Спосіб і установка для виготовлення кільцевих волокнистих каркасів
Формула / Реферат
1. Спосіб виготовлення кільцевого волокнистого каркаса, який здійснюють шляхом укладання незв'язаних волокон на обертовий опорний стіл за допомогою порожнистого укладального конічного валка, що містить зовнішню обичайку конічної форми, яка оточує порожнину та оснащена множиною наскрізних отворів, причому конічний валок розташовують над столом таким чином, що його твірна проходить поблизу верхньої поверхні столу паралельно їй у зоні укладання волокон на стіл, при цьому волокна укладають на стіл у ході процесу, де волокна подають на зовнішню поверхню перфорованої обичайки конічного валка в зоні живлення конічного валка, віддаленій від зони укладання волокон на стіл, надалі їх утримують на зовнішній поверхні перфорованої обичайки конічного валка шляхом створення розрідження в порожнині і відповідно ефекту всмоктування крізь отвори в обичайці, після чого волокна транспортують від зони живлення конічного валка до зони укладання волокон на стіл за допомогою обертання конічного валка навколо своєї осі та припиняють утримування волокон на конічному валку в зоні укладання волокон за допомогою локалізованого переривання всмоктування через отвори в обичайці конічного валка щонайменше на рівні зазначеної зони, так що транспортовані волокна укладаються на стіл, що приводиться в обертання навколо своєї осі одночасно з конічним валком.
2. Спосіб за п. 1, який відрізняється тим, що волокна подають на зовнішню поверхню перфорованої обичайки конічного валка на частині цієї поверхні, яка розташована між двома твірними конічного валка, на довжині, вимірюваній уздовж твірної, по суті, рівній ширині кільцевого каркаса, що підлягає виготовленню.
3. Спосіб за п. 2, який відрізняється тим, що дві твірні, що співпадають з меридіональними площинами, утворюють між собою кут, що становить від 10° до 40°.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що волокна подають на зовнішню поверхню перфорованої обичайки конічного валка через живильний канал.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що волокна ущільнюють після укладання на стіл.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що волокна укладають на стіл у вигляді множини шарів, що накладаються один на одний.
7. Спосіб за п. 6, який відрізняється тим, що в міру укладання послідовних шарів волокон послідовно збільшують відстань між столом і конічним валком.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що волокна, покладені на стіл, зв'язують одне з одним для утворення придатного до обробки волокнистого каркаса.
9. Спосіб за п. 8, який відрізняється тим, що зв'язок волокон одне з одним здійснюють за допомогою голкопробивання.
10. Установка для виготовлення кільцевого волокнистого каркаса, що містить обертовий опорний стіл і засоби подачі волокон на стіл, яка відрізняється тим, що містить живильний конічний валок, що обертається навколо своєї осі і містить зовнішню обичайку конічної форми, яка оточує порожнину і оснащена множиною наскрізних отворів, причому конічний валок розташований над столом таким чином, що його твірна в зоні укладання волокон на стіл проходить поблизу верхньої поверхні столу паралельно їй, засоби подачі волокон, вихід яких розташований поблизу зовнішньої поверхні перфорованої обичайки конічного валка в зоні живлення конічного валка, віддаленій від зони укладання волокон на стіл, засоби для створення розрідження в порожнині конічного валка і відповідно ефекту всмоктування через отвори обичайки конічного валка і пристрій локалізованого переривання всмоктування, вмонтований між засобами створення розрідження в порожнині й отворами конічної форми щонайменше на частині обичайки конічного валка, розташованій у зоні укладання волокон на стіл.
11. Установка за п. 10, яка відрізняється тим, що засоби подачі волокон виконані в вигляді живильника з живильним каналом, над яким розташований розпушувач, і живильний канал для подачі волокон розташований між розпушувачем і зоною живлення конічного валка.
12. Установка за п. 11, яка відрізняється тим, що живильний канал, щонайменше у своїй частині поблизу конічного валка, має трапецеїдальний переріз.
13. Установка за будь-яким з пп. 10-12, яка відрізняється тим, що над опорним столом розташований принаймні один ущільнювальний конічний валок за зоною укладання волокон на стіл.
14. Установка за будь-яким з пп. 10-13, яка відрізняється тим, що над опорним столом за зоною укладання волокон на стіл установлений голкопробивний пристрій.
15. Установка за будь-яким з пп. 10-14, яка відрізняється тим, що відстань між опорним столом і живильним конічним валком є регульованою.
16. Установка за будь-яким з пп. 10-15, яка відрізняється тим, що пристрій локалізованого переривання всмоктування містить нерухомий екран, розташований уздовж перфорованої частини обичайки конічного валка поблизу перфорованої частини обичайки.
