Спосіб визначення придатності до повторного використання або забраковування вогнетривкої плити та призначений для цього пристрій
Формула / Реферат
1. Спосіб визначення придатності до повторного використання або забраковування вогнетривкої плити клапана шиберного затвора, яку застосовують для регулювання потоку розплавленого металу під час виливання вищезгаданого металу з верхнього резервуара в нижній резервуар, який відрізняється тим, що під час виливання вимірюють низку параметрів, принаймні один із них традиційним способом, і принаймні один із них, який стосується плити, визначають, розраховують або вимірюють при послідовному використанні плити певну кількість разів, а потім порівнюють з пороговими значеннями.
2. Спосіб за п. 1, який відрізняється тим, що порогові значення встановлюють по відношенню до конкретних умов застосування.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що визначення ґрунтується на миттєвому визначенні спрацювання плити.
4. Спосіб за п. 3, який відрізняється тим, що визначають миттєве спрацювання дроселювальних виступів плити шляхом розрахунку різниці між виміряним показником дроселювання клапана та розрахованим показником дроселювання.
5. Спосіб за п. 3, який відрізняється тим, що визначають миттєве спрацювання дроселювальних виступів плити шляхом розрахунку різниці між фактичною швидкістю потоку, розрахованою для миттєвої позиції клапана, виміряної відповідним пристроєм для миттєвого феростатичного тиску, розрахованого у функції миттєвої маси металу та внутрішньої конфігурації верхнього резервуара в даний момент часу для даного діаметра розливального отвору, та аналогічної швидкості потоку розрахованої згідно з законами фізики.
6. Спосіб за п. 3, який відрізняється тим, що визначають радіальне спрацювання плит шляхом розраховування різниці між фактичною швидкістю потоку, виміряною при повністю відкритому шибері, для миттєвого феростатичного тиску, розрахованого у функції миттєвої маси металу та внутрішньої конфігурації верхнього резервуара в цей час, та швидкістю потоку, розрахованою згідно з законами фізики, за однакових умов.
7. Спосіб за п. 3, який відрізняється тим, що визначають зміну характеристик відносного зміщення плит на основі енергії, застосованої для відносного зміщення плит.
8. Спосіб за будь-яким з пп. з 1-7, який відрізняється тим, що для визначення придатності враховують зміну характеристик плити в часі протягом використання.
9. Спосіб за п. 8, який відрізняється тим, що для визначення придатності враховують різні події та аварійні ситуації під час лиття.
10. Спосіб за п. 1 або 2, який відрізняється тим, що визначення ґрунтується на миттєвому визначенні спрацювання плити з урахуванням зміни характеристик плити в часі протягом використання.
11. Пристрій для здійснення способу за будь-яким з пп. з 1-10, який відрізняється тим, що включає вхідний блок, з'єднаний з датчиками, детекторами або лічильниками, для введення вибраних змінних, блок для запам'ятовування порогових значень та обчислювальний блок, здатний виконувати операції зі змінними, введеними через вхідний блок, і порівнювати параметри або результати вищезгаданих операцій з цими параметрами з пороговими значеннями, і вихідний блок, здатний давати сигнал, який відповідає рішенню щодо придатності до повторного використання або забраковування.
Текст
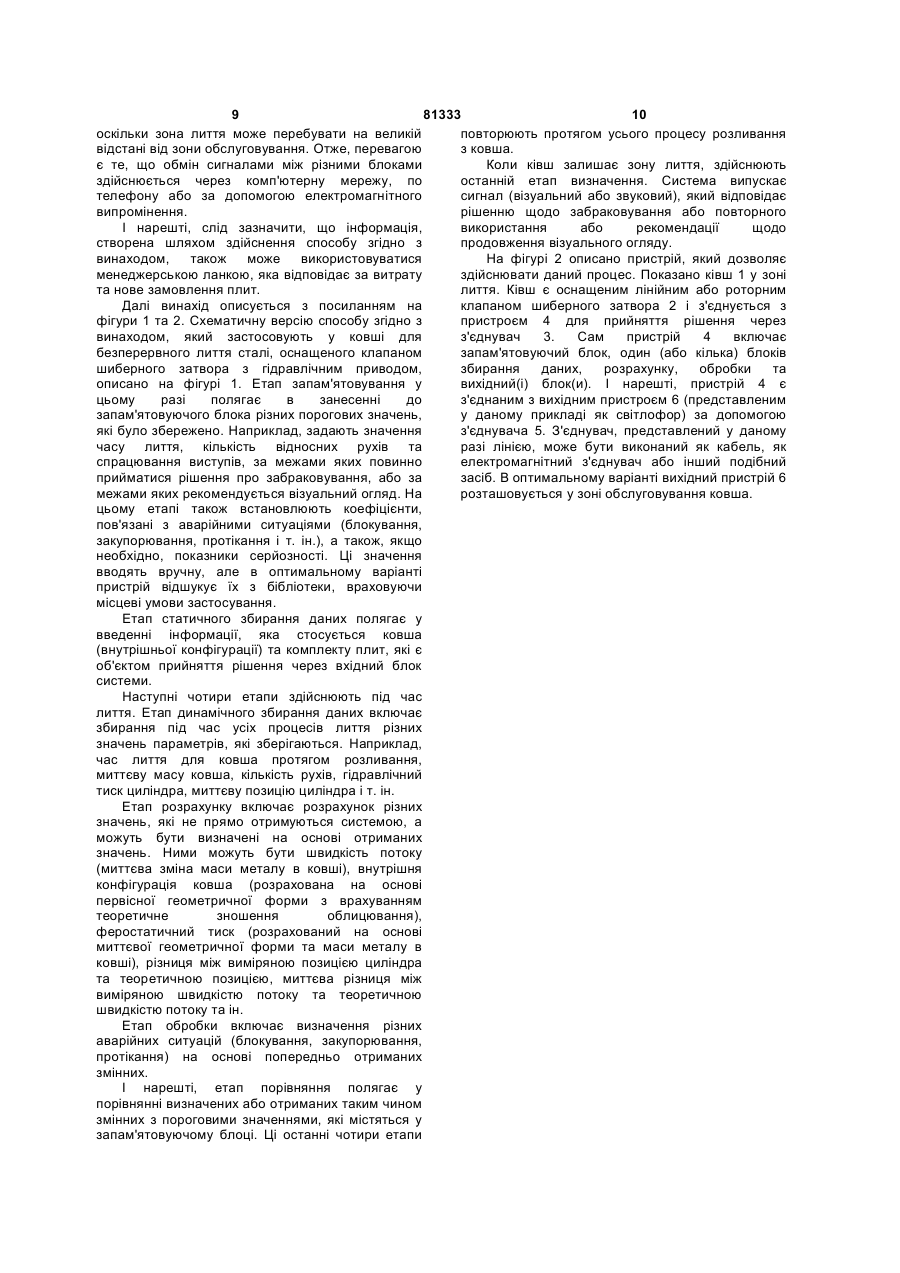
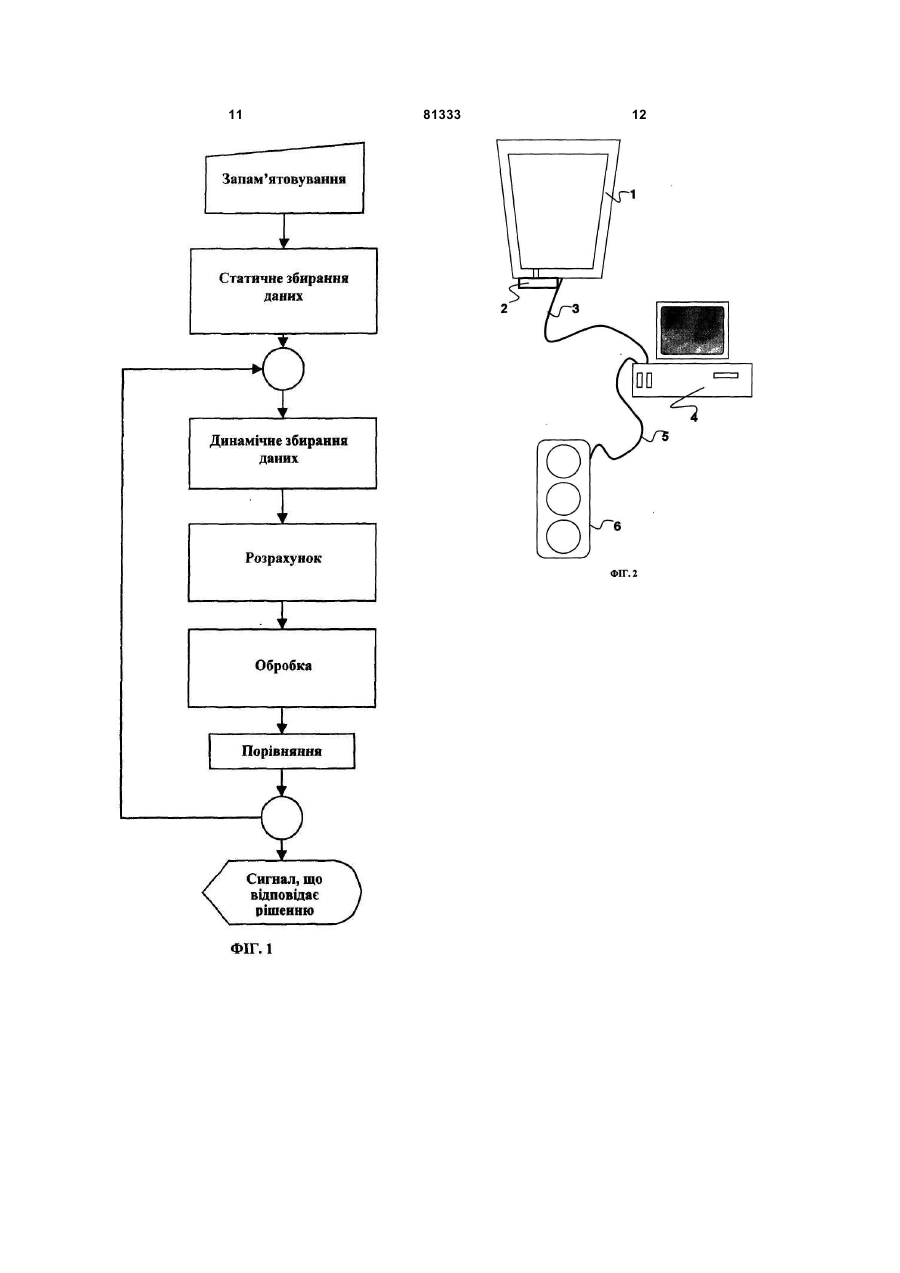
1. Спосіб визначення придатності до повторного використання або забраковування вогнетривкої плити клапана шиберного затвора, яку застосовують для регулювання потоку розплавленого металу під час виливання вищезгаданого металу з верхнього резервуара в нижній резервуар, який відрізняється тим, що під час виливання вимірюють низку параметрів, принаймні один із них традиційним способом, і принаймні один із них, який стосується плити, визначають, розраховують або вимірюють при послідовному використанні плити певну кількість разів, а потім порівнюють з пороговими значеннями. 2. Спосіб за п. 1, який відрізняється тим, що порогові значення встановлюють по відношенню до конкретних умов застосування. 3. Спосіб за пп. 1 або 2, який відрізняється тим, що визначення ґрунтується на миттєвому визначенні спрацювання плити. 4. Спосіб за п. 3, який відрізняється тим, що визначають миттєве спрацювання дроселювальних виступів плити шляхом розрахунку різниці між виміряним показником дроселювання клапана та розрахованим показником дроселювання. 5. Спосіб за п. 3, який відрізняється тим, що визначають миттєве спрацювання дроселювальних виступів плити шляхом розрахунку різниці між фактичною швидкістю потоку, розрахованою для миттєвої позиції клапана, виміряної відповідним пристроєм для миттєвого феростатичного тиску, розрахованого у 2 UA 1 АБО (19) ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 Головною метою даного винаходу є систематичний спосіб, який дозволяє об'єктивно вирішувати, чи може вогнетривка плита клапана шиберного затвора, який застосовують для регулювання потоку розплавленого металу під час виливання вищезгаданого металу з верхнього резервуара у нижній резервуар, бути повторно використана, чи має бути забракована. Згідно з іншими його аспектами, винахід стосується пристрою, призначеного для здійснення вищеописаного способу. Під час лиття, зокрема, безперервного лиття рідини в рідкому стані з верхнього металургійного резервуара в нижній резервуар, необхідно забезпечити певний рівень контролю за потоком металу, зокрема, швидкістю потоку лиття. Відомі різні засоби, які застосовують з цією метою: внутрішні засоби, такі як пробка, або зовнішні засоби, такі як клапан шиберного затвора (лінійний або роторний). Більшість клапанів шиберного затвора включають комплект вогнетривких плит, кожна з яких має принаймні один розливальний отвір, і вставляється у пристрій, забезпечуючи відносне зміщення плит, водночас забезпечуючи їх ущільнення таким чином, щоб струмінь металу міг більш або менш вільно текти крізь отвори сусідніх плит, залежно від рівня дроселювання, яке забезпечується отворами. У відомих пристроях відносне зміщення плит (принаймні одна з яких є рухомою, і принаймні одна є закріпленою або нерухомою) здійснюється згідно з лінійною, обертальною або будь-якою іншою траєкторією зсувного руху. Відносне зміщення плит зазвичай забезпечується зусиллям, яке справляє циліндр (гідравлічний, пневматичний або електромеханічний) або навіть моторизований привідний пристрій. Протягом усього процесу лиття рівень дроселювання плит постійно регулюється для підтримання умов лиття (швидкість потоку, рівень металу у верхньому резервуарі та ін.) у допустимих межах. Такі клапани шиберного затвора можуть працювати для розливання з печі у ківш або конвертер, з конвертера у ківш або з ковша у розливальний жолоб. Даний винахід стосується цих інших можливостей. Однак, для стислості його буде описано, головним чином, у контексті розливання з ковша у розливальний жолоб. Під час лиття вогнетривкі плити піддаються багатьом важким навантаженням, які за більшменш тривалий період спричинюють їх спрацювання. Зокрема, до них належать термічне (висока температура лиття), хімічне (склад ливарного металу, шлаку), механічне (показник дроселювання, кількість відносних зміщень і т.ін.), термомеханічне (термоудар) та інші навантаження. Крім того, певні події або випадки, які трапляються під час лиття, можуть мати суттєвий вплив на стан вогнетривких плит. Наприклад, у разі незапланованого відкривання верхнього резервуара або у разі закупорювання отвору під час лиття може виникати необхідність у застосуванні пальника або інших термічних 81333 4 стержнів з метою прочищення розливального отвору плити. Зрозуміло, що таке застосування пальника є руйнівним для стану плити. Усі ці навантаження викликають радіальне спрацювання розливального отвору, ерозію дроселювальних виступів (частина периферії отвору, яку застосовують для здійснення дроселювання струменя рідкого металу), тріщини всіх типів, руйнування різних ступенів або розплавлення вогнетривкого матеріалу або навіть проникнення сторонніх речовин усередину вогнетривкого матеріалу. В останні роки якість вогнетривких матеріалів, які застосовують для виробництва таких плит, а також оптимізація їх форми, дозволили значною мірою збільшити термін їх служби, таким чином, що після першого використання у клапані шиберного затвора під час виливання з верхнього резервуара у нижній резервуар фактично існує можливість повторного використання цих плит певну кількість разів. Таким чином, після кожного використання комплекту вогнетривких плит виникає необхідність у визначенні, чи можуть ці плити бути повторно використані, чи їх слід забракувати. Спосіб, який зазвичай застосовують у металургійній промисловості, полягає у здійсненні візуального огляду вогнетривких плит, і рішення, по суті, грунтується на стані плит. Цей візуальний огляд здійснюють на рівні так званої зони "обслуговування" (для металургійних резервуарів), у якій металургійні резервуари монтують таким чином, щоб забезпечувався легкий доступ до клапана шиберного затвора. Слід зазначити, що ця підготовча зона часто перебуває на значній відстані від зони лиття, в якій фактично здійснюють лиття, і, таким чином, обмін інформацією між операторами у цих різних зонах є дуже малим. Умови здійснення візуального огляду плит є далекими від оптимальних. Дійсно, плити можна побачити лише крізь розливальний отвір; таким чином, це не дозволяє перевіряти стан поверхонь ковзання, на яких руйнування, тим не менш, має найбільше значення. У більшості випадків частковий демонтаж шибера в даному разі забороняється, оскільки це пов'язано з надмірними витратами робочої сили і значними втратами часу та спецодягу, бо такий демонтаж створює дуже значний термоудар на рівні плит. Візуальний огляд плит, таким чином, здійснюється оператором, який має певний досвід у цій конкретній галузі, оскільки його рішення щодо можливого повторного використання або забраковування вогнетривкої плити є ключовим. Повторне використання зруйнованої плити дійсно може викликати дуже серйозну аварію (поломку), яка може зашкодити безпеці операторів або принаймні дуже серйозно пошкодити ливарну установку. З іншого боку, передчасне забраковування плити викликає значні економічні (збільшення витрат на відновлення) та екологічні (збільшення кількості відходів) збитки. Це рішення 5 81333 6 є дуже суб'єктивним і великою мірою залежить від якого повинно прийматися рішення про досвіду та кваліфікації оператора. забраковування плит. У [JP-A-2003181625] описано спосіб Фактичний показник дроселювання вимірюють, вимірювання рівня спрацювання плит клапана наприклад, за допомогою перетворювача, шиберного затвора, який застосовують для з'єднаного з пристроєм для зміщення плит, що регулювання потоку розплавленого металу. Рівень показує відносне зміщення плит. Крім того, спрацювання визначають за допомогою теоретичний показник дроселювання легко спеціального пристосування. Кінець цього розраховують представленим нижче способом. пристосування є з'єднаним з ливарним отвором Також можна розрахувати площу поперечного плити для безпосереднього вимірювання. Кожна розрізу проходу для рідкого металу, що відповідає нова плита повинна бути оснащена таким виміряній миттєвій швидкості потоку та пристосуванням. феростатичному тискові, який розраховують як Таким чином, згідно з першим аспектом, даний функцію миттєвої маси металу у верхньому винахід має на меті забезпечення способу, який резервуарі та внутрішньої конфігурації дозволяє об'єктивно вирішувати, чи може вищезгаданого резервуара. Для даного діаметра вогнетривка плита клапана шиберного затвора, ливарного отвору (нова плита або спрацьована який застосовують для регулювання потоку плита) ця площа поперечного розрізу проходу розплавленого металу під час виливання відповідає теоретичному показникові вищезгаданого металу з верхнього резервуара у дроселювання. Різниця між значеннями нижній резервуар, бути повторно використана, чи виміряного та теоретичного показника має бути забракована. Згідно з цим способом, дроселювання означає міру спрацювання. Таким використовують дані, які зазвичай є доступними і чином, різниця показників дроселювання може вимірюються у ливарних установках, а також бути виражена у довжині, що відповідає типові параметри фактичного спрацювання плити, спрацьованим частинам виступів. Цю довжину такі як показник дроселювання. після цього порівнюють з максимальною Слід зазначити, що у даному винаході, коли довжиною, за межами якої плити повинні йдеться про спрацювання плити, фактично це відбраковуватися. означає спрацювання робочої поверхні плити, яку Згідно з різновидом цього конкретного розглядають у даному разі, оскільки, якщо плита варіанта втілення винаходу, спосіб дозволяє має дві робочі поверхні, можна незалежно оцінити спрацювання шляхом розрахунку різниці використовувати дві поверхні плити, як описано у між фактичною швидкістю потоку, розрахованою [патенті ЕР-В1-817692]. для миттєвої позиції клапана, виміряної Спосіб згідно з винаходом характеризується відповідним пристроєм для миттєвого тим, що прийняття рішення про доцільність феростатичного тиску, розрахованого у функції повторного використання або забраковування миттєвої маси металу та внутрішньої конфігурації вогнетривкої плити грунтується на низці верхнього резервуара у даний момент часу для параметрів, які визначають, розраховують або даного діаметра розливального отвору (нові плити вимірюють при послідовному використанні плити або спрацьовані плити), та аналогічної швидкості певну кількість разів, а потім порівнюють під час потоку, розрахованої згідно з законами фізики. прийняття рішення з пороговими значеннями. Різницю у швидкості потоку також порівнюють з Порогові значення визначають у функції пороговими значеннями, за межами яких повинно місцевих умов застосування, наприклад, у функції прийматися рішення про забраковування. конкретної установки, процесу лиття, якості Згідно з іншим різновидом, спосіб дозволяє ливарного металу та прийнятного запасу оцінити радіальне спрацювання плит шляхом надійності. розрахунку різниці між фактичною швидкістю Параметри, визначені, виміряні або потоку, виміряною при повністю відкритому розраховані під час лиття, є типовими для шибері, для миттєвого феростатичного тиску, фактичного спрацювання плити, і враховують розрахованого у функції миттєвої маси металу та зміну характеристик плити у часі шляхом внутрішньої конфігурації верхнього резервуара у інтегрування даних, які стосуються різних подій цей час, та швидкістю потоку, розрахованою згідно або випадків, які траплялися під час їх з законами фізики, за однакових умов. Різниця у використання. Цей спосіб інтегрує певну кількість швидкості потоку також може бути порівняна з змінних, які зазвичай є наявними у ливарній пороговим значенням, за межами якого повинно установці (наприклад, маса металу у верхньому прийматися рішення про забраковування. резервуарі). Згідно з іще одним різновидом цього варіанта Згідно з першим варіантом втілення даного втілення, спосіб може передбачати врахування винаходу, в основу способу покладено миттєве енергії (гідравлічного тиску або електричного визначення спрацювання плит. струму), яку використовують для ковзного зсуву Згідно з першим різновидом цього конкретного рухомої плити. При цьому вимірюють характер варіанта втілення винаходу, спосіб дозволяє нерівності поверхні ковзання рухомої плити визначити спрацювання дроселювальних виступів відносно фіксованої плити або фіксованих плит плит шляхом розрахунку різниці між виміряним (тобто, форму спрацювання контактної поверхні показником дроселювання клапана та показником плит) та механічний стан системи або, у загальних дроселювання, розрахованим за законами фізики. рисах, форму зміни характеристик відносного Ця різниця між показником дроселювання може зміщення плит. При цьому враховують порогове бути порівняна з пороговим значенням, за межами 7 81333 8 значення для забраковування або перевірки плит передбачає сигнал про необхідність негайного та шиберного затвора. забраковування вогнетривкого елемента. Згідно з другим варіантом втілення винаходу, Згідно з різновидом винаходу, кожна з подій спосіб інтегрує показники часу використання плит або аварійних ситуацій має свою категорію у спрацьованому стані. Іншими словами, серйозності. Шляхом інтегрування всіх подій або враховується час, що сплив, протягом якого аварійних ситуацій, які визначаються за вогнетривкі плити фактично були піддані показниками серйозності, одержують показник, спрацюванню. Для цього необхідно відняти від типовий для подій або аварійних ситуацій, що загального часу лиття час повного закриття та час сталися, і цей показник може бути порівняний з повного відкриття, оскільки у цих двох позиціях пороговим значенням, за межами якого повинно плити дуже мало піддаються або зовсім не прийматися рішення про забраковування плити. піддаються спрацюванню. Слід розуміти, що час Згідно з третім варіантом втілення, якому використання плит у спрацьованому стані включає віддають особливу перевагу, спосіб визначення всі відрізки часу, що сплив, при послідовному об'єднує два або більше варіантів втілення (та їх використанні плити певну кількість разів. Таким різновидів), які було описано вище: щойно чином, спосіб згідно з винаходом включає етап перевищується одне зі значень, яке порівнюють з порівняння часу використання плит у відповідним пороговим значенням, відразу спрацьованому стані з пороговим значенням. приймається рішення про забраковування плити. Згідно з різновидом цього варіанта втілення Зрештою, у цьому разі виникає "зона непевності", даного винаходу, підраховують кількість відносних яка відповідає ситуації, коли жодне з порогових рухів (лінійних або роторних), які здійснюються значень не перевищується, але спостерігається плитами. Ця кількість рухів також може бути наближення до цих значень для принаймні двох із порівняна з пороговим значенням, за межами змінних. Якщо спосіб призводить до непевності, якого має прийматися рішення про може бути прийняте рішення вдатися до забраковування плити. візуального огляду. Згідно з оптимальним різновидом цього Згідно з іншими його аспектами, винахід самого варіанта втілення, точність визначення стосується пристрою для здійснення поліпшується шляхом інтегрування показників вищеописаного способу. Таким чином, ним є часу, які стосуються аварійних ситуацій. Можна пристрій для прийняття рішення щодо повторного спостерігати, що у разі незапланованого використання або забраковування вогнетривкої відкривання металургійного резервуара, яке плити клапана шиберного затвора, яку вимагає застосування руйнівної дії пальника, застосовують для регулювання потоку кількість необхідних пальників, а отже, розплавленого металу під час виливання інтенсивність та тривалість процесу прочищення вищезгаданого металу з верхнього резервуара у під дією пальника - а отже, виникаюче в результаті нижній резервуар, причому пристрій включає спрацювання плит - є прямо пропорційними часові, вхідний блок, з'єднаний з датчиками, детекторами протягом якого плита залишається блокованою. або лічильниками для введення вибраних змінних, Відтепер існує можливість врахування блок для запам'ятовування порогових значень та незапланованого відкривання шляхом помноження обчислювальний блок, здатний виконувати часу закриття (тобто, часу, протягом якого операції зі змінними, введеними через вхідний розливальний отвір плити залишається блок, та порівнювати параметри або результати блокованим) на даний множник (наприклад, на 4). вищезгаданих операцій на основі цих параметрів з Це врахування може бути ще поліпшене шляхом пороговими значеннями, та вихідний блок, здатний віднімання середнього показника часу, що минув давати сигнал, який відповідає рішенню щодо до застосування операторами пальника доцільності повторного використання або (наприклад, 2 хвилини). Також існує можливість забраковування. врахування часу неактивного стану плит між В оптимальному варіанті пристрій також двома послідовними випадками використання, запам'ятовує різні параметри, які стосуються який не може перевищувати певний показник. комплекту плит під час їх наступного Завдяки тому ж самому принципові, також використання. Для цього потрібно, щоб кожен існує можливість врахування блокування комплект плит міг бути чітко розпізнаний. Це може розливального отвору, яке трапляється під час бути здійснено шляхом розпізнання комплекту лиття. Ця подія зазвичай вимагає надзвичайно плит, наприклад, за допомогою штрих-коду. Коли суворих заходів для продовження процесу лиття. комплект плит вставляють у клапан шиберного Відтепер блокування ливарного отвору може бути затвора, встановлений на даному ливарному враховане шляхом помноження часу блокування резервуарі, і комплект плит перестає бути (тобто, часу, протягом якого отвір плити видимим, також виникає необхідність у чіткому залишається блокованим) на даний множник розпізнанні цього резервуара таким чином, щоб (наприклад, на 8). (завдяки зв'язкові між пристроями для Згідно з подібним варіантом втілення, спосіб розпізнавання комплектів плит та ливарним дозволяє враховувати будь-яке протікання металу резервуаром) інформацію, яка стосується між плитами (яке може бути пов'язане з тим, що комплекту плит, можна було отримати від при повністю закритому шибері все ж має місце пристрою для розпізнавання верхнього залишкова швидкість потоку металу). Оскільки це резервуара. є дуже серйозною аварійною ситуацією, яка може Слід зазначити, що різні блоки пристрою становити загрозу для ливарної установки, спосіб можуть перебувати на великій відстані від інших; 9 81333 10 оскільки зона лиття може перебувати на великій повторюють протягом усього процесу розливання відстані від зони обслуговування. Отже, перевагою з ковша. є те, що обмін сигналами між різними блоками Коли ківш залишає зону лиття, здійснюють здійснюється через комп'ютерну мережу, по останній етап визначення. Система випускає телефону або за допомогою електромагнітного сигнал (візуальний або звуковий), який відповідає випромінення. рішенню щодо забраковування або повторного І нарешті, слід зазначити, що інформація, використання або рекомендації щодо створена шляхом здійснення способу згідно з продовження візуального огляду. винаходом, також може використовуватися На фігурі 2 описано пристрій, який дозволяє менеджерською ланкою, яка відповідає за витрату здійснювати даний процес. Показано ківш 1 у зоні та нове замовлення плит. лиття. Ківш є оснащеним лінійним або роторним Далі винахід описується з посиланням на клапаном шиберного затвора 2 і з'єднується з фігури 1 та 2. Схематичну версію способу згідно з пристроєм 4 для прийняття рішення через винаходом, який застосовують у ковші для з'єднувач 3. Сам пристрій 4 включає безперервного лиття сталі, оснащеного клапаном запам'ятовуючий блок, один (або кілька) блоків шиберного затвора з гідравлічним приводом, збирання даних, розрахунку, обробки та описано на фігурі 1. Етап запам'ятовування у вихідний(і) блок(и). І нарешті, пристрій 4 є цьому разі полягає в занесенні до з'єднаним з вихідним пристроєм 6 (представленим запам'ятовуючого блока різних порогових значень, у даному прикладі як світлофор) за допомогою які було збережено. Наприклад, задають значення з'єднувача 5. З'єднувач, представлений у даному часу лиття, кількість відносних рухів та разі лінією, може бути виконаний як кабель, як спрацювання виступів, за межами яких повинно електромагнітний з'єднувач або інший подібний прийматися рішення про забраковування, або за засіб. В оптимальному варіанті вихідний пристрій 6 межами яких рекомендується візуальний огляд. На розташовується у зоні обслуговування ковша. цьому етапі також встановлюють коефіцієнти, пов'язані з аварійними ситуаціями (блокування, закупорювання, протікання і т. ін.), а також, якщо необхідно, показники серйозності. Ці значення вводять вручну, але в оптимальному варіанті пристрій відшукує їх з бібліотеки, враховуючи місцеві умови застосування. Етап статичного збирання даних полягає у введенні інформації, яка стосується ковша (внутрішньої конфігурації) та комплекту плит, які є об'єктом прийняття рішення через вхідний блок системи. Наступні чотири етапи здійснюють під час лиття. Етап динамічного збирання даних включає збирання під час усіх процесів лиття різних значень параметрів, які зберігаються. Наприклад, час лиття для ковша протягом розливання, миттєву масу ковша, кількість рухів, гідравлічний тиск циліндра, миттєву позицію циліндра і т. ін. Етап розрахунку включає розрахунок різних значень, які не прямо отримуються системою, а можуть бути визначені на основі отриманих значень. Ними можуть бути швидкість потоку (миттєва зміна маси металу в ковші), внутрішня конфігурація ковша (розрахована на основі первісної геометричної форми з врахуванням теоретичне зношення облицювання), феростатичний тиск (розрахований на основі миттєвої геометричної форми та маси металу в ковші), різниця між виміряною позицією циліндра та теоретичною позицією, миттєва різниця між виміряною швидкістю потоку та теоретичною швидкістю потоку та ін. Етап обробки включає визначення різних аварійних ситуацій (блокування, закупорювання, протікання) на основі попередньо отриманих змінних. І нарешті, етап порівняння полягає у порівнянні визначених або отриманих таким чином змінних з пороговими значеннями, які містяться у запам'ятовуючому блоці. Ці останні чотири етапи 11 81333 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for determining the suitability of reuse or disposal of refractory plate
Автори англійськоюMutsaarts Philippe
Назва патенту російськоюСпособ определения пригодности для повторного использования или отбраковки огнеупорной плиты и предназначенное для этого устройство
Автори російськоюМутсаартс Филипп
МПК / Мітки
МПК: B22D 41/22
Мітки: придатності, спосіб, визначення, забраковування, вогнетривкої, призначений, використання, повторного, плити, пристрій, цього
Код посилання
<a href="https://ua.patents.su/6-81333-sposib-viznachennya-pridatnosti-do-povtornogo-vikoristannya-abo-zabrakovuvannya-vognetrivko-pliti-ta-priznachenijj-dlya-cogo-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення придатності до повторного використання або забраковування вогнетривкої плити та призначений для цього пристрій</a>
Спосіб повторного використання плит ковзного замка, плита до цього замка і ковзний замок
Номер патенту: 52593
Опубліковано: 15.01.2003
Автори: Анс Ерік, Рішар Франсуа-Ноель
МПК: B22D 41/22
Мітки: плит, замок, замка, використання, повторного, ковзного, ковзний, цього, плита, спосіб
Формула / Реферат:
1. Способ повторного использования плит скользящего затвора металлургической емкости, включающий установку в верхнюю и нижнюю выемки затвора комплекта из двух огнеупорных плит, новой и уже использованной один раз плиты, каждую из которых размещают в выемке гранью, являющейся опорной поверхностью с возможностью взаимодействия с другой плитой гранью, являющейся ее скользящей поверхностью, отличающийся тем, что при замене плит новую плиту...
Монтажний пристрій для плити перекриття будинку та спосіб монтажу плити
Номер патенту: 77250
Опубліковано: 15.11.2006
Автор: Лі Юанхе
МПК: E04G 11/48, E04B 1/35, E04B 5/32
Мітки: плити, пристрій, перекриття, спосіб, будинку, монтажний, монтажу
Формула / Реферат:
1. Монтажний пристрій для плити перекриття будинку, що включає несучий елемент, призначений для встановлення плити перекриття, зазначений несучий елемент розташований вище площини, у якій лежить плита перекриття, і з'єднаний з плитою перекриття натяжним елементом, при цьому зазначений несучий елемент являє собою монтажний елемент на стіні будинку, де верхній кінець зазначеного натяжного елемента з'єднаний з зазначеним монтажним елементом...
Пристрій формування електронного оригінал-макета для друкування карток (наклейок) і спосіб використання цього пристрою
Номер патенту: 58018
Опубліковано: 15.07.2003
Автор: Соловйов Валентин Вячеславович
МПК: G06F 19/00
Мітки: оригінал-макета, спосіб, використання, наклейок, друкування, карток, формування, цього, пристрій, електронного, пристрою
Формула / Реферат:
1. Пристрій формування електронного оригінал-макета для друкування карток (наклейок), що використовуються при вивченні іноземних мов чи спеціальної термінологі, який містить блок пам'яті інформаційних елементів, призначений для збереження принаймні записів, які містять інформаційні елементи, відповідні призначеним для вивчання поняттям, блок пам'яті відібраних понять, призначений для збереження принаймні посилань на відібрані для використання...
Спосіб визначення придатності до експлуатації лопаток з дефектами
Номер патенту: 910
Опубліковано: 15.12.1993
Автори: Лук'янов Валентин Семенович, Карпенко Микола Петрович, Омельченко Володимир Васильович, Гліксон Ігор Леонідович
МПК: G01M 19/00, G01M 13/00
Мітки: придатності, спосіб, експлуатації, визначення, дефектами, лопаток
Формула / Реферат:
Способ определения пригодности к эксплуатации лопаток с дефектами путем осмотра пера лопатки, определения геометрических размеров дефекта и сравнения этих размеров с допустимыми, отличающийся тем, что, с целью повышения точности диагностирования, дополнительно измеряют расстояние от основания пера лопатки до месторасположения дефекта, определение его геометрических размеров осуществляют путем измерения длины дефекта по хорде, а...
Спосіб захисту тари або етикетки від повторного використання
Номер патенту: 38887
Опубліковано: 15.05.2001
Автори: Заремблюк Віктор Васильович, Погосян Рафік Георгійович
МПК: B65D 49/00, G09F 3/02, B42D 15/10
Мітки: захисту, повторного, тари, етикетки, використання, спосіб
Формула / Реферат:
(21) 2000116450(54) (57)Дата прийняттярішення19 березня 2001 р.1. Спосіб захисту тари або етикетки від повторного використання, який полягає в тому, що на поверхні тари або етикетки розміщують додатковий захисний елемент, який відрізняється тим, що на поверхні тари або етикетки наносять будь-яким методом друку один або декілька символів, хоч один з яких несе в собі індивідуальну інформацію для участі в...
Попередній патент: Пристрій для безвогневого врізування відводу в діючий трубопровід
Наступний патент: Термоелектричний модуль
Випадковий патент: Очисник головок коренеплодів від гички на корені