Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 52804
Опубліковано: 10.09.2010
Автори: Семенюк Дмитро Юрійович, Гусєв Володимир Владиленович, Мєдвєдєв Андрій Леонідович, Вяльцев Микола Васильович, Молчанов Олександр Дмитрович, Калафатова Людмила Павлівна
Формула / Реферат
Спосіб правки шліфувальних кругів вільним абразивом, що включає подання вільного абразиву у зазор між шліфувальним кругом, що обертається, і притиром, що виконує зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота коливань повинна дорівнювати:
f=Vкp/2А, гц,
де Vкp - лінійна швидкість круга, м/сек.;
А - середня відстань між абразивними зернами на поверхні шліфувального круга, м.
Текст
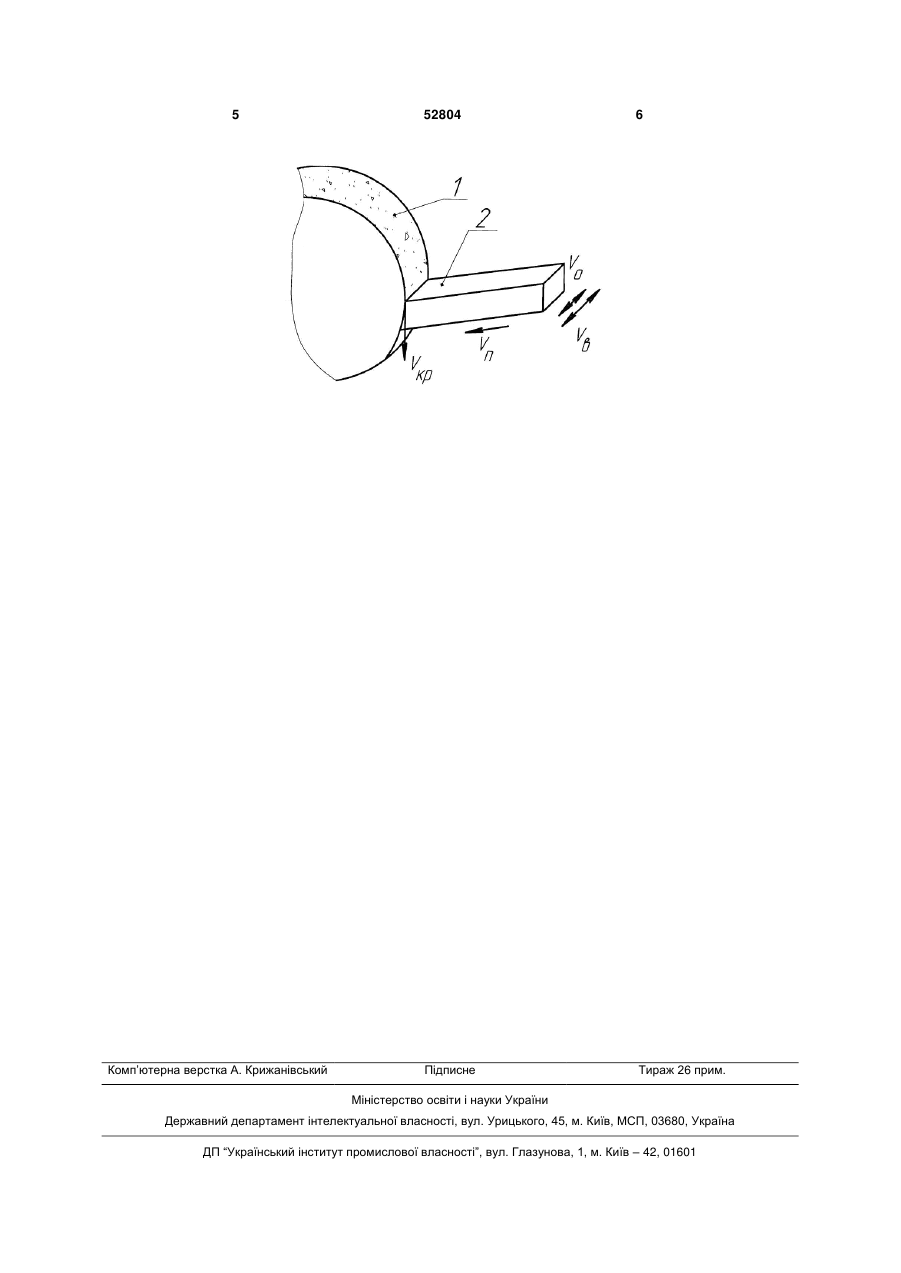
Спосіб правки шліфувальних кругів вільним абразивом, що включає подання вільного абрази 3 товщині притиру, що має незначні розміри, це спричиняє низьку продуктивність правки. Крім того, швидкість зворотно-поступального переміщення притиру низька в порівнянні з робочою швидкістю обертання шліфувального круга. Це спричиняє рух зерен вільного абразиву в зазорі між шліфувальним кругом і притиром у напрямку, що фактично збігається з вектором лінійної швидкості шліфувального круга, що викликає утворення на робочій поверхні круга кільцевих подряпин, які погіршують параметри робочої поверхні шліфувального круга, що впливає на якість поверхневого шару оброблюваних деталей. Загальними ознаками найближчого аналога із заявленим способом правки є подача вільного абразиву в зазор між притиром і шліфувальним кругом, зворотно-поступальний рух притиру уздовж твірної круга й безперервний рух притиру в напрямку до робочої поверхні шліфувального круга. В основу корисної моделі поставлена задача вдосконалення способу правки шліфувальних кругів вільним абразивом в якому за рахунок нових технологічних операцій, забезпечується керування траєкторією руху зерен вільного абразиву, що приводить до підвищення продуктивності правки й поліпшенню характеристик робочої поверхні круга, які впливають на якість поверхневого шару оброблюваних деталей. Поставлена задача вирішується за рахунок того, що в способі правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом, що обертається і притиром, що робить зворотнопоступальний рух уздовж твірної шліфувального круга й поступальний рух подачі в напрямку до його робочої поверхні, відповідно до корисної моделі, притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота коливань повинна дорівнювати f=Vкp/2A, де Vкp - швидкість обертання круга; А - середня відстань між абразивними зернами на поверхні шліфувального круга, м. Надання притиру додаткових високочастотних коливань, спрямованих уздовж твірної шліфувального круга, змушує зерна вільного абразиву, які шаржовані в притир, робити додаткові коливання складної форми, що усуває (або, принаймні, знижує до мінімуму) можливість утворення зернами вільного абразиву кільцевих канавок на поверхні круга й, тим самим, поліпшує характеристики його робочої поверхні, що впливають на якість поверхневого шару оброблюваних деталей. При заявленій частоті високочастотних коливань (f=Vкр/2A) зерна вільного абразиву за час перебування їх у зоні контакту притиру й шліфувального круга описують складну криву, що подовжує їх робочий шлях по поверхні круга отже збільшує продуктивність правки. Амплітуда високочастотних коливань притиру, дорівнює середній відстані між абразивними зернами круга на рівні зв'язки, забезпечує вибірку зв'язки між абразивними зернами шліфувального