Чавунний посуд і спосіб виготовлення чавунного посуду

Формула / Реферат
1. Чавунний посуд, виконаний у вигляді чашоподібного виливка, виготовленого з сірого чавуну, на поверхні якого сформоване захисне покриття з оксиду заліза Fе3О4, який відрізняється тим, що сірий чавун містить кремній в кількості не менше 4,1 мас. %.
2. Спосіб виготовлення чавунного посуду, що включає лиття сірого чавуну в ливарну форму для отримання чашоподібного виливка, відділення ливників і задирок, обдирку, шліфування, піскоструминну обробку виливка і формування на виливку захисного покриття з оксиду заліза Fе3О4 шляхом його нагріву і занурення в мастило, який відрізняється тим, що при литті сірого чавуну в ливарну форму для отримання чашоподібного виливка до його складу вводять кремній в кількості не менше 4,1 мас. %, а після шліфування виконують, щонайменше двічі, графітизуючий відпал виливка при температурі 680-800 °C протягом 0,5-1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості.
3. Спосіб виготовлення чавунного посуду за п. 2, який відрізняється тим, при формуванні на виливку захисного покриття з оксиду заліза Fе3О4 його нагрів ведуть до температури 680-800 °С.
Текст
1. Чавунний посуд, виконаний у вигляді чашоподібного виливка, виготовленого з сірого чавуну, на поверхні якого сформоване захисне покриття з оксиду заліза Fе3О4, який відрізняється тим, що сірий чавун містить кремній в кількості не менше 4,1 мас. %. 2. Спосіб виготовлення чавунного посуду, що включає лиття сірого чавуну в ливарну форму для C2 2 (19) 1 3 80051 легко відокремлюваний шар окалини, внаслідок чого знижується зчеплення ґрунту і емалі. Це знижує міцність емалевого покриття і термін служби чавунного посуду із захисним покриттям, нанесеним у такий спосіб. З рівня техніки також відомий чавунний посуд, виконаний у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої нанесене захисне покриття у ви гляді шару мастила консервації, що складається з 50% парафіну і 50% медичного вазеліну [РСТ УССР 114-88 Посуда чугунная черная. Общие технические условия, п.п. 1.2., 2.2.2., 2.3.1., 2.5.1., аналог]. З рівня техніки також відомий спосіб виготовлення чавунного посуду, що включає лиття сірого чавун у в ливарну форму для отримання чашоподібної виливки, віддалення ливників, задирок, обдирку, шліфування, піскоструминну обробку виливки і нанесення на виливку захисного покриття у вигляді шару мастила консервації, що складається з 50% парафіну і 50% медичного вазеліну [РСТ УССР 114-88 Посуда чугунная черная. Общие технические условия, п. 2.5.1., аналог]. Недоліками такого чавунного посуду і способу виготовлення цього чавунного посуду є низька ефективність протикорозійної стійкості захисного покриття, виконаного у вигляді нанесеного мастила консервації, як при транспортуванні, так і при експлуатації чавунного посуду. В результаті суттєво знижується термін служ би чавунного посуду із захисним покриттям, нанесеним у такий спосіб. З рівня техніки також відомий найближчий за призначенням і кількості загальних ознак чавунний посуд, виконаний у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформовано захисне покриття з оксиду заліза Fе3О4 [UA 56079 А (СОНКІН О.Л.), 15.04.2003, найближчий аналог – прототип]. Виливка виготовлена з сірого чавун у, що містить кремній в кількості 2,5-4,0%. З рівня техніки також відомий найближчий за призначенням і кількості загальних ознак спосіб виготовлення чавунного посуду, що включає лиття сірого чавуну в ливарну форму для отримання чашоподібної виливки, віддалення ливників, задирок, обдирку, шліфування, піскоструминну обробку виливки і формування на виливці захисного покриття з оксиду заліза Fе3О4 шляхом її нагріву і занурення в масло [UA 56079 А (СОНКІН О.Л.), 15.04.2003, найближчий аналог – прототип]. При литті сірого чавуну в ливарну форму для отримання чашоподібної виливки до складу шихти вводять кремній в кількості 2,5-4,0%. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів ведуть до температури 830-900°С. Недоліками такого чавунного посуду і способу виготовлення цього чавунного посуду є її низька корозійна стійкість при приготуванні харчових продуктів, що містять органічні кислоти, зокрема лимонну, оцтову і молочну кислоти. Пояснюється це тим, що у склад шихти входить кремній в недостатній кількості (2,5-4,0%). 