Спосіб виготовлення сухаря фрикційного демпфера формуванням в закритому штампі
Номер патенту: 84270
Опубліковано: 10.10.2013
Автори: Евстратов Віталій Олексійович, Щєрбаков Валерій Петрович, Кравченко Світлана Борисівна, Губачева Лариса Олександрівна, Мокроусов Сергій Дмитрович

Формула / Реферат
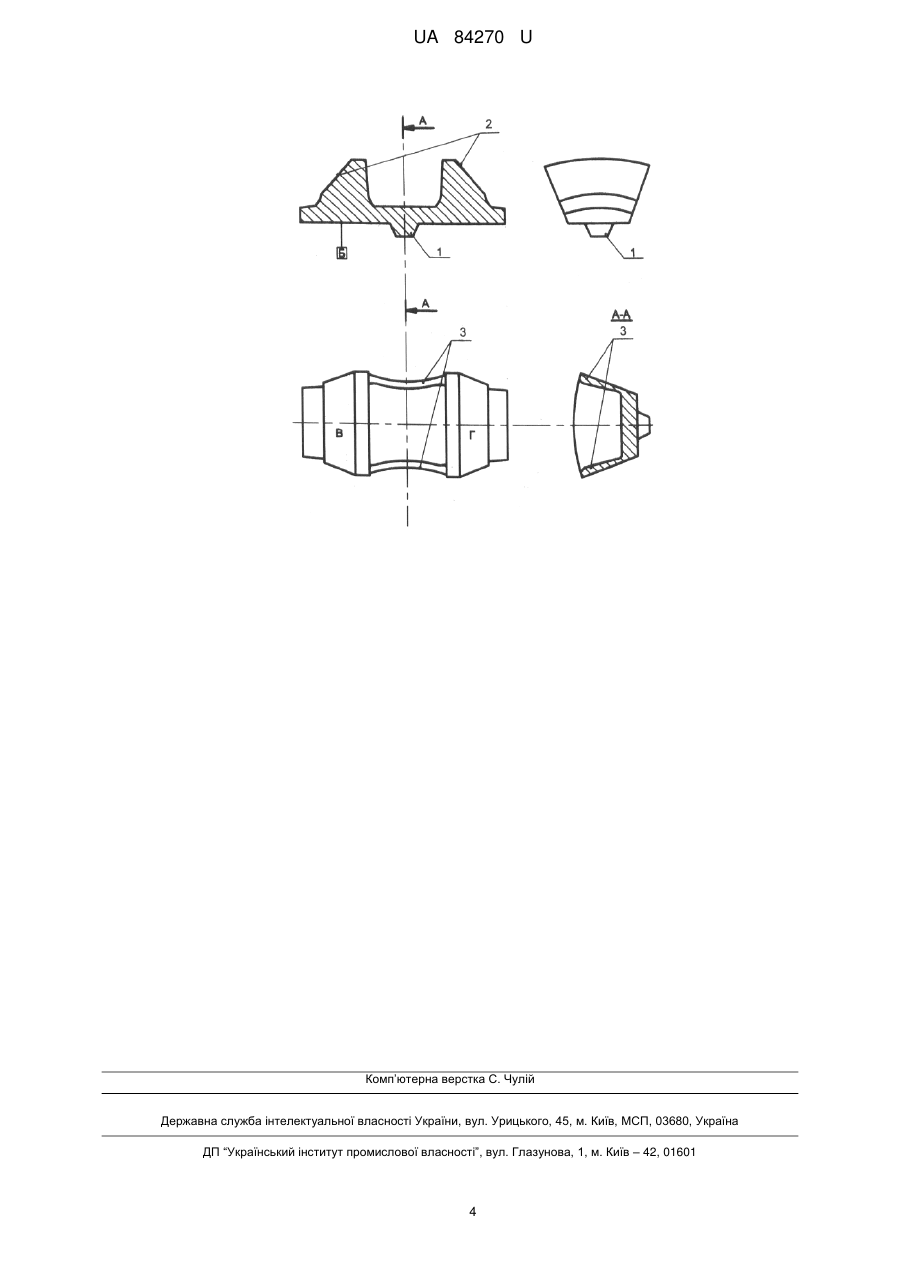
Спосіб виготовлення сухаря фрикційного демпфера формуванням в закритому штампі, наприклад на КГШП з виштовхувачами, який включає розрахунок об'єму заготівки, різання прокату на окремі заготівки, вибір оптимальної кількості переходів з визначенням відповідних штампів, попереднє формоутворення поковки з нагрітої заготівки у штампах, остаточне формування у чистовому штампі і заключне механічне оброблення деталі, який відрізняється тим, що об'єм заготівки розраховують, передбачаючи припуски тільки для поверхонь контакту сухаря зі шпінтоном та натискними кільцями, нарізають і використовують заготівки з круглого гарячевальцевого прутка без його попередньої механічної обробки, а необхідну форму сухаря отримують з використанням тільки двох штампів шляхом попередньої значної деформації заготівки у заготівельному штампі і остаточної формозміни початкової поковки у чистовому штампі, для чого в верхніх частинах штампів виконують розсікачі, які забезпечують спрямовану течію металу поковки від середини до периферії рівчака з одночасним формуванням по торцях поковки двох опорних полиць для натискних кілець та двох ребер жорсткості між ними, а посередині нижніх частин штампів виконують кармани, наприклад клиновидної форми, для розміщення надлишку металу, який при штампуванні заготівки в заготівельному штампі формує на нижній площині поковки виступ відповідної форми, який у подальшому розміщують у аналогічному кармані чистового штампа для центрування у ньому поковки, і який по закінченні штампування видаляють в процесі остаточної механічної обробки робочої поверхні сухаря, яка контактує зі шпінтоном.
Текст
Реферат: Спосіб виготовлення сухаря фрикційного демпфера формуванням в закритому штампі, наприклад на КГШП з виштовхувачами, включає розрахунок об'єму заготівки, різання прокату на окремі заготівки, вибір оптимальної кількості переходів з визначенням відповідних штампів, попереднє формоутворення поковки з нагрітої заготівки у штампах, остаточне формування у чистовому штампі і заключне механічне оброблення деталі. Об'єм заготівки розраховують, передбачаючи припуски тільки для поверхонь контакту сухаря зі шпінтоном та натискними кільцями, нарізають і використовують заготівки з круглого гарячевальцевого прутка без його попередньої механічної обробки. Необхідну форму сухаря отримують з використанням тільки двох штампів. UA 84270 U (12) UA 84270 U UA 84270 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення сухарів фрикційних демпферів, призначених для гасіння механічних коливань візка вагона, способом гарячого штампування в закритому штампі. Відомо спосіб виготовлення поковок деталей, зокрема окремого сухаря, на пароповітряному молоті у відкритих штампах. Таке штампування характеризується змінним зазором між рухомою і нерухомою частинами штампа. У кінцевий момент деформації у зазор вичавлюються надлишки металу - ґрат, що дозволяє не пред'являти високі вимоги до точності заготівок по масі. Проте, відношення корисного використання енергії до енергії, витраченої у таких молотів