Ділянка крайкообрізних ножиць
Номер патенту: 87757
Опубліковано: 10.08.2009
Автори: Калашников Андрій Анатолійович, Грибанов Олексій Вячеславович, Реука Юрій Юрійович, Левіна Валентина Іванівна, Суков Генадій Сергійович
Формула / Реферат
Ділянка крайкообрізних ножиць, що містить розміщені з двох боків симетрично відносно її подовжньої осі крайкообрізні ножиці з парою дискових ножів, зчленованих із приводом обертання і встановлених у корпусі, прикріпленому до каретки, зчленованої з приводом поперечного переміщення відносно подовжньої осі ділянки по напрямних фундаментної рами, з одного боку від яких розташовані крайкокришильні ножиці, встановлені у корпусі з можливістю поперечного переміщення відносно подовжньої осі ділянки, а з іншого боку від крайкообрізних ножиць встановлена пара задавальних роликів, верхній з яких шарнірно зчленований із приводом переміщення у вертикальній площині, яка відрізняється тим, що вона обладнана додатковою парою задавальних роликів і додатковими приводами обертання, а корпус крайкокришильних ножиць прикріплений до корпуса крайкообрізних ножиць і зчленований зі згаданою кареткою, при цьому пари задавальних роликів встановлені симетрично відносно подовжньої осі ділянки, і кожен нижній ролик з пари задавальних роликів жорстко прикріплений до корпуса крайкообрізних ножиць, а кожен верхній ролик з пари задавальних роликів шарнірно зчленований з ним, крім того, кожен нижній ролик з пари задавальних роликів з'єднаний з додатковим приводом обертання.
Текст
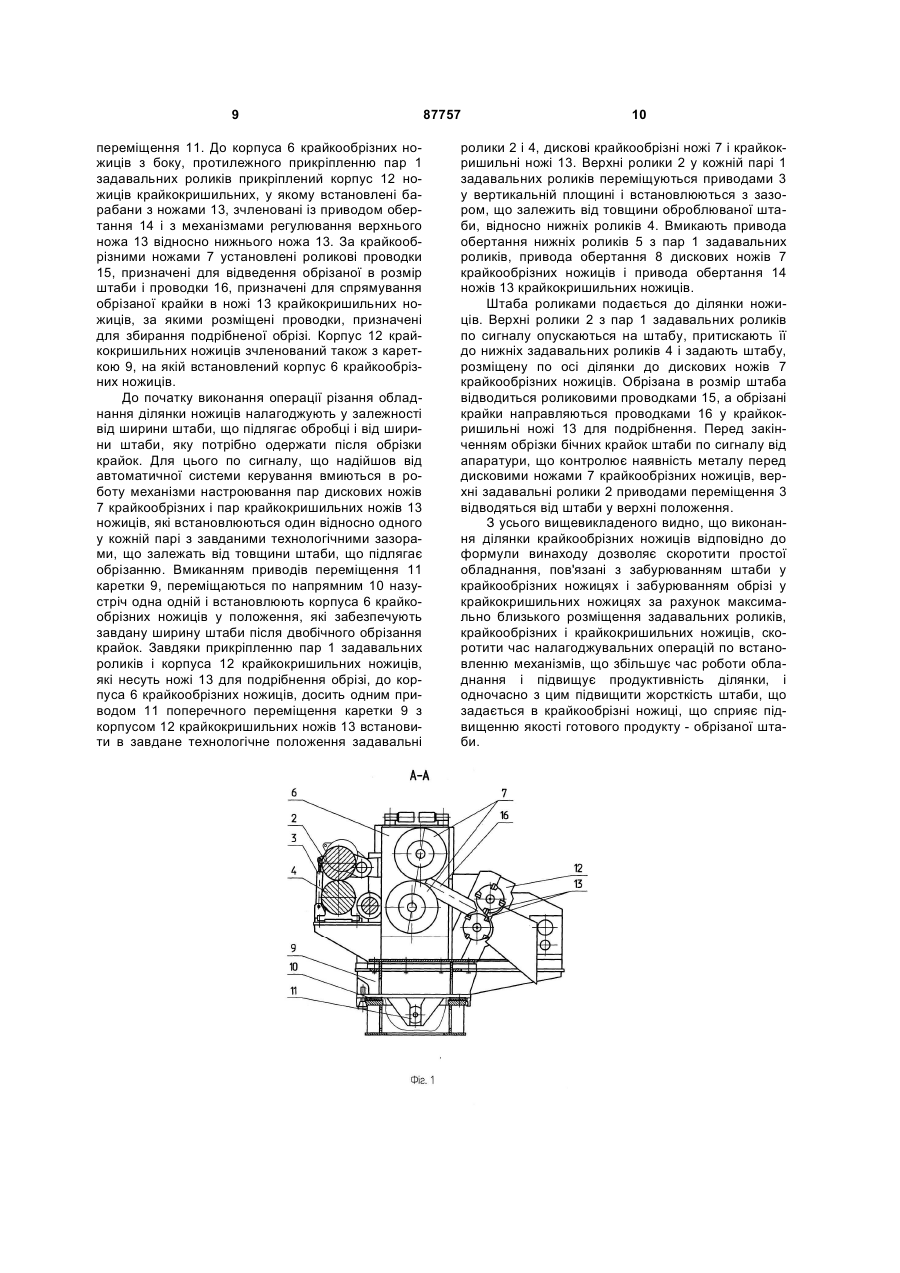
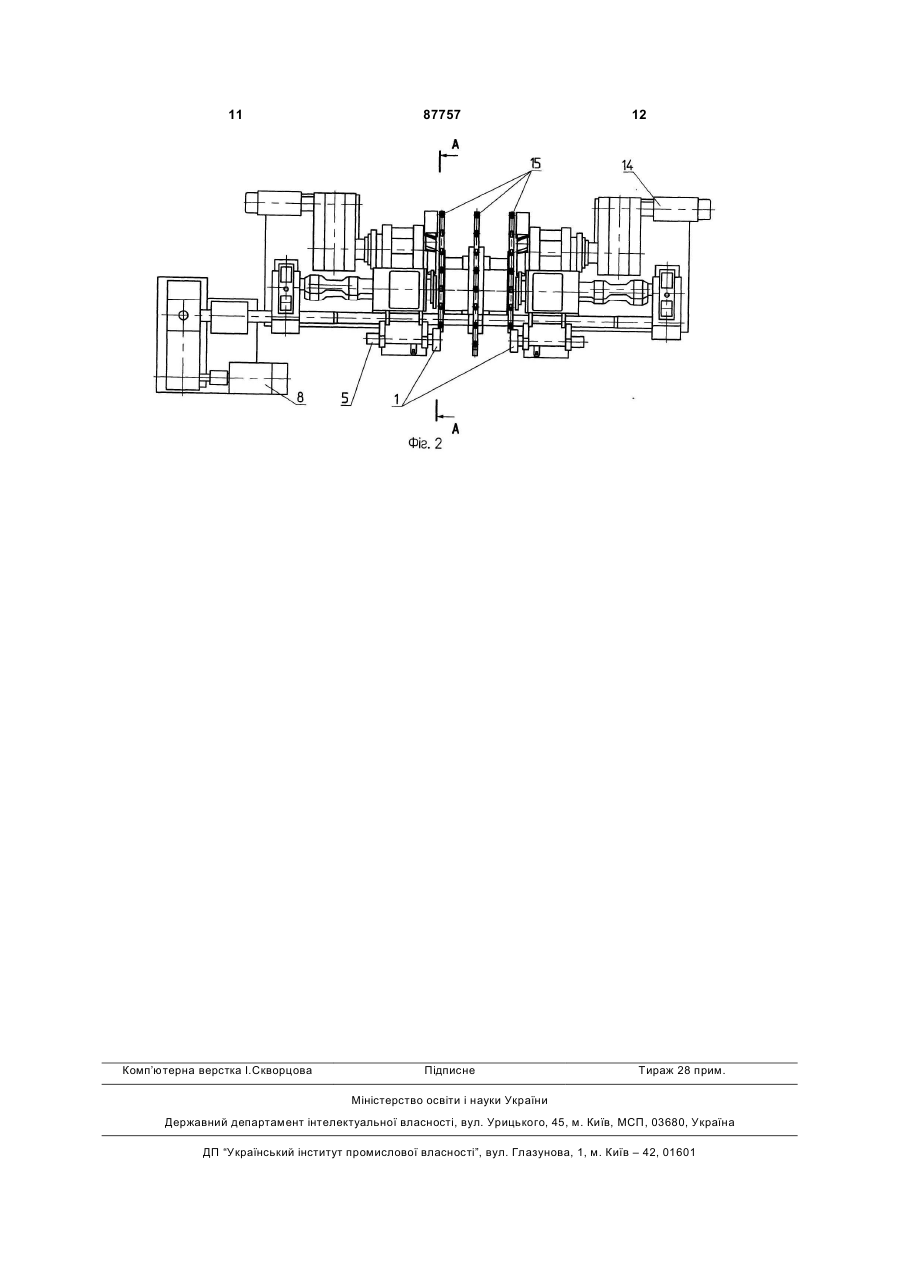
Ділянка крайкообрізних ножиць, що містить розміщені з двох боків симетрично відносно її подовжньої осі крайкообрізні ножиці з парою дискових ножів, зчленованих із приводом обертання і встановлених у корпусі, прикріпленому до каретки, зчленованої з приводом поперечного переміщення відносно подовжньої осі ділянки по напрямних C2 1 3 Робота на описаному обладнанні здійснюється наступним чином. До початку різання налагоджують і встановлюють у необхідне положення у залежності від товщини і ширини штаби, що підлягає обрізанню, крайкообрізні і крайкокришильні ножиці, а також задавальні ролики. Для цього вмиканням привода поперечних переміщень зміщають пари дискових ножів крайкообрізних ножиців у напрямку, перпендикулярному подовжній осі ділянки ножиців і встановлюють пари дискових ножів у положення, що залежить від ширини штаби, яку потрібно одержати після обрізки крайок. Крім того, з потрібним технологічним зазором, який залежить від товщини штаби, встановлюють дискові ножі. Аналогічним чином налагоджують крайкокришильні ножиці на завдану ширину штаби, яка підлягає обрізанню, для чого за допомогою їхнього привода переміщення пари кромкокришильних ножів переміщують у напрямку, перпендикулярному подовжній осі ділянки і закріплюють у потрібній позиції. Задавальні ролики встановлюються також з зазором , який залежить від товщини штаби, що підлягає обрізанню. Вмикають привода пристроїв і задавальні ролики проштовхують штабу у дискові ножиці. Обрізана в крайкообрізних ножицях штаба відводиться рольгангом у напрямку технологічного потоку, а обрізані крайки кришаться ножами крайкокришильних ножиців і скидаються для збирання. Слід зазначити, що для