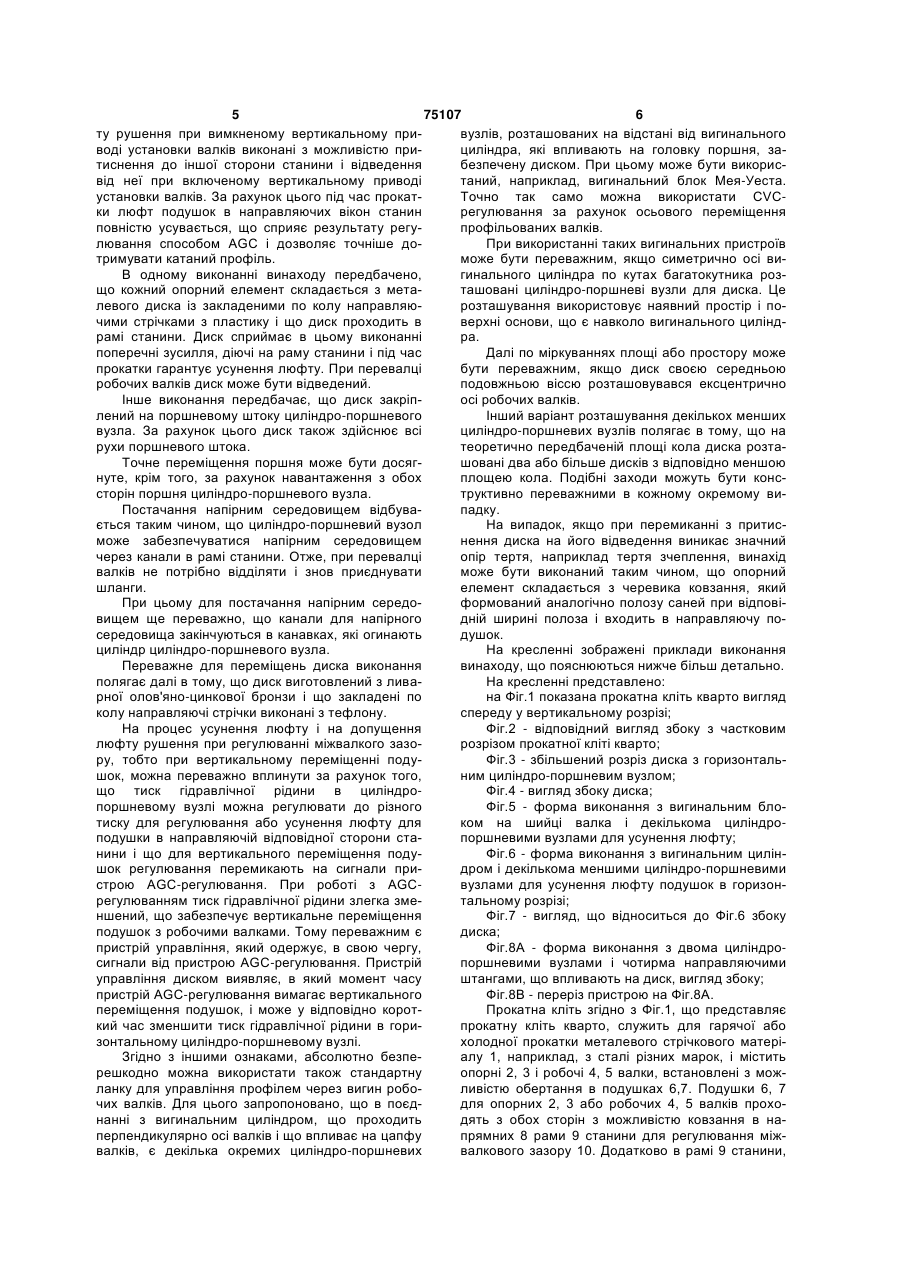
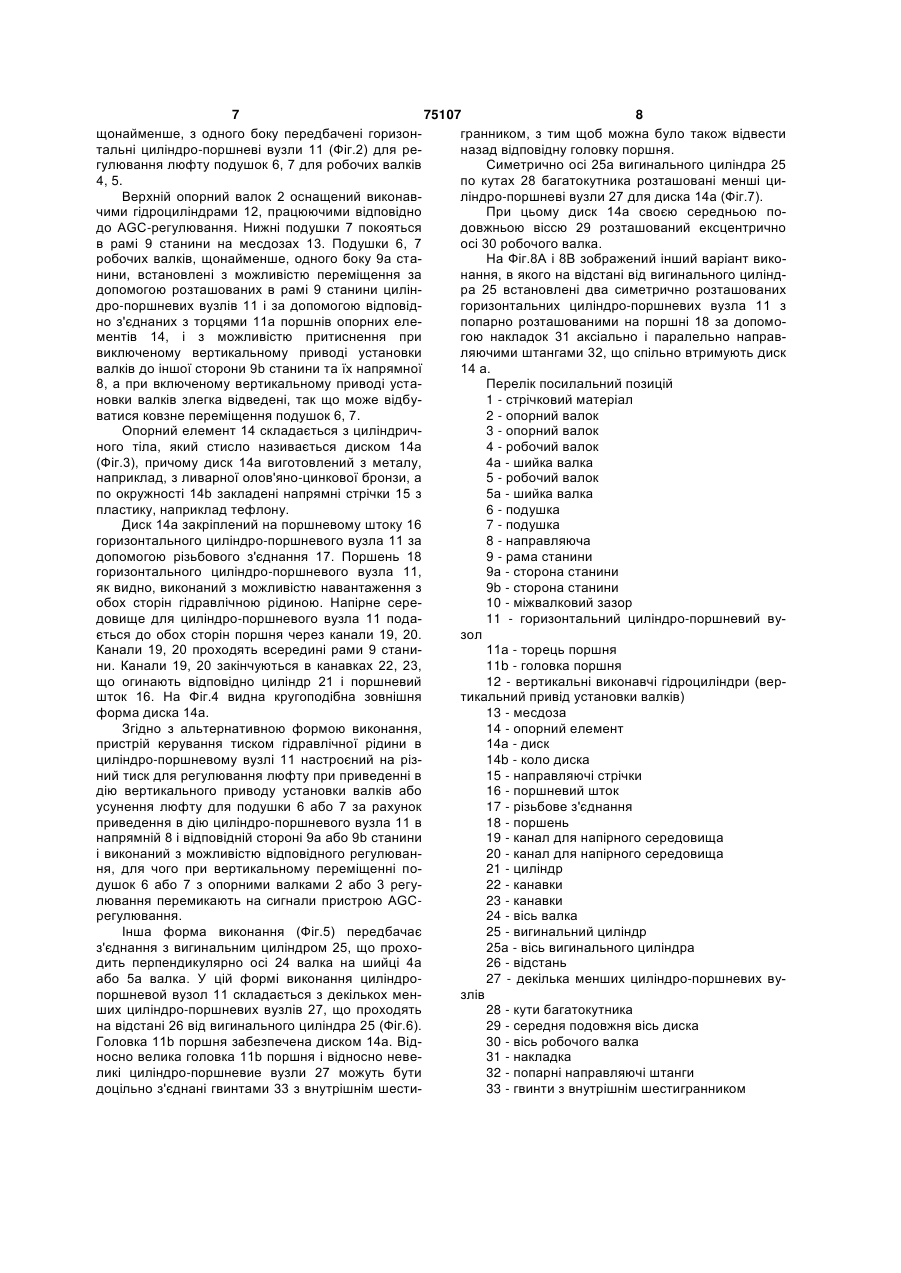
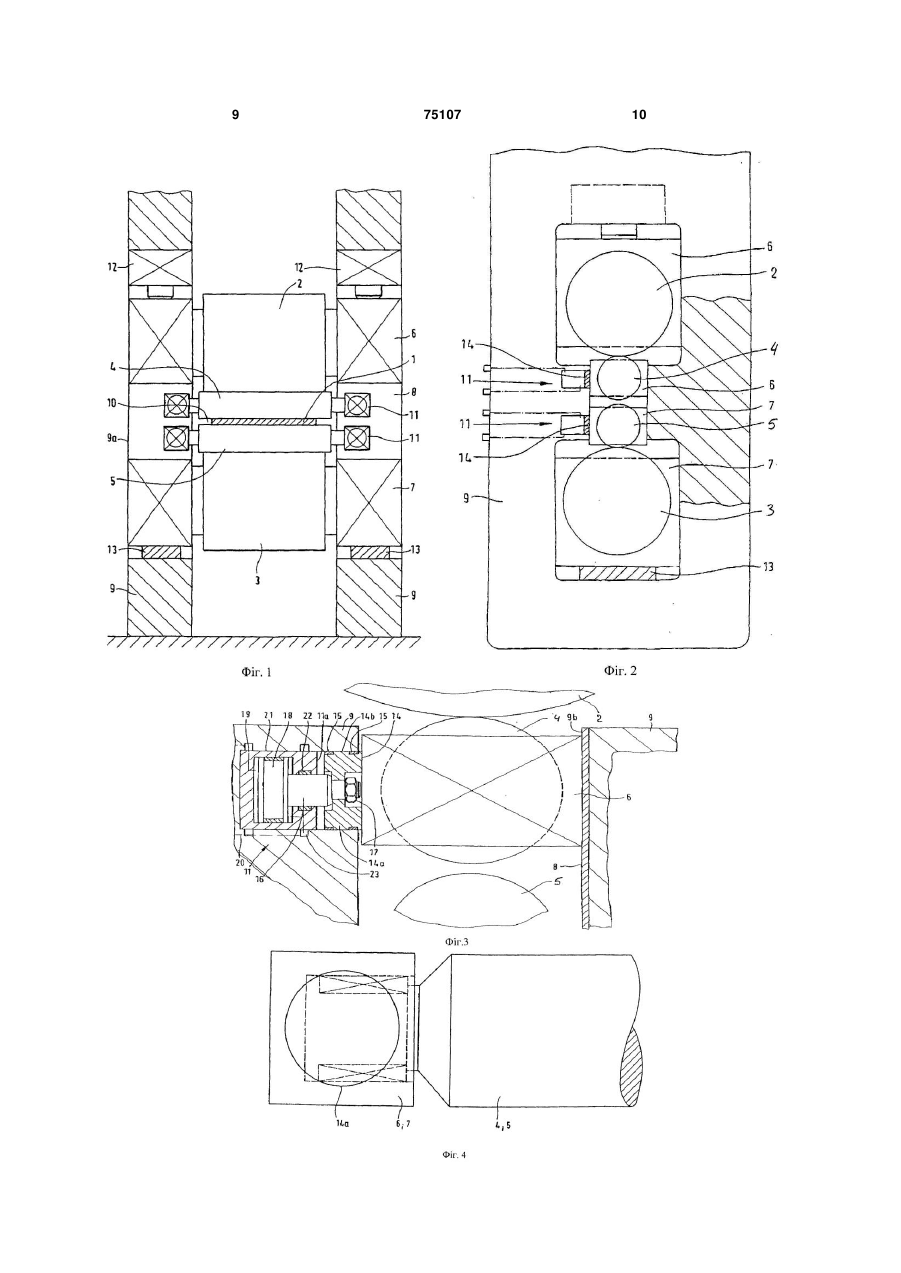
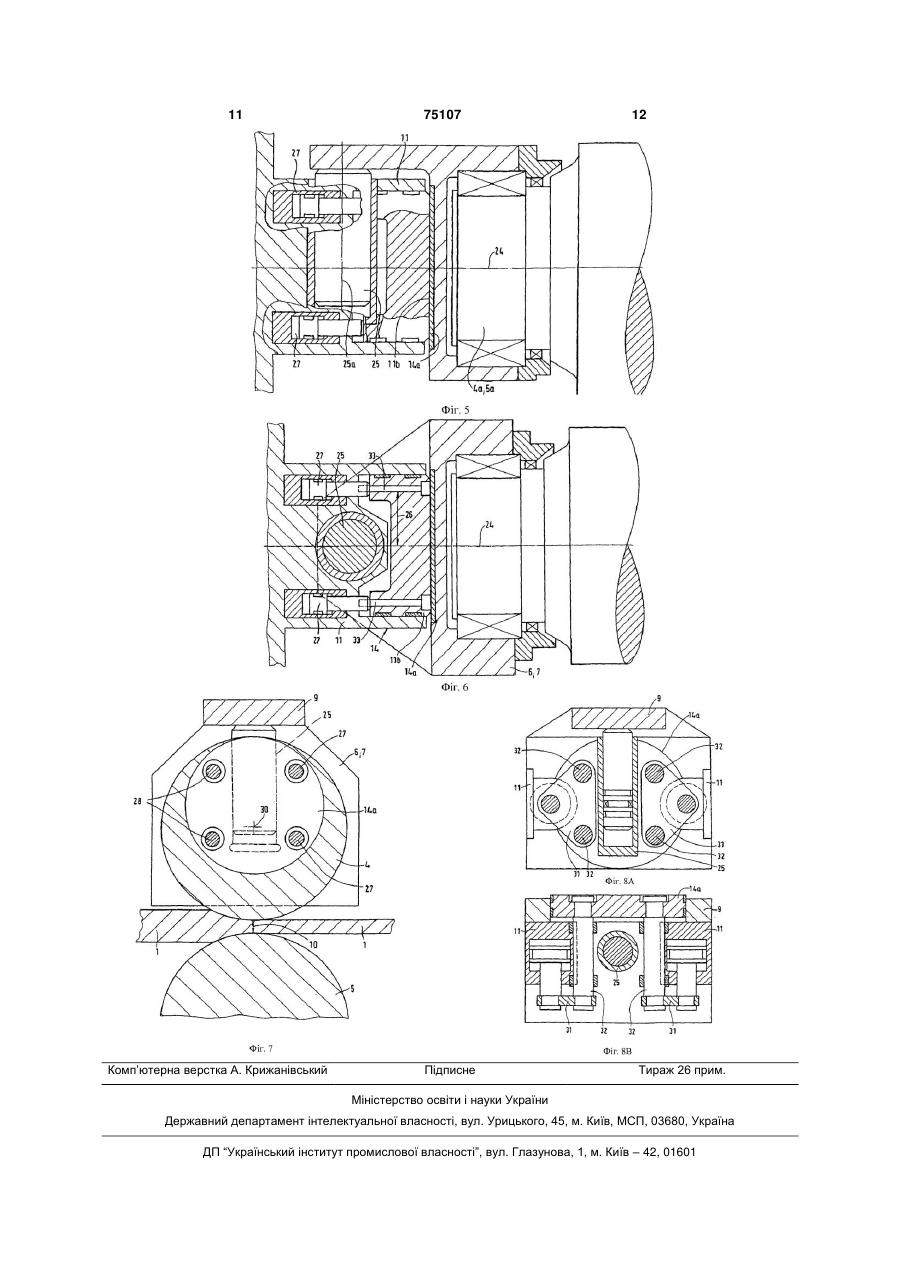
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндропоршневих вузлів щонайменше з одного боку для регулювання люфту, яка відрізняється тим, що подушки (6; 7) робочих валків щонайменше однієї сторони (9а) станини, встановлені з можливістю переміщення за допомогою розташованих в рамі (9) станини циліндро-поршневих вузлів (11) і за допомогою відповідно з’єднаних з торцями (11а) поршнів опорних елементів (14), і з можливістю притиснення при виключеному вертикальному приводі установки валків до іншої сторони (9b) станини та їх напрямної (8) і з можливістю відведення при включеному вертикальному приводі установки валків. 2. Кліть за п. 1, яка відрізняється тим, що опорний елемент (14) складається з металевого диска (14а) із закладеними по окружності (14b) напрямними стрічками (15) з пластику, при цьому диск (14а) встановлений з можливістю переміщення в рамі (9) станини. 2 (19) 1 3 75107 4 12. Кліть за будь-яким з пп. 2-11, яка відрізняєть13. Кліть за п. 1, яка відрізняється тим, що опорся тим, що на теоретично передбаченій площі ний елемент (14) містить башмак ковзання, який круга диска (14а) розташовані два або більше дисформований аналогічно полозу саней при відповіків з відповідно меншою площею круга. дній ширині полоза і встановлений з забезпеченням контакту з напрямною (8) подушок (6; 7). Винахід відноситься до прокатної кліті для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, з сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки встановлені з обох сторін в направляючі рами станини з можливістю переміщення для регулювання міжвалкового зазору і додатково можуть зміщатися за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів, щонайменше, з одного боку для регулювання зазору. Робочі валки стрічкових станів по мірі зносу замінюють новими робочими валками кожні 4-6 годин. Процес перевалки робочих валків протікає в цей час в автоматичному циклі за допомогою перевалочного пристрою. Для вільного люфту подушок при вертикальному переміщенні для регулювання міжвалкового зазору між станиною і подушкою передбачений зазор в декілька міліметрів. Цей зазор при прокатці є недоліком. При прокатці окремих слябів в гарячестрічковому стані на початку прокатки виникають сильні удари з величезними прискореннями. При цьому подушки відкидаються до направляючої станини, яка зазнає високого навантаження. Ударне навантаження дуже швидко зношує полотно направляючої, люфт направляючої збільшується, і сили прискорення зростають. Вже робилися спроби зменшити ці проблеми за допомогою загартованих направляючих планок і податливої м'якої сталі. При холодній прокатці існує прагнення позиціонувати робочі валки для стабілізації на декілька міліметрів (4-10мм) перед серединою прокатної кліті, якщо дивитися в напрямі прокатки. Особливо оптимальною була б конструкція, в якій зміщення від середини можна було б регулювати по величині для того, щоб таким чином підтримати регулювання профілю. Регулювання за допомогою клинових планок на початку процесу прокатки, однак, також є недоліком, хоч і регулювання повторюють в певні інтервали часу, оскільки відносно вимоги до регульованості робочих валків люфт не вдається повністю усунути. З іншого боку, такий люфт необхідний, оскільки при гарячій прокатці подушка нагрівається і розширяється, а станина кліті залишається холодною. За рахунок цього люфт, правда, меншає. Це зменшення люфту після нагріву може, однак, привести до затиску вертикального регулювання. У всіх випадках неточно визначене положення подушок робочих валків в кліті як при холодній, так і при гарячій прокатці є недоліком. Крім того, існує вимога до вертикальної рухомості подушок в направляючій станини. При цьому потрібно врахувати, що сучасні прокатні стани працюють з так званим AGC-регулюванням (Automatic-Gage-Control автоматичний контроль калібру). На основі цього AGC-регулювання незадовго до початку прокатки вимірюють, чи має міжвалковий зазор потрібну величину. При відхиленнях проводять підрегулювання за допомогою гідравлічної установки в кліті під дією зусилля прокатки. Загалом, AGCрегулювання призначене для того, щоб незалежно від коливань температури і змін зусилля деформації металева стрічки (стальна стрічкка) завжди мала після прокатки точно однакову товщину. Для прокатки з постійним профілем металевої стрічки люфт направляючої між подушкою і станиною кліті дуже несприятливий, оскільки через випадкове положення робочих валків в кліті може виникнути небажана розводка робочих валків між собою, що спотворює потрібний профіль. Відомий пристрій для коректування положення у вікнах станин прокатних клітей опорних подушок валків, що направляються [DE 4434797 A1], який складається з гідравлічно навантажених