Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 56262
Опубліковано: 10.01.2011
Автори: Молчанов Олександр Дмитрович, Байков Анатолій Вікторович, Мєдвєдєв Андрій Леонідович, Вяльцев Микола Васильович, Гусєв Володимир Владиленович
Формула / Реферат
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом і притиром, здійснюючим безперервний рух у напрямку по нормалі до робочої поверхні круга, який відрізняється тим, що притиру додатково надають обертового руху навколо осі, нормальної до робочої поверхні шліфувального круга, причому найбільша лінійна швидкість на притирі повинна бути не більше лінійної швидкості на робочій поверхні шліфувального круга, і правку здійснюють обертовим притиром з періодичними змінами напрямку його обертання.
Текст
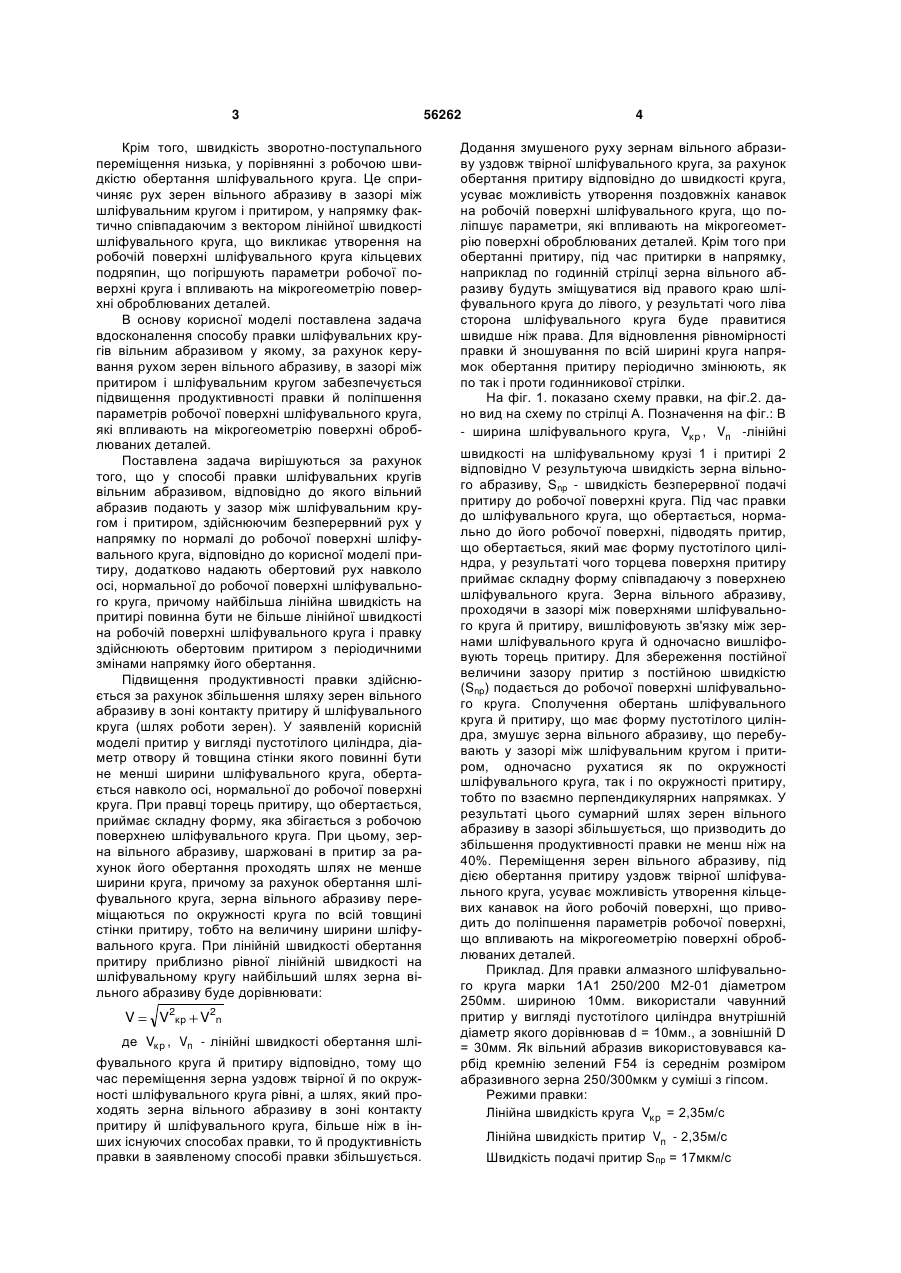
Спосіб правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив 3 Крім того, швидкість зворотно-поступального переміщення низька, у порівнянні з робочою швидкістю обертання шліфувального круга. Це спричиняє рух зерен вільного абразиву в зазорі між шліфувальним кругом і притиром, у напрямку фактично співпадаючим з вектором лінійної швидкості шліфувального круга, що викликає утворення на робочій поверхні шліфувального круга кільцевих подряпин, що погіршують параметри робочої поверхні круга і впливають на мікрогеометрію поверхні оброблюваних деталей. В основу корисної моделі поставлена задача вдосконалення способу правки шліфувальних кругів вільним абразивом у якому, за рахунок керування рухом зерен вільного абразиву, в зазорі між притиром і шліфувальним кругом забезпечується підвищення продуктивності правки й поліпшення параметрів робочої поверхні шліфувального круга, які впливають на мікрогеометрію поверхні оброблюваних деталей. Поставлена задача вирішуються за рахунок того, що у способі правки шліфувальних кругів вільним абразивом, відповідно до якого вільний абразив подають у зазор між шліфувальним кругом і притиром, здійснюючим безперервний рух у напрямку по нормалі до робочої поверхні шліфувального круга, відповідно до корисної моделі притиру, додатково надають обертовий рух навколо осі, нормальної до робочої поверхні шліфувального круга, причому найбільша лінійна швидкість на притирі повинна бути не більше лінійної швидкості на робочій поверхні шліфувального круга і правку здійснюють обертовим притиром з періодичними змінами напрямку його обертання. Підвищення продуктивності правки здійснюється за рахунок збільшення шляху зерен вільного абразиву в зоні контакту притиру й шліфувального круга (шлях роботи зерен). У заявленій корисній моделі притир у вигляді пустотілого циліндра, діаметр отвору й товщина стінки якого повинні бути не менші ширини шліфувального круга, обертається навколо осі, нормальної до робочої поверхні круга. При правці торець притиру, що обертається, приймає складну форму, яка збігається з робочою поверхнею шліфувального круга. При цьому, зерна вільного абразиву, шаржовані в притир за рахунок його обертання проходять шлях не менше ширини круга, причому за рахунок обертання шліфувального круга, зерна вільного абразиву переміщаються по окружності круга по всій товщині стінки притиру, тобто на величину ширини шліфувального круга. При лінійній швидкості обертання притиру приблизно рівної лінійній швидкості на шліфувальному кругу найбільший шлях зерна вільного абразиву буде дорівнювати: V V2кр V2n де Vкр , Vn - лінійні швидкості обертання шліфувального круга й притиру відповідно, тому що час переміщення зерна уздовж твірної й по окружності шліфувального круга рівні, а шлях, який проходять зерна вільного абразиву в зоні контакту притиру й шліфувального круга, більше ніж в інших існуючих способах правки, то й продуктивність правки в заявленому способі правки збільшується. 