розміщення описаної ділянки ножиців потрібні значні виробничі площі, тому що кожен механізм встановлений на індивідуальній рамі, що приводить до збільшення капітальних вкладень. Крім того, через розміщення задавальних роликів на індивідуальній фундаментній рамі не вдається максимально наблизити їх до дискових ножів. Це приводить до збільшення відстані між задавальними роликами і дисковими ножами (збільшенню прольоту між опорами штаби) і втрати стійкості вільно розміщеного переднього кінця штаби при транспортуванні на ділянці між задавальними роликами і зоною різання дискових ножів і викликає забурювання штаби перед дисковими крайкообрізними ножицями, порушує процес різання. Для усунення неполадок потрібна зупинка обладнання ділянки, що скорочує час роботи обладнання ділянки ножиців і знижує продуктивність. Відома ділянка дискових ножиців по кресленню НКМЗ № 574с-327 СБ, більш близька до заявляемого рішення і прийнята у якості прототипу. До її складу входять послідовно встановлені пари задавальних роликів, а також встановлені з двох боків симетрично відносно подовжньої осі ділянки крайкообрізні ножиці і крайкокришильні ножиці. До складу крайкообрізних ножиців входить пара дискових ножів, встановлених у корпусі і зчленованих із приводом обертання. Корпус крайкообрізних ножиців розміщений на каретці, яка встановлена на напрямних фундаментної рами з можливістю поперечного переміщення від власного привода. На фундаментній рамі виконані також окремі напрямні, на яких встановлений корпус крайкокришильних ножиців барабанного типу з 87757 4 розміщеними в них ножами, зчленованими з приводом обертання. Корпус крайкокришильних ножиців з'єднаний з індивідуальним приводом поперечного переміщення. Пара задавальних роликів прикріплена до фундаментної рами, що стоїть окремо, при цьому верхній ролик з пари шарнірно з'єднаний із приводом переміщення по вертикалі. Задавальні ролики розташовані горизонтально, при цьому їхні осі перпендикулярні подовжній осі ділянки, при цьому довжина їхніх бочок обрана з урахуванням максимальної ширини оброблюваної штаби. Робота по обрізанню штабів на даній ділянці відбувається таким чином. До початку різання обладнання налагоджується відповідно до параметрів оброблюваної заготівки. Для цього за допомогою привода переміщення по вертикалі верхній притискної ролик встановлюють відносно нижнього з зазором, що відповідає товщині листа. Виставляють у завдане положення дискові ножі крайкообрізних ножиців, для чого за допомогою привода поперечного переміщення встановлюють корпус крайкообрізних ножиців з ножами, переміщуючи його по напрямних фундаментної рами у напрямку, перпендикулярному подовжній осі ділянки у позицію, яка залежить від ширини штаби, яку потрібно одержати після обрізки. Аналогічно описаному вище виставляють барабанні ножі крайкокришильних ножиців і, за рахунок переміщення корпуса крайкокришильних ножиців від власного привода поперечного переміщення по напрямних фундаментної рами встановлюють їх у завдане положення, яке відповідає ширині обрізаної штаби. Вмикають привода обертання механізмів. Штаба притискними роликами подається в зону різання дискових ножів, де відбувається обрізання крайок, ролики залишаються притиснутими до штаби до кінця обрізки, що сприяє запобіганню