Текст
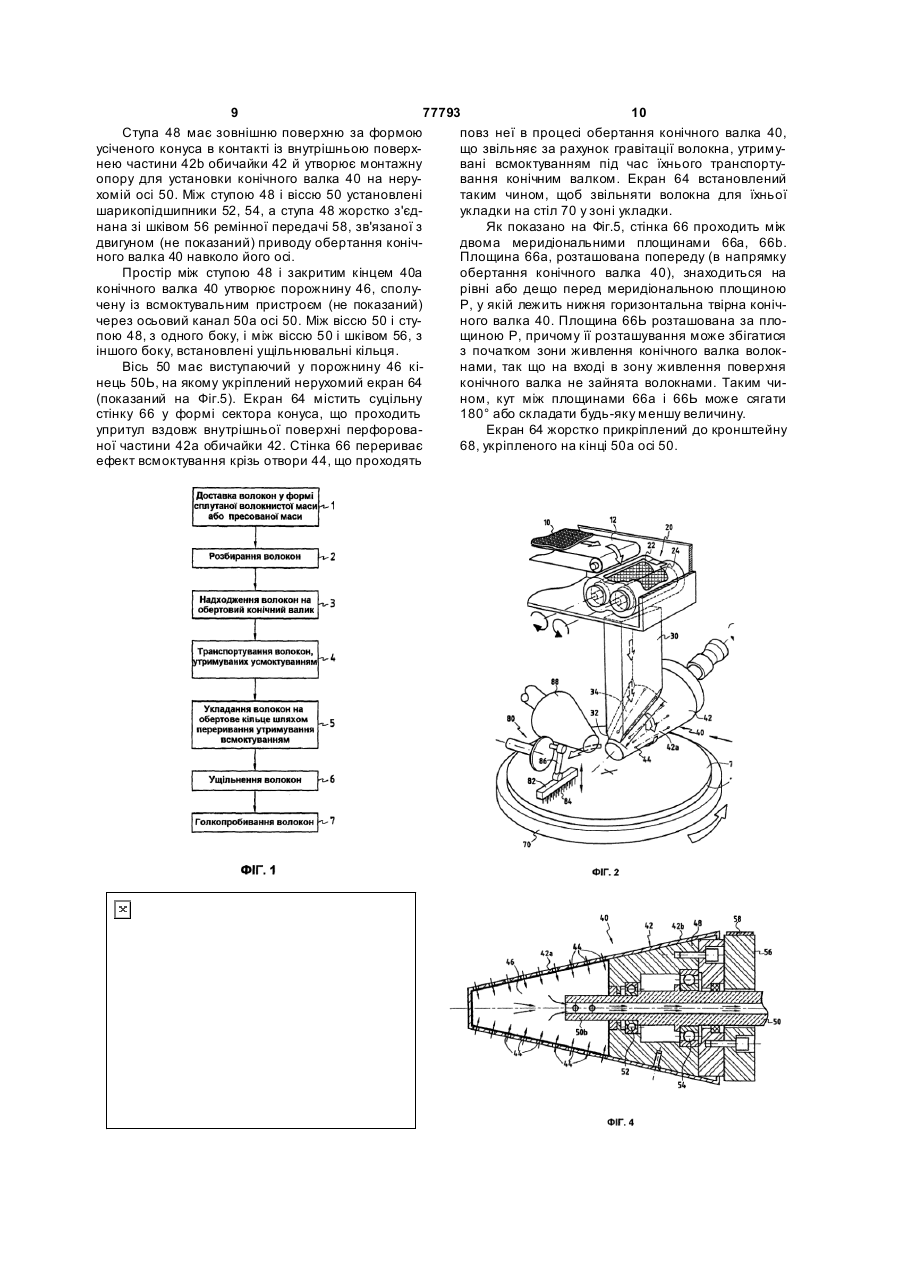
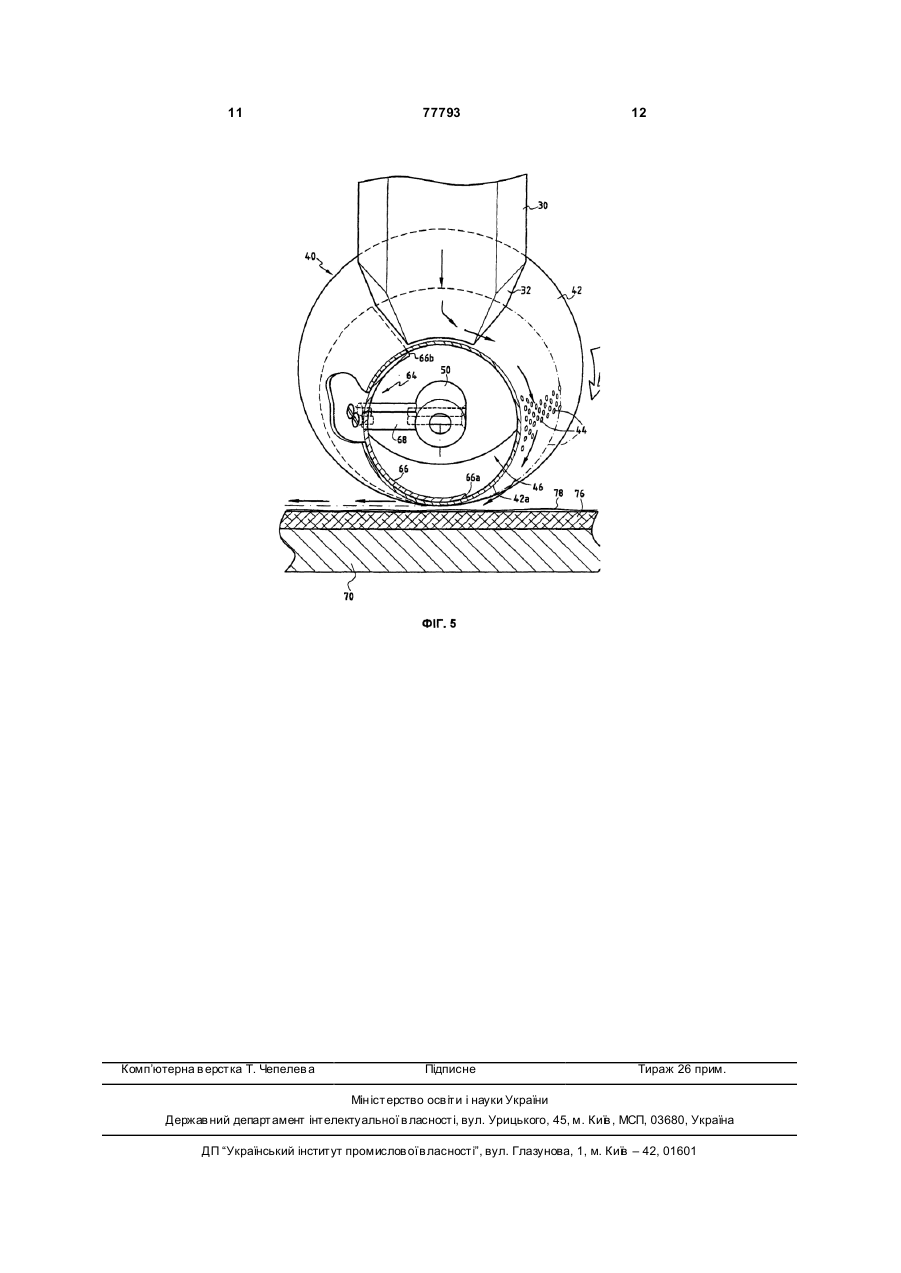
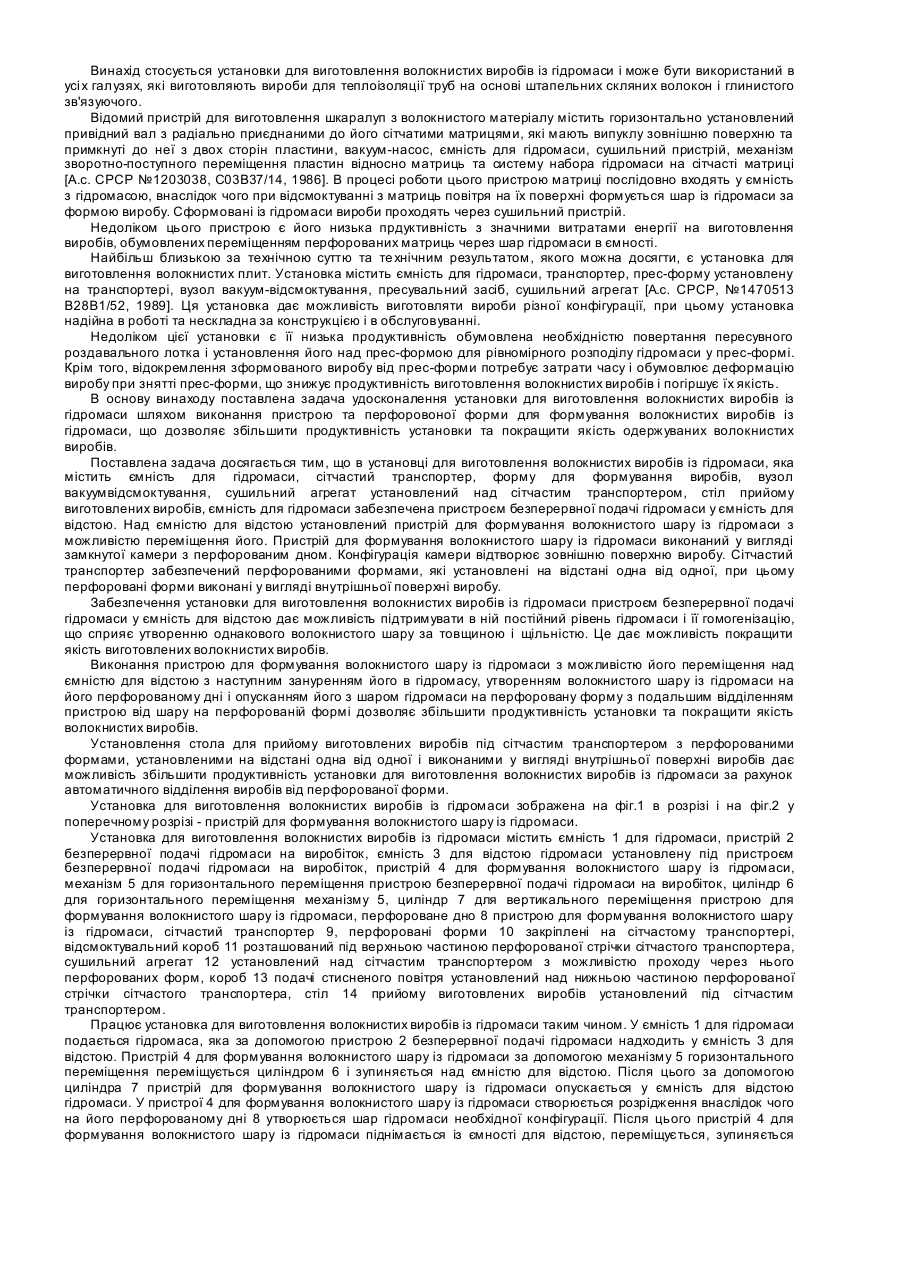
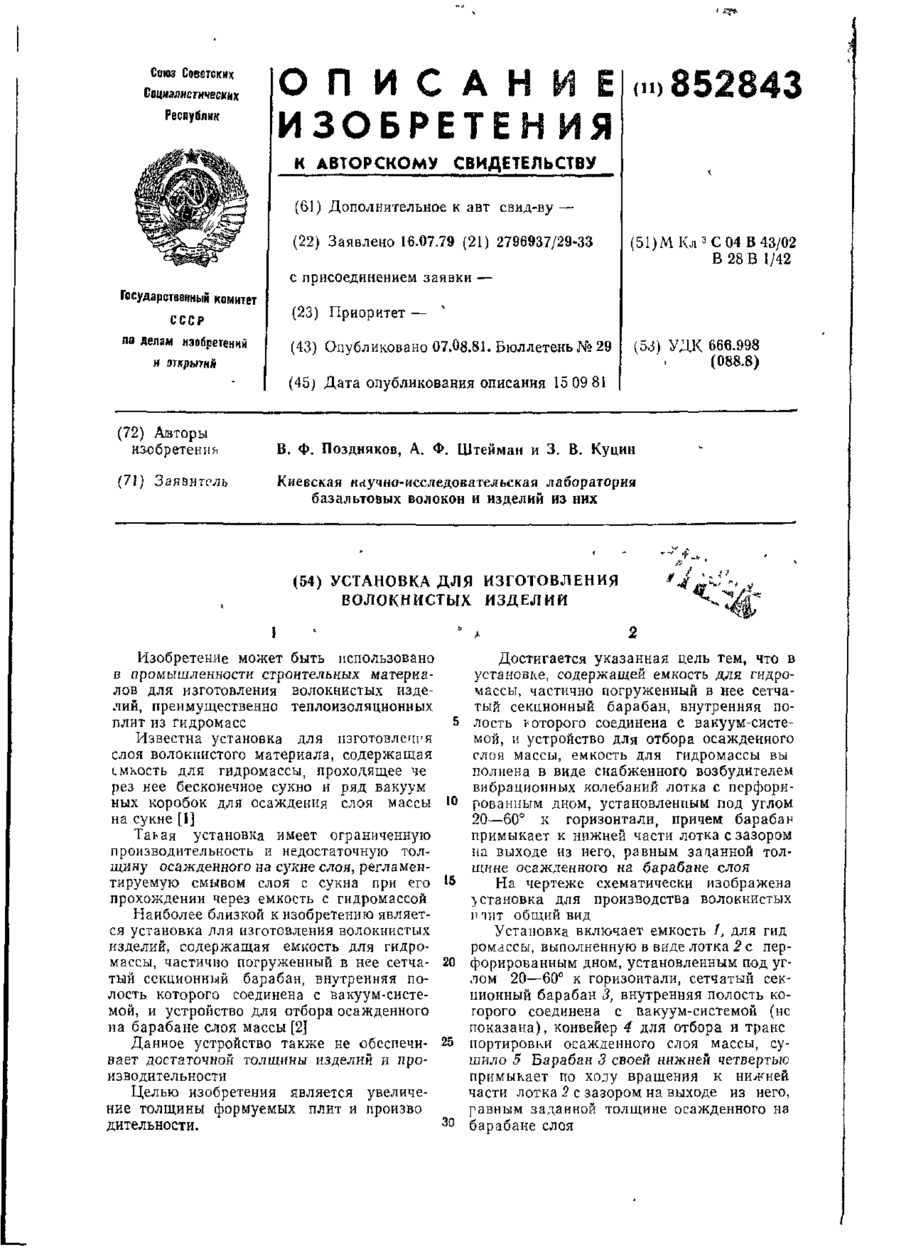
1. Спосіб виготовлення кільцевого волокнистого каркаса, який здійснюють шляхом укладання незв'язаних волокон на обертовий опорний стіл за допомогою порожнистого укладального конічного валка, що містить зовнішню обичайку конічної форми, яка оточує порожнину та оснащена множиною наскрізних отворів, причому конічний валок розташовують над столом таким чином, що його твірна проходить поблизу верхньої поверхні столу паралельно їй у зоні укладання волокон на стіл, при цьому волокна укладають на стіл у ході процесу, де волокна подають на зовнішню поверхню перфорованої обичайки конічного валка в зоні живлення конічного валка, віддаленій від зони укладання волокон на стіл, надалі їх утримують на зовнішній поверхні перфорованої обичайки конічного валка шляхом створення розрідження в порожнині і відповідно ефекту всмоктування крізь отвори в обичайці, після чого волокна транспортують від зони живлення конічного валка до зони укладання волокон на стіл за допомогою обертання конічного валка навколо своєї осі та припиняють утримування волокон на конічному валку в зоні укладання волокон за допомогою локалізованого переривання всмоктування через отвори в обичайці конічного валка щонайменше на рівні зазначеної зони, так що транспортовані волокна укладаються на стіл, що приводиться в обертання навколо своєї осі одночасно з конічним валком. 2 (19) 1 3 77793 4 дання волокон на стіл, засоби для створення роз13. Установка за будь-яким з пп.10-12, яка відрізрідження в порожнині конічного валка і відповідно няється тим, що над опорним столом розташоваефекту всмоктування через отвори обичайки коніний принаймні один ущільнювальний конічний вачного валка і пристрій локалізованого переривання лок за зоною укладання волокон на стіл. всмоктування, вмонтований між засобами ство14. Установка за будь-яким з пп.10-13, яка відрізрення розрідження в порожнині й отворами конічняється тим, що над опорним столом за зоною ної форми щонайменше на частині обичайки коніукладання волокон на стіл установлений голкочного валка, розташованій у зоні укладання пробивний пристрій. волокон на стіл. 15. Установка за будь-яким з пп.10-14, яка відріз11. Установка за п.10, яка відрізняється тим, що няється тим, що відстань між опорним столом і засоби подачі волокон виконані в вигляді живильживильним конічним валком є регульованою. ника з живильним каналом, над яким розташова16. Установка за будь-яким з пп.10-15, яка відрізний розпушувач, і живильний канал для подачі няється тим, що пристрій локалізованого перериволокон розташований між розпушувачем і зоною вання всмоктування містить нерухомий екран, розживлення конічного валка. ташований уздовж перфорованої частини 12. Установка за п.11, яка відрізняється тим, що обичайки конічного валка поблизу перфорованої живильний канал, щонайменше у своїй частині частини обичайки. поблизу конічного валка, має трапецеїдальний переріз. Даний винахід стосується виготовлення кільцевих волокнистих каркасів, як-от пористих каркасів, призначених для утворення армованої основи кільцевих виробів з композитного матеріалу, одержуваних шля хом ущільнення каркасів матрицею. Конкретною галуззю використання винаходу є виготовлення волокнистих каркасів для кільцевих фрикційних виробів з композитного матеріалу, якот диски зчеплення або гальмівні диски з термоконструкційного композитного матеріалу. Такі диски містять волокнисту армуючу основу, звичайно з вуглецевих волокон, ущільнену вуглецевою