Інжекторний різак для кисневого різання металів
Номер патенту: 86235
Опубліковано: 25.12.2013
Автори: Шаповалов Костянтин Петрович, Бєлінський Вадим Анатолійович, Коровченко Олександр Ілліч, Шевченко Віталій Вікторович, Василенко Станіслав Леонідович

Формула / Реферат
Інжекторний різак для кисневого різання металів, що містить ствол із рукояткою, запірно-регулювальні кисневі вентилі, сполучені з корпусом ствола, а також вентиль пального газу, розташований за рукояткою, який відрізняється тим, що в корпусі вентиля пального газу розміщена поворотна запірна втулка з регулювальним штоком, виконаним за умов зміни профілю прохідного отвору запірної втулки.
Текст
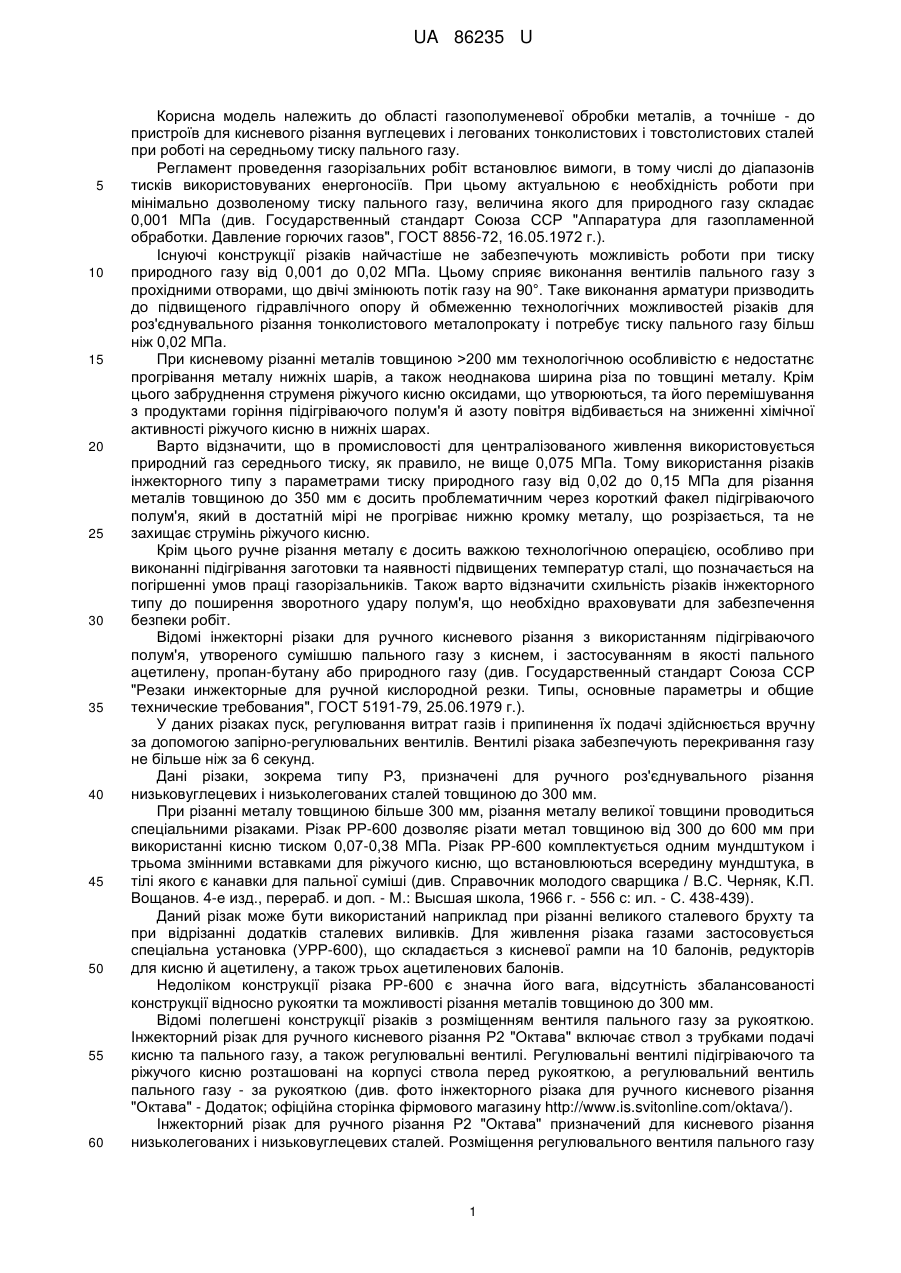
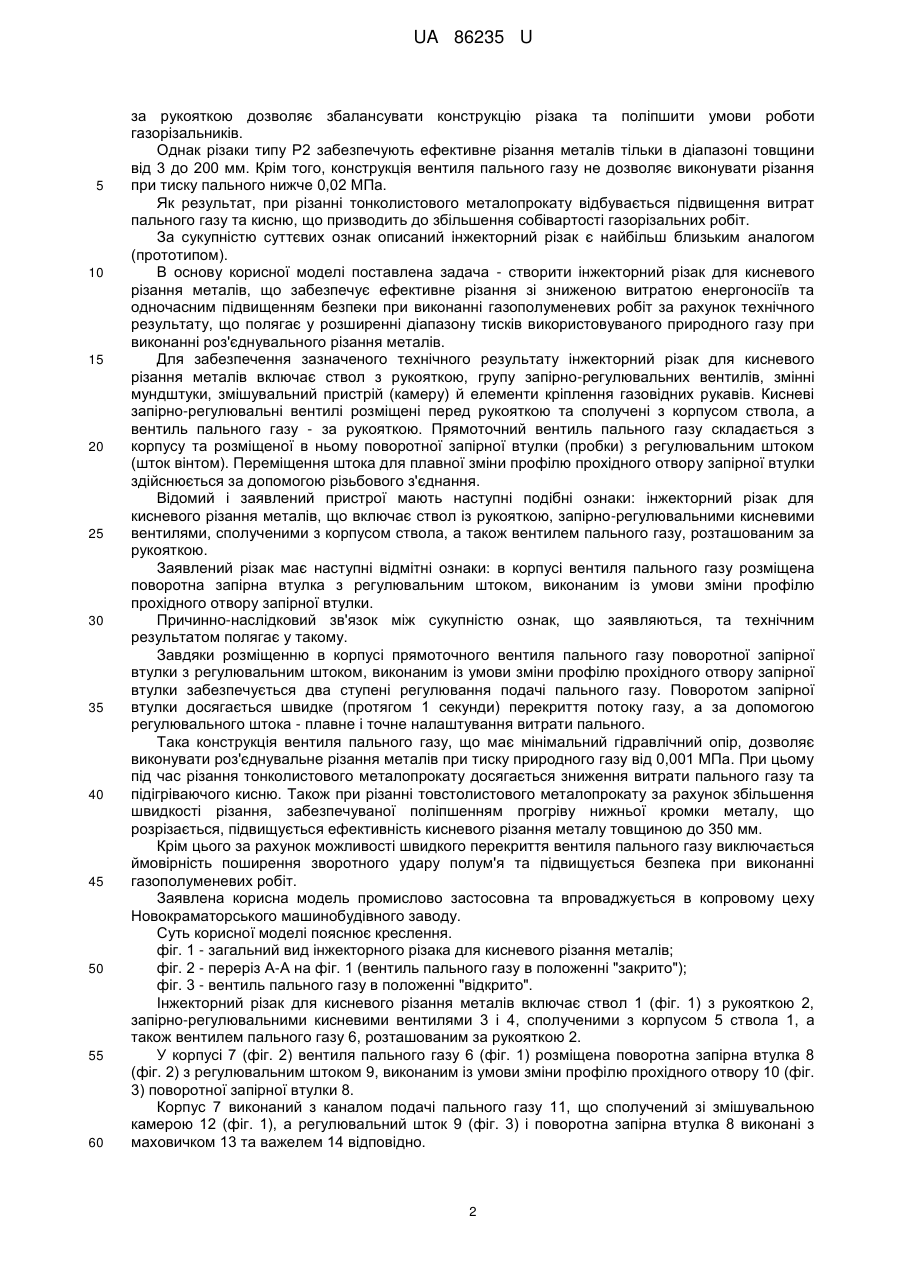
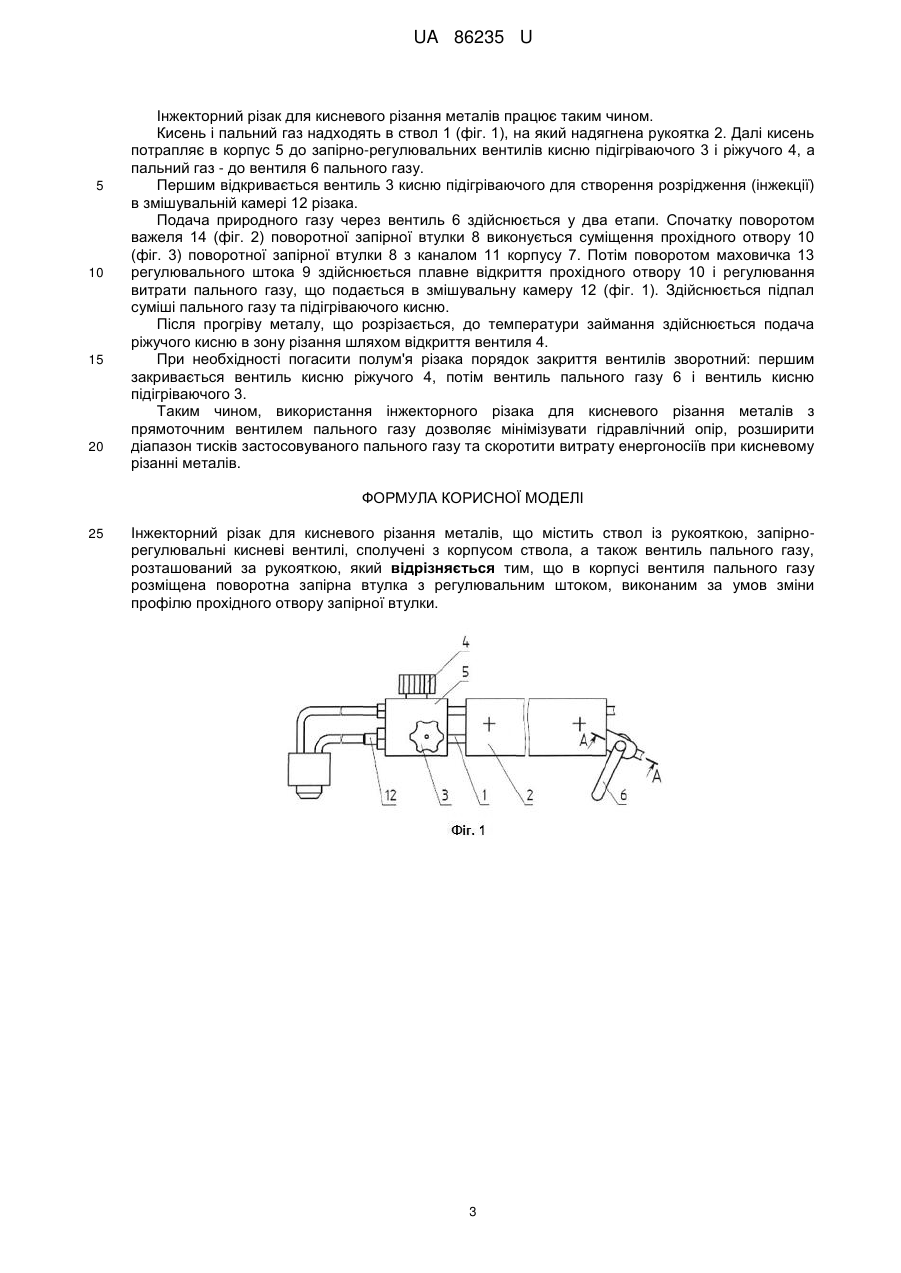
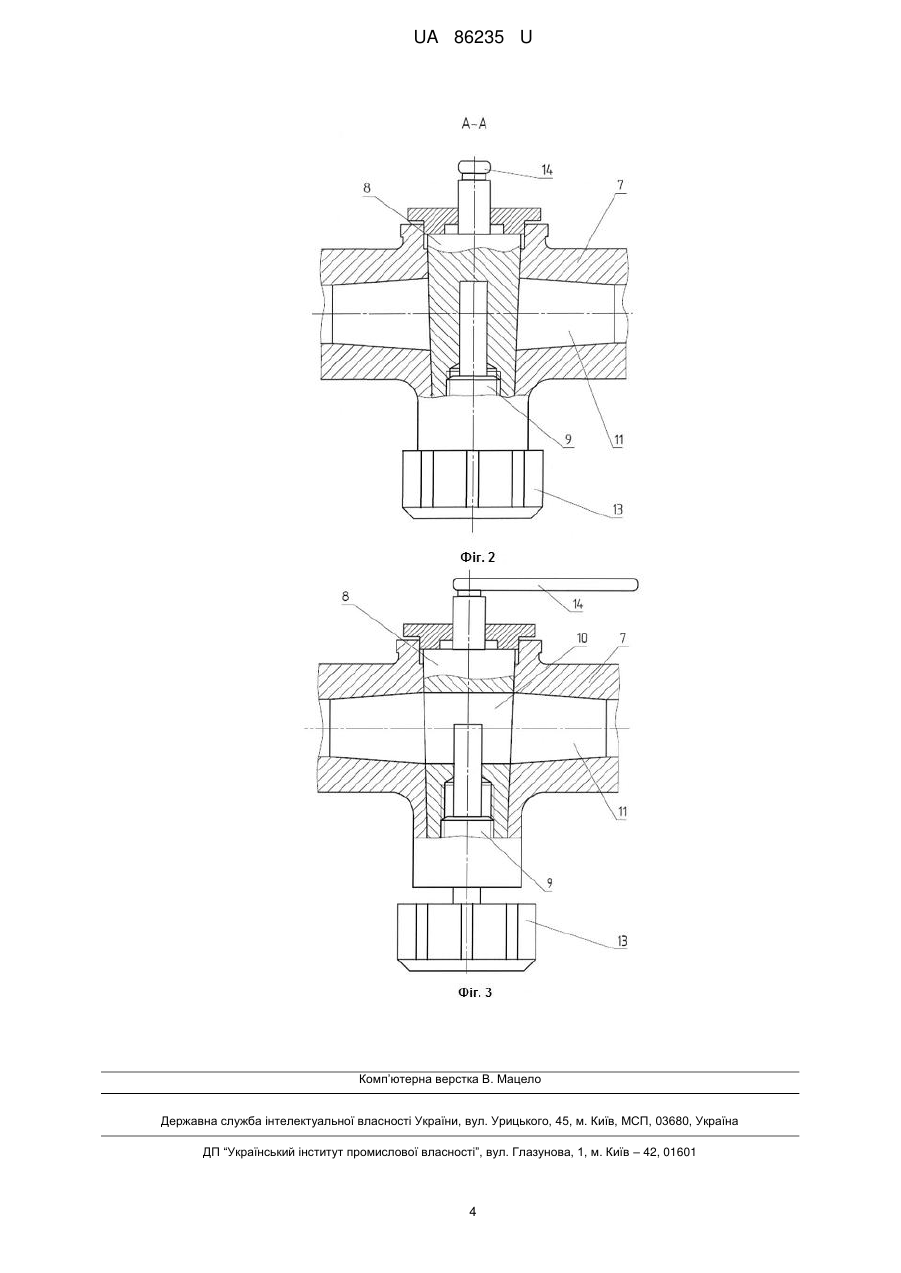
Реферат: Інжекторний різак для кисневого різання металів містить ствол із рукояткою, запірнорегулювальні кисневі вентилі, сполучені з корпусом ствола, а також вентиль пального газу, розташований за рукояткою. У корпусі вентиля пального газу розміщена поворотна запірна втулка з регулювальним штоком, виконаним за умов зміни профілю прохідного отвору запірної втулки. UA 86235 U (12) UA 86235 U UA 86235 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області газополуменевої обробки металів, а точніше - до пристроїв для кисневого різання вуглецевих і легованих тонколистових і товстолистових сталей при роботі на середньому тиску пального газу. Регламент проведення газорізальних робіт встановлює вимоги, в тому числі до діапазонів тисків використовуваних енергоносіїв. При цьому актуальною є необхідність роботи при мінімально дозволеному тиску пального газу, величина якого для природного газу складає 0,001 МПа (див. Государственный стандарт Союза ССР "Аппаратура для газопламенной обработки. Давление горючих газов", ГОСТ 8856-72, 16.05.1972 г.). Існуючі конструкції різаків найчастіше не забезпечують можливість роботи при тиску