зсуву штаби від подовжньої осі ділянки ножиців. Далі обрізана штаба роликами рольганга відводиться в напрямку технологічного потоку, а відрізана обрізь надходить у барабанні ножі крайкокришильних ножів для подрібнення, здрібнена обрізь далі потрапляє до коробу і прибирається з ділянки ножиців. У порівнянні з аналогом у прототипі вдалося декілька наблизити крайкокришильні ножиці до крайкообрізних за рахунок розміщення їхнього корпуса і корпуса крайкообрізних ножиців на загальній фундаментній рамі. Однак відстань між зонами різання крайкообрізних і крайкокришильних ножиців залишається ще досить великою і при утворенні вузьких і тонких обрізаних країв штабів, що мають низьку стійкість, велика імовірність забурювання обрізі між дисковими і крайкокришильними ножами ножиців, зупинки обладнання ділянки для відновлення умов роботи пристроїв, що скорочує час роботи обладнання і знижує продуктивність ділянки крайкообрізних ножиців. Через те, що у прототипі притискні ролики розташовані в опорах, прикріплених до власних фундаментних рам, не стає можливим максимально наблизити їх до зони різання крайкообрізних но 5 жиців. Це приводить до втрати стійкості вільно розміщеного переднього кінця штаби при транспортуванні на ділянці між задавальними роликами і зоною різання дискових ножів і викликає забурювання штаби перед дисковими крайкообрізними ножицями, порушує процес різання. Для усунення неполадок потрібна зупинка обладнання ділянки, що скорочує час роботи обладнання ділянки ножиців і знижує продуктивність. При цьому слід зазначити, що відсутність проштовхуючого зусилля з боку неробочих задавальних роликів, яке б сприяло просуванню штаби до зони обрізання крайок, також збільшує проблему забурювання штаби перед дисковими ножами і приводить до зниження продуктивності ділянки крайкообрізних ножиців. Слід зазначити, що через наявність у складі ділянки встановленої перпендикулярно подовжній осі ділянки з боку входу штаби в дискові крайко обрізні ножиці однієї пари неробочих задавальних роликів, які мають значну довжину бочки, для забезпечення задачі, у тому раз, штаби максимальної довжини, негативно позначається на якості готового продукту - штаби з обрізаними подовжніми крайками. Це пояснюється тим, що в силу погрішностей виготовлення і збирання двох вузлів роликів між їхніми протяжними бочками має місце неоднаковий міжроликовий зазор, що приводить до різноприскоренного руху штаби в напрямку, перпендикулярному подовжній осі ділянки ножиців, знижує стійкість штаби, що задається в дискові ножі, приводить до зсуву штаби від подовжньої осі ділянки ножиців, утворенню на штабі після обрізання крайок серповидного дефекту, що знижує якість готового продукту. Крім того, для підготовки обладнання ділянки до роботи, а також для переустановлення на обрізання штаби іншої ширини необхідно виконати, у тому разі, встановлення у завдане положення відносно подовжньої осі ділянки крайкообрізних і крайкокришильних ножиців, кожні з яких переміщаються власним приводом поперечного переміщення. Для досягнення завданої точності встановлення згаданого обладнання потрібен додатковий час для виконання налагоджувальних операцій, що скорочує час роботи обладнання і знижує продуктивність ділянки крайкообрізних ножиців. Таким чином, до