дуже мале і складає всього 2-3 %. Вони вимагають великої висоти будівлі цеху і глибоких складних фундаментів, дуже важкі, дорогі та ін. А, головне, штампування супроводжується нераціональною витратою металу на ґрат, необхідністю додаткового обладнання та трудовитрат для обрізування ґрату. Формування заготівки відповідно до епюри перерізів необхідно виконувати у значної кількості стадій (переходів), кожна з котрих виконується в індивідуальному рівчаку, а через це продуктивність праці в відкритих штампах невисока [1]. Відомо спосіб штампування поковок різних деталей в закритих штампах [1]. Це високопродуктивний і економічний спосіб для виготовлення деталей високої міцності. Останнє пояснюється тим, що при штампуванні поверхневі, найякісніші шари металу, не віддаляються в стружку, як це відбувається, наприклад, при виточуванні деталі із заготівки. Суттєва перевага такого штампування - зменшення коефіцієнта витрати металу через відсутність ґрату. Крім цього поковки мають сприятливішу структуру, оскільки волокна обтікають контур поковки, а не перерізуються в місці виходу металу в ґрат і всі поковки виходять однакової форми і розмірів, тобто, взаємозамінні. Але, при безґратовому штампуванні штампувальний рівчак є замкнутою порожниною і тому об'єм початкової заготівки повинен відрізнятися від об'єму готової поковки лише на величину угару металу. Це дуже важливо, оскільки зайвий надлишок металу в заготівці приводить до руйнування штампів або до виходу з ладу окремих вузлів і механізмів штампувального устаткування, а при нехватці металу порожнини штампа повністю не заповнюються, утворюючи раковини і порожнечі. Тобто, основною умовою успішного здійснення штампування в закритих штампах є відповідність об'єму заготівки об'єму поковки, що вважається найбільш важким. Крім цього існують складнощі, пов'язані з необхідністю точного центрування заготівки в штампі. При гарячому штампуванні метал деформується, підкоряючись закону найменшого опору, тобто, кожна його точка тече в тому напрямі, де опір перебігу металу найменший. І порожнина штампа може бути заповнена металом лише в тому випадку, якщо опір перебігу металу в порожнину буде менший, ніж опір перебігу металу уподовж довжини заготівки. Виходячи з цього, штампування в закритих штампах застосовують, в основному, для поковок групи II класу А (поковки круглі в плані або близькі до цієї форми, при виготовленні яких переважаючим процесом є осадження) та для поковок класу В (поковки, при виготовленні яких переважаючим процесом є витискування) і, рідше, для поковок групи І класу А (поковки подовженої форми з невеликою різницею в площах поперечного перерізу). Наукові дослідження і експериментальна перевірка показали, що штампування сухаря на КГШП можливо, хоч сухар і має значну різницю у площах поперечного перерізу по довжині деталі (Amax / Amin = 2,65), причому з використанням усього двох штампів - заготівельного (перетискного) і чистового, але за трьох умов: 1. За наявності розподілу матеріалу заготівки при штампуванні відповідно до епюри перерізів поковки; 2. За наявності в штампі компенсаційної порожнини для витиснення до неї надлишку металу, який є, як би точно не був розрахований об'єм заготівки, наприклад за рахунок припусків та ін.; 3. За наявності надійного центрування у чистовому рівчаку поковки, сформованої у заготівельному рівчаку. Відомо, що при