штовхачів циліндрів, які проходять у виїмках циліндрів в опорних подушках. Штовхачі циліндрів можуть рухатися до однієї або обох направляючих поверхонь вікон станини прокатної кліті. За рахунок цього можна, правда, узгодити люфт направляючої подушок з відповідним ходом процесу прокатки, однак не можна повністю усунути. Крім того, усунення і повторне створення гідравлічного з'єднання при перевалці валків віднімає час і пов'язане зі значними витратами, причому в програмі перевалки містяться близько 80 валків на кожну чистову кліть. Крім того, відомий пристрій для регульованого впливу на сили тертя між направляючими поверхнями і поверхнями прилягання прокатних опорних подушок валків клітей, що проходять у вікнах станин [DE 19911638 A1], причому як направляючі поверхні служать несучі плоскі, плити, що навантажуються тиском із зворотної сторони, які розташовані з можливістю переміщення в них перпендикулярно до направляючих поверхонь або поверхонь прилягання. За рахунок цього утворюються, однак, дуже великі направляючі поверхні, і люфт, що залишився, навіть цим усунути не можна. В основі винаходу лежить задача повного усунення люфту подушок робочих валків в їх вертикальній направляючій під час прокатки і при цьому відмови від гідравлічного з'єднання з подушками. Поставлена задача вирішується, згідно з винаходом, за рахунок того, що подушки робочих валків, щонайменше, однієї сторони станини, що направляються за допомогою розташованого в рамі станини циліндро-поршневого вузла і за допомогою відповідно розташованого на торці поршня опорного елемента, і їх направляюча без люф 5 75107 6 ту рушення при вимкненому вертикальному привузлів, розташованих на відстані від вигинального воді установки валків виконані з можливістю прициліндра, які впливають на головку поршня, затиснення до іншої сторони станини і відведення безпечену диском. При цьому може бути викорисвід неї при включеному вертикальному приводі таний, наприклад, вигинальний блок Мея-Уеста. установки валків. За рахунок цього під час прокатТочно так само можна використати CVCки люфт подушок в направляючих вікон станин регулювання за рахунок осьового переміщення повністю усувається, що сприяє результату регупрофільованих валків. лювання способом AGC і дозволяє точніше доПри використанні таких вигинальних пристроїв тримувати катаний профіль. може бути переважним, якщо симетрично осі виВ одному виконанні винаходу передбачено, гинального