недоліків прототипу слід віднести незадовільну продуктивність при одночасно незадовільній якості готового продукту - обрізаної штаби. До основи винаходу поставлене завдання створення ділянки крайкообрізних ножиців, що має високу продуктивність при одночасному підвищенні якості обрізаних штабів. Поставлена завдання вирішується за рахунок технічного результату, що полягає в підвищенні стійкості переднього кінця штаби, що задається у дискові ножі крайкообрізних ножиців, у підвищенні стійкості обрізаної крайки, що надходить до крайкокришильних ножиців і виключенні необхідності коректування поперечних переміщень обладнання, що входить до складу ділянки. 87757 6 Для досягнення вищевказаного технічного результату ділянка крайкообрізних ножиців, до складу якої входять розміщені з двох боків симетрично відносно її подовжньої осі крайкообрізні ножиці з парою дискових ножів, зчленованих із приводом обертання і встановлених у корпусі, прикріпленому до каретки, зчленованої з приводом поперечного переміщення відносно подовжньої осі ділянки по напрямних фундаментної рами, з одного боку від яких розташовані крайкокришильні ножиці, встановлені в корпусі з можливістю поперечного переміщення відносно подовжньої осі ділянки, а з іншого боку від крайкообрізних ножиців встановлена пара задавальних роликів, верхній з яких шарнірно зчленований із приводом переміщення у вертикальній площині, відповідно до винаходу обладнана додатковою парою задавальних роликів і додатковими приводами обертання, а корпус крайкокришильних ножиців прикріплений до корпуса крайкообрізних ножиців і зчленований зі згаданою кареткою, при цьому пари задавальних роликів, встановлені симетрично відносно подовжньої осі ділянки і кожен нижній ролик з пари задавальних роликів жорстко прикріплений до корпуса крайкокришильних ножиців, а кожен верхній ролик з пари задавальних роликів зчленований з ним, крім того, кожен нижній ролик з пари задавальних роликів з'єднаний з додатковим приводом обертання. У результаті порівняльного аналізу ділянки крайкообрізних ножиців, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: - розміщення з двох боків симетрично відносно подовжній осі ділянки крайкообрізних ножиців з парою дискових ножів, зчленованих із приводом обертання і встановлених у корпусі, прикріпленому до каретки, зчленованої з приводом поперечного переміщення відносно подовжньої осі ділянки по напрямних фундаментної рами; - розміщення з одного боку від крайкообрізних ножиців крайкокришильних ножиців, встановлених у корпусі з можливістю поперечного переміщення відносно подовжньої осі ділянки; - розміщення з іншого боку від крайкообрізних ножиців пари задавальних роликів, верхній з яких шарнірно зчленований із приводом переміщення у вертикальній площині; і відмітні ознаки: - обладнання додатковою парою задавальних роликів, і додатковими приводами обертання; - прикріплення корпуса крайкокришильних ножиців до корпуса крайкообрізних ножиців; - зчленування корпуса крайкокришильних ножиців з кареткою; - встановлення пар задавальних роликів симетрично відносно подовжньої осі ділянки; - жорстке прикріплення кожного нижнього ролика з пари задавальних роликів до корпуса крайкокришильних ножиців; - шарнірне зчленування з корпусом крайкообрізних ножиців кожного верхнього ролика з пари задавальних; - зчленування кожного нижнього ролика з пари задавальних роликів з додатковим приводом обертання. 