штампуванні перебіг металу обмежується стінками штампа, і метал заповнює порожнини штампа, утворюючи форму і розміри, які відповідають конфігурації необхідної деталі. Тобто, ці умови можливо виконати, якщо конструктивні особливості цих двох штампів будуть їх враховувати та забезпечувати їх виконання. Виконання першої умови можливо за умови симетрії деталі, тобто перерозподілу матеріалу заготівки при штампуванні шляхом забезпечення значного зменшення площі поперечного перерізу в середній частині заготівки. Цього можна досягнути, якщо у верхніх частинах штампів виконати розсікачі, які будуть забезпечувати спрямовану течію металу від середини до периферії рівчака. 1 UA 84270 U 5 10 15 20 25 30 35 40 45 50 55 60 Виконання другої умови можливо шляхом виконання кармана посередині нижніх частин штампів, який заповнюються металом в останню чергу. При цьому на нижній поверхні поковки після штампування заготівки у заготівельному рівчаку сформується виступ відповідної форми. Незначна кількість металу, яка утворюватиме цей виступ, буде збережена для використання його у чистовому рівчаку для центрування поковки, і тільки в процесі заключного механічного оброблення буде видалена. Виконання третьої умови можливо шляхом наявності посередині нижній частині чистового штампа відповідного отвору для виступу, який утворився у кармані після штампування заготівки у заготівельному рівчаку. Найбільш перспективним і близьким до пропонованого способу виготовлення сухарів фрикційних демпферів є спосіб формування деталей в закритих штампах на кривошипних гарячештампувальних пресах (КГШП). Він передбачає формування деталі у кілька переходів з використанням кількох штампів (осадкових, перетискних, заготовчо-попередніх, остаточних, правильних та ін.). Видалення поковок із заготівельного і чистового штампів здійснюють за допомогою виштовхувачів, які розташовані в пакеті штампа КГШП [1]. В основу корисної моделі поставлено задачу забезпечити можливість використання способу формування деталей в закритих штампах для виготовлення сухарів фрикційних демпферів, що дозволить спростити технологію їх виготовлення, знизити трудомісткість і металоємність, та забезпечити високу точність форми виробу і якість робочих поверхонь. Поставлена задача вирішується тим, що для виготовлення сухаря фрикційного демпфера способом формування в закритому штампі, наприклад на КГШП з виштовхувачами, який включає розрахунок об'єму заготівки, різання прокату на окремі заготівки, вибір оптимальної кількості переходів з визначенням відповідних штампів, попереднє формоутворення поковки з нагрітої заготівки у штампах, остаточне формування у чистовому штампі і заключне механічне оброблення деталі, згідно з корисною моделлю, об'єм заготівки розраховують, передбачаючи припуски тільки для поверхонь контакту сухаря зі шпінтоном та натискними кільцями, нарізають і використовують заготівки з круглого гарячевальцевого прутка без його попередньої механічної обробки, а необхідну форму сухаря отримують з використанням тільки двох штампів шляхом попередньої значної деформації заготівки у заготівельному штампі і остаточної формозміни початкової поковки у чистовому штампі, для чого в верхніх частинах штампів виконують розсікачі, які забезпечують спрямовану течію металу поковки від середини до периферії рівчака з одночасним формуванням двох опорних полиць для натискних кілець