і/або керамічною матрицею. Застосовуваний у даний час спосіб виготовлення волокнистої армуючої основи для диска з композитного матеріалу, зокрема гальмівного диска з композитного матеріалу вуглець/вуглець (С/С), полягає у виготовленні кільцевого каркаса шляхом накладання один на одного двовимірних шарів волокнистих конструкцій. Придатними до використання плоскими волокнистими конструкціями є тканини, полотна з волокон одного напрямку, полотнини з волокон множини напрямків, утворені множиною полотен з волокон одного напрямку, накладених одне на одне в різноманітних напрямках і зв'язаних між собою, наприклад, голкопробиванням. До таких плоских волокнистих конструкцій належать також прошарки товсті або комплексні конструкції, що містять шар, утворений тканиною або полотном, на якому шар повсті або маси незв'язних волокон укріплений, наприклад, голкопробиванням. Шари можуть плоско накладатися один на одний із з'єднанням за допомогою голкопробивання для утворення полотна, з якого вирізують кільцеві каркаси, як це описано, [наприклад, у патентах США №4790052 і №5792715]. Цей поширений спосіб прийнятний для виготовлення каркасів для гальмівних дисків з композитного матеріалу С/С, проте він пов'язаний із значними втратами матеріалу в процесі розкрою на каркаси. Інший відомий спосіб, описаний [у патентному документі ЕР 0424988], полягає у вирізанні сегментів кільця в плоских шарах і у формуванні кільцевого каркаса шляхом накладання і голкопробивання кілець, отриманих укладкою встик цих сегментів. Даний спосіб, ціною більш тонкого процесу виго товлення каркасів, дозволяє знизити втрати матеріалу, але не уникнути їх цілком. Для уникнення втрат матеріалу було запропоновано виготовляти кільцеві волокнисті каркаси шляхом навивання по спіралі деформуючих джгутів або звитої у спіраль тканини з утворенням витків, що їх укладають один на одний і зв'язують між собою голкопробиванням, - [див. патенти США №5662855 і №6009605]. Ці способи потребують використання спеціальних і дорогих у виготовленні волокнистих конструкцій - здатних до деформації джгутів і звитих у спіраль тканин. Задача, на вирішення якої спрямовано даний винахід, полягає у створенні способу, що дозволяє виготовляти кільцеві волокнисті каркаси особливо простим і економічним шляхом. Відповідно до винаходу вирішення поставленої задачі досягається створенням способу, відповідно до якого незв'язані волокна вкладають на обертовий опорний стіл за допомогою порожнистого укладального конічного валка, що містить зовнішню обичайку конічної форми, яка охоплює порожнину й постачена множиною наскрізних отворів. Конічний валок розташований над столом таким чином, що його твірна проходить поблизу верхньої поверхні столу, по суті, паралельно їй у зоні укладки волокон на стіл. При цьому волокна вкладають на стіл у ході процесу, що включає такі етапи: волокна подають на зовнішню поверхню перфорованої обичайки конічного валка в зоні живлення конічного валка, віддаленій від зони укладки волокон на стіл, волокна утримують на зовнішній поверхні перфорованої обичайки конічного валка шляхом створення розрідження в порожнині і відповідно ефекту всмоктування крізь отвори в обичайці, 5 77793 6 волокна транспортують від зони живлення конайменше, на своїй частині поблизу конічного валнічного валка до зони укладки волокон на стіл за ка канал живлення в живильнику переважно має допомогою обертання конічного валка навколо трапецеїдальний переріз. своєї осі, Переважно, принаймні один ущільнювальний припиняють утримання волокон на конічному конічний валок розташований над опорним столом валку в зоні укладки волокон за