циліндра по кутах багатокутника розщо кожний опорний елемент складається з метаташовані циліндро-поршневі вузли для диска. Це левого диска із закладеними по колу направляюрозташування використовує наявний простір і почими стрічками з пластику і що диск проходить в верхні основи, що є навколо вигинального циліндрамі станини. Диск сприймає в цьому виконанні ра. поперечні зусилля, діючі на раму станини і під час Далі по міркуваннях площі або простору може прокатки гарантує усунення люфту. При перевалці бути переважним, якщо диск своєю середньою робочих валків диск може бути відведений. подовжньою віссю розташовувався ексцентрично Інше виконання передбачає, що диск закріпосі робочих валків. лений на поршневому штоку циліндро-поршневого Інший варіант розташування декількох менших вузла. За рахунок цього диск також здійснює всі циліндро-поршневих вузлів полягає в тому, що на рухи поршневого штока. теоретично передбаченій площі кола диска розтаТочне переміщення поршня може бути досягшовані два або більше дисків з відповідно меншою нуте, крім того, за рахунок навантаження з обох площею кола. Подібні заходи можуть бути конссторін поршня циліндро-поршневого вузла. труктивно переважними в кожному окремому виПостачання напірним середовищем відбувападку. ється таким чином, що циліндро-поршневий вузол На випадок, якщо при перемиканні з притисможе забезпечуватися напірним середовищем нення диска на його відведення виникає значний через канали в рамі станини. Отже, при перевалці опір тертя, наприклад тертя зчеплення, винахід валків не потрібно відділяти і знов приєднувати може бути виконаний таким чином, що опорний шланги. елемент складається з черевика ковзання, який При цьому для постачання напірним середоформований аналогічно полозу саней при відповівищем ще переважно, що канали для напірного дній ширині полоза і входить в направляючу посередовища закінчуються в канавках, які огинають душок. циліндр циліндро-поршневого вузла. На кресленні зображені приклади виконання Переважне для переміщень диска виконання винаходу, що пояснюються нижче більш детально. полягає далі в тому, що диск виготовлений з ливаНа кресленні представлено: рної олов'яно-цинкової бронзи і що закладені по на Фіг.1 показана прокатна кліть кварто вигляд колу направляючі стрічки виконані з тефлону. спереду у вертикальному розрізі; На процес усунення люфту і на допущення Фіг.2 - відповідний вигляд збоку з частковим люфту рушення при регулюванні міжвалкого зазорозрізом прокатної кліті кварто; ру, тобто при вертикальному переміщенні подуФіг.3 - збільшений розріз диска з горизонтальшок, можна переважно вплинути за рахунок того, ним циліндро-поршневим вузлом; що тиск гідравлічної рідини в циліндроФіг.4 - вигляд збоку диска; поршневому вузлі можна регулювати до різного Фіг.5 - форма виконання з вигинальним блотиску для регулювання або усунення люфту для ком на шийці валка і декількома циліндроподушки в направляючій відповідної сторони стапоршневими вузлами для усунення люфту; нини і що для вертикального переміщення подуФіг.6 - форма виконання з вигинальним циліншок регулювання перемикають на сигнали придром і декількома меншими циліндро-поршневими строю AGC-регулювання. При роботі з AGCвузлами для усунення люфту подушок в горизонрегулюванням тиск гідравлічної рідини злегка зметальному розрізі; ншений, що забезпечує вертикальне переміщення Фіг.7 - вигляд, що відноситься до Фіг.6 збоку подушок з робочими валками. Тому переважним є диска; пристрій управління, який одержує, в свою чергу, Фіг.8А - форма виконання з двома циліндросигнали від пристрою AGC-регулювання. Пристрій поршневими вузлами і чотирма направляючими управління диском виявляє, в який момент часу штангами, що впливають на диск, вигляд збоку; пристрій AGC-регулювання вимагає вертикального Фіг.8В - переріз пристрою на Фіг.8А. переміщення подушок, і може у відповідно коротПрокатна кліть згідно з Фіг.1, що представляє кий час зменшити тиск гідравлічної рідини в горипрокатну кліть кварто, служить для гарячої або зонтальному циліндро-поршневому вузлі. холодної прокатки металевого стрічкового матеріЗгідно з іншими ознаками, абсолютно безпеалу 1, наприклад, з сталі різних марок, і містить решкодно можна використати також стандартну опорні 2, 3 і робочі 4, 5 валки, встановлені з можланку для управління профілем через вигин роболивістю обертання в подушках 6,7. Подушки 6, 7 чих валків. Для цього запропоновано, що в поєддля опорних 2, 3 або робочих 4, 5 валків прохонанні з вигинальним циліндром, що проходить дять з обох сторін з можливістю ковзання в наперпендикулярно осі валків і що впливає на цапфу прямних 8 рами 9 станини для регулювання міжвалків, є декілька окремих циліндро-поршневих валкового зазору 10. Додатково в рамі 9 станини, 7 75107 8 щонайменше, з одного боку передбачені горизонгранником, з тим щоб можна було також відвести тальні