Прес-форма для виготовлення шліфувальних кругів
Номер патенту: 88766
Опубліковано: 25.03.2014
Автори: Романченко Павло Володимирович, Сизий Юрій Анатолійович, Сталінський Дмитро Віталійович
Формула / Реферат
Прес-форма для виготовлення шліфувальних кругів, що містить корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки, яка відрізняється тим, що оправка. виконана з посадочною шийкою, на кінці якої виконана різьба, встановлена по перехідній посадці в посадочному отворі основи та закріплена гайкою, при цьому оправка виконана з центровими торцевими отворами, зверху нижньої формувальної плити на оправку встановлена калібрувальна втулка, висота якої відповідає висоті шліфувального круга, що виготовляється, над калібрувальною втулкою встановлена компенсаційна втулка такого ж діаметра, а у верхній формувальній плиті виконана проточка під компенсаційну втулку.
Текст
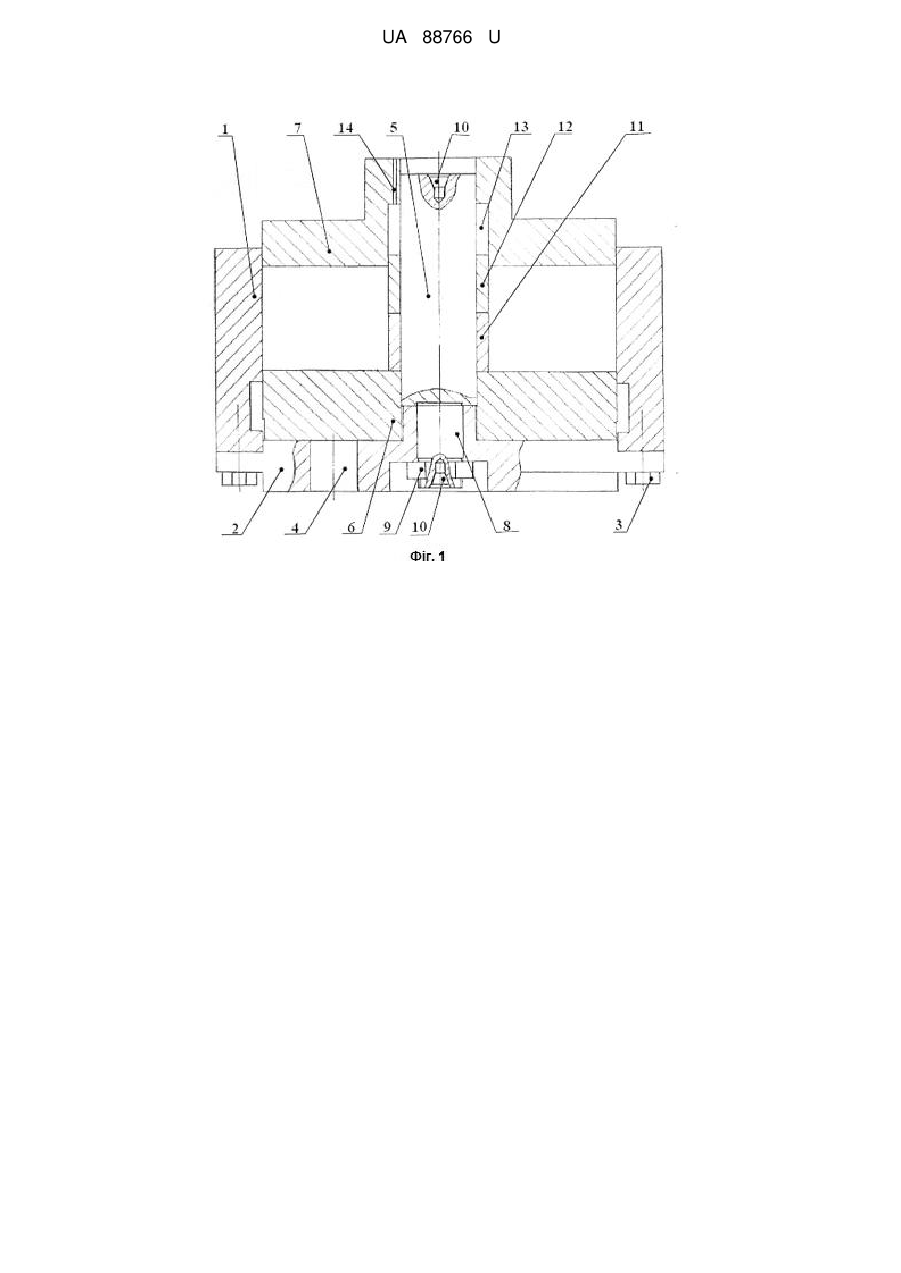
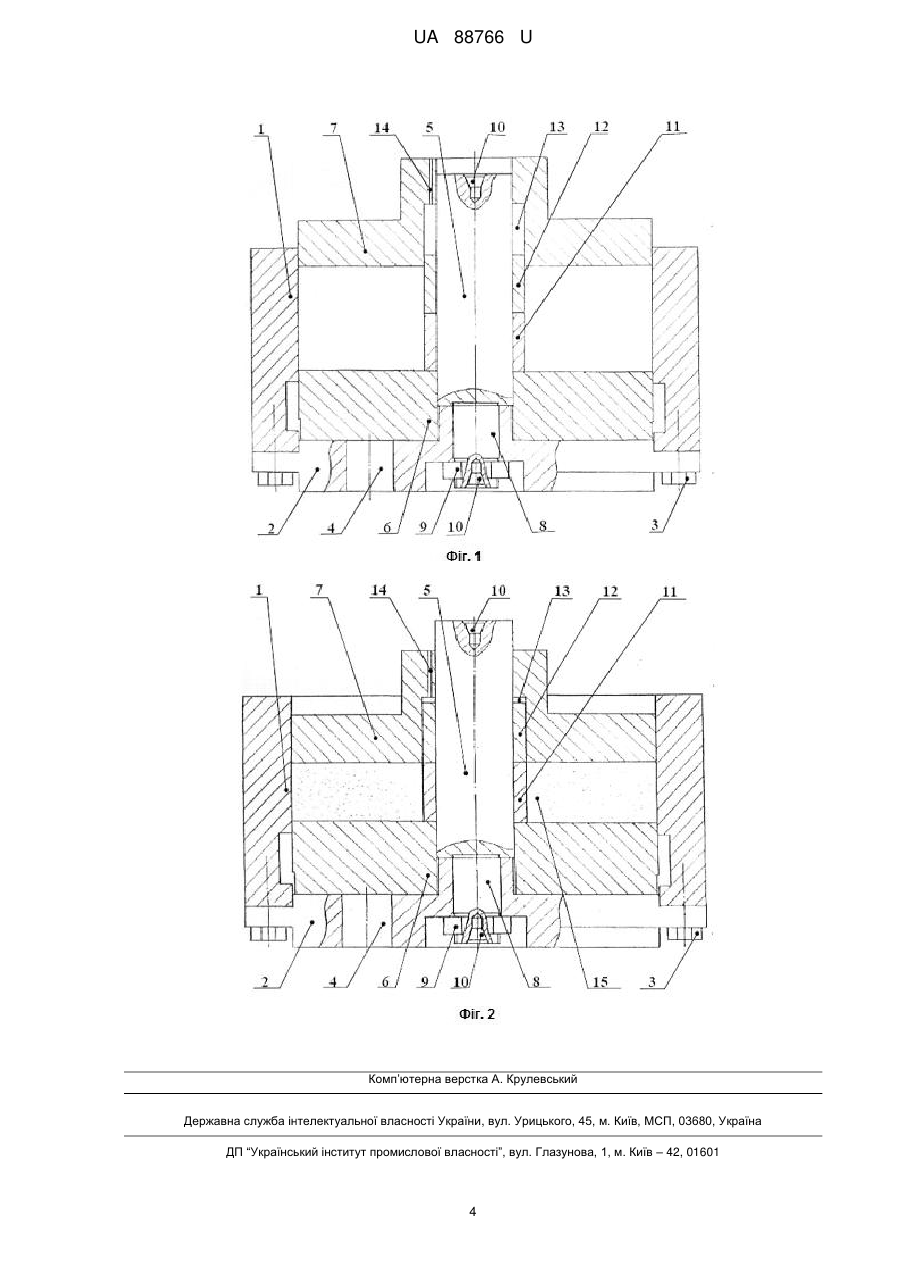
Реферат: Прес-форма для виготовлення шліфувальних кругів містить корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки. Оправка виконана з посадочною шийкою, на кінці якої виконана різьба, встановлена по перехідній посадці в посадочному отворі основи та закріплена гайкою, при цьому оправка виконана з центровими торцевими отворами, зверху нижньої формувальної плити на оправку встановлена калібрувальна втулка, висота якої відповідає висоті шліфувального круга, що виготовляється, над калібрувальною втулкою встановлена компенсаційна втулка такого ж діаметра, а у верхній формувальній плиті виконана проточка під компенсаційну втулку. UA 88766 U (54) ПРЕС-ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ШЛІФУВАЛЬНИХ КРУГІВ UA 88766 U UA 88766 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до абразивної промисловості та може бути використаний під час пресування шліфувальних кругів, зокрема шліфувальних кругів, які використовуються в ручних шліфувальних машинах (РШМ). Найбільш близьким аналогом за сукупністю ознак до корисної моделі, що заявляється є прес-форма для виготовлення шліфувальних кругів, що містить корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки. Нижня формувальна плита пов'язана з приводом через отвори в основі для випресування шліфувального круга (патент Російської Федерації № 2228255, МПКВ24Б18/00, опубл. 10.05.04). У корисній моделі, що заявляється, і найближчого аналога співпадають такі суттєві ознаки. Обидва пристрої містять корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки. Аналіз технічних властивостей найближчого аналога, обумовлених його ознаками, показує, що отриманню очікуваного технічного результату при використанні найближчого аналога перешкоджають такі причини. Під час пресування шліфувального круга з абразивної формувальної маси та випресування шліфувального круга відбувається поступове спрацювання оправки прес-форми, що не дозволяє виготовляти шліфувальні круги зі стабільним діаметром посадочних отворів, навіть в об'ємі однієї партії. Для збільшення терміну служби оправки її виготовляють свідомо більшого діаметра, ніж номінальний розмір посадочного отвору шліфувального круга, що призводить до більшого проміжку при встановленні шліфувального круга на шпиндель РШМ і, як наслідок, до збільшення рівня вібрацій РШМ при шліфуванні. В прес-формах відомої конструкції не забезпечується однакове базування циліндричної поверхні корпусу відносно оправки, що призводить до неспіввісності посадочного отвору шліфувальних кругів відносно їхньої зовнішньої поверхні і, як наслідок, до збільшення рівня вібрацій РШМ при шліфуванні. При поступовому спрацюванні оправки і циліндричної внутрішньої поверхні прес-форми збільшуються зазори всередині прес-форми для переміщення верхньої формувальної плити, що призводить до її перекосу відносно нижньої формувальної плити і, як наслідок, до збільшення непаралельності торців шліфувального круга та до змінної ширини його бічної поверхні. В основу корисної моделі поставлена задача створити таку прес-форму для виготовлення шліфувальних кругів, в якій удосконалення шляхом введення нових елементів дозволять при використанні корисної моделі, що заявляється, забезпечити досягнення технічного результату, який полягає у підвищенні точності геометричних розмірів шліфувальних кругів та у підвищенні терміну служби прес-форми для виготовлення шліфувальних кругів. Поставлена задача вирішується тим, що прес-форма для виготовлення шліфувальних кругів, що заявляється, містить корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки. Відмітною особливістю корисної моделі, що заявляється, є те, що оправка виконана з посадочною шийкою, на кінці якої виконана різьба, встановлена по перехідній посадці в посадочному отворі основи та закріплена гайкою. При цьому оправка виконана з центровими торцевими отворами. Зверху нижньої формувальної плити на оправку встановлена калібрувальна втулка, висота якої відповідає висоті шліфувального круга, що виготовляється. Над калібрувальною втулкою встановлена компенсаційна втулка такого ж діаметра, а у верхній формувальній плиті виконана проточка під компенсаційну втулку. При використанні корисної моделі, що заявляється, забезпечується досягнення технічного результату, який полягає у підвищенні точності геометричних розмірів шліфувальних кругів та у підвищенні терміну служби прес-форми для виготовлення шліфувальних кругів. Між сукупністю суттєвих ознак корисної моделі, що заявляється, і технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Виконання оправки з посадочною шийкою, на кінці якої виконана різьба, встановлення оправки по перехідній посадці в посадочному отворі основи та закріплення її гайкою, а також виконання оправки з центровими торцевими отворами забезпечує високу співвісність оправки відносно отвору в основі пресформи, а також високу співвісність посадочного отвору в основі та в циліндричній внутрішній поверхні корпусу після першого збирання прес-форми за рахунок того, що остаточне 1 UA 88766 U 5 10 15 20 25 30 35 40 45 50 55 60 оброблення внутрішньої поверхні корпусу прес-форми і посадочного отвору в основі під оправку можна здійснити на токарному верстаті з однієї установки та встановити оправку в посадочний отвір основи по перехідній посадці. Крім того, при подальших складаннях прес-форми, що може бути обумовлене необхідністю заміни корпусу, який спрацювався, висока співвісність оправки відносно циліндричної внутрішньої поверхні нового корпусу прес-форми забезпечується за рахунок того, що остаточне оброблення кожного нового корпусу проводиться на токарному верстаті разом зі спільною для всіх корпусів основою при базуванні корпусу на центрових отворах оправки. Встановлення зверху нижньої формувальної плити на оправці калібрувальної втулки, висота якої відповідає висоті шліфувального круга, що виготовляється, а також встановлення над калібрувальною втулкою компенсаційної втулки такого ж діаметра та виконання у верхній формувальній плиті проточки під компенсаційну втулку, дозволяє виключити спрацювання оправки завдяки запобіганню взаємодії абразивної формувальної маси з оправкою при пресуванні шліфувального круга та випресуванні шліфувального круга, що, в свою чергу, підвищує термін служби прес-форми. Калібрувальна втулка залишається в шліфувальному крузі, що забезпечує постійний номінальний розмір посадочного отвору для шліфувальних кругів з різних партій. При відсутності спрацювання оправки та за наявності додаткового центрування верхньої формувальної плити по компенсаційній втулці зазори при переміщенні верхньої формувальної плити в процесі пресування шліфувального круга залишаються постійними протягом всього терміну служби прес-форм, що перешкоджає перекосу верхньої формувальної плити відносно нижньої формувальної плити і, як наслідок, сприяє забезпеченню паралельності торців шліфувальних кругів з різних партій при постійній ширині їхньої бічної поверхні. Суть корисної моделі, що заявляється, пояснюється кресленнями, на яких зображено: на фіг. 1 - діаметральний переріз прес-форми для виготовлення шліфувальних кругів; на фіг. 2 - діаметральний переріз прес-форми з виготовленим шліфувальним кругом. На представлених кресленнях використані такі позначення: 1 - корпус; 2 - основа; 3 - гвинт; 4 - отвір для випресування шліфувального круга; 5 - оправка; 6 - нижня формувальна плита; 7 - верхня формувальна плита; 8 - посадочна