по торцях поковки та двох ребер жорсткості між ними, а посередині нижніх частин штампів виконують кармани, наприклад клиновидної форми, для розміщення надлишку металу, який при штампуванні заготівки в заготівельному штампі формує на нижній площині поковки виступ відповідної форми, який у подальшому розміщують у аналогічному кармані чистового штампа для центрування у ньому поковки, і який по закінченні штампування видаляють в процесі остаточної механічної обробки робочої поверхні сухаря, яка контактує зі шпінтоном. На кресленні зображено загальний вид сухаря фрикційного демпфера, сформованого в закритому штампі, де позначено: поверхня Б контакту сухаря зі шпінтоном, поверхні В і Г контакту сухаря з натискними кільцями, клиновидний виступ 1, що формується на поверхніБ надлишком металу у карманах нижніх частин штампів; опорні полиці 2, що формуються розсікачами верхніх частин штампів по торцях поковки для опору конусних натискних кілець, ребра жорсткості 3, що формуються розсікачами верхніх частин штампів по боковим поверхням поковки між опорними полицями. Спосіб здійснюють наступним чином. Штампування виконують, наприклад на КГШП, де є виштовхувачі. Розраховують об'єм заготівки, причому для оптимальної відповідності об'єму заготівки об'єму поковки передбачають припуски лише на робочі поверхні контакту сухаря із шпінтоном та натискними кільцями і нарізають заготівки з круглого гарячевальцевого прутка без попередньої його механічної обробки. Враховуючи те, що у промисловості для штампування кожної окремої деталі пристосовують окремий штамп, який має конфігурацію відповідну до деталі, на підставі чистового креслення сухаря з урахуванням його особливостей, а саме форми опорних полиць і ребер жорсткості, використовують відомі конструкторські прийоми і вносять зміни у верхні та нижні вставки заготівельного і чистового штампів КГШП, а саме формують розсікачі та кармани, які забезпечать формування необхідної конфігурації сухаря. Далі виконують відомі технологічні операції гарячого штампування у закритих штампах, а саме: нагрівають заготівку, розміщують і штампують її у заготівельному штампі, видаляють поковку зі штампа, розміщують її у чистовому штампі таким чином, щоб виступ розмістився у 2 UA 84270 U 5 10 15 20 25 кармані, штампують, видаляють поковку і виконують заключну чистову механічну обробку усього трьох робочих поверхонь сухаря, які контактують зі шпінтоном та натискними кільцями. У обробці решти поверхонь поковки немає необхідності, оскільки вони не контактують з іншими деталями вузла фрикційного демпфера. Вирішення поставленої задачі дозволить: - отримати поковку сухаря, яка потребує незначного механічного оброблення лише по трьом поверхням: пласкої поверхні Б, яка сполучатиметься з шпінтоном, та конічними поверхнями В і Г, які сполучатимуться з конічними натискними кільцями; - отримати поковку сухаря з двома ребрами жорсткості, що значно зменшує напруження в небезпечних точках переходу від конічних полиць сухаря до пласкої стінки; - отримати в поковці макроструктуру, яка забезпечує найвищу міцність деталі; - у відмінності від штампування у відкритому штампі, запобігти утворення ґрату і операції його видалення, тим самим зменшити витрати металу та знизити трудомісткість виготовлення поковки штампуванням; - забезпечити високу продуктивність штампування (на КГШП формування в кожному штампі відбувається за один хід преса); - отримати високу стійкість штампа (наявність карману дозволяє звільнити рівчак від перевантаження); - використати КГШП без спеціального гідравлічного пристосування для розвантаження преса. Завдяки цьому запропонований спосіб виготовлення сухарів формуванням у закритому штампі на КГШП можна вважати раціональнім. Джерело інформації: 1. Ковка и объемная штамповка стали. Справочник в двух томах. Колл. авторов, под ред. д.