циліндро-поршневі вузли 11 (Фіг.2) для реназад відповідну головку поршня. гулювання люфту подушок 6, 7 для робочих валків Симетрично осі 25а вигинального циліндра 25 4, 5. по кутах 28 багатокутника розташовані менші циВерхній опорний валок 2 оснащений виконавліндро-поршневі вузли 27 для диска 14а (Фіг.7). чими гідроциліндрами 12, працюючими відповідно При цьому диск 14а своєю середньою подо AGC-регулювання. Нижні подушки 7 покояться довжньою віссю 29 розташований ексцентрично в рамі 9 станини на месдозах 13. Подушки 6, 7 осі 30 робочого валка. робочих валків, щонайменше, одного боку 9а стаНа Фіг.8А і 8В зображений інший варіант виконини, встановлені з можливістю переміщення за нання, в якого на відстані від вигинального цилінддопомогою розташованих в рамі 9 станини цилінра 25 встановлені два симетрично розташованих дро-поршневих вузлів 11 і за допомогою відповідгоризонтальних циліндро-поршневих вузла 11 з но з'єднаних з торцями 11а поршнів опорних елепопарно розташованими на поршні 18 за допомоментів 14, і з можливістю притиснення при гою накладок 31 аксіально і паралельно направвиключеному вертикальному приводі установки ляючими штангами 32, що спільно втримують диск валків до іншої сторони 9b станини та їх напрямної 14 а. 8, а при включеному вертикальному приводі устаПерелік посилальний позицій новки валків злегка відведені, так що може відбу1 - стрічковий матеріал ватися ковзне переміщення подушок 6, 7. 2 - опорний валок Опорний елемент 14 складається з циліндрич3 - опорний валок ного тіла, який стисло називається диском 14а 4 - робочий валок (Фіг.3), причому диск 14а виготовлений з металу, 4а - шийка валка наприклад, з ливарної олов'яно-цинкової бронзи, а 5 - робочий валок по окружності 14b закладені напрямні стрічки 15 з 5а - шийка валка пластику, наприклад тефлону. 6 - подушка Диск 14а закріплений на поршневому штоку 16 7 - подушка горизонтального циліндро-поршневого вузла 11 за 8 - направляюча допомогою різьбового з'єднання 17. Поршень 18 9 - рама станини горизонтального циліндро-поршневого вузла 11, 9а - сторона станини як видно, виконаний з можливістю навантаження з 9b - сторона станини обох сторін гідравлічною рідиною. Напірне сере10 - міжвалковий зазор довище для циліндро-поршневого вузла 11 пода11 - горизонтальний циліндро-поршневий вується до обох сторін поршня через канали 19, 20. зол Канали 19, 20 проходять всередині рами 9 стани11а - торець поршня ни. Канали 19, 20 