Різак для газокисневого різання металів
Номер патенту: 76554
Опубліковано: 10.01.2013
Автори: Зеленський Сергій Леонідович, Шаповалов Костянтин Петрович, Василенко Станіслав Леонідович, Грідасов Олексій Петрович, Коровченко Олександр Ілліч

Формула / Реферат
1. Різак для газокисневого різання металів, що включає головку з каналами подачі пального газу, підігріваючого і ріжучого кисню, пов'язану за допомогою змішувача із зовнішнім мундштуком, в порожнині якого співвісно розміщений внутрішній мундштук з утворенням каналів подачі пальної суміші, який відрізняється тим, що на зовнішній поверхні внутрішнього мундштука виконані пази з поперечним профілем, що включає дугу кола та відповідає умові
ΣS=(0,6-0,9)·S1,
де ΣS - сумарна площа поперечного профілю,
S1 - площа поперечного профілю кільцевого каналу між зовнішнім і внутрішнім мундштуками.
2. Різак для газокисневого різання металів за п. 1, який відрізняється тим, що на внутрішній поверхні зовнішнього мундштука виконані пази з поперечним профілем, що включає дугу кола, які утворюють з пазами внутрішнього мундштука канали круглого перерізу.
Текст
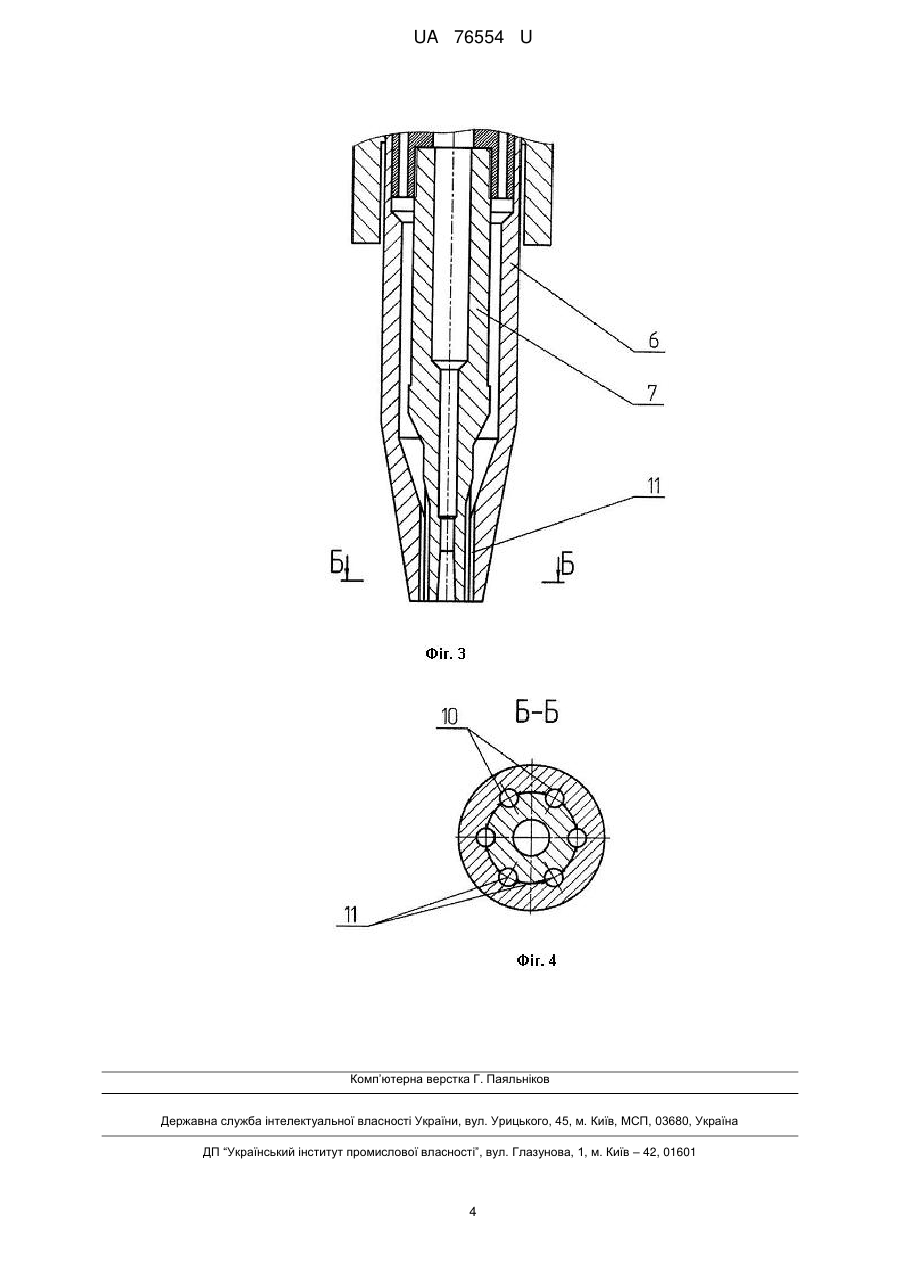
Реферат: Різак для газокисневого різання металів містить головку, канали подачі пального газу, підігріваючого та ріжучого кисню, змішувач, мундштук, канали подачі пальної суміші, пази. UA 76554 U (12) UA 76554 U UA 76554 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області газового зварювання й різання металів, а саме до пристроїв для газокисневого різання металопрокату великих товщин. Відомий різак, що містить зовнішній та внутрішній мундштуки, закріплені на головці із циліндричною інжекторною порожниною. Вихід з інжекторної порожнини сполучений з вхідною циліндричною ділянкою кільцевого проміжку між співвісно розташованими мундштуками. На конічній зовнішній поверхні внутрішнього мундштука виконані прямокутні пази [див. опис винаходу до патенту РФ № 2283209, F23D 14/42, Бюл. № 25, 10.09.2006 р.]· Прямокутні пази на конічній поверхні внутрішнього мундштука дозволяють розділити вихідний потік пальної суміші на рівні частини і, тим самим, збільшити ламінарність течії потоку пальної суміші й можливість отримання після різання більш якісної поверхні металу. Однак прямокутна конфігурація каналів подачі пальної суміші призводить до виникнення термічної концентрації напружень у внутрішньому мундштуку, що сприяє швидкому його прогару і знижує безпеку й надійність різака. Крім того, таке виконання каналів не забезпечує високої швидкості і точності різання за наявності великої товщини розрізуваного металу. Також відомий різак для газокисневого різання металів, що містить коаксіально розташовані зовнішній і внутрішній мундштуки, змішувач і головку з каналами подачі пального газу, підігріваючого і ріжучого кисню. Виходи каналів сполучені через змішувач із кільцевим каналом, утвореним проміжком між зовнішнім і внутрішнім мундштуками та мають вихідне сопло з каналами подачі пальної суміші у вигляді заглиблень прямокутного перерізу на зовнішній поверхні внутрішнього мундштука. Канали подачі пальної суміші виконані зі звуженням поперечного перерізу в напрямку від периферії до центральної поздовжньої осі мундштука. Також канали подачі пальної суміші можуть бути виконані у вигляді заглиблень, що мають у поперечному перерізі евольвентний профіль [див. опис винаходу до патенту РФ № 2196667, F23D 14/42, Бюл. № 2, 20.01.2003 p.]