природного газу від 0,001 до 0,02 МПа. Цьому сприяє виконання вентилів пального газу з прохідними отворами, що двічі змінюють потік газу на 90°. Таке виконання арматури призводить до підвищеного гідравлічного опору й обмеженню технологічних можливостей різаків для роз'єднувального різання тонколистового металопрокату і потребує тиску пального газу більш ніж 0,02 МПа. При кисневому різанні металів товщиною >200 мм технологічною особливістю є недостатнє прогрівання металу нижніх шарів, а також неоднакова ширина різа по товщині металу. Крім цього забруднення струменя ріжучого кисню оксидами, що утворюються, та його перемішування з продуктами горіння підігріваючого полум'я й азоту повітря відбивається на зниженні хімічної активності ріжучого кисню в нижніх шарах. Варто відзначити, що в промисловості для централізованого живлення використовується природний газ середнього тиску, як правило, не вище 0,075 МПа. Тому використання різаків інжекторного типу з параметрами тиску природного газу від 0,02 до 0,15 МПа для різання металів товщиною до 350 мм є досить проблематичним через короткий факел підігріваючого полум'я, який в достатній мірі не прогріває нижню кромку металу, що розрізається, та не захищає струмінь ріжучого кисню. Крім цього ручне різання металу є досить важкою технологічною операцією, особливо при виконанні підігрівання заготовки та наявності підвищених температур сталі, що позначається на погіршенні умов праці газорізальників. Також варто відзначити схильність різаків інжекторного типу до поширення зворотного удару полум'я, що необхідно враховувати для забезпечення безпеки робіт. Відомі інжекторні різаки для ручного кисневого різання з використанням підігріваючого полум'я, утвореного сумішшю пального газу з киснем, і застосуванням в якості пального ацетилену, пропан-бутану або природного газу (див. Государственный стандарт Союза ССР "Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования", ГОСТ 5191-79, 25.06.1979 г.). У даних різаках пуск, регулювання витрат газів і припинення їх подачі здійснюється вручну за допомогою запірно-регулювальних вентилів. Вентилі різака забезпечують перекривання газу не більше ніж за 6 секунд. Дані різаки, зокрема типу Р3, призначені для ручного роз'єднувального різання низьковуглецевих і низьколегованих сталей товщиною до 300 мм. При різанні металу товщиною більше 300 мм, різання металу великої товщини проводиться спеціальними різаками. Різак РР-600 дозволяє різати метал товщиною від 300 до 600 мм при використанні кисню тиском 0,07-0,38 МПа. Різак РР-600 комплектується одним мундштуком і трьома змінними вставками для ріжучого кисню, що встановлюються всередину мундштука, в тілі якого є канавки для пальної суміші (див. Справочник молодого сварщика / B.C. Черняк, К.П. Вощанов. 4-е изд., перераб. и доп. - М.: Высшая школа, 1966 г. - 556 с: ил. - С. 438-439). Даний різак може бути використаний наприклад при різанні великого сталевого брухту та при відрізанні додатків сталевих виливків. Для живлення різака газами застосовується спеціальна установка (УРР-600), що складається з кисневої рампи на 10 балонів, редукторів для кисню й ацетилену, а також трьох ацетиленових балонів. Недоліком конструкції різака РР-600 є значна його вага, відсутність збалансованості конструкції відносно рукоятки та можливості різання металів товщиною до 300 мм. Відомі полегшені конструкції різаків з розміщенням вентиля пального газу за рукояткою. Інжекторний різак для ручного кисневого різання Р2 "Октава" включає ствол з трубками подачі кисню та пального газу, а також регулювальні вентилі. Регулювальні вентилі підігріваючого та ріжучого кисню розташовані на корпусі ствола перед рукояткою, а регулювальний вентиль пального газу - за рукояткою (див. фото інжекторного різака для ручного кисневого різання "Октава" - Додаток; офіційна сторінка фірмового магазину http://www.is.svitonline.com/oktava/). Інжекторний різак для ручного різання Р2 "Октава" призначений для