закінчуються в канавках 22, 23, 11b - головка поршня що огинають відповідно циліндр 21 і поршневий 12 - вертикальні виконавчі гідроциліндри (вершток 16. На Фіг.4 видна кругоподібна зовнішня тикальний привід установки валків) форма диска 14а. 13 - месдоза Згідно з альтернативною формою виконання, 14 - опорний елемент пристрій керування тиском гідравлічної рідини в 14а - диск циліндро-поршневому вузлі 11 настроєний на різ14b - коло диска ний тиск для регулювання люфту при приведенні в 15 - направляючі стрічки дію вертикального приводу установки валків або 16 - поршневий шток усунення люфту для подушки 6 або 7 за рахунок 17 - різьбове з'єднання приведення в дію циліндро-поршневого вузла 11 в 18 - поршень напрямній 8 і відповідній стороні 9а або 9b станини 19 - канал для напірного середовища і виконаний з можливістю відповідного регулюван20 - канал для напірного середовища ня, для чого при вертикальному переміщенні по21 - циліндр душок 6 або 7 з опорними валками 2 або 3 регу22 - канавки лювання перемикають на сигнали пристрою AGC23 - канавки регулювання. 24 - вісь валка Інша форма виконання (Фіг.5) передбачає 25 - вигинальний циліндр з'єднання з вигинальним циліндром 25, що прохо25а - вісь вигинального циліндра дить перпендикулярно осі 24 валка на шийці 4а 26 - відстань або 5а валка. У цій формі виконання циліндро27 - декілька менших циліндро-поршневих вупоршневой вузол 11 складається з декількох мензлів ших циліндро-поршневих вузлів 27, що проходять 28 - кути багатокутника на відстані 26 від вигинального циліндра 25 (Фіг.6). 29 - середня подовжня вісь диска Головка 11b поршня забезпечена диском 14а. Від30 - вісь робочого валка носно велика головка 11b поршня і відносно неве31 - накладка ликі циліндро-поршневие вузли 27 можуть бути 32 - попарні направляючі штанги доцільно з'єднані гвинтами 33 з внутрішнім шести33 - гвинти з внутрішнім шестигранником 9 75107 10 11 Комп’ютерна верстка А. Крижанівський 75107 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand for hot-rolling or cold-rolling metallic strips
Назва патенту російськоюПрокатная клеть для горячей или холодной прокатки металлического полосового материала
МПК / Мітки
МПК: B21B 31/00, B21B 31/16
Мітки: холодної, прокатна, гарячої, стрічкового, металевого, матеріалу, прокатки, кліть
Код посилання
<a href="https://ua.patents.su/6-75107-prokatna-klit-dlya-garyacho-abo-kholodno-prokatki-metalevogo-strichkovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу</a>