. Таке виконання внутрішнього мундштука забезпечує деяке підвищення швидкості й точності різання металу великої товщини і збільшує надійність роботи внутрішнього мундштука за рахунок зниження термічної концентрації напруг і запобігання його передчасному руйнуванню. Однак заглиблення, що звужуються в поперечному перерізі, значно ускладнюють технологію виготовлення і збільшують витрати на виготовлення пристрою. Крім того, канал подачі пальної суміші зі звуженням поперечного перерізу викликає деформацію потоку пальної суміші, що обумовлює додаткову втрату енергії потоку. При використанні каналів подачі пальної суміші у вигляді заглиблень на зовнішній поверхні внутрішнього мундштука, що мають у поперечному перерізі евольвентний профіль, не забезпечується висока швидкість ламінарної течії потоку пальної суміші на виході і, як наслідок, надійний захист струменя ріжучого кисню. Межа переходу ламінарної течії в турбулентну визначається критичним числом Рейнольдса, яке для квадратних і прямокутних в поперечному перерізі каналів дорівнює 239. Для круглих в перерізі повністю заповнених каналів число Рейнольдса дорівнює 956. З цього випливає, що в каналах для проходження пальної суміші круглого профілю швидкість ламінарного потоку вище, ніж в каналах квадратного або прямокутного профілю. Вищевказані недоліки, в кінцевому підсумку, негативно відбиваються як на собівартості виготовлення різака для газокисневого різання металів, так і на техніко-економічних показниках його роботи. За сукупністю суттєвих ознак описаний різак для газокисневого різання металів є найбільш близьким аналогом В основу корисної моделі поставлена задача - створити високопродуктивний різак для газокисневого різання металів за рахунок технічного результату, що полягає в збільшенні глибини проникнення струменя ріжучого кисню в розрізуваний метал і швидкості різання. Поставлена задача вирішується тим, що різак для газокисневого різання металів включає головку з каналами подачі пального газу, підігріваючого і ріжучого кисню. Головка пов'язана за допомогою змішувача із зовнішнім мундштуком. Внутрішній мундштук співвісно розміщений в порожнині зовнішнього мундштука з утворенням кільцевого каналу й каналів подачі пальної суміші. На зовнішній поверхні внутрішнього мундштука виконані пази з поперечним профілем, що включає дугу кола та відповідає умові ΣS=(0,6-0,9) · S1, де ΣS - сумарна площа поперечного профілю, S1 - площа поперечного профілю кільцевого каналу між зовнішнім і внутрішнім мундштуками. Крім того, на внутрішній поверхні зовнішнього мундштука можуть бути виконані пази з поперечним профілем, що включає дугу кола, які утворюють з пазами внутрішнього мундштука канали круглого перерізу. 