допомогою локаліза зоною укладки волокон на стіл. зованого переривання всмоктування крізь отвори в Бажано також, щоб над опорним столом за зообичайці конічного валка, щонайменше, на рівні ною укладки волокон на стіл було встановлено зазначеної зони, так що транспортовані волокна голкопробивний пристрій. укладаються на стіл, що приводиться в обертання Відстань між опорним столом і живильним конавколо своєї осі одночасно з конічним валком. нічним валком може бути регульованою. Переважно волокна подають на зовнішню поВинахід стане більш зрозумілим з нижченавеверхню перфорованої обичайки конічного валка на деного опису, що не вносить яких-небудь обмечастині тієї поверхні, яка розташована між двома жень і містить посилання на додані креслення. На твірними конічного валка, на довжині (вимірюваній кресленнях: уздовж твірної), по суті, рівній ширині підлягаючого Фіг.1 ілюструє послідовні етапи способу за вивиготовленню кільцевого каркаса. Меридіональні находом у прикладі його здійснення, площини, що проходять через дві зазначені твірні, Фіг.2 схематично зображує в перспективі устаутворюють між собою кут, що переважно має від новку за винаходом в прикладі її здійснення, 10° до 40°. Фіг.3 зображує частину установки за Фіг.2 на Переважно волокна подають на зовнішню повигляді збоку, верхню перфорованої обичайки конічного валка Фіг.4 зображує у збільшеному масштабі, в розчерез живильний канал. різі, живильний конічний валок установки за Бажано також ущільнювати волокна після Фіг.2 і 3, укладки на стіл. Фіг.5 відповідає вигляду в розрізі площиною VВолокна можуть укладатися на стіл у вигляді V на Фіг.3 . множини шарів, що накладаються один на одний. Приклад здійснення винаходу описуватиметьУ цьому бажане переважно послідовне збільшенся стосовно до виготовлення кільцевих волокнисня відстані між столом і конічним валком у міру тих каркасів із волокон вуглецю або напівпродукту укладки послідовних шарів волокон. вуглецю, призначених для виготовлення фрикційПереважно волокна, покладені на стіл, зв'язуних дисків, зокрема гальмівних дисків із композитють одне з одним для утворення придатного до ного матеріалу вуглець/вуглець (С/С). обробки волокнистого каркаса. Зв'язок волокон Зрозуміло, винахід не обмежується цією галуодин з одним може здійснюватися за допомогою ззю й може використовуватися для виготовлення голкопробивання. будь-яких кільцевих волокнистих конструкцій. Ще одна задача, розв'язувана винаходом, поВолокна, призначені для виготовлення каркалягає у створенні установки для здійснення описаса, є короткими, або штапельними волокнами й ного вище способу. можуть доставлятися до установки у вигляді сплуВирішення поставленої задачі забезпечується таної волокнистої маси або пресованої маси (етап установкою, що містить: 1 способу за Фіг.1). обертовий опорний стіл, Волокна є волокнами з вуглецю або з напівживильний конічний валок, що обертається продукту вуглецю, як-от попередньо окислений навколо своєї осі й містить зовнішню обичайку поліакрилонітрил (ПАН). конічної форми, що оточує порожнину й постачена Як показано на Фіг.2, волокна 10 у вигляді вомножиною наскрізних отворів, причому конічний локнистої маси (або повсті) вкладають шаром на валок розташований над столом таким чином, що конвеєр 12, який подає її до розпушувача 20. Як це його твірна в зоні укладки волокон на стіл прохосаме по собі відомо, розпушувач 20 містить два дить поблизу верхньої поверхні столу і, по суті, металевих кілкових валики 22, 24, розташовані паралельно їй, паралельно і впритул один до одного. Ці валики засоби подачі волокон, вихід яких розташова22, 24 приводяться в