7 Таким чином, ділянка ножиців, що заявляється, має нові вузли, нові зв'язки, нові взаємні розміщення вузлів і деталей. Між відмітними ознаками і технічним результатом, що досягається, існує причино - наслідковий зв'язок. Завдяки обладнанню ділянки крайкообрізних ножиців додатковими приводами обертання і з'єднанню з додатковим приводом обертання кожного нижнього ролика з пари задавальних роликів і жорсткому прикріпленню до корпуса крайкообрізних ножиців кожного нижнього ролика з пари задавальних роликів, а також шарнірному зчленуванню кожного верхнього ролика з пари задавальних роликів з корпусом крайкообрізних ножиців, стало можливим максимально наблизити пари задавальних роликів до дискових ножів крайкообрізних ножиців, скоротивши проміжок шляху, який треба подолати вільному передньому кінцеві штаби, затиснутому задавальними роликами, і впливати на штабу додатковими горизонтальними зусиллями, з боку кожного нижнього приводного ролика з пари задавальних роликів, направляючу штабу до дискових ножів крайкообрізних ножиців, що сприяє підвищенню стійкості переднього кінця штаби до захоплення його дисковими ножами і виключає його забурювання у крайкообрізних ножицях, скорочує простої обладнання, пов'язані з усуненням неполадок і підвищує продуктивність ділянки крайкообрізних ножиців; завдяки обладнанню ділянки додатковою парою задавальних, і установленню пар задавальних роликів симетрично відносно подовжньої осі ділянки, стало можливим подавати в зону різання штабу, що направляється до крайкообрізних ножиців у тому разі зусиллями, прикладеними з двох боків по ширині штаби за рахунок розміщення її між відносно короткими задавальними роликами, які легше виставити більш точно один відносно одного і з меншими погрішностями, що сприяє зниженню зсуву штаби від подовжньої осі ділянки, підвищенню стійкості штаби, що задається в дискові ножі, зниженню імовірності забурювання, виключає зупинки обладнання і підвищує продуктивність ділянки ножиців; завдяки зчленуванню кожного ролика з пар задавальних роликів з корпусом крайкообрізних ножиців, прикріпленим до каретки, зчленованої з приводом поперечного переміщення, стало можливим спільне поперечне переміщення задавальних роликів і крайкообрізних ножиців, що виключає коректування окремих поперечних переміщень кожного з механізмів, скорочує час підготовки ділянки ножиців до роботи і підвищує продуктивність ділянки ножиців; при цьому завдяки зменшенню впливу з боку пар задавальних роликів, на зсув штаби від осі ділянки і виникнення серповидності штаби після обрізки подовжніх крайок, підвищується якість готового продукту -обрізаної штаби; завдяки прикріпленню корпуса крайкокришильних ножів до корпуса крайкообрізних ножиців і зчленуванню його з кареткою стало можливим максимально наблизити крайкокришильні ножиці до крайкообрізних, скоротити шлях проходження 87757 8 обрізі до зони кришіння, що знижує імовірність забурювання обрізі, скорочує час простою обладнання для відновлення працездатності, підвищує продуктивність ділянки, крім того, стало можливим здійснювати спільне поперечне переміщення крайкообрізних і крайкокришильних