1 UA 76554 U 5 10 15 20 25 30 35 40 45 50 Відомий і заявлений пристрої мають наступні подібні ознаки: різак для газокисневого різання металів, що включає головку з каналами подачі пального газу, підігріваючого і ріжучого кисню, пов'язану за допомогою змішувача із зовнішнім мундштуком, в порожнині якого співвісно розміщений внутрішній мундштук з утворенням каналів подачі пальної суміші. Заявлений різак має такі відмінні ознаки: на зовнішній поверхні внутрішнього мундштука виконані пази з поперечним профілем, що включає дугу кола та відповідає умові ΣS=(0,60,9)·S1, де ΣS - сумарна площа поперечного профілю, S1 - площа поперечного профілю кільцевого каналу між зовнішнім i внутрішнім мундштуками. Завдяки виконанню на зовнішній поверхні внутрішнього мундштука пазів з поперечним профілем, що включає дугу кола та відповідає умові ΣS=(0,6-0,9)·S1 забезпечується невеликий надлишок тиску пальної суміші перед вихідними каналами внутрішнього мундштука. Це дозволяє підвищити швидкість ламінарного потоку пальної суміші на виході з мундштука і захистити струмінь ріжучого кисню від азоту, що міститься в повітрі, а також від втрати циліндричності на більшій довжині. За рахунок поліпшення ступеня захисту струменя ріжучого кисню збільшується глибина його проникнення в розрізуваний метал та швидкість різання і, в результаті, підвищується продуктивність різака для газокисневого різання металів. За умови ΣS0,9·S1 не забезпечується наявність надлишку тиску пальної суміші перед вихідними каналами внутрішнього мундштука і підвищення швидкості ламінарного потоку пальної суміші на виході з мундштука, що також призводить до погіршення рівня захисту струменя ріжучого кисню. Заявлена корисна модель промислово застосовна - вона впроваджена в цеху 16 Новокраматорського машинобудівного заводу. Суть корисної моделі більш повно розкривається за допомогою креслень, де показані на: фіг. 1 - різак для газокисневого різання металів; фіг. 2 - переріз А-А на фіг. 1; фіг. 3 - різак для газокисневого різання металів з каналами для подачі пальної суміші круглого перерізу; фіг. 4 - переріз Б-Б на фіг. 3. Різак для газокисневого різання металів включає головку 1 (фіг. 1) з каналами подачі пального газу 2 підігріваючого 3 і ріжучого кисню 4. Головка пов'язана за допомогою змішувача 5 із зовнішнім мундштуком 6, в порожнині якого співвісно розміщений внутрішній мундштук 7 з утворенням каналів 8 подачі пальної суміші. На зовнішній поверхні внутрішнього мундштука 7 виконані пази з поперечним профілем 9 (фіг. 2), що включає дугу кола. На внутрішній поверхні зовнішнього мундштука 6 (фіг. 3) можуть бути виконані пази з поперечним профілем 10 (фіг. 4), що включає дугу кола, які утворюють з пазами внутрішнього мундштука 7 (фіг. 3) канали 11 (фіг. 4) круглого перерізу. Різак для газокисневого різання металів працює таким чином. Кисень підігріваючий і пальний газ надходять в головку 1 (фіг. 1) різака і потім по відповідних каналах 3 і 2 головки 1 до змішувача 5. В камері змішування змішувача 5 відбувається інтенсивне перемішування пального газу і підігріваючого кисню. Далі пальна суміш, що утворилася, потрапляє через канали 8 в зону обробляння. Після прогріву оброблюваного матеріалу до температури займання металу здійснюють подачу ріжучого кисню через канал 4 головки 1 в зону обробляння для різання металу. Таким чином, використання різака для газокисневого різання металів дозволяє за рахунок поліпшення ступеня захисту струменя ріжучого кисню збільшити глибину його проникнення в розрізуваний метал і швидкість різання, а також підвищити продуктивність різака при газокисневому різанні металів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Різак для газокисневого різання металів, що включає головку з каналами подачі пального газу, підігріваючого і ріжучого кисню, пов'язану за допомогою змішувача із зовнішнім мундштуком, в порожнині якого співвісно розміщений внутрішній мундштук з утворенням каналів подачі пальної суміші, який відрізняється тим, що на зовнішній поверхні внутрішнього мундштука виконані пази з поперечним профілем, що включає дугу кола та відповідає умові 2 UA 76554 U 5 ΣS=(0,6-0,9)·S1, де ΣS - сумарна площа поперечного профілю, S1 - площа поперечного профілю кільцевого каналу між зовнішнім і внутрішнім мундштуками. 2. Різак для газокисневого різання металів за п. 1, який відрізняється тим, що на внутрішній поверхні зовнішнього мундштука виконані пази з поперечним профілем, що включає дугу кола, які утворюють з пазами внутрішнього мундштука канали круглого перерізу. 3 UA 76554 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter for gas-oxygen cutting of metals
Автори англійськоюShapovalov Kostiantyn Petrovych, Zelenskyi Serhii Leonidovych, Vasylenko Stanislav Leonidovych, Korovchenko Oleksandr Illich, Hridasov Oleksii Petrovych
Назва патенту російськоюРезак для газокислородной резки металлов
Автори російськоюШаповалов Константин Петрович, Зеленский Сергей Леонидович, Василенко Станислав Леонидович, Коровченко Александр Ильич, Гридасов Алексей Петрович
МПК / Мітки
МПК: B23K 7/00, F23D 14/42
Мітки: газокисневого, різання, металів, різак
Код посилання
<a href="https://ua.patents.su/6-76554-rizak-dlya-gazokisnevogo-rizannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Різак для газокисневого різання металів</a>
Різак для ручного газокисневого різання металів
Номер патенту: 15678
Опубліковано: 17.07.2006
Автори: Коровченко Олександр Ілліч, Литвинов Віталій Михайлович, Цвентух Евген Костянтинович, Чумак Сергій Анатолійович, Красільніков Сергій Геннадійович, Василенко Станіслав Леонідович
МПК: F23D 14/46, F23D 14/02, F23D 14/42, F23D 14/72
Мітки: різання, металів, різак, газокисневого, ручного
Формула / Реферат:
Різак для ручного газокисневого різання металів, що містить змішувальну камеру з отвором і співвісний з нею інжектор з дозатором, який відрізняється тим, що дозатор виконаний у вигляді описаних колом діаметром D щонайменше трьох інжектувальних отворів, причому D<D1, де D1 - діаметр отвору змішувальної камери.
Різак для газокисневого різання

Номер патенту: 57541
Опубліковано: 10.03.2011
Автори: Тєрєхов Павло Анатолійович, Семижон Олег Олександрович, Скрипченко Володимир Іванович
МПК: B23K 7/00
Мітки: різання, газокисневого, різак
Формула / Реферат:
Різак для газокисневого різання, що містить головку з каналами для кисню, що підігріває, ріжучий кисень й горючий газ, мундштук з соплами, що складається із внутрішнього та зовнішнього мундштуків, співвісно розташованих і роз'ємно з'єднаних між собою, а також накидну гайку, що з'єднує зовнішній мундштук з головкою різака, при цьому внутрішній мундштук виконаний у вигляді гільзи з різьбою на одному кінці та поздовжніми канавками на зовнішній...
Різак для газокисневого різання
Номер патенту: 12511
Опубліковано: 15.02.2006
Автор: Скрипченко Володимир Іванович
МПК: F23D 14/42
Мітки: газокисневого, різак, різання
Формула / Реферат:
Різак для газокисневого різання, який містить головку з мундштуком і вузлом охолодження, що включає гільзу з патрубком підведення охолоджувача, закріплену на корпусі головки, який відрізняється тим, що на корпусі головки виконані подовжні наскрізні пази, нижні виходи яких об'єднані кільцевою канавкою, що розташована вище мундштука, при цьому гільза установлена на корпусі таким чином, що нижній торець гільзи перекриває канавку на 0,45-0,5 її...
Пристрій для газокисневого різання і зварювання металів

Номер патенту: 770
Опубліковано: 15.03.2001
Автори: Кагановський Андрій Йосипович, Лисенко Юрій Миколайович
МПК: B23K 5/00, B23K 7/00, F23D 14/40, F23D 14/42
Мітки: металів, газокисневого, різання, пристрій, зварювання
Формула / Реферат:
1. Пристрій для газокисневого різання і зварювання металів, який містить корпус з виконаними в ньому, каналами подачі кисню і горючого газу, наконечник з мундштуком, інжектор і змішувальну камеру з циліндричною частиною і дифузором, який відрізняється тим, що циліндрична частина змішувально; камери пристрою виконана в одній деталі з інжектором, указана деталь виконана змінною, а в корпусі виконана порожнина для установки указаної змінної...
Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Чумак Сергій Анатолійович, Литвинов Віталій Михайлович, Коровченко Олександр Ілліч, Красільніков Сергій Геннадійович, Василенко Станіслав Леонідович
МПК: F23D 14/00
Мітки: різання, газокисневий, металопрокату, різак
Формула / Реферат:
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і...
Попередній патент: Спосіб лікування вагітних із безсимптомною бактеріурією
Наступний патент: Спосіб термічної обробки рейок
Випадковий патент: Мобільний телефон