шийка; 9 - гайка; 10 - центровий торцевий отвір; 11 - калібрувальна втулка; 12 - компенсаційна втулка; 13 - проточка; 14 - технологічний отвір; 15 - шліфувальний круг. У конкретному прикладі виконання прес-форма для виготовлення шліфувальних кругів містить корпус 1 з циліндричною внутрішньою поверхнею та основу 2, яка сполучена з корпусом гвинтами 3. При цьому в основі 2 виконані три рівновіддалених по колу отвори 4 для випресування шліфувального круга. У центрі основи 2 всередині корпусу 1 закріплена оправка 5. З можливістю переміщення вздовж оправки 5 всередині корпусу 1 встановлені нижня формувальна плита 6 та верхня формувальна плита 7. Оправка 5 виконана з посадочною шийкою 8, на кінці якої виконана різьба. Оправка 5 встановлена по перехідній посадці в посадочному отворі основи 2 та закріплена гайкою 9. При цьому оправка 5 виконана з центровими торцевими отворами 10. Зверху нижньої формувальної плити 6 на оправці 5 встановлена калібрувальна втулка 11, висота якої відповідає висоті шліфувального круга, що виготовляється. Над калібрувальною втулкою 11 встановлена компенсаційна втулка 12 такого ж діаметра. У верхній формувальній плиті 7 виконана проточка 13 під компенсаційну втулку 12. Для витягання компенсаційної втулки 12 з верхньої формувальної плити 7 передбачені технологічні отвори 14. При виготовленні прес-форми остаточне оброблення внутрішньої циліндричної поверхні корпусу 1 прес-форми та посадочного отвору в основі 2 під оправку 5 здійснюють на токарному верстаті з однієї установки. Оправку 5 встановлюють у посадочний отвір основи 2 по перехідній посадці та закріплюють гайкою 9. Потім на оправку 5 послідовно надягають нижню формувальну плиту 6, калібрувальну втулку 11, компенсаційну втулку 12 та верхню 2 UA 88766 U 5 10 15 20 25 30 формувальну плиту 7. Зібрану прес-форму переміщують до пристрою для пресування та випресування шліфувальних кругів. Виготовлення шліфувальних кругів з використанням прес-форми, що заявляється, здійснюється, наприклад, так. При знятій верхній формувальній плиті 7 в прес-форму, встановлену на візок преса (на кресленнях не показаний), укладають і розрівнюють абразивну формувальну масу, розташовуючи її на 5-10 мм нижче за верхній край компенсаційної втулки 12. Далі в прес-форму встановлюють верхню формувальну плиту 7, базуючись по оправці 5 і внутрішній циліндричній поверхні корпусу 1. При цьому верхній край компенсаційної втулки 12 входить у проточку 13 у верхній формувальній плиті 7, додатково центруючи її всередині корпусу 1. Візок преса з прес-формою встановлюється на позицію пресування, і через кільцеву проставку (на кресленнях не показана) здійснюється пресування шліфувального круга 15 (фіг. 2). В процесі пресування компенсаційна втулка 12 повністю входить у проточку 13 у верхній