т.н. М.В. Сторожева. Том 2, изд. 2-е, перераб. - М.: Машиностроение, 1967. - 420 с. - С. 14-19 найближчий аналог. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 45 Спосіб виготовлення сухаря фрикційного демпфера формуванням в закритому штампі, наприклад на КГШП з виштовхувачами, який включає розрахунок об'єму заготівки, різання прокату на окремі заготівки, вибір оптимальної кількості переходів з визначенням відповідних штампів, попереднє формоутворення поковки з нагрітої заготівки у штампах, остаточне формування у чистовому штампі і заключне механічне оброблення деталі, який відрізняється тим, що об'єм заготівки розраховують, передбачаючи припуски тільки для поверхонь контакту сухаря зі шпінтоном та натискними кільцями, нарізають і використовують заготівки з круглого гарячевальцевого прутка без його попередньої механічної обробки, а необхідну форму сухаря отримують з використанням тільки двох штампів шляхом попередньої значної деформації заготівки у заготівельному штампі і остаточної формозміни початкової поковки у чистовому штампі, для чого в верхніх частинах штампів виконують розсікачі, які забезпечують спрямовану течію металу поковки від середини до периферії рівчака з одночасним формуванням по торцях поковки двох опорних полиць для натискних кілець та двох ребер жорсткості між ними, а посередині нижніх частин штампів виконують кармани, наприклад клиновидної форми, для розміщення надлишку металу, який при штампуванні заготівки в заготівельному штампі формує на нижній площині поковки виступ відповідної форми, який у подальшому розміщують у аналогічному кармані чистового штампа для центрування у ньому поковки, і який по закінченні штампування видаляють в процесі остаточної механічної обробки робочої поверхні сухаря, яка контактує зі шпінтоном. 3 UA 84270 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHubacheva Larysa Oleksandrivna, Schierbakov Valerii Petrovych, Kravchenko Svitlana Borysivna
Автори російськоюГубачева Лариса Александровна, Щербаков Валерий Петрович, Кравченко Светлана Борисисовна
МПК / Мітки
МПК: B61F 5/12
Мітки: закритому, спосіб, демпфера, формуванням, штампі, фрикційного, сухаря, виготовлення
Код посилання
<a href="https://ua.patents.su/6-84270-sposib-vigotovlennya-sukharya-frikcijjnogo-dempfera-formuvannyam-v-zakritomu-shtampi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сухаря фрикційного демпфера формуванням в закритому штампі</a>
Спосіб пробивання отворів у штампі
Номер патенту: 35718
Опубліковано: 16.04.2001
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B21D 28/00
Мітки: пробивання, штампі, спосіб, отворів
Формула / Реферат:
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з надкороткою консольною частиною, а знімання деталі з пуансонів - рухомими в напрямку штампування штовхачами, які локально та рівномірно розташовують навколо кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому, довжину...