ножиців, що виключає коректування поперечного переміщення і підвищує продуктивність ділянки крайкообрізних ножиців. Виключення з перерахованої вище сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, має винахідницький рівень, тому що ділянка крайкообрізних ножиців, що заявляється для фахівця не є очевидним з рівня техніки. Технічне рішення, що заявляється, не відомо з рівня техніки і тому є новим. Винахід, що заявляється, промислово застосований, тому що його технологічне і технічне виконання не викликає складностей, наприклад, в умовах ЗАТ «НКМЗ». З використанням цього рішення виконаний технічний проект агрегату поперечного різання 5-25x2350 Магнітогорського металургійного комбінату, Росія. Таким чином, заявляемому рішенню може бути надана правова охорона, тому що воно має винахідницький рівень, є новим і промислово застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється кресленнями, на яких зображене наступне: фіг. 1 -ділянка крайкообрізних ножиців - вид зверху; Фіг.2 - розріз А - А на фіг.1 До складу ділянки крайкообрізних ножиців входить обладнання, встановлене симетрично відносно подовжньої осі ділянки і призначене для одночасної обрізки подовжніх крайок із двох боків штаби, що рухається, і подрібнення обрізі. Обладнання, встановлене по один бік ділянки є дзеркальним відображення обладнання, установленого напроти нього. Спочатку ділянки розміщено дві пари 1 задавальних роликів, встановлених симетрично відносно осі ділянки з урахуванням мінімальної ширини штаби, що підлягає обробці. Задавальні ролики пари встановлені друг над одним з можливістю зміни зазору поміж ними. Верхній ролик 2 у кожній парі задавальних роликів 1 шарнірно зчленований із приводом переміщення 3 у вертикальній площині, а нижній ролик 4 - зв'язаний із приводом обертання 5, виконаним у даному випадку у вигляді мотор - редуктора. Симетрично відносно подовжньої осі ділянки встановлені корпуси 6 крайкообрізних ножиців. У кожнім корпусі 6 крайкообрізних ножиців розміщена пара дискових ножів 7, зчленованих через шестеренну кліть із приводом обертання 8 і з механізмами настроювання бокового і радіального зазорів поміж ножами 7. До корпуса 6 крайкообрізних ножиців шарнірно прикріплені верхні ролики 2 з кожної пари 1 задавальних роликів і жорстко прикріплені нижні ролики 4. Корпус 6 крайкообрізних ножиців встановлений на каретці 9, розміщеній на напрямних 10 фундаментної рами, і зчленованій з приводом поперечного 9 переміщення 11. До корпуса 6 крайкообрізних ножиців з боку, протилежного прикріпленню пар 1 задавальних роликів прикріплений корпус 12 ножиців крайкокришильних, у якому встановлені барабани з ножами 13, зчленовані із приводом обертання 14 і з механізмами регулювання верхнього ножа 13 відносно нижнього ножа 13. За крайкообрізними ножами 7 установлені роликові проводки 15, призначені для відведення обрізаної в розмір штаби і проводки 16, призначені для спрямування обрізаної крайки в ножі 13 крайкокришильних ножиців, за якими розміщені проводки, призначені для збирання подрібненої обрізі. Корпус 12 крайкокришильних ножиців зчленований також з кареткою 9, на якій встановлений корпус 6 крайкообрізних ножиців. До початку виконання операції різання обладнання ділянки ножиців налагоджують у залежності від ширини штаби, що