Прокатна кліть

Номер патенту: 30736
Опубліковано: 15.12.2000
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович, Усвицький Віталій Михайлович
МПК: B21B 31/00
Формула / Реферат:
Прокатна кліть, яка включає станину, вузли робочих валків з підшипниковими опорами, ексцентриковий механізм радіального регулювання валків, яка відрізняється тим, що станина виконана з циліндричними отворами, в яких розміщені втулки ексцентрикового механізму, які виконані із зуб'ями по зовнішньому контуру з можливістю повороту від приводу регулювального гвинта відносно станини, і всередині яких змонтовані опорні вузли валків.
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Ярослав Вікторович, Смирнов Віктор Григорович, Фролов Віктор Пилипович, Данильченко Віктор Васильович, Сеніна Тетяна Володимирівна
МПК: B21B 21/04, B21B 21/00
Мітки: труб, стана, робоча, пільгерної, холодної, прокатки, кліть
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Крівощапов Владімір Васільєвіч, Алєксеєнко Георгій Якович, Алєксеєнко Андрій Георгійович
МПК: B21B 13/00, B21B 31/00
Формула / Реферат:
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Сівак Владислав Олегович, Кісіль Володимир Костянтинович, Огінський Йосип Кузьмич, Коган Михайло Маркович
МПК: B21B 13/00, B21B 31/16
Мітки: прокатна, кліть, безстанинна
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть

Номер патенту: 62354
Опубліковано: 15.12.2003
Автори: Каушанський Ігор Борисович, Стеч Володимир Станіславович, Бобров Анатолій Андрійович, Єлецьких Володимир Іванович, Шевченко Олексій Якович, Колесников Юрій Миколайович, Барабаш Андрій Володимирович, Литвинов Володимир Ілліч
МПК: B21B 13/02
Формула / Реферат:
Прокатна кліть, яка містить станину з верхнім та нижнім робочими валками з підшипниковими подушками, встановленими з можливістю контакту з облицювальними планками боковин станини, і, з'єднані з магістраллю напору і зливу, розпірні гідрокапсули для вибору зазорів між підшипниковими подушками і облицювальними планками, яка відрізняється тим, що гідрокапсули розміщені в опорних поверхнях, виготовлених у боковинах станини з боку входу або виходу...
Попередній патент: Пристрій для нагрівання рідини
Наступний патент: Спосіб керування потужністю для обслуговування багатоточкового з’єднання у системі зв’язку (варіанти) та пристрій для його здійснення (варіанти)
Випадковий патент: Спосіб одержання алкідних смол