Спосіб витягування деталі у штампі із плоскої заготовки
Номер патенту: 32221
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Троян Марина Валеріївна
МПК: B21D 1/00
Мітки: заготовки, витягування, плоскої, штампі, деталі, спосіб
Формула / Реферат:
Спосіб витягування деталі у штампі із плоскої заготовки, який полягає у змащенні інструмента та заготовки, який відрізняється тим, що заготовку штампують разом (пакетом) з однією або двома фольговими пластичними прокладками із антифрикційного матеріалу, що виконують роль підшипників ковзання та запобіжників якості поверхні деталі, причому одну з них розташовують між матрицею та заготовкою, а другу - між пуансоном та заготовкою.
Спосіб виготовлення колісної заготовки
Номер патенту: 103425
Опубліковано: 10.10.2013
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21J 1/06, B21K 1/00, B21H 1/04
Мітки: заготовки, виготовлення, спосіб, колісної
Формула / Реферат:
Спосіб виготовлення колісної заготовки, що включає осадку вихідної заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну, підготовку частини обода і зовнішньої бічної поверхні заготовки, що звужується до периферії, а також отримання з неї в формувальних штампах колісної заготовки, при цьому на початковому етапі в формувальних штампах виконують поступально-обертальне переміщення осадженої і розігнаної...
Спосіб виготовлення поковки “гостряк”
Номер патенту: 64814
Опубліковано: 25.11.2011
Автори: Кушнарьов Роман Юрійович, Каргін Борис Сергійович, Мкртчян Егор Арутюнович
МПК: B21B 1/08
Мітки: виготовлення, гостряк, поковки, спосіб
Формула / Реферат:
1. Спосіб виготовлення поковки "гостряк", що включає формування кореня гостряка у два переходи з попереднім нагрівом заготівки у вигляді рейки перед першим переходом, термічну та механічну обробку, який відрізняється тим, що рейку нагрівають до температури 1200-1250 °С, формування кореня гостряка здійснюють в два переходи в кувальних вальцях, а остаточне формування проводять штампуванням.2. Спосіб за п.1, який відрізняється...
Спосіб виготовлення фланців
Номер патенту: 31542
Опубліковано: 10.04.2008
Автори: Борщаговська Олена Олександрівна, Куценко Віталій Миколайович, Калюжний Олександр Володимирович, Калюжний Володимир Леонідович
МПК: B21K 23/00
Мітки: виготовлення, фланців, спосіб
Формула / Реферат:
Спосіб виготовлення фланців методом холодного об’ємного штампування, що включає встановлення заготовки в порожнину матриці та деформацію заготовки осадкою, який відрізняється тим, що виготовлення фланців виконується за один етап осадки, як заготовку використовують заготовку типу тор.
Попередній патент: Композиція для виготовлення будівельних матеріалів
Наступний патент: Спосіб автентифікації сторін взаємодії на основі електронного коду
Випадковий патент: Спосіб одержання полімерної сірки