обертання в протилежних ний поблизу зовнішньої поверхні перфорованої напрямках з відносно високою частотою обертанобичайки конічного валка в зоні живлення конічноня (декілька тисяч об./хвил.). Завдяки множині рего валка, віддаленої від зони укладки волокон на льєфних виступів у вигляді кілків або зачепів на стіл, бічній поверхні кілкові валики 22, 24 здійснюють засоби для створення розрідження в порожнирозбирання волокон сплутаної або пресованої ні конічного валка і відповідно ефекту всмоктуванмаси, яка подається конвеєром зверху у зазор між ня через отвори перфорації обичайки конічного валиками (етап 2 способу). На ви ході з розпушувалка, й вача, тобто нижче зазору між кілковими валиками пристрій локалізованого переривання всмок22, 24, розібрані волокна виходять у вигляді пухких тування, вмонтований між засобами створення (незв'язних) волокон. Вони викидаються з розпурозрідження в порожнині й отворами, щонайменшувача завдяки кінетичній енергії, отриманій від ше, на частині обичайки конічного валка, розташоконтакту з валиками, і під дією повітря, яке привованій у зоні укладки волокон на стіл. диться в рух валиками. Засоби подачі волокон можуть бути утворені Розібрані волокна надходять у живильний каживильником волокон, розташованим між розпунал 30 живильника, розташований між виходом шувачем і зоною живлення конічного валка. Щорозпушувача 20 і зовнішньою поверхнею обичайки 7 77793 8 обертового конічного валка 40 (етап 3 способу). ня також безперервно. Таким чином, волокнистий Живильний канал 30 (Фіг.2, 3 і 5) закінчується часкаркас 74 (показаний тільки на Фіг.3) може послітиною 32 у формі сопла. Частина 32 може бути довно виготовлятися на столі 70 за допомогою виконана заодно із живильним каналом 30 або укладки незв'язних волокон множиною шарів і виготовлена у вигляді окремої деталі, прикріпленої з'єднання волокон за допомогою голкопробивання. до живильника. Сопло 32 має, по суті, трапецеїдаПродуктивність подачі волокон кілковими вальний переріз і закінчується випускним вікном 34, ликами і швидкості обертання конічного валка 40 і яке обмежує зону живлення волокнами конічного столу 70 визначають товщину послідовних шарів валка 40. незв'язних волокон, що вкладаються на стіл. Конічний валок 40 виконаний порожнистим, а Переважно відстань між столом 70 і нижньою його обичайка 42 постачена множиною наскрізних горизонтальною твірною конічного валка 40 посліотворів 44, щонайменше, на її частині 42а у виглядовно збільшують у міру укладки послідовних шаді усіченого конуса (надалі - конічна частина), розрів волокон таким чином, щоб ця твірна знаходиміщеній між двома поперечними площинами. Вилася на одному рівні або на невеличкій відстані пускне вікно 34 сопла 32 знаходиться поблизу над верхньою поверхнею столу 70 (на початку перфорованої конічної частини 42а. Зона живленпроцесу), а потім на одному рівні або на невеличня конічного валка волокнами обмежена формою кій відстані над верхньою поверхнею каркаса в вікна 34 й розташована між двома твірними конуса процесі його виготовлення. Для цього стіл 70 і його і двома поперечними площинами, взаємно зміщезасоби приведення в обертання виконані з можлиними на довжину L вздовж твірної конуса (Фіг.3). вістю вертикального переміщення (в напрямку Конічний валок 40, який буде докладно описастрілки F на Фіг.3). ний далі з посиланнями на фіг.4 і 5, містить внутВідомим чином опорний стіл 70 може бути порішню порожнину 46, оточену конічною частиною критий шаром 76, що утворює повстяну підкладку, 42а. За рахунок розрідження, утворюваного в понаприклад, з поліпропіленових волокон, у яку голрожнині 46, волокна, подані