56262 4 Додання змушеного руху зернам вільного абразиву уздовж твірної шліфувального круга, за рахунок обертання притиру відповідно до швидкості круга, усуває можливість утворення поздовжніх канавок на робочій поверхні шліфувального круга, що поліпшує параметри, які впливають на мікрогеометрію поверхні оброблюваних деталей. Крім того при обертанні притиру, під час притирки в напрямку, наприклад по годинній стрілці зерна вільного абразиву будуть зміщуватися від правого краю шліфувального круга до лівого, у результаті чого ліва сторона шліфувального круга буде правитися швидше ніж права. Для відновлення рівномірності правки й зношування по всій ширині круга напрямок обертання притиру періодично змінюють, як по так і проти годинникової стрілки. На фіг. 1. показано схему правки, на фіг.2. дано вид на схему по стрілці А. Позначення на фіг.: В - ширина шліфувального круга, Vкр , Vn -лінійні швидкості на шліфувальному крузі 1 і притирі 2 відповідно V результуюча швидкість зерна вільного абразиву, Snp - швидкість безперервної подачі притиру до робочої поверхні круга. Під час правки до шліфувального круга, що обертається, нормально до його робочої поверхні, підводять притир, що обертається, який має форму пустотілого циліндра, у результаті чого торцева поверхня притиру приймає складну форму співпадаючу з поверхнею шліфувального круга. Зерна вільного абразиву, проходячи в зазорі між поверхнями шліфувального круга й притиру, вишліфовують зв'язку між зернами шліфувального круга й одночасно вишліфовують торець притиру. Для збереження постійної величини зазору притир з постійною швидкістю (Snp) подається до робочої поверхні шліфувального круга. Сполучення обертань шліфувального круга й притиру, що має форму пустотілого циліндра, змушує зерна вільного абразиву, що перебувають у зазорі між шліфувальним кругом і притиром, одночасно рухатися як по окружності шліфувального круга, так і по окружності притиру, тобто по взаємно перпендикулярних напрямках. У результаті цього сумарний шлях зерен вільного абразиву в зазорі збільшується, що призводить до збільшення продуктивності правки не менш ніж на 40%. Переміщення зерен вільного абразиву, під дією обертання притиру уздовж твірної шліфувального круга, усуває можливість утворення кільцевих канавок на його робочій поверхні, що приводить до поліпшення параметрів робочої поверхні, що впливають на мікрогеометрію поверхні оброблюваних деталей. Приклад. Для правки алмазного шліфувального круга марки 1А1 250/200 М2-01 діаметром 250мм. шириною 10мм. використали чавунний притир у вигляді пустотілого циліндра внутрішній діаметр якого дорівнював d = 10мм., а зовнішній D = 30мм. Як вільний абразив використовувався карбід кремнію зелений F54 із середнім розміром абразивного зерна 250/300мкм у суміші з гіпсом. Режими правки: Лінійна швидкість круга Vкр = 2,35м/с Лінійна швидкість притир Vn - 2,35м/с Швидкість подачі притир Sпp = 17мкм/с 5 56262 Швидкість подачі абразиву Saбр = 200мкм/с Частота зміни напрямку обертання притиру 1раз/хв. Під час правки частота обертання шліфувального круга за допомогою спеціального пристрою Комп’ютерна верстка М. Мацело 6 знижувалася до 180об/хв., а частота обертання притир становила 1500об/хв. Використання запропонованого способу правки забезпечило підвищення продуктивності правки на 42%, при відсутності на робочій поверхні круга подряпин. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dressing grinding wheels by loose abrasive
Автори англійськоюHusiev Volodymyr Vladylenovych, Vialtsev Mykola Vasyliovych, Molchanov Oleksandr Dmytrovych, Miedviediev Andrii Leonidovych, Baikov Anatolii Viