Спосіб виготовлення або ремонту моноблочного лопаткового диска та диск для виготовлення моноблочного лопаткового диска
Номер патенту: 83796
Опубліковано: 26.08.2008
Автори: Лестуаль Патрік Дід'є Мішель, Сон'як Франсіз Жій Базіль, Мірокур Жерар, Адд Даніель, Буржуа Марі-Франс, Ферт Жан - П'єр

Формула / Реферат
1. Спосіб виготовлення або ремонту моноблочного лопаткового диска, який включає етап формування на виступній площадці (4), яка є частиною диска (1) і виконана від переднього кінця (4а) до заднього кінця (4b) вздовж хорди (6) виступної площадки, поверхні зварного шва (8), призначеної для забезпечення подальшого етапу з'єднання лінійним фрикційним зварюванням лопатки (2) з виступною площадкою (4) диска (1), який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона мала щонайменше дві плоских суміжних ділянки (8а, 8b, 8с, 108а, 108b), виконаних послідовно вздовж хорди (6) виступної площадки.
2. Спосіб виготовлення або ремонту за п. 1, який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона виключно складалася з двох плоских суміжних ділянок (108а, 108b).
3. Спосіб виготовлення або ремонту за п. 1, який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона виключно складалася з трьох плоских суміжних ділянок (8а, 8b, 8с).
4. Спосіб виготовлення або ремонту за будь-яким із попередніх пунктів, який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб кожна лінія перетину (16а, 16b, 116а) між двома плоскими суміжними ділянками (8а, 8b, 8с, 108а, 108b) була паралельною напряму коливання (18), прийнятому для здійснення етапу з'єднання лопатки (2) лінійним фрикційним зварюванням.
5. Спосіб виготовлення або ремонту за п. 4, який відрізняється тим, що напрям коливання (18), який прийнятий для здійснення етапу з'єднання лопатки (2) лінійним фрикційним зварюванням, вибраний з групи напрямів, в яку входять тангенціальний напрям (20) диска (1) і будь-які напрями (22), практично перпендикулярні хорді (6) виступної площадки.
6. Спосіб виготовлення або ремонту за будь-яким із попередніх пунктів, який відрізняється тим, що додатково включає в себе етап формування на лопатці (2) відповідної поверхні зварного шва (24), виконаної з можливістю прилягання до поверхні зварного шва (8) вказаної виступної площадки (4) диска (1).
7. Диск (1) для виконання моноблочного лопаткового диска, який має щонайменше одну виступну площадку (4), яка виконана від переднього кінця (4а) до заднього кінця (4b) вздовж хорди (6) виступної площадки і на якій виконано поверхню зварного шва (8), призначену для забезпечення з'єднання лінійним фрикційним зварюванням лопатки (2) з виступною площадкою (4) диска (1), який відрізняється тим, що щонайменше на одній виступній площадці (4) поверхня зварного шва (8) має щонайменше дві суміжних плоских ділянки (8а, 8b, 8с, 108а, 108b), виконаних послідовно вздовж хорди (6) виступної площадки.
8. Диск (1) для моноблочного лопаткового диска за п. 7, який відрізняється тим, що щонайменше на одній виступній площадці (4) поверхня зварного шва (8) складається виключно з двох плоских суміжних ділянок (108а, 108b).
9. Диск (1) для моноблочного лопаткового диска за п. 7, який відрізняється тим, що щонайменше на одній виступній площадці (4) поверхня зварного шва (8) складається виключно з трьох суміжних плоских ділянок (8а, 8b, 8с).
10. Диск (1) для моноблочного лопаткового диска за будь-яким із пп. 7-9, який відрізняється тим, що щонайменше на одній виступній площадці (4) кожна лінія перетину (16а, 16b, 116) між двома суміжними плоскими ділянками (8а, 8b, 8с, 108а, 108b) поверхні зварного шва (8) є паралельною напряму, вибраному з групи, в яку входять тангенціальний напрям (20) диска (1) і будь-які напрями (22), практично перпендикулярні до хорди (6) виступної площадки.
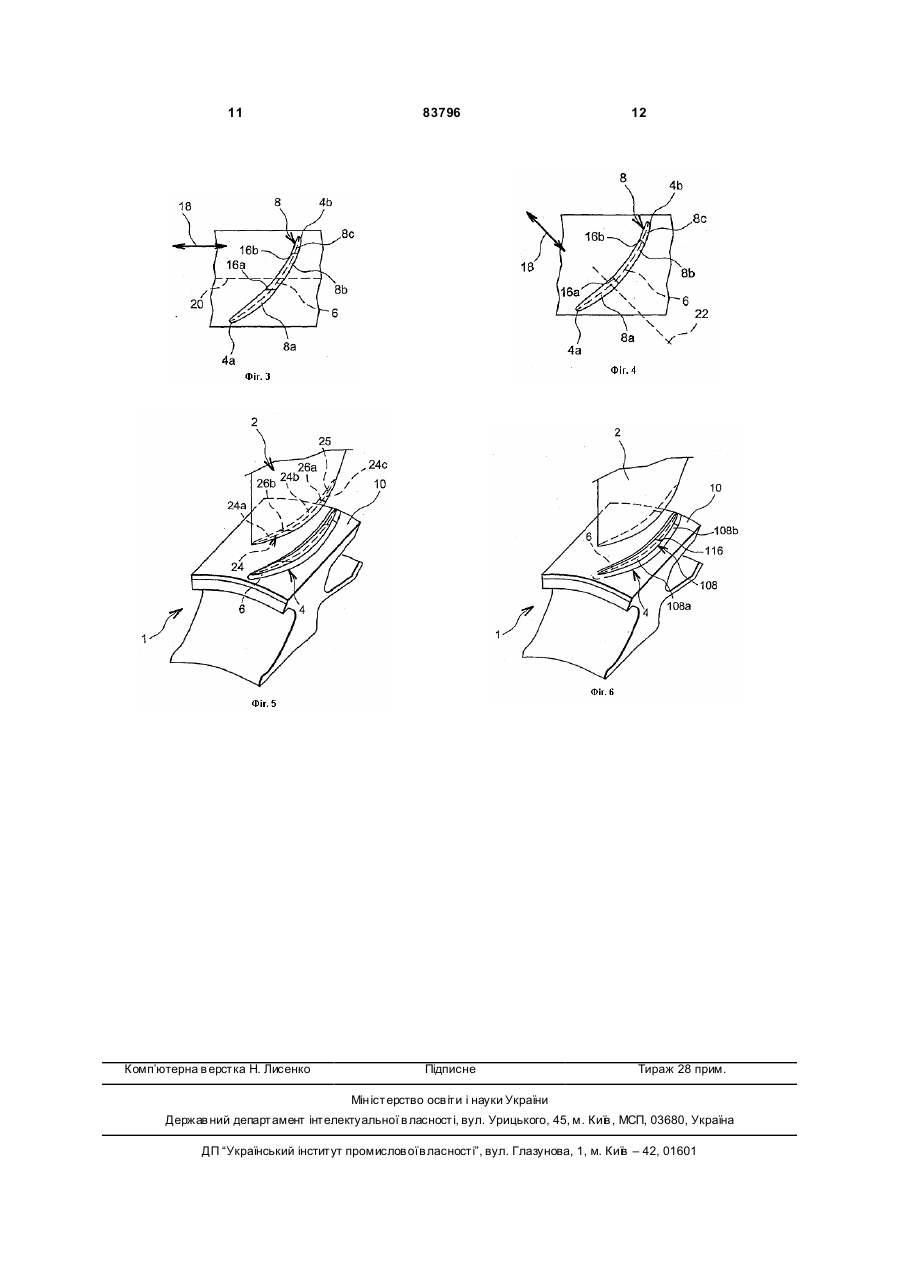
Текст
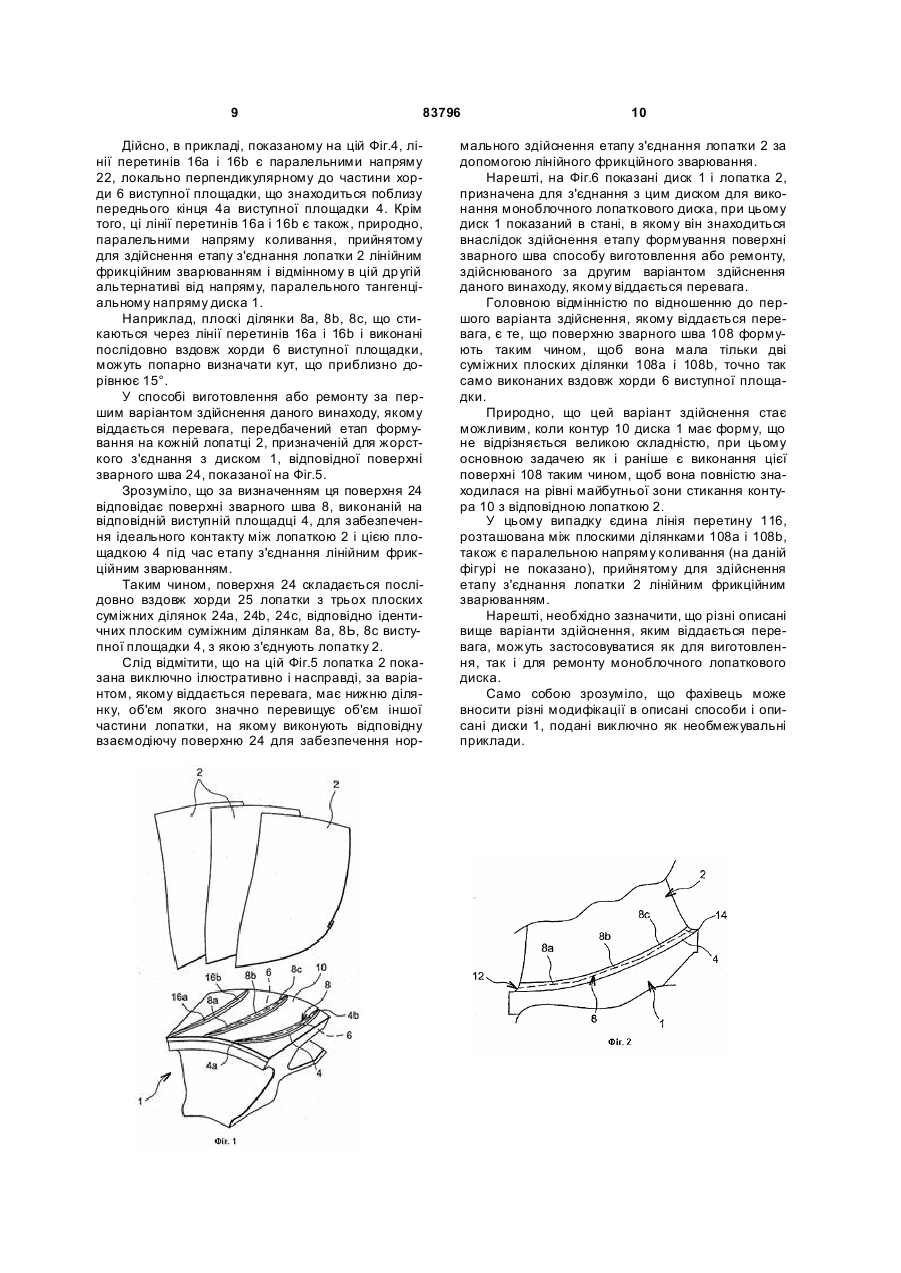
1. Спосіб виготовлення або ремонту моноблочного лопаткового диска, який включає етап формування на виступній площадці (4), яка є частиною диска (1) і виконана від переднього кінця (4а) до заднього кінця (4b) вздовж хорди (6) виступної площадки, поверхні зварного шва (8), призначеної для забезпечення подальшого етапу з'єднання лінійним фрикційним зварюванням лопатки (2) з виступною площадкою (4) диска (1), який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона мала щонайменше дві плоских суміжних ділянки (8а, 8b, 8с, 108а, 108b), виконаних послідовно вздовж хорди (6) виступної 2. Спосіб площадки.виготовлення або ремонту за п. 1, який відрізняє ться тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона виключно складалася з двох плоских суміж них ділянок (108а, 108b). 3. Спосіб виготовлення або ремонту за п. 1, який відрізняє ться тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб вона виключно складалася з трьох плоских суміжних ділянок (8а, 8b, 8с). 4. Спосіб виготовлення або ремонту за будь-яким із попередніх пунктів, який відрізняється тим, що етап формування поверхні зварного шва (8) здійснюють таким чином, щоб кожна лінія перетину (16а, 16b, 116а) між двома плоскими суміжними ділянками (8а, 8b, 8с, 108а, 108b) була паралель 2 (19) 1 3 83796 4 напряму, вибраному з групи, в яку входять тангенціальний напрям (20) диска (1) і будь-які напрями (22), практично перпендикулярні до хорди (6) виступної площадки. Даний винахід, в основному, відноситься до способу виготовлення або ремонту моноблочного лопаткового диска, який включає формування поверхні зварного шва на виступній площадці диска, при цьому дана поверхня зварного шва призначена для забезпечення подальшого з'єднання лінійним фрикційним зварюванням лопатки з цією виступною площадкою. Крім того, об'єктом даного винаходу є також диск для реалізації моноблочного лопаткового диска, що має щонайменше одну виступну площадку, на якій виконують таку поверхню зварного шва. Цей винахід в даному конкретному прикладі, але не виключно, відноситься до галузі роторів газотурбінних двигунів. У деяких роторах газотурбінних двигунів використовують моноблочні лопаткові диски, тобто ділянки ротора, на яких жорстко закріпляють лопатки, наприклад, шляхом лінійного фрикційного зварювання, на відміну від класичної концепції, згідно з якою ніжки лопаток із перерізом у вигляді цибулини, ластівчиного хвоста або іншої аналогічної форми вставляють в пази відповідного перерізу диска. Як відомо і за варіантом, якому віддається перевага, моноблочні лопаткові диски загалом є більш легкими, і саме з цієї причини їх застосуванню віддається найбільша перевага. Для виконання моноблочного лопаткового диска, передусім, здійснюють виконання власне диска. При цьому цей диск виконують із множиною площадок, що виступають над контуром диска по відношенню до периферичної поверхні цього диска. Під час виготовлення цього диска здійснюють етап формування поверхні зварного шва на кожній виступній площадці, при цьому дана поверхня виконується від переднього кінця до заднього кінця вздовж хорди виступної площадки і призначена для забезпечення подальшого етапу з'єднання лінійним фрикційним зварюванням лопатки з цією виступною площадкою. Крім того, слід уточнити, що ця лопатка має відповідну поверхню зварного шва, призначену для з'єднання з поверхнею зварного шва виступної площадки під час етапу з'єднання лінійним фрикційним зварюванням. З попереднього рівня техніки відомі багато які рішення для формування поверхні зварного шва на виступній площадці. Передусім, як відомо, пропонувалося виконувати поверхню зварного шва плоскою, наприклад, паралельно осьовому напряму диска, а також тангенціальному напряму цього диска. У зв'язку з цим необхідно відмітити, що навіть якщо виконання поверхні плоскою і єдиною полегшує етап формування поверхні, це рішення все ж залишається відносно складним з основної причини, яка буде пояснена нижче. Дійсно, як правило, диски мають контур відносно складної геометричної форми, яка в осьовому перерізі є криволінійною. Наприклад, контури відомих із попереднього рівня техніки дисків часто мають форму угн утої поверхні. Разом із тим, як відомо, після завершення виготовлення моноблочного лопаткового диска лопатку з'єднують із контуром через зону з'єднання. У зв'язку з цим, зона з'єднання повинна відповідати площадці з матеріалу, виконаній між лопаткою і контуром, і розташовуватися практично повністю вздовж останнього. Необхідно відмітити, що ця зона з'єднання щонайменше частково формується за рахунок площадки, що заздалегідь виконується на диску. Отже, внаслідок геометричної форми контура, яка, як правило, є складною, очевидно, що виконання поверхні зварного шва плоскою і єдиною практично вимагає виконання виступної площадки, яка призначена не тільки для утворення зони з'єднання, але також і для утворення частини лопатки. Іншими словами, виконуючи поверхню зварного шва плоскою, необхідно правильно слідувати профілю контура складної геометричної форми таким чином, щоб щонайменше частина поверхні зварного шва виконувалася виключно окремо від майбутньої зони з'єднання або на її ділянці невеликої товщини. Само собою зрозуміло, що це деякою мірою ускладнює застосування етапу з'єднання лінійним фрикційним зварюванням внаслідок незначної контактної поверхні між двома зварюваними елементами. З іншого боку, в подібному випадку одержуваний зварний шов неминуче повинен включати в себе ділянку невеликої товщини, яка в значній мірі знижує міцність закріплення лопатки на диску. [У документі ЕР 0 887 143 А] було запропоновано виконувати поверхню зварного шва паралельною контуру диска складної геометричної форми і прямою в тангенціальному напрямі диска для того, щоб забезпечити з'єднання лінійним фрикційним зварюванням лопатки з виступною площадкою. Однак складна тривимірна форма поверхні зварного шва надзвичайно ускладнює виконання механічної обробки, тому таке рішення також не може бути задовільним. Крім того, слід відмітити, що два поданих ви ще відомих рішення застосовуються не тільки для виготовлення моноблочного лопаткового диска, але і для ремонту, що полягає в заміні одної або декількох лопаток цього лопаткового диска. Природно, що під час такого процесу ремонту недоліки вищезгаданих відомих рішень проявляються точно так само, як і під час виготовлення цього ж моноблочного лопаткового диска. Задачею даного винаходу є розробка способу виготовлення або ремонту моноблочного лопаткового диска, який включає формування поверхні зварного шва на виступній площадці диска і дозволяє усунути вищезазначені недоліки відомих із попереднього рівня техніки рішень. 5 83796 З іншого боку, задачею даного винаходу є також створення диска для виконання моноблочного лопаткового диска, що має щонайменше одну виступну площадку, на якій вищезазначеним способом виконують поверхню зварного шва. У зв'язку з цим об'єктом даного винаходу, передусім, є спосіб виготовлення або ремонту моноблочного лопаткового диска, який включає етап формування на виступній площадці, яка є частиною диска і виконана від переднього кінця до заднього кінця вздовж хорди виступної площадки, поверхні зварного шва, призначеної для забезпечення подальшого етапу з'єднання лінійним фрикційним зварюванням лопатки з виступною площадкою диска. Відповідно до даного винаходу етап формування поверхні зварного шва здійснюють таким чином, щоб вона мала щонайменше дві плоских суміжних ділянки, виконаних послідовно вздовж хорди виступної площадки. За варіантом, якому віддається перевага, враховуючи специфічну форму поверхні зварного шва виступної площадки, її формування можна здійснювати набагато швидше і легше, ніж формування поверхні, описаної [в документі ЕР 0 887 143 А], що дозволяє знизити витрати при такому способі виготовлення або ремонту моноблочного лопаткового диска. Крім того, враховуючи наявність щонайменше двох суміжних ділянок, які таким чином є похилими одна відносно одної, полегшується формування поверхні зварного шва як можна ближче до контура диска, на відміну від відомого з попереднього рівня техніки рішення, що стосується єдиної і плоскої поверхні зварного шва. У зв'язку з цим необхідно уточнити, що при виконанні максимально близько до контура диска поверхню зварного шва можна легко виконувати таким чином, щоб вона виявилася практично на рівні майбутньої зони з'єднання між контуром і відповідною лопаткою. Говорячи іншими словами, зварний шов, отриманий внаслідок етапу з'єднання лопатки лінійним фрикційним зварюванням, може повністю знаходитися на рівні зони з'єднання, розташованої між двома елементами. Отже, оскільки зварний шов може за варіантом, якому віддається перевага, не включати в себе частини невеликої товщини, то само собою зрозуміло, що здійснення етапу з'єднання лопатки лінійним фрикційним зварюванням полегшується в порівнянні з першим описаним відомим із попереднього рівня техніки рішенням і що отриманий зварний шов забезпечує більш надійне закріплення лопатки на диску. Крім того, наявність плоских суміжних ділянок, сполучених лініями перетину, що мають форму паралельних прямих, дозволяє точно позиціонувати лопатку по відношенню до виступної площадки, а також значно знизити можливість небажаних переміщень цієї лопатки під час етапу з'єднання лінійним фрикційним зварюванням. Це пояснюється тим, що лопатка надійно утримується між цими плоскими похилими ділянками поверхні зварного шва і певним чином сама центрується на останній. За варіантом, якому віддається перевага, етап формування поверхні зварного шва здійснюють 6 таким чином, щоб ця поверхня виключно складалася з двох плоских суміжних ділянок або складалася з трьох плоских суміжних ділянок. Само собою зрозуміло, що кількість плоских суміжних ділянок, що утворюють поверхню зварного шва, може бути і більше в рамках даного винаходу. Разом із тим, необхідно відмітити, що кількість ділянок за варіантом, якому віддається перевага, повинна дорівнювати двом або трьом, оскільки це полегшує процес виконання одержуваної поверхні зварного шва, яка все одно зберігає здатність слідува ти контуру диска, не виходячи за межі майбутньої зони з'єднання, незалежно від складності форми цього контура. За варіантом, якому віддається перевага, етап формування поверхні зварного шва здійснюють таким чином, щоб кожна лінія перетину між двома плоскими суміжними ділянками була паралельною напряму коливання, прийнятому для здійснення етапу з'єднання лопатки лінійним фрикційним зварюванням. У зв'язку з цим напрям коливання, що приймається для здійснення етапу з'єднання лопатки лінійним фрикційним зварюванням, вибирають із групи напрямів, в яку входять тангенціальний напрям диска і будь-які напрями, практично перпендикулярні до хорди виступної площадки, при цьому цим напрямам, природно, віддається перевага, але вони ні в якому разі не є обмежувальними. Нарешті, певним чином спосіб виготовлення або ремонту за даним винаходом за варіантом, якому віддається перевага, включає етап формування на лопатці відповідної поверхні зварного шва з можливістю прилягання до поверхні зварного шва виступної площадки диска. З іншого боку, об'єктом даного винаходу є диск для виконання моноблочного лопаткового диска, що має щонайменше одну виступн у площадку, яку виконують від переднього кінця до заднього кінця вздовж хорди виступної площадки і на якій виконують поверхню зварного шва, призначену для забезпечення з'єднання лінійним фрикційним зварюванням лопатки з виступною площадкою диска. Відповідно до даного винаходу щонайменше на одній виступній площадці поверхня зварного шва має щонайменше дві суміжних плоских ділянки, виконаних послідовно вздовж хорди виступної площадки. За варіантом, якому віддається перевага, щонайменше на одній виступній площадці поверхня зварного шва виключно утворена двома плоскими суміжними ділянками або виключно утворена трьома плоскими суміжними ділянками. Крім того, аналогічно поданому вище варіанту, можна передбачити, щоб щонайменше на одній виступній площадці кожна лінія перетину між двома плоскими суміжними ділянками поверхні зварного вузла була паралельна напряму, вибраному з групи напрямів, в яку входять тангенціальний напрям диска або будь-які напрями, практично перпендикулярні до хорди виступної площадки. Інші переваги і відмітні ознаки даного винаходу будуть більш очевидні з нижченаведеного докладного опису, що не носить обмежувального характеру. 7 83796 Опис даного винаходу приводиться з посиланнями на прикладені креслення, на яких: Фіг.1 – часткове зображення в перспективі диска і множини лопаток, призначених для формування моноблочного лопаткового диска, після етапу формування поверхні зварного шва за способом виготовлення або ремонту, здійснюваного за першим варіантом даного винаходу, якому віддається перевага. Фіг.2 – часткове зображення в осьовому розрізі моноблочного лопаткового диска, отриманого внаслідок здійснення способу виготовлення або ремонту за першим варіантом даного винаходу, якому віддається перевага. Фіг.3 - вид зверху диска, показаного на Фіг.1. Фіг.4 – зображення, аналогічне Фіг.3, коли спосіб виготовлення або ремонту здійснюють альтернативно першому варіанту даного винаходу, якому віддається перевага. Фіг.5 – часткове зображення в збільшеному масштабі диска, показаного на Фіг.1. Фіг.6 – зображення, аналогічне Фіг.5, коли спосіб виготовлення або ремонту здійснюють за другим варіантом даного винаходу, якому віддається перевага. На Фіг.1 показаний диск 1, а також множина лопаток 2, призначених для формування моноблочного лопаткового диска переважно для використання в роторі газотурбінного двигуна. На цій фігурі диск 1 показаний в тому стані, в якому він знаходиться внаслідок здійснення етапу формування поверхні зварного шва способу виготовлення або ремонту, здійснюваного за першим варіантом здійснення даного винаходу, якому віддається перевага. Як показано на Фіг.1, диск 1, що також є об'єктом даного винаходу, має множину виступних площадок 4, кожна з яких виконана від переднього кінця 4а до заднього кінця 4b вздовж хорди 6 виступної площадки. Необхідно відмітити, що передній і задній кінці 4а і 4b виступної площадки 4 відповідають передньому краю і задньому краю цієї виступної площадки 4. Як відомо, кожна виступна площадка 4 призначена для формування кріпильної опори для відповідної лопатки 2, при цьому етап з'єднання останньої з виступною площадкою 4 здійснюють за допомогою лінійного фрикційного зварювання. Для цього на кожній виступній площадці 4 здійснюють формування поверхні зварного шва 8, на якій лопатку 2 згодом закріпляють лінійним фрикційним зварюванням. За першим варіантом здійснення даного винаходу, якому віддається перевага, на кожній виступній площадці 4 поверхня зварного шва 8 утворена трьома плоскими суміжними ділянками 8а, 8Ь, 8с, послідовно виконаними від переднього кінця 4а до заднього кінця 4b вздовж хорди 6 виступної площадки. Таким чином, як показано на Фіг.1, поверхня зварного шва 8 може максимально близько слідувати контуру 10 диска 1, який в цьому випадку має угн уту форму і який звичайно називають "порожнистим контуром". 8 На Фіг.2 показаний моноблочний лопатковий диск, отриманий внаслідок здійснення способу виготовлення або ремонту за першим варіантом здійснення даного винаходу, якому віддається перевага. Як ясно видно на цій фігурі і як було описано вище в зв'язку з відомим із попереднього рівня техніки рішенням, лопатка 2 з'єднується з диском 1 через зону з'єднання 12, також виконану вздовж хорди 6 виступної площадки. Необхідно відмітити, що поверхня зварного шва 8, що спочатку виконується на площадці 4, як приклад на Фіг.2 показана пунктирною лінією, але ця пунктирна лінія показує також місцеположення зварного шва, отриманого внаслідок етапу з'єднання лопатки 2 з виступною площадкою 4 за допомогою лінійного фрикційного зварювання. Внаслідок того, що ця поверхня зварного шва 8 виконана максимально близько до контура 10, отриманий зварний шов, за варіантом, якому віддається перевага, знаходиться практично в зоні з'єднання 12. Іншими словами, коли моноблочний лопатковий диск знаходиться в своєму кінцевому стані, показаному на фігурі, спочатку виконана на диску 1 виступна площадка 4 утворює тільки нижню радіальну ділянку зони з'єднання 12, тоді як верхня радіальна ділянка 14 утворена матеріалом лопатки 2 і відділена від виступної площадки 4 отриманим зварним швом. Природно, що у випадку, коли контур 10 має ще більш складну форму, ніж в поданому прикладі, кількість плоских суміжних ділянок 8а, 8b, 8с може бути збільшено для того, щоб поверхня зварного шва 8 правильно прилягала до контура 10 і щоб вона знаходилася практично на рівні майбутньої зони примикання між лопаткою 2 і диском 1. На Фіг.3 показано, що три суміжних плоских ділянки 8а, 8b, 8с примикають одна до одної через лінії перетинів 16а і 16Ь, які мають форму прямих, паралельних між собою, а також паралельних напряму коливання, прийнятому для здійснення етапу з'єднання лопатки 2 лінійним фрикційним зварюванням, при цьому даний напрям коливання схематично показаний стрілкою 18. У цьому першому альтернативному варіанті здійснення даного винаходу, якому віддається перевага, поверхню зварного шва 8 формують таким чином, щоб вказані лінії перетинів 16а і 16b були паралельними тангенціальному напряму диска 1, схематично показаному пунктирною лінією 20. Отже, внаслідок закріплення лопатки 2 між плоскими ділянками 8а, 8b, 8с під час етапу з'єднання лінійним фрикційним зварюванням цієї лопатки, само собою зрозуміло, що практично повністю усувається ризик радіальних рухів лопатки 2 під час цього етапу. Як показано на Фіг.4, що ілюстр ує др угу альтернативу першому варіанту здійснення даного винаходу, якому віддається перевага, лінії перетинів 16а і 16b можуть бути розташовані в іншому напрямі, наприклад, в будь-яких напрямах, практично локально перпендикулярних до хорди 6 виступної площадки 4. 9 83796 Дійсно, в прикладі, показаному на цій Фіг.4, лінії перетинів 16а і 16b є паралельними напряму 22, локально перпендикулярному до частини хорди 6 виступної площадки, що знаходиться поблизу переднього кінця 4а виступної площадки 4. Крім того, ці лінії перетинів 16а і 16b є також, природно, паралельними напряму коливання, прийнятому для здійснення етапу з'єднання лопатки 2 лінійним фрикційним зварюванням і відмінному в цій др угій альтернативі від напряму, паралельного тангенціальному напряму диска 1. Наприклад, плоскі ділянки 8а, 8b, 8с, що стикаються через лінії перетинів 16а і 16b і виконані послідовно вздовж хорди 6 виступної площадки, можуть попарно визначати кут, що приблизно дорівнює 15°. У способі виготовлення або ремонту за першим варіантом здійснення даного винаходу, якому віддається перевага, передбачений етап формування на кожній лопатці 2, призначеній для жорсткого з'єднання з диском 1, відповідної поверхні зварного шва 24, показаної на Фіг.5. Зрозуміло, що за визначенням ця поверхня 24 відповідає поверхні зварного шва 8, виконаній на відповідній виступній площадці 4, для забезпечення ідеального контакту між лопаткою 2 і цією площадкою 4 під час етапу з'єднання лінійним фрикційним зварюванням. Таким чином, поверхня 24 складається послідовно вздовж хорди 25 лопатки з трьох плоских суміжних ділянок 24а, 24b, 24с, відповідно ідентичних плоским суміжним ділянкам 8а, 8Ь, 8с виступної площадки 4, з якою з'єднують лопатку 2. Слід відмітити, що на цій Фіг.5 лопатка 2 показана виключно ілюстративно і насправді, за варіантом, якому віддається перевага, має нижню ділянку, об'єм якого значно перевищує об'єм іншої частини лопатки, на якому виконують відповідну взаємодіючу поверхню 24 для забезпечення нор 10 мального здійснення етапу з'єднання лопатки 2 за допомогою лінійного фрикційного зварювання. Нарешті, на Фіг.6 показані диск 1 і лопатка 2, призначена для з'єднання з цим диском для виконання моноблочного лопаткового диска, при цьому диск 1 показаний в стані, в якому він знаходиться внаслідок здійснення етапу формування поверхні зварного шва способу виготовлення або ремонту, здійснюваного за другим варіантом здійснення даного винаходу, якому віддається перевага. Головною відмінністю по відношенню до першого варіанта здійснення, якому віддається перевага, є те, що поверхню зварного шва 108 формують таким чином, щоб вона мала тільки дві суміжних плоских ділянки 108а і 108b, точно так само виконаних вздовж хорди 6 виступної площадки. Природно, що цей варіант здійснення стає можливим, коли контур 10 диска 1 має форму, що не відрізняється великою складністю, при цьому основною задачею як і раніше є виконання цієї поверхні 108 таким чином, щоб вона повністю знаходилася на рівні майбутньої зони стикання контура 10 з відповідною лопаткою 2. У цьому випадку єдина лінія перетину 116, розташована між плоскими ділянками 108а і 108b, також є паралельною напряму коливання (на даній фігурі не показано), прийнятому для здійснення етапу з'єднання лопатки 2 лінійним фрикційним зварюванням. Нарешті, необхідно зазначити, що різні описані вище варіанти здійснення, яким віддається перевага, можуть застосовуватися як для виготовлення, так і для ремонту моноблочного лопаткового диска. Само собою зрозуміло, що фахівець може вносити різні модифікації в описані способи і описані диски 1, подані виключно як необмежувальні приклади. 11 Комп’ютерна в ерстка Н. Лисенко 83796 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for manufacturing or repairing a monobloc bladed disc and disc for mono-block bladed disc
Автори англійськоюAdde Danielle, Bourgeois Marie-France, Lestoille Patrick Didier Michel, Ferte Jean Pierre, Soniak Francis Gilles Basile, Miraucourt Gerard
Назва патенту російськоюСпособ изготовления или ремонта моноблочного лопаточного диска и диск для изготовления моноблочного лопаточного диска
Автори російськоюАдд Даниель, Буржуа Мари-Франс, Лестуаль Патрик Дидье Мишель, Ферт Жан Пьер, Соньяк Франсиз Жий Базиль, Мирокур Жерар
МПК / Мітки
МПК: F01D 5/00
Мітки: моноблочного, ремонту, лопаткового, диск, диска, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-83796-sposib-vigotovlennya-abo-remontu-monoblochnogo-lopatkovogo-diska-ta-disk-dlya-vigotovlennya-monoblochnogo-lopatkovogo-diska.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення або ремонту моноблочного лопаткового диска та диск для виготовлення моноблочного лопаткового диска</a>
Міжлопатна вставка з боковим прогином для несучого диска лопаток турбореактивного двигуна та опорний диск лопаток
Номер патенту: 83623
Опубліковано: 11.08.2008
Автори: Лежар Клод, Робер, Луї, Керіо Мішель, Жаклін
Мітки: диска, несучого, вставка, диск, опорний, прогином, турбореактивного, двигуна, лопаток, боковим, міжлопатна
Формула / Реферат:
1. Міжлопатна площадка (3) для опорного диска (1) лопаток (2) вентилятора турбореактивного двигуна, що містить центральну частину (5), виконану з можливістю жорсткого з'єднання з опорним диском (1) між двома суміжними лопатками (2), і дві бічні частини (8, 9), які є продовженням двох бічних країв (6, 7) центральної частини (5), кожна з яких виконана з можливістю прогину під дією удару лопатки (2), навпроти якої вона знаходиться, при цьому...
Міжлопатна площадка для опорного диска лопаток вентилятора турбореактивного двигуна і опорний диск лопаток
Номер патенту: 77742
Опубліковано: 15.01.2007
Автори: Лежар Клод, Робер, Луї, Керіо Мішель, Жаклін
Мітки: диск, вентилятора, опорного, турбореактивного, опорний, площадка, лопаток, двигуна, диска, міжлопатна
Формула / Реферат:
1. Міжлопатна площадка (3) для опорного диска (1) лопаток (2) вентилятора турбореактивного двигуна, яка відрізняється тим, що містить відбивну частину (4), з нижньою стороною (5), обладнаною першою кріпильною лапкою (6), що містить перший отвір (7) для проходження першої кріпильної шпильки (8), і другою кріпильною лапкою (9), що містить другий (10) і третій (11) отвори для проходження другої (12) і третьої (13) кріпильних шпильок, при цьому...
Оптичний диск і пристрій для сканування оптичного диска
Номер патенту: 65589
Опубліковано: 15.04.2004
Автор: Ван ден Енден Гійзберт Дж.
МПК: G11B 7/007
Мітки: диска, оптичний, диск, оптичного, сканування, пристрій
Формула / Реферат:
1. Оптичний диск, що має область записування для записування даних із до суттєвої міри постійною щільністю, поділену на множину співвісних кільцевих зон, що включають в себе кругові або спіральні доріжки, причому всі доріжки в межах однієї зони призначені для зберігання тієї ж самої заздалегідь визначеної кількості даних із певною щільністю для кожної доріжки, і середнє значення щільностей для доріжок в межах однієї зони є до суттєвої міри...
Спосіб виготовлення диска-оригіналу для тиражування компакт-дисків
Номер патенту: 53637
Опубліковано: 17.02.2003
Автори: Крючин Андрій Андрійович, Гринько Дмитро Олександрович, Петров В'ячеслав Васильович, Шанойло Семен Михайлович
МПК: G11B 7/26
Мітки: виготовлення, тиражування, спосіб, компакт-дисків, диска-оригіналу
Формула / Реферат:
Спосіб виготовлення диска-оригіналу для тиражування компакт-дисків, за яким наносять на підкладку захисний шар радіаційночутливого матеріалу, опромінюють шар модульованим актинічним випромінюванням, вилучають шар радіаційночутливого матеріалу в опромінюваних місцях, який відрізняється тим, що підкладка виготовлена з монокристалічного кремнію і крізь вилучені ділянки захисного шару радіаційночутливого матеріалу вилучають частини...
Спосіб виготовлення диска колеса
Номер патенту: 18802
Опубліковано: 25.12.1997
Автори: Шумейко Дмитро Іванович, Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович
МПК: B21D 22/20
Мітки: колеса, диска, виготовлення, спосіб
Формула / Реферат:
Способ изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, отличающийся тем, что рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полого полуфабриката путем...
Попередній патент: Пристрій для автоматизованого аналізу рідкого зразка
Наступний патент: Захищений від підробки документ і захисний елемент для нього
Випадковий патент: Фарба для глибокого друку з ванадієвим сикативом