круга, а складний характер руху дозволяє вибрати 52804 4 зв'язку між зернами круга не тільки уздовж твірної, але й по окружності шліфувального круга. У результаті такої траєкторії руху зерен вільного абразиву відбувається активне оголення зерен шліфувального круга, тобто швидке відновлення його ріжучої здатності й збільшення продуктивності правки. Оголення зерен шліфувального круга на максимально припустиму величину (з погляду міцності закріплення їх у зв'язці) збільшує час заповнення простору між зернами продуктами відходів при шліфуванні (засалювання робочої поверхні), за рахунок чого збільшується час працездатності шліфувального круга, тобто збільшується його стійкість. Одночасне виконання притиром зворотнопоступального руху й високочастотних коливань, спрямованих уздовж твірної шліфувального круга, забезпечує виконання задач, поставлених у заявленій корисній моделі. Зворотно-поступальний рух забезпечує одержання прямолінійності твірної шліфувального круга, а високочастотні коливання - підвищення продуктивності правки, стійкості круга й поліпшення робочих характеристик поверхні круга, які впливають на якість поверхневого шару оброблюваних деталей. На кресленні показана схема правки шліфувального круга. Позначення на фіг: VKp - лінійна швидкість шліфувального круга; Vп - швидкість подачі притиру; Vo - швидкість зворотнопоступального руху притиру вздовж твірної шліфувального круга; Vв - швидкість руху притиру при його високочастотних коливаннях; 1 - шліфувальний круг; 2 - притиру. При правці шліфувальний круг 1 обертається зі швидкістю Vкp, a притир 2 безупинно подається в напрямку робочої поверхні круга зі швидкістю Vп і робить зворотно-поступальне переміщення уздовж твірної круга зі швидкістю Vo. Крім того, притир додатково робить високочастотні коливання зі швидкістю Vв. Під час правки притир приймає форму поверхні шліфувального круга, що збільшує шлях зерна вільного абразиву в зоні їх контакту. Високочастотні коливання притиру в напрямку твірної круга змушують зерна вільного абразиву робити складні рухи, що збільшує їх робочий шлях правки. Ці додаткові рухи зерна вільного абразиву підвищують продуктивність правки не менш, ніж на 35%. Приклад. При правці алмазного шліфувального кругу типу 1А1 шириною 10мм із зернистістю 250/200 при 100% концентрації й середній відстані між зернами 0,8мм для створення високочастотних коливань f=3,75Кгц використали спеціальний п'єзоелектричний генератор коливань. Режими правки: частота зворотнопоступального переміщення притиру вздовж твірної шліфувального круга 2гц, швидкість подачі чавунного притиру в напрямку до робочої поверхні круга 0,017мм/сек. Проведені експерименти показали збільшення продуктивності правки на 33-37%. При цьому кільцевих подряпин на робочій поверхні шліфувального круга не виявлено. 5 Комп’ютерна верстка А. Крижанівський 52804 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dressing grinding wheels by free abrasive
Автори англійськоюHusiev Volodymyr Vladylenovych, Vialtsev Mykola Vasyliovych, Molchanov Oleksandr Dmytrovych, Miedviediev Andrii Leonidovych, Semeniuk Dmytro Yuriiovych, Kalafatova Liudmyla Pavlivna
Назва патенту російськоюСпособ правки шлифовальных кругов свободным абразивом
Автори російськоюГусев Владимир Владиленович, Вяльцев Николай Васильевич, Молчанов Александр Дмитриевич, Медведев Андрей Леонидович, Семенюк Дмитрий Юрьевич, Калафатова Людмила Павловна
МПК / Мітки
МПК: B24B 53/00
Мітки: шліфувальних, правки, спосіб, абразивом, кругів, вільним