формувальній плиті 7, а калібрувальна втулка 11 запресовується у шліфувальний круг 15. Після завершення пресування та повернення верхньої плити преса (на кресленнях не показана) в крайнє верхнє положення шліфувальний круг 15 випресовується з прес-форми за допомогою стаціонарного виштовхувача преса (на кресленнях не показаний) через виконані в основі 2 три рівновіддалені по колу отвори 4 для випресування шліфувального круга. Калібрувальна втулка 11 залишається в тілі шліфувального круга 15, утворюючи номінальний діаметр його посадочного отвору. Компенсаційна втулка 12 виштовхується з проточки 13 у верхній формувальній плиті 7 прес-форм за допомогою спеціального виштовхувача (на кресленнях не показаний) через три рівновіддалені по колу технологічні отвори 14. При черговому збиранні прес-форми до неї вставляють нову калібрувальну втулку 11 і цикл пресування шліфувального круга 15 повторюється. У процесі виготовлення шліфувальних кругів оправка 5 прес-форм практично не спрацьовується, оскільки не контактує з абразивною формувальною масою, що, в свою чергу, забезпечує підвищення терміну служби прес-форми. Готові шліфувальні круги, незалежно від партії виготовлення, мають точні геометричні розміри, характеризуються однаковим номінальним діаметром посадочного отвору, обумовленим постійним діаметром калібрувальної втулки 11, мають однакову співвісність посадочного отвору відносно їхньої бічної поверхні та паралельні торці при постійній ширині бічної поверхні, що, в свою чергу, забезпечує зменшення рівня вібрацій РШМ під час шліфування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 Прес-форма для виготовлення шліфувальних кругів, що містить корпус з циліндричною внутрішньою поверхнею, основу, яка сполучена з корпусом, при цьому в основі виконані отвори для випресування шліфувального круга, оправку, яка закріплена в центрі основи всередині корпусу, нижню формувальну плиту та верхню формувальну плиту, які встановлені з можливістю переміщення вздовж оправки, яка відрізняється тим, що оправка виконана з посадочною шийкою, на кінці якої виконана різьба, встановлена по перехідній посадці в посадочному отворі основи та закріплена гайкою, при цьому оправка виконана з центровими торцевими отворами, зверху нижньої формувальної плити на оправку встановлена калібрувальна втулка, висота якої відповідає висоті шліфувального круга, що виготовляється, над калібрувальною втулкою встановлена компенсаційна втулка такого ж діаметра, а у верхній формувальній плиті виконана проточка під компенсаційну втулку. 3 UA 88766 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Syzyi Yurii Anatoliiovych
Автори російськоюСталинский Дмитрий Витальевич, Сизый Юрий Анатольевич
МПК / Мітки
МПК: B24D 18/00
Мітки: прес-форма, виготовлення, кругів, шліфувальних