кисневого різання низьколегованих і низьковуглецевих сталей. Розміщення регулювального вентиля пального газу 1 UA 86235 U 5 10 15 20 25 30 35 40 45 50 55 60 за рукояткою дозволяє збалансувати конструкцію різака та поліпшити умови роботи газорізальників. Однак різаки типу Р2 забезпечують ефективне різання металів тільки в діапазоні товщини від 3 до 200 мм. Крім того, конструкція вентиля пального газу не дозволяє виконувати різання при тиску пального нижче 0,02 МПа. Як результат, при різанні тонколистового металопрокату відбувається підвищення витрат пального газу та кисню, що призводить до збільшення собівартості газорізальних робіт. За сукупністю суттєвих ознак описаний інжекторний різак є найбільш близьким аналогом (прототипом). В основу корисної моделі поставлена задача - створити інжекторний різак для кисневого різання металів, що забезпечує ефективне різання зі зниженою витратою енергоносіїв та одночасним підвищенням безпеки при виконанні газополуменевих робіт за рахунок технічного результату, що полягає у розширенні діапазону тисків використовуваного природного газу при виконанні роз'єднувального різання металів. Для забезпечення зазначеного технічного результату інжекторний різак для кисневого різання металів включає ствол з рукояткою, групу запірно-регулювальних вентилів, змінні мундштуки, змішувальний пристрій (камеру) й елементи кріплення газовідних рукавів. Кисневі запірно-регулювальні вентилі розміщені перед рукояткою та сполучені з корпусом ствола, а вентиль пального газу - за рукояткою. Прямоточний вентиль пального газу складається з корпусу та розміщеної в ньому поворотної запірної втулки (пробки) з регулювальним штоком (шток вінтом). Переміщення штока для плавної зміни профілю прохідного отвору запірної втулки здійснюється за допомогою різьбового з'єднання. Відомий і заявлений пристрої мають наступні подібні ознаки: інжекторний різак для кисневого різання металів, що включає ствол із рукояткою, запірно-регулювальними кисневими вентилями, сполученими з корпусом ствола, а також вентилем пального газу, розташованим за рукояткою. Заявлений різак має наступні відмітні ознаки: в корпусі вентиля пального газу розміщена поворотна запірна втулка з регулювальним штоком, виконаним із умови зміни профілю прохідного отвору запірної втулки. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки розміщенню в корпусі прямоточного вентиля пального газу поворотної запірної втулки з регулювальним штоком, виконаним із умови зміни профілю прохідного отвору запірної втулки забезпечується два ступені регулювання подачі пального газу. Поворотом запірної втулки досягається швидке (протягом 1 секунди) перекриття потоку газу, а за допомогою регулювального штока - плавне і точне налаштування витрати пального. Така конструкція вентиля пального газу, що має мінімальний гідравлічний опір, дозволяє виконувати роз'єднувальне різання металів при тиску природного газу від 0,001 МПа. При цьому під час різання тонколистового металопрокату досягається зниження витрати пального газу та підігріваючого кисню. Також при різанні товстолистового металопрокату за рахунок збільшення швидкості різання, забезпечуваної поліпшенням прогріву нижньої кромки металу, що розрізається, підвищується ефективність кисневого різання металу товщиною до 350 мм. Крім цього за рахунок можливості швидкого перекриття вентиля пального газу виключається ймовірність поширення зворотного удару полум'я та підвищується безпека при виконанні газополуменевих робіт. Заявлена корисна модель промислово застосовна та впроваджується в копровому цеху Новокраматорського машинобудівного заводу. Суть корисної моделі пояснює креслення. фіг. 1 - загальний вид інжекторного різака для кисневого різання металів; фіг. 2 - переріз А-А на фіг. 1 (вентиль пального газу в положенні "закрито"); фіг. 3 -вентиль пального газу в положенні "відкрито". Інжекторний різак для кисневого різання металів включає ствол 1 (фіг. 1) з рукояткою 2, запірно-регулювальними кисневими вентилями 3 і 4, сполученими з корпусом 5 ствола 1, а також вентилем пального газу 6, розташованим за рукояткою 2. У корпусі 7 (фіг. 2) вентиля пального газу 6 (фіг. 1) розміщена поворотна запірна втулка 8 (фіг. 2) з регулювальним штоком 9, виконаним із умови зміни профілю прохідного отвору 10 (фіг. 3) поворотної запірної втулки 8. Корпус 7 виконаний з каналом подачі пального газу 11, що сполучений зі змішувальною камерою 12 (фіг. 1), а регулювальний шток 9 (фіг. 3) і поворотна запірна втулка 8 виконані з маховичком 13 та важелем 14 відповідно. 2 UA 86235 U 5 10 15 20 Інжекторний різак для кисневого різання металів працює таким чином. Кисень і пальний газ надходять в ствол 1 (фіг. 1), на який надягнена рукоятка 2. Далі кисень потрапляє в корпус 5 до запірно-регулювальних вентилів кисню підігріваючого 3 і ріжучого 4, а пальний газ - до вентиля 6 пального газу. Першим відкривається вентиль 3 кисню підігріваючого для створення розрідження (інжекції) в змішувальній камері 12 різака. Подача природного газу через вентиль 6 здійснюється у два етапи. Спочатку поворотом важеля 14 (фіг. 2) поворотної запірної втулки 8 виконується суміщення прохідного отвору 10 (фіг. 3) поворотної запірної втулки 8 з каналом 11 корпусу 7. Потім поворотом маховичка 13 регулювального штока 9 здійснюється плавне відкриття прохідного отвору 10 і регулювання витрати пального газу, що подається в змішувальну камеру 12 (фіг. 1). Здійснюється підпал суміші пального газу та підігріваючого кисню. Після прогріву металу, що розрізається, до температури займання здійснюється подача ріжучого кисню в зону різання шляхом відкриття вентиля 4. При необхідності погасити полум'я різака порядок закриття вентилів зворотний: першим закривається вентиль кисню ріжучого 4, потім вентиль пального газу 6 і вентиль кисню підігріваючого 3. Таким чином, використання інжекторного різака для кисневого різання металів з прямоточним вентилем пального газу дозволяє мінімізувати гідравлічний опір, розширити діапазон тисків застосовуваного пального газу та скоротити витрату енергоносіїв при кисневому різанні металів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Інжекторний різак для кисневого різання металів, що містить ствол із рукояткою, запірнорегулювальні кисневі вентилі, сполучені з корпусом ствола, а також вентиль пального газу, розташований за рукояткою, який відрізняється тим, що в корпусі вентиля пального газу розміщена поворотна запірна втулка з регулювальним штоком, виконаним за умов зміни профілю прохідного отвору запірної втулки. 3 UA 86235 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюShapovalov Kostiantyn Petrovych, Bielinskyi Vadym Anatoliiovych, Vasylenko Stanislav Leonidovych, Korovchenko Oleksandr Illich
Автори російськоюШаповалов Константин Петрович, Белинский Вадим Анатольевич, Василенко Станислав Леонидович, Коровченко Александр Ильич
МПК / Мітки
МПК: B23K 7/00, F23D 14/42
Мітки: різання, різак, металів, кисневого, інжекторний
Код посилання
<a href="https://ua.patents.su/6-86235-inzhektornijj-rizak-dlya-kisnevogo-rizannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Інжекторний різак для кисневого різання металів</a>
Різак для газокисневого різання металів

Номер патенту: 76554
Опубліковано: 10.01.2013
Автори: Зеленський Сергій Леонідович, Грідасов Олексій Петрович, Василенко Станіслав Леонідович, Коровченко Олександр Ілліч, Шаповалов Костянтин Петрович
МПК: F23D 14/42, B23K 7/00
Мітки: різак, металів, різання, газокисневого
Формула / Реферат:
1. Різак для газокисневого різання металів, що включає головку з каналами подачі пального газу, підігріваючого і ріжучого кисню, пов'язану за допомогою змішувача із зовнішнім мундштуком, в порожнині якого співвісно розміщений внутрішній мундштук з утворенням каналів подачі пальної суміші, який відрізняється тим, що на зовнішній поверхні внутрішнього мундштука виконані пази з поперечним профілем, що включає дугу кола та відповідає...