Код посилання
<a href="https://ua.patents.su/3-52804-sposib-pravki-shlifuvalnikh-krugiv-vilnim-abrazivom.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки шліфувальних кругів вільним абразивом</a>
Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці
Номер патенту: 37908
Опубліковано: 15.05.2001
Автори: Грабченко Анатолій Іванович, Уварова Юлія Леонідівна, Доброскок Володимир Ленінмирович, Хорват Матяш, Гаращенко Ярослав Миколайович
МПК: B24D 17/00
Мітки: зв'язці, кругів, металевій, електропровідний, електрохімічної, правки, пристрій, шліфувальних
Текст:
...області, можна записати у вигляді лінійних рівнянь: z( x)1=d1 y( x)+g1; z( x)2=d2 y2( x)+g2; z( х)3=d3F( x)+g3; z( x)4=d4 у( x)F(x)+g4; z( x)5=d5 y2( x)F( x)+g5; y( х) змінюється за законом кривої сталого профілю робочої поверхні круга, a F(x) – за законом кривої необхідної лінійної інтенсивності електрохімічного впливу для зняття засалювання робочої поверхні круга. Для керування поперечним профілем робочої поверхні круга при...
Алмазний інструмент для правки шліфувальних кругів
Номер патенту: 15052
Опубліковано: 30.06.1997
Автори: Савченко Юрій Якович, Лещук Ірина Венедиктівна
МПК: B24D 3/06, B24B 53/12
Мітки: алмазний, інструмент, шліфувальних, правки, кругів
Формула / Реферат:
Алмазный инструмент для правки шлифовальных кругов, содержащий рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, отличающийся тем, что металлическая связка рабочей части имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ¸ 3,0, а нерабочая часть инструмента выполнена из материала связки.
Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Номер патенту: 81353
Опубліковано: 25.12.2007
Автор: Черенов Олексій Борисович
МПК: B24B 53/06, B24B 53/12
Мітки: пристрій, правки, шліфувальних, верстатах, кругів, торцешліфувальних
Формула / Реферат:
1. Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах, що містить два зустрічно і співвісно один до одного встановлені правильні інструменти, зв'язані з закріпленим на валу поворотним важелем за допомогою пружних елементів, виконаних у вигляді двох плоских пружин, на обернених одна до одної внутрішніх поверхнях яких є виступи, з якими взаємодіє двосторонній клиноподібний елемент, що має можливість регульованого подовжнього...
Інструмент для правки шліфувальних кругів
Номер патенту: 14958
Опубліковано: 04.03.1997
Автор: Черенов Олексій Борисович
МПК: B24B 53/12
Мітки: інструмент, кругів, шліфувальних, правки
Формула / Реферат:
Инструмент для правки шлифовальных кругов, содержащий корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, отличающийся тем, что режущие элементы расположены на окружностях, центры которых находятся на оси инструмента, а их количество и размеры, а также диаметры окружностей, на которых они...
Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Номер патенту: 70593
Опубліковано: 15.06.2006
Автор: Черенов Олексій Борисович
МПК: B24B 53/06, B24B 7/00
Мітки: шліфувальних, верстатах, кругів, пристрій, торцешліфувальних, правки
Формула / Реферат:
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклеювання мертелем вкладиша в підставу, термообробку зібраної плити для отвердіння мертеля, свердловку зливального каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертеля просочують вуглецевомістким матеріалом і термооброблюють для полімеризації матеріалу, що...
Попередній патент: Двотактний симетричний підсилювач струму
Наступний патент: Носовий сплінт
Випадковий патент: Крутопохилий стрічковий конвеєр