підлягає обробці і від ширини штаби, яку потрібно одержати після обрізки крайок. Для цього по сигналу, що надійшов від автоматичної системи керування вмиються в роботу механізми настроювання пар дискових ножів 7 крайкообрізних і пар крайкокришильних ножів 13 ножиців, які встановлюються один відносно одного у кожній парі з завданими технологічними зазорами, що залежать від товщини штаби, що підлягає обрізанню. Вмиканням приводів переміщення 11 каретки 9, переміщаються по напрямним 10 назустріч одна одній і встановлюють корпуса 6 крайкообрізних ножиців у положення, які забезпечують завдану ширину штаби після двобічного обрізання крайок. Завдяки прикріпленню пар 1 задавальних роликів і корпуса 12 крайкокришильних ножиців, які несуть ножі 13 для подрібнення обрізі, до корпуса 6 крайкообрізних ножиців, досить одним приводом 11 поперечного переміщення каретки 9 з корпусом 12 крайкокришильних ножів 13 встановити в завдане технологічне положення задавальні 87757 10 ролики 2 і 4, дискові крайкообрізні ножі 7 і крайкокришильні ножі 13. Верхні ролики 2 у кожній парі 1 задавальних роликів переміщуються приводами 3 у вертикальній площині і встановлюються з зазором, що залежить від товщини оброблюваної штаби, відносно нижніх роликів 4. Вмикають привода обертання нижніх роликів 5 з пар 1 задавальних роликів, привода обертання 8 дискових ножів 7 крайкообрізних ножиців і привода обертання 14 ножів 13 крайкокришильних ножиців. Штаба роликами подається до ділянки ножиців. Верхні ролики 2 з пар 1 задавальних роликів по сигналу опускаються на штабу, притискають її до нижніх задавальних роликів 4 і задають штабу, розміщену по осі ділянки до дискових ножів 7 крайкообрізних ножиців. Обрізана в розмір штаба відводиться роликовими проводками 15, а обрізані крайки направляються проводками 16 у крайкокришильні ножі 13 для подрібнення. Перед закінченням обрізки бічних крайок штаби по сигналу від апаратури, що контролює наявність металу перед дисковими ножами 7 крайкообрізних ножиців, верхні задавальні ролики 2 приводами переміщення 3 відводяться від штаби у верхні положення. З усього вищевикладеного видно, що виконання ділянки крайкообрізних ножиців відповідно до формули винаходу дозволяє скоротити простої обладнання, пов'язані з забурюванням штаби у крайкообрізних ножицях і забурюванням обрізі у крайкокришильних ножицях за рахунок максимально близького розміщення задавальних роликів, крайкообрізних і крайкокришильних ножиців, скоротити час налагоджувальних операцій по встановленню механізмів, що збільшує час роботи обладнання і підвищує продуктивність ділянки, і одночасно з цим підвищити жорсткість штаби, що задається в крайкообрізні ножиці, що сприяє підвищенню якості готового продукту - обрізаної штаби. 11 Комп’ютерна верстка І.Скворцова 87757 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection of trimming shears
Автори англійськоюSukov Henadii Serhiiovych, Reuka Yurii Yuriiovych, Kalashnykov Andrii Anatoliovych, Hrybanov Oleksii Viacheslavovych, Levina Valentyna Ivanivna
Назва патенту російськоюУчасток кромкообрезных ножниц
Автори російськоюСуков Геннадий Сергеевич, Реука Юрий Юрьевич, Калашников Андрей Анатольевич, Грибанов Алексей Вячеславович, Левина Валентина Ивановна
МПК / Мітки
МПК: B23D 19/00