Код посилання
<a href="https://ua.patents.su/6-88766-pres-forma-dlya-vigotovlennya-shlifuvalnikh-krugiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення шліфувальних кругів</a>
Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів
Номер патенту: 74208
Опубліковано: 15.11.2005
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/03, B22F 3/14, B30B 15/02
Мітки: переважно, надтвердих, відрізних, матеріалів, виготовлення, інструменту, кругів, прес-форма, абразивного
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині прес-форми та прилеглі до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом основи...
Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 52804
Опубліковано: 10.09.2010
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Семенюк Дмитро Юрійович, Вяльцев Микола Васильович, Мєдвєдєв Андрій Леонідович, Калафатова Людмила Павлівна
МПК: B24B 53/00
Мітки: правки, шліфувальних, абразивом, вільним, спосіб, кругів
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, що включає подання вільного абразиву у зазор між шліфувальним кругом, що обертається, і притиром, що виконує зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота коливань...
Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 56262
Опубліковано: 10.01.2011
Автори: Байков Анатолій Вікторович, Мєдвєдєв Андрій Леонідович, Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Вяльцев Микола Васильович
МПК: B24B 53/00
Мітки: правки, шліфувальних, вільним, абразивом, кругів, спосіб
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом і притиром, здійснюючим безперервний рух у напрямку по нормалі до робочої поверхні круга, який відрізняється тим, що притиру додатково надають обертового руху навколо осі, нормальної до робочої поверхні шліфувального круга, причому найбільша лінійна швидкість на притирі повинна бути не більше лінійної швидкості на...
Спосіб правки шліфувальних кругів вільним абразивом

Номер патенту: 96351
Опубліковано: 25.10.2011
Автори: Семенюк Дмитро Юрійович, Мєдвєдєв Андрій Леонідович, Гусєв Володимир Владиленович, Вяльцев Микола Васильович, Молчанов Олександр Дмитрович, Калафатова Людмила Павлівна
МПК: B24B 53/00
Мітки: вільним, кругів, спосіб, шліфувальних, абразивом, правки
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом, що обертається, і притиром, що робить зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота...
Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 17.02.2003
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: прес-форма, кругів, відрізних, виготовлення, абразивного, інструмента, переважно
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Попередній патент: Спосіб дегазації при видобуванні вугілля підземним способом
Наступний патент: Гідроструминний аератор
Випадковий патент: Завіса