в зону живлення коніки можуть проникати без ушкодження при обробці чного валка, утримуються на зовнішній поверхні перших шарів незв'язних волокон, покладених на конічної частини 42а. Конічний валок 40 привостіл 70. Плівка 78, наприклад поліетиленова, може диться в обертання навколо своєї осі так, що вобути покладена на повстяну підкладку 76 для унилокна, утримувані всмоктуванням на його поверхкнення утворення зайвого зв'язку між кільцевою ні, транспортуються до зони укладки волокон на волокнистою конструкцією і повстяною підкладкою опорний стіл 70, що має форму диска або кільця під дією голкопробивання. Пристрій, що дозволяє (етап 4 способу). виконувати кільцеве голкопробивання волокнистої Стіл 70 приводиться в обертання навколо своструктури, утвореної шарами волокон, що їх уклаєї вертикальної осі 72 приводним двигуном (не дають один на одний на опорний стіл, при посліпоказаний). Конічний валок 40 має горизонтальну довному переміщенні столу щодо голкопробивної твірну, що проходить над верхньою поверхнею голівки, описано [в патентному документі Франції столу 70 поблизу неї. Утримання волокон на коніч№ 2626294]. ному валку 40 за допомогою всмоктування переДовжину (відстань) L на рівні зони живлення ривається в зоні укладки, так що волокна, трансконічного валка 40 вибирають відповідно до ширипортовані конічним валком 40, укладаються на ни кільцевого каркаса, що підлягає виготовленню. кільце 70 (етап 5 способу). Обмеження зони живлення конічного валка 40 Після укладки на кільце волокна 10 (показані двома твірними (тобто меридіональними площичастково на Фіг.3) ущільнюють за допомогою принами) конуса надає цій зоні форму, що відповідає наймні одного конічного валка 88, що передає зусектору кільця. Дві меридіональні площини утвосилля стиску (етап 6 способу). Конічний валок 88 рюють між собою кут від 10° до 40°. Завдяки своєможе бути встановлений з можливістю вільного му трапецеїдальному перерізу сопло 32 дозволяє обертання навколо своєї осі й передачі зусилля здійснювати укладку волокон на опорний стіл 70 ущільнення волокон за рахунок регулювання відшаром постійної товщини по всій ширині зони стані між його нижньою горизонтальною твірною і укладки. Оскільки волокна, що виходять з кілкових верхньою поверхнею столу 70. Ущільнені волокна валиків 22, 24, викидаються, по суті, рівномірно по зв'язують між собою і з волокнами, раніше поклавсьому перерізу сопла 32, щільність волокон, поденими на столі. В показаному прикладі здійсненкладених на стіл 70, по суті, рівномірна. Ущільнення це зв'язування здійснюють за допомогою голконя й голкопробивання волокон сприяє досягненню пробивання в пристрої 80 голкопробивання, бажаного значення цієї щільності, тобто об'ємного розташованому за ущільнювальним конічним валпоказника волокна в каркасі. Таким чином, одерком або валками в напрямку обертання столу жують безпосередньо кільцевий волокнистий кар(етап 7 способу). кас без втрат матеріалу при розкрої. Далі цей карВідомим чином пристрій 80 голкопробивання кас може бути відомим чином ущільнений містить голкопробивну голівку 82, постачену мновуглецевою матрицею для одержання гальмівного жиною голок 84, які розподілені рівномірно, щодиска з композитного матеріалу С/С. найменше, по всій ширині каркаса. КривошипноФіг.4 і 5 зображують докладніше конічний вашатунний привід 86 надає голкопробивній голівці лок 40. Зовнішня обичайка 42 конічного валка місвертикального зворотно-поступального руху. тить частину 42b, жорстко прикріплену до ступи Подача волокон на кілкові валики 22, 24 роз48, і частина 42а, постачена наскрізними отворами пушувача здійснюється безперервно, при цьому 44 і розташована, наприклад, на боці того кінця конічний валок 40 і стіл 70 приводяться в обертан40а конічного валка, що має менший діаметр. 