Різак для ручного газокисневого різання металів
Номер патенту: 15678
Опубліковано: 17.07.2006
Автори: Цвентух Евген Костянтинович, Чумак Сергій Анатолійович, Василенко Станіслав Леонідович, Коровченко Олександр Ілліч, Литвинов Віталій Михайлович, Красільніков Сергій Геннадійович
МПК: F23D 14/46, F23D 14/02, F23D 14/42, F23D 14/72
Мітки: газокисневого, різак, ручного, металів, різання
Формула / Реферат:
Різак для ручного газокисневого різання металів, що містить змішувальну камеру з отвором і співвісний з нею інжектор з дозатором, який відрізняється тим, що дозатор виконаний у вигляді описаних колом діаметром D щонайменше трьох інжектувальних отворів, причому D<D1, де D1 - діаметр отвору змішувальної камери.
Газокисневий різак для різання металопрокату
Номер патенту: 25922
Опубліковано: 27.08.2007
Автори: Чумак Сергій Анатолійович, Красільніков Сергій Геннадійович, Василенко Станіслав Леонідович, Литвинов Віталій Михайлович, Коровченко Олександр Ілліч
МПК: F23D 14/00
Мітки: різання, газокисневий, металопрокату, різак
Формула / Реферат:
Газокисневий різак для різання металопрокату, що включає стовбур з кисневим і газовим вентилями, причому в порожнині корпусу кисневого вентиля розміщений шток із золотниковим пристроєм, який відрізняється тим, що золотниковий пристрій виконаний із запиральною конічною ділянкою, рухомо встановлений на штоку і підпружинений уздовж його осі, а вказаний шток виконаний з обмежувальним буртом за умови взаємодії з торцем золотникового пристрою і...
Різак для газокисневого різання

Номер патенту: 57541
Опубліковано: 10.03.2011
Автори: Семижон Олег Олександрович, Скрипченко Володимир Іванович, Тєрєхов Павло Анатолійович
МПК: B23K 7/00
Мітки: різання, різак, газокисневого
Формула / Реферат:
Різак для газокисневого різання, що містить головку з каналами для кисню, що підігріває, ріжучий кисень й горючий газ, мундштук з соплами, що складається із внутрішнього та зовнішнього мундштуків, співвісно розташованих і роз'ємно з'єднаних між собою, а також накидну гайку, що з'єднує зовнішній мундштук з головкою різака, при цьому внутрішній мундштук виконаний у вигляді гільзи з різьбою на одному кінці та поздовжніми канавками на зовнішній...
Різак для повітряно-дугового різання та стругання металу
Номер патенту: 29258
Опубліковано: 10.01.2008
Автори: Коровченко Олександр Ілліч, Наумова Людмила Миколаївна, Зеленський Сергій Леонідович, Василенко Станіслав Леонідович
МПК: B23K 9/00, B23K 9/013
Мітки: металу, різак, стругання, повітряно-дугового, різання
Формула / Реферат:
1. Різак для повітряно-дугового різання та стругання металу, що включає головку з системою каналів, а також зв'язані з нею гвинт і струмоповітропровід, що сполучений з системою каналів головки, який відрізняється тим, що головка виконана у вигляді нерухомого і рухомого елементів, а різак має вісь і важель, при цьому гвинт зв'язаний за допомогою важеля і осі з рухомим елементом.2. Різак за п. 1, який відрізняється тим, що нерухомий...
Попередній патент: Пристрій перевірки працездатності радіоелементів
Наступний патент: Імпульсний оптичний бар’єр на світлових променях видимого діапазону
Випадковий патент: Горілка особлива "княгинин оригінальна. knjagynyn original"