Мітки: ножиць, крайкообрізних, ділянка
Код посилання
<a href="https://ua.patents.su/6-87757-dilyanka-krajjkoobriznikh-nozhic.html" target="_blank" rel="follow" title="База патентів України">Ділянка крайкообрізних ножиць</a>
Ділянка забирання обрізі і проб від ножиць
Номер патенту: 35302
Опубліковано: 10.09.2008
Автори: Заревчацький Олександр Костянтинович, Семенюк Олександр Вікторович, Калашников Андрій Анатолійович, Заревчацький Павло Олександрович, Левіна Валентина Іванівна, Пахомов Андрій Олегович
МПК: B23D 33/00, B21D 43/28
Мітки: обрізі, ділянка, проб, ножиць, забирання
Формула / Реферат:
Ділянка забирання обрізі і проб від ножиць, що включає щонайменше два візки, встановлені за ножицями, зчленовані із приводом переміщення у напрямку, перпендикулярному осі ножиць, з'єднані між собою, на рамах яких встановлені короби для обрізі, яка відрізняється тим, що вона обладнана як мінімум двома траверсами, кожна з яких виконана у вигляді вертикально встановлених боковин, жорстко з'єднаних між собою стяжкою з вантажопідйомним отвором, а...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович
МПК: B21C 47/34
Мітки: тонкої, ділянка, високошвидкісного, нескінченної, штаби, гарячекатаної, змотування
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону
Номер патенту: 33761
Опубліковано: 10.07.2008
Автори: Каушанський Ігор Борисович, Білобров Юрій Миколайович, Попович Олег Леонідович, Кочин Леонід Павлович
МПК: B21C 47/00, B21B 15/00
Мітки: ділянка, яку, штаби, розмотують, рулону, металевої, контролю, двостороннього
Формула / Реферат:
1. Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону, що включає засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки, розміщені між барабанами розмотувача і моталки, осі яких зміщені по горизонталі і по вертикалі, і станцію контролю, встановлену в проміжку між розмотувачем і моталкою, яка відрізняється тим, що зміщення осей барабанів розмотувача і моталки по горизонталі...
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Погребняк Микола Прокопович, Стеч Володимир Станіславович, Колесников Юрій Миколайович
МПК: B21C 47/34
Мітки: ділянка, змотування, гарячекатаної, штаби
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Платформа для промислових установок, зокрема, для видалячів окалини високого тиску, резервних ножиць і маятникових ножиць на прокатних станах або т. п.
Номер патенту: 85868
Опубліковано: 10.03.2009
Автори: Мюллер Гюнтер, Боймер Клаус, Грінсберг Клаус, Хайнфлінг Фолькер
МПК: B21B 31/00, B23Q 1/00
Мітки: резервних, станах, окалини, ножиць, тиску, платформа, високого, промислових, зокрема, прокатних, видалячів, маятникових, установок
Формула / Реферат:
1. Платформа (1) для промислових установок, зокрема, для видалячів окалини високого тиску (3а), резервних ножиць і маятникових ножиць на прокатних станах або т. п. із зібраними, за необхідності, в пучки підвідними, відвідними і/або розподільними трубопроводами (11), які в робочому положенні можуть зв'язуватися з нерухомими трубопроводами відповідної машини (3), яка відрізняється тим, що вона призначена для розташування в безпосередній...
Попередній патент: Сажок для комах
Наступний патент: Багатоканальний газоаналізатор
Випадковий патент: Пневматична машина для розсівання сипких матеріалів