9 77793 10 Ступа 48 має зовнішню поверхню за формою повз неї в процесі обертання конічного валка 40, усіченого конуса в контакті із внутрішньою поверхщо звільняє за рахунок гравітації волокна, утримунею частини 42b обичайки 42 й утворює монтажну вані всмоктуванням під час їхнього транспортуопору для установки конічного валка 40 на нерування конічним валком. Екран 64 встановлений хомій осі 50. Між ступою 48 і віссю 50 установлені таким чином, щоб звільняти волокна для їхньої шарикопідшипники 52, 54, а ступа 48 жорстко з'єдукладки на стіл 70 у зоні укладки. нана зі шківом 56 ремінної передачі 58, зв'язаної з Як показано на Фіг.5, стінка 66 проходить між двигуном (не показаний) приводу обертання конічдвома меридіональними площинами 66а, 66b. ного валка 40 навколо його осі. Площина 66а, розташована попереду (в напрямку Простір між ступою 48 і закритим кінцем 40а обертання конічного валка 40), знаходиться на конічного валка 40 утворює порожнину 46, сполурівні або дещо перед меридіональною площиною чену із всмоктувальним пристроєм (не показаний) Р, у якій лежить нижня горизонтальна твірна коніччерез осьовий канал 50а осі 50. Між віссю 50 і стуного валка 40. Площина 66Ь розташована за плопою 48, з одного боку, і між віссю 50 і шківом 56, з щиною Р, причому її розташування може збігатися іншого боку, встановлені ущільнювальні кільця. з початком зони живлення конічного валка волокВісь 50 має виступаючий у порожнину 46 кінами, так що на вході в зону живлення поверхня нець 50Ь, на якому укріплений нерухомий екран 64 конічного валка не зайнята волокнами. Таким чи(показаний на Фіг.5). Екран 64 містить суцільну ном, кут між площинами 66а і 66Ь може сягати стінку 66 у формі сектора конуса, що проходить 180° або складати будь-яку меншу величину. упритул вздовж внутрішньої поверхні перфороваЕкран 64 жорстко прикріплений до кронштейну ної частини 42а обичайки 42. Стінка 66 перериває 68, укріпленого на кінці 50а осі 50. ефект всмоктування крізь отвори 44, що проходять 11 Комп’ютерна в ерстка Т. Чепелев а 77793 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and installation for making circular fiber frames
Автори англійськоюDuval RENAUD
Назва патенту російськоюСпособ и установка для изготовления кольцевых волокнистых каркасов
Автори російськоюДюваль Рено
МПК / Мітки
МПК: D04H 3/00, D04H 18/00, F16D 71/00
Мітки: волокнистих, виготовлення, спосіб, каркасів, установка, кільцевих
Код посилання
<a href="https://ua.patents.su/6-77793-sposib-i-ustanovka-dlya-vigotovlennya-kilcevikh-voloknistikh-karkasiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка для виготовлення кільцевих волокнистих каркасів</a>
Установка для виготовлення волокнистих виробів із гідромаси
Номер патенту: 69848
Опубліковано: 15.09.2004
Автори: Божко Василь Іванович, Сергеєв Володимир Петрович, Ященко Ольга Михайлівна, Бочарова Ірина Миколаївна, Куцин Зіновій Володимирович
МПК: B28B 1/52, C03B 37/10
Мітки: виробів, волокнистих, виготовлення, гідромаси, установка
Формула / Реферат:
Установка для виготовлення волокнистих виробів із гідромаси, яка містить ємність для гідромаси, сітчастий транспортер, форму для формування виробів, вузол вакуум-відсмоктування, сушильний агрегат, установлений над сітчастим транспортером, стіл приймання виготовлених виробів, яка відрізняється тим, що ємність для гідромаси оснащена пристроєм безперервної подачі гідромаси у ємність для відстою, над якою установлений пристрій для формування...