4 В результаті низький вміст кремнію в сірому чавуні не дозволяє забезпечити його стабільніший вміст і знижує активність вуглецю, що приводить до високого ступеня окислення чавуну і робить великий вплив на склад оксидної плівки (оксиду заліза Fе3О4) на поверхні виливки. Це не дозволяє добитися високої міцності зчеплення оксидної плівки з металом і знижує термін служби чавунного посуду. Крім того, при вибраному температурному режимі нагріву 830-900°С чавун надмірно нагрівається, стає пластичним і «пливе», спотворюючи первинну форму виливки. В результаті, геометричні параметри і форма виливки порушуються, а висока якість одержуваного цим способом чавунного посуду не досягається, що знижує його експлуатаційні властивості. Технічною задачею, на рішення якої направлений винахід, є в чавунному посуді і способі виготовлення чавунного посуду шляхом виготовлення виливки з сірого чавуну з підвищеним вмістом кремнію забезпечити стабільніший його зміст для підвищення активності вуглецю і його повного перетворення в графіт при тепловій обробці виливки в оптимальних режимах. Технічний результат, який досягається при рішенні поставленої технічної задачі, полягає в забезпеченні стабільності властивостей матеріалу, геометричних параметрів і форми посуду, а також в підвищенні міцності зчеплення оксидної плівки з металом, що підвищує корозійну стійкість до органічних кислот покриття, термін служби, якість і експлуатаційні властивості чавунного посуду. Поставлена технічна задача вирішується, а технічний результат досягається тим, що в чавунному посуді, виконаному у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4 , згідно винаходу, виливка виготовлена з сірого чавуну, що містить кремній в кількості не менше 4,1%. Підвищений вміст кремнію (не менше 4,1%) в сірому чавуні приводить до стабільнішого його вмісту, за рахунок чого підвищується активність вуглецю в процесі виготовлення чавунного посуду і досягається можливість його повного перетворення в графіт при тепловій обробці виливки в оптимальних режимах нагріву. Це забезпечує отримання стабільних властивостей матеріалу посуду і щільної з високими захисними властивостями оксидної плівки покриття. Поставлена технічна задача вирішується, а технічний результат досягається також тим, що в способі виготовлення чавунного посуду, що включає лиття сірого чавуну в ливарну форму для отримання чашоподібної виливки, віддалення літників і задирок, обдирку, шліфування, піскоструминну обробку виливки і формування на виливці захисного покриття з оксиду заліза Fе3О4 шляхом її нагріву і занурення в масло, згідно винаходу, при литті сірого чавуну в ливарну форму для отримання чашоподібної виливки до складу шихти вводять кремній в кількості не менше 4,1%, а після шліфування виконують, щонайменше, двічі, графітизуючий відпал виливки при температурі 680-800°С 5 80051 протягом 0,5-1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. Введення до складу шихти кремнію в підвищеній кількості (не менше 4,1%) приводить до стабільнішого його вмісту в чавуні, за рахунок чого підвищується активність вуглецю в процесі виготовлення чавунного посуду і досягається можливість його повного перетворення в графіт при тепловій обробці виливки в запропонованих оптимальних режимах нагріву. А бага тостадійний відпал виливки після шліфування і перед піскоструминною обробкою при температурі 680-800°С протягом 0,5-1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості зрештою забезпечує о тримання стабільних властивостей матеріалу посуду і щільної оксидної плівки з високими захисними властивостями при формуванні захисного покриття, що покращує експлуатаційні властивості чавунного посуду. Вибраний температурний режим графітизуючого відпалу 680-800°С виливки визначений дослідним шляхом і є оптимальним для отримання якнайкращих умов для повної графітизації вуглецю, стабілізації властивостей матеріалу виливки, геометричних параметрів і форми посуду, а також підвищення міцності зчеплення оксидної плівки з металом при формуванні захисного покриття. Дослідним шляхом встановлено, що вибір температури графітизуючого відпалу виливки менше 680°С не доцільний, оскільки в цьому випадку процес графітизації вуглецю сповільнюється, внаслідок чого не досягається стабілізація властивостей матеріалу виливки і знижується міцність зчеплення оксидної плівки з металом при формуванні захисного покриття. Дослідним шляхом також встановлено, що вибір температури графітизації відпалу виливки більше 800°С також не доцільний, оскільки в цьому випадку чавун надмірно нагрівається, стає пластичним і «пливе», спотворюючи первинну форму виливки, внаслідок чого знижується якість чавунного посуду. Крім того, при вибраному температурному режимі нагріву 680-800°С виливка набуває малинового кольору мінливості, що дозволяє додатково візуально контролювати температурний режим графітизації відпалу, що є додатковим технічним результатом. Спосіб виготовлення чавунного посуду має і інші відмінності, які використовується в окремих випадках його виконання для підвищення технічного результату. Так, в способі виготовлення чавунного посуду, згідно винаходу, при формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів ведуть до температури 680-800°С. Вибраний температурний режим нагріву 680800°С виливки визначений дослідним шляхом і є оптимальним для отримання якнайкращого співвідношення корозійної стійкості, стабілізації проектних геометричних параметрів і форми, терміну служби і якості чавунного посуду, що виготовляється цим способом. 6 При температурі нагріву виливки менше 680°С товщина шару оксидної плівки надмірно зменшується, внаслідок чого знижуються корозійна стійкість захисного покриття, а також термін служби і якість чавунного посуду. При температурі нагріву виливки більше 800°С чавун надмірно нагрівається, стає пластичним і «пливе», спотворюючи первинну форму виливки, а товщина шару оксидної плівки надмірно збільшується, внаслідок чого також знижуються корозійна стійкість захисного покриття, а також термін служби і якість чавунного посуду. При вибраному температурному режимі нагріву 680-800°С виливка набуває малинового кольору мінливості, по якому додатково візуально контролюють температурний режим її нагріву. Таким чином, за рахунок виготовлення виливки з сірого чавуну з підвищеним вмістом кремнію забезпечується стабільніший його зміст для підвищення активності вуглецю і його повне перетворення в графіт при тепловій обробці відливання в запропонованих оптимальних режимах нагріву. Це дозволяє забезпечити стабільність властивостей матеріалу, геометричних параметрів і форми посуду, а також підвищити міцність зчеплення оксидної плівки з металом, що підвищує корозійну стійкість до органічних кислот покриття, термін служби, якість і експлуатаційні властивості чавунного посуду. З рівня техніки заявник не виявив рішення, співпадаючі з сукупністю загальних і відмітних суттєви х ознак вдосконаленого чавунного посуду і вдосконаленого способу виготовлення чавунного посуду, на підставі чого можна зробити висновок, що те хнічні рішення цієї групи винаходів, що заявляються, не є частиною рівня техніки і відповідають критерію винаходу «новизна». З рівня техніки заявник також не виявив рішення, співпадаючі з відмітними суттєвими ознаками вдосконаленого чавунного посуду і вдосконаленого способу виготовлення чавунного посуду. На підставі цього можна зробити висновок, що технічні рішення цієї групи винаходів, що заявляються, для фахівця не є очевидними, тобто не випливають з рівня техніки, і відповідають критерію винаходу «винахідницький рівень». У прикладі конкретного виконання чавунний посуд, що заявляється, виконаний у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4. Виливка виготовлена з сірого чавун у, що містить кремній в кількості не менше 4,1%. Вуглець в чавуні знаходиться у вигляді графіту. Металевою основою чавуну є ферит. У прикладі конкретного виконання спосіб виготовлення такого чавунного посуду, що заявляється, здійснюють таким чином. Для лиття чавунного посуду застосовують сірий чавун, в хімічний склад якого входять залізо, а також в кількостях дозволених органами охорони здоров'я вуглець, кремній, марганець, фосфор і сірка із вмістом хрому, нікелю і міді, що допускається. 7 80051 Спочатку готують ши хту для плавки сірого чавун у, в яку вводять необхідні компоненти для отримання чавун у з необхідним хімічним складом. Кремній до складу шихти вводять в кількості не менше 4,1%. Кількість кремнію вибирають пропорційно масі чавунного посуду. Для чавунного посуду малої маси, наприклад сковороди млинниці, кремній вводять в кількості близькій до 4,1%. Чим більше маса чавунного посуду, тим в більшій кількості вводять в шихту кремній для поліпшення заповнення ливарної форми розплавом чавун у. Наприклад, для каструлі кремній вводиться в кількості близькій до 7,0%. Після розплаву ши хти виконують лиття сірого чавун у в ливарну форму для отримання чашоподібної виливки. На практиці для лиття чавунного посуду застосовують сірий чавун з переважно наступним хімічним складом (у відсотках): вуглець 3,2-3,8; кремній не менше 4,1; марганець не більш 0,8; фосфор не більш 0,6; сірка не більш 0,05; залізо інше. Допускається наявність хрому до 0,2%, нікелю до 0,3% і міді до 0,5%. Чашоподібні виливки використовують для виготовлення різного кухонного чавунного посуду, зокрема: - сковорода кругла з однією ручкою; - сковорода кругла з двома ручками; - сковорода млинниця кругла з однією ручкою; - сковорода сотейник кругла з однією ручкою; - сковорода сотейник кругла з двома ручками; - сковорода жаровня з двома ручками; - каструля з кришкою; - інший посуд. Потім виливку піддають механічній обробці, при якій послідовно виконують віддалення ливників, задирок, обдирку і шлі фування поверхні. Після шліфування виконують, щонайменше, двічі, графітизуючий відпал виливки при температурі 680-800°С протягом 0,5-1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. Такий температурний режим графітизуючого відпалу 680-800°С виливки є оптимальним для отримання якнайкращих умов для повної графітизації вуглецю, стабілізації властивостей матеріалу виливки, геометричних параметрів і форми посуду, а також підвищенню міцності зчеплення оксидної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. При температурі графітизуючого відпалу виливки менше 680°С процес графітизації вуглецю сповільнюється, внаслідок чого не досягається стабілізація властивостей матеріалу виливки і знижується міцність зчеплення оксидної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. 8 При температурі графітизуючого відпалу виливки більше 800°С також не доцільний, оскільки в цьому випадку чавун надмірно нагрівається, стає пластичним і «пливе», спотворюючи первинну форму виливки, внаслідок чого знижується якість чавунного посуду. Після цього виконують піскоструминну обробку поверхні на піскоструминній установці і формування на виливці захисного покриття з оксиду заліза Fе3О4 шляхом її нагріву в нагрівальному пристрої і занурення в масло. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів ведуть до температури 680-800°С. Такий температурний режим нагріву 680-800°С чавун у виливки є оптимальним для отримання якнайкращого співвідношення корозійної стійкості, стабілізації проектних геометричних параметрів і форми, терміну служби і якості чавунного посуду, що виго товляється цим способом. При температурі нагріву виливки менше 680°С товщина шару оксидної плівки надмірно зменшується, внаслідок чого знижуються корозійна стійкість захисного покриття, а також термін служби і якість чавунного посуду. При температурі нагріву виливки більше 800°С чавун надмірно нагрівається, стає пластичним і «пливе», спотворюючи первинну форму виливки, а товщина шару оксидної плівки надмірно збільшується, внаслідок чого знижуються корозійна стійкість захисного покриття, а також термін служби і якість чавунного посуду. При вибраному температурному режимі нагріву 680-800°С сірого чавуну виливка набуває малинового кольору мінливості, по якому додатково візуально контролюють температурний режим її нагріву. Винахід ілюструється прикладами 1-5 реалізації способу виготовлення чавунного посуду з різними температурними режимами нагріву виливки. Приклад 1 Виготовлявся чавунний посуд - сковорода млинниця, виконана у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4 . Виливка виготовлялася з сірого чавуну, що містить кремній в кількості 4,0%. Спосіб виготовлення такого чавунного посуду включав всі операції способу, що заявляється. Після шліфування виконували, один раз графітизуючий відпал виливки при температурі 60°С протягом 0,4 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів вели до температури 670°С і занурювали в масло. При такій температурі одноразового графітизуючого відпалу виливки протягом 0,4 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості процес графітизації вуглецю сповільнювався, внаслідок чого не досягалася стабілізація властивостей матеріалу виливки і знижувалася міцність зчеплення оксид 9 80051 ної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. При такому режимі нагріву і занурення в масло первинні геометричні параметри і форма виливки не змінювалися і відповідали її проектним значенням. Проте зменшувалася товщина шару оксидної плівки, внаслідок чого знижувалася корозійна стійкість захисного покриття і термін служби чавунного посуду. Міцність захисного покриття, а також якість і експлуатаційні властивості чавунного посуду, одержаного цим способом, незадовільні. Приклад 2 Виготовлявся чавунний посуд - сковорода млинниця з невеликою масою, виконана у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4. Виливка виготовлялася з сірого чавуну, що містить кремній в кількості 4,1%. Спосіб виготовлення такого чавунного посуду включав всі операції способу, що заявляється. Після шліфування виконували, двічі графітизуючий відпал виливки при температурі 680°С протягом 0,5 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів вели до температури 680°С і занурювали в масло. При такій температурі дворазового графітизуючого відпалу виливки протягом 0,5 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості процес графітизації вуглецю активізувався, внаслідок чого досягалася стабілізація властивостей матеріалу виливки і підвищувалася міцність зчеплення оксидної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. При такому режимі нагріву і занурення в масло первинні геометричні параметри і форма виливки не змінювалися і відповідали її проектним значенням. Товщина шару оксидної плівки збільшувалася, внаслідок чого підвищувалася корозійна стійкість захисного покриття і термін служби чавунного посуду. Міцність захисного покриття, а також якість і експлуатаційні властивості чавунного посуду, одержаного цим способом, задовільні. Приклад 3 Виготовлявся чавунний посуд - сковорода сотейник з середньою масою, виконана у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4. Виливка виготовлялася з сірого чавуну, що містить кремній в кількості 5,5%. Спосіб виготовлення такого чавунного посуду включав всі операції способу, що заявляється. Після шліфування виконували, двічі графітизуючий відпал виливки при температурі 740°С протягом 0,75 години з подальшим охолоджуван 10 ням на повітрі до досягнення сірого кольору мінливості. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів вели до температури 740°С і занурювали в масло. При такій температурі дворазового графітизуючого відпалу виливки протягом 0,75 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості процес графітизації вуглецю ще більш активізувався. В результаті цього досягалася повна стабілізація властивостей матеріалу виливки і підвищувалася міцність зчеплення оксидної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. При такому режимі нагріву і занурення в масло первинні геометричні параметри і форма виливки не змінювалися і відповідали її проектним значенням. Товщина шару оксидної плівки збільшувалася, внаслідок чого підвищувалася корозійна стійкість захисного покриття і термін служби чавунного посуду. Міцність захисного покриття, а також якість і експлуатаційні властивості чавунного посуду, одержаного цим способом, добрі. Приклад 4 Виготовлявся чавунний посуд - каструля з середньою масою, виконана у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4 . Виливка виготовлялася з сірого чавуну, що містить кремній в кількості 7,0%. Спосіб виготовлення такого чавунного посуду включав всі операції способу, що заявляється. Після шліфування виконували, три рази графітизуючий відпал виливки при температурі 800°С протягом 1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів вели до температури 800°С і занурювали в масло. При такій температурі триразового графітизуючого відпалу виливка протягом 1,0 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості процес графітизації вуглецю ще більш активізувався. В результаті цього досягалася повна стабілізація властивостей матеріалу виливки і підвищувалася міцність зчеплення оксидної плівки з металом при формуванні захисного покриття з оксиду заліза Fе3О4. При такому режимі нагріву і занурення в масло первинні геометричні параметри і форма виливки не змінювалися і відповідали її проектним значенням. Товщина шару оксидної плівки збільшувалася, внаслідок чого підвищувалася корозійна стійкість захисного покриття і термін служби чавунного посуду. Міцність захисного покриття, а також якість і експлуатаційні властивості чавунного посуду, одержаного цим способом, добрі. 11 80051 Приклад 5 Виготовлявся чавунний посуд - каструля з середньою масою, виконана у вигляді чашоподібної виливки, виготовленої з сірого чавуну, на поверхні якої сформоване захисне покриття з оксиду заліза Fе3О4 . Виливка виготовлялася з сірого чавуну, що містить кремній в кількості 7,0%. Спосіб виготовлення такого чавунного посуду включав всі операції способу, що заявляється. Після шліфування виконували, три рази графітизуючий відпал виливки при температурі 810°С протягом 1,1 години з подальшим охолоджуванням на повітрі до досягнення сірого кольору мінливості. При такому режимі графітизуючого відпалу чавун надмірно нагрівався, ставав пластичним і «плив», спотворюючи первинну форму виливки, а товщина шару оксидної плівки надмірно збільшувалася, внаслідок чого знижувалася корозійна стійкість і термін служби захисного покриття. При формуванні на виливці захисного покриття з оксиду заліза Fе3О4 її нагрів вели до температури 800°С і занурювали в масло. При такому режимі нагріву і занурення в масло відбувалися ті ж процеси, які були характерні при графітизуючому відпалі виливки. В результаті первинні геометричні параметри і форма виливки змінювалися і не відповідали її проектним значенням. Міцність захисного покриття, а також якість і експлуатаційні властивості чавунного посуду, одержаного цим способом, незадовільні. Комп’ютерна в ерстка В. Клюкін 12 Приклади 2, 3, 4 свідчать про те, що підвищений вміст кремнію (не менше 4,1%) в чавуні, а також заявлені режими графітизуючого відпалу і нагріву виливки є оптимальними для забезпечення стабілізації властивостей матеріалу, геометричних параметрів і форми посуду. Це дозволяє підвищити міцність зчеплення оксидної плівки з металом, корозійну стійкість до органічних кислот, термін служби, якість і експлуатаційні властивості чавунного посуду. Приклади 1, 5 свідчать про те, що понижений вміст кремнію (менше 4,1%), а також виконання графітизуючого відпалу і нагріву виливки за межами заявлених режимів не доцільне, оскільки при цьому не забезпечується стабілізація властивостей матеріалу, спотворюються геометричні параметри і форма посуду. Це приводить до зниження міцності зчеплення оксидної плівки з металом, корозійної стійкості до органічних кислот, терміну служби, якості і експлуатаційних властивостей чавунного посуду. Пропоновані чавунний посуд і спосіб виготовлення чавунного посуду можуть бути багато разів реалізовані промисловим способом на будь-якому підприємстві по литтю господарського чавунного посуду із застосуванням стандартного устатк ування і традиційних матеріалів, що свідчить про те, що те хнічні рішення цієї групи винаходів, що заявляються, відповідають критерію винаходу «промислова придатність». Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCast iron dishware and method for manufacturing thereof
Автори англійськоюSonkin Oleksandr Leonidovych
Назва патенту російськоюЧугунная посуда и способ изготовления чугунной посуды
Автори російськоюСонкин Александр Леонидович
МПК / Мітки
МПК: A47J 27/00, C22C 37/10, C21D 5/00, A47J 37/00
Мітки: посуду, виготовлення, спосіб, чавунного, чавунний, посуд
Код посилання
<a href="https://ua.patents.su/6-80051-chavunnijj-posud-i-sposib-vigotovlennya-chavunnogo-posudu.html" target="_blank" rel="follow" title="База патентів України">Чавунний посуд і спосіб виготовлення чавунного посуду</a>
Посуд чавуновий з захисним покриттям та спосіб його виготовлення
Номер патенту: 56079
Опубліковано: 15.04.2003
Автор: Сонкін Олександр Леонідович
МПК: B21J 5/00, A47J 37/00, A47J 27/00
Мітки: захисним, спосіб, покриттям, чавуновий, посуд, виготовлення
Формула / Реферат:
1. Посуд чавуновий з захисним покриттям, який відрізняється тим, що захисне покриття виконане з оксиду заліза Fe3О4 і має рівномірний чорний колір.2. Спосіб виготовлення чавунового посуду, який включає лиття чавуну в кокіль, видалення литників, задирок, обдирки й шліфування поверхні, який відрізняється тим, що після операції обдирки та шліфування поверхня посуду підлягає піскоструменевій обробці, потім її нагрівають до температури...