Установка для виготовлення волокнистих виробів
Номер патенту: 11680
Опубліковано: 25.12.1996
Автори: Поздняков Владислав Федорович, Штейман Анатолій Федорович, Куцин Зіновій Володимирович
Мітки: волокнистих, виробів, установка, виготовлення
Формула / Реферат:
Установка для изготовления волокнистых изделий, преимущественно плит, содержащая емкость для гидромассы, частично погруженный в нее сетчатый секционный барабан, внутренняя полость которого соединена с вакуум-системой, и устройство для отбора осажденного слоя массы, отличающаяся тем, что, с целью увеличения толщины формуемых плит и производительности, емкость для гидромассы выполнена в виде снабженного возбудителем вибрационных колебаний...
Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Плотник Маргарита Теймуразовна, Растєряєв Юрій Карпович, Скорняков Едуард Сергійович, Сітало Володимир Гаврилович, Таталін Борис Федорович, Воронов Володимир Миколайович, Дорошенко Володимир Іванович, Шапка Володимир Леонідович
МПК: B29D 30/08
Мітки: покришок, виготовлення, шин, спосіб, пневматичних, каркасів
Формула / Реферат:
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса...
Спосіб виготовлення кільцевих заготовок масивних шин
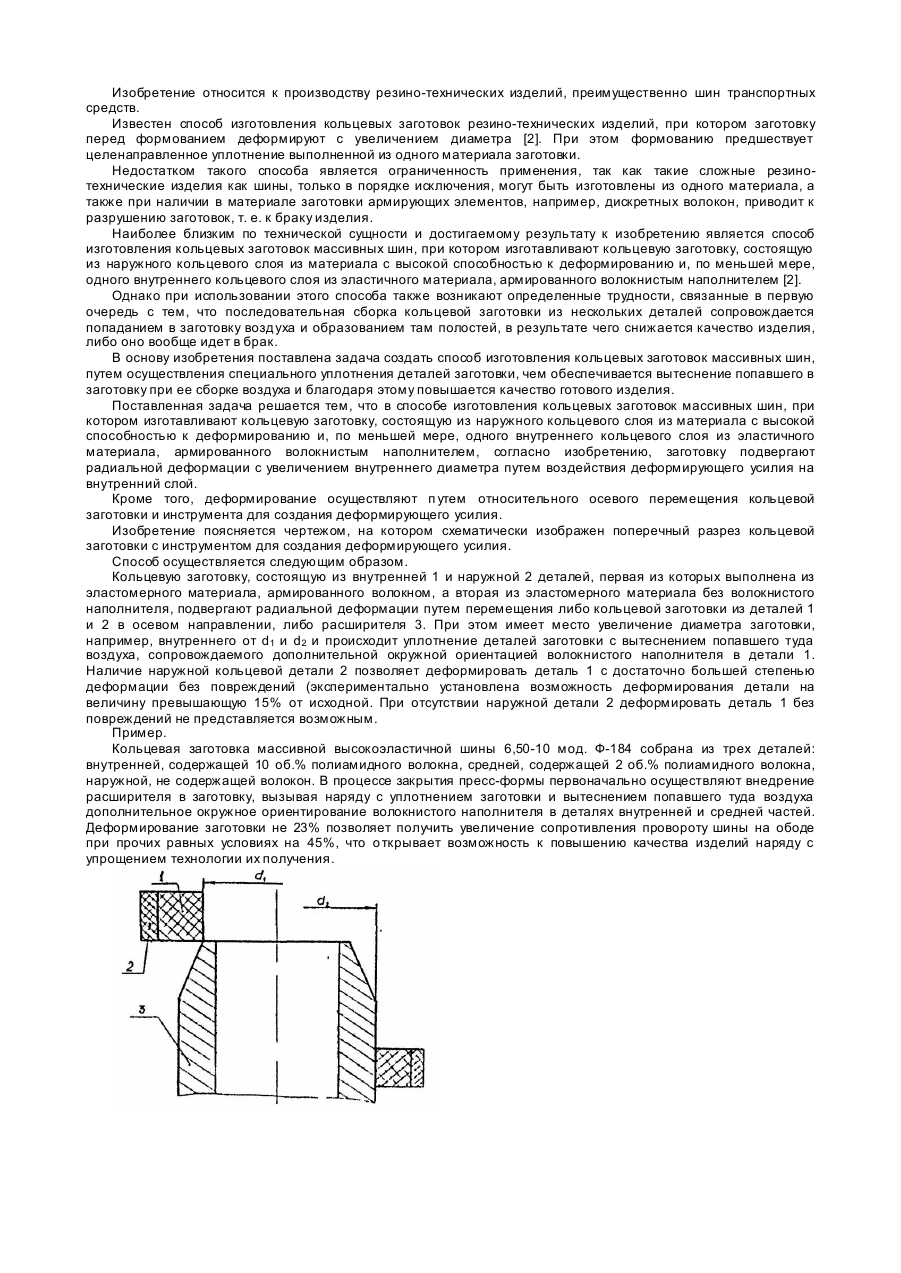
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Столяр Ігор Анатолієвич, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: кільцевих, спосіб, масивних, заготовок, виготовлення, шин
Формула / Реферат:
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб виготовлення кільцевих виробів
Номер патенту: 13710
Опубліковано: 25.04.1997
Автори: Левицький Леонид Аркадійович, Биков Петро Павлович, Івановський Костянтин Борисович, Староселецький Михайло Ілліч, Валетов Михайло Серафимович, Козловський Альфред Іванович, Новохатній Володимир Якимович, Шрамко Олександр Вікторович, Горб Евген Васильович, Хейфец Валентин Ілліч, Озимин Віктор Михайлович
Мітки: спосіб, виготовлення, кільцевих, виробів
Формула / Реферат:
1. Способ изготовления кольцевых изделий, включающий разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую механическую обработку последних с получением полуфабриката для раскатки, отличающийся тем, что, с целью повышения качества изделий, полуфабрикат получают с высотой, определяемой из следующей зависимости:Нок = Н0-а,где Нок - высота...
Попередній патент: Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Наступний патент: Роторно-лопатковий двигун рукавішнікова
Випадковий патент: Уловлювач конвеєрних стрічок