Спосіб виготовлення металевого кухонного посуду
Номер патенту: 43724
Опубліковано: 17.12.2001
Автори: РУСЄВ ГЕННАДІЙ МИХАЙЛОВИЧ, КИСЄЛЬОВ СЕРГІЙ МИХАЙЛОВИЧ, ГАЛЮК МИКОЛА ПИЛИПОВИЧ, ОВСЯНІКОВ ВІКТОР ВАСИЛЬОВИЧ
МПК: C23C 4/06
Мітки: спосіб, посуду, виготовлення, металевого, кухонного
Формула / Реферат:
1. Спосіб виготовлення металевого кухонного посуду, який включає попередню обробку поверхні для надання їй шорсткості і наступне нанесення металевого покриття електродуговим напиленням з використанням металу, що напилюють, у вигляді дроту, який відрізняється тим, що покриття наносять плазмовим напиленням, одночасно з яким додатково здійснюють механічне ущільнення напиленого металу, при цьому наносять біметалеве покриття, внутрішній шар якого...
Спосіб обслуговування фурмених приладів та головного чавунного жолоба доменної печі
Номер патенту: 48599
Опубліковано: 15.08.2002
Автори: Аріст Леонід Михайлович, Мілан Філіп Буйначек, Щербін Арнольд Іванович, Маковенко Анатолій Павлович, Банніков Юрій Григорович, Шуляцький Аркадій Львович
МПК: C21B 7/16
Мітки: чавунного, обслуговування, жолоба, спосіб, приладів, головного, фурмених, доменної, печі
Формула / Реферат:
Спосіб обслуговування фурмених приладів та головного чавунного жолоба доменної печі, що містить опускання поворотної ділянки майданчика та виконання робіт по заміні фурменого приладу, який відрізняється тим, що поворотну ділянку майданчика опускають та встановлюють над головним чавунним жолобом доменної печі, вогнестійкою плитою перекривають зону головного жолоба у районі чавунної льотки та витримують до виконання робіт по закриттю та...
Пристрій для миття посуду
Номер патенту: 33412
Опубліковано: 15.02.2001
Автор: Латихов Максим Валерійович
МПК: B67C 7/00
Мітки: посуду, пристрій, миття
Текст:
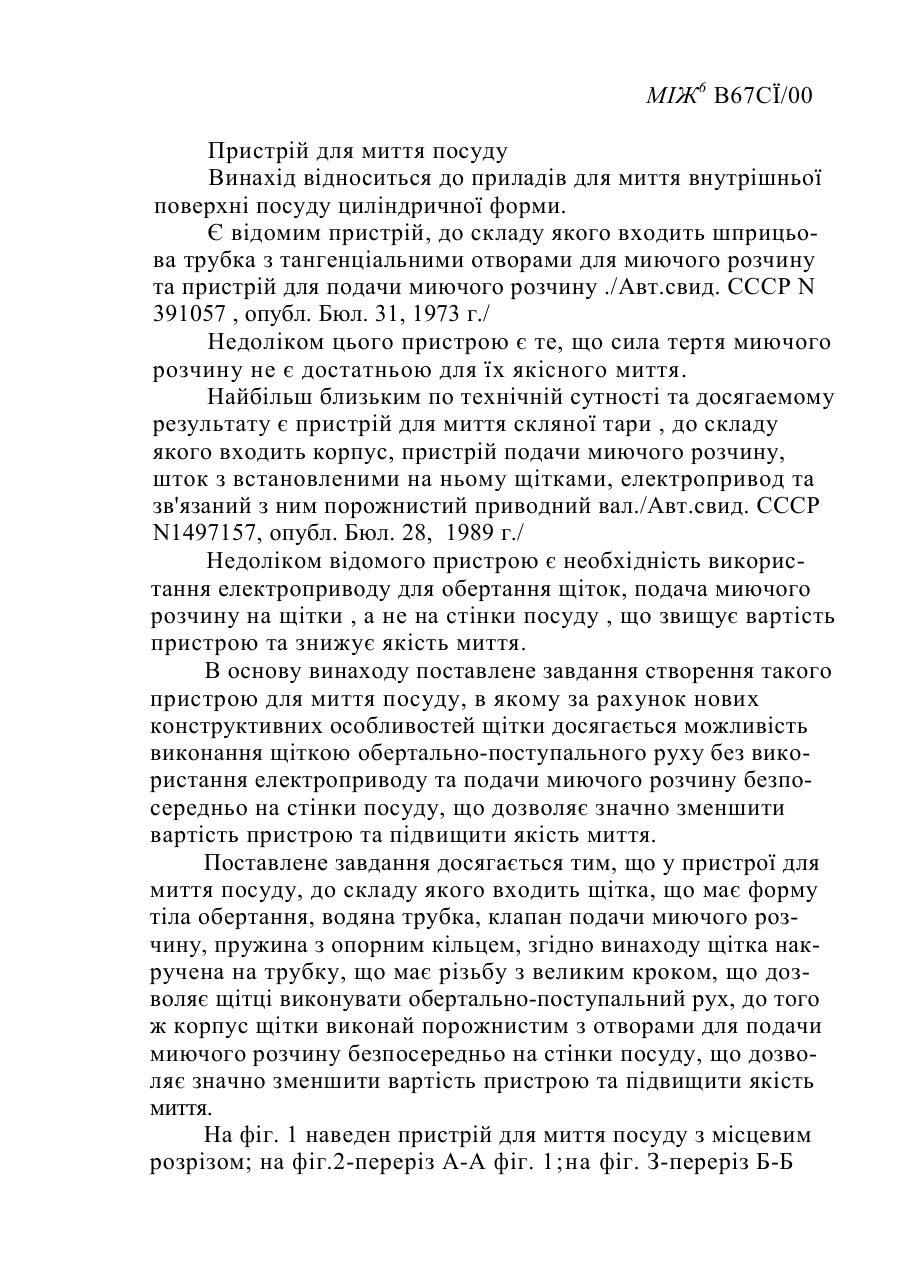
...рух, до того ж корпус щітки виконай порожнистим з отворами для подачи миючого розчину безпосередньо на стінки посуду, що дозволяє значно зменшити вартість пристрою та підвищити якість миття. На фіг. 1 наведен пристрій для миття посуду з місцевим розрізом; на фіг.2-переріз А-А фіг. 1;на фіг. З-переріз Б-Б фіг.1. Пристрій для миття посуду містить у собі порожнисту циліндричну щітку 1, накручену на на різьбову трубку 2, яка має різьбу з...
Посуд для теплової обробки харчових продуктів
Номер патенту: 33896
Опубліковано: 15.02.2001
Автори: Новосьолов Євген Георгієвич, Новосьолов Олексій Георгієвич, Малих Сергій Вікторович
МПК: A47J 27/00
Мітки: теплової, обробки, продуктів, харчових, посуд
Формула / Реферат:
1. Посуд для теплової обробки харчових продуктів, який має металеву ємність з фланцем, теплопровідний метал, розташований під днищем ємності, кожух з нержавіючої сталі, який контактує з теплопровідним металом та днищем ємності, кришку, яка відрізняється тим, що теплопровідний метал відділено від контактуючих з ним плоских поверхонь днища та кожуха переривистим повітряним зазором, товщина якого становить 0,26 ÷ 5,0мк та еквівалентна...
Попередній патент: Цифровий вимірювач концентрації речовин
Наступний патент: Гідроелектролізер
Випадковий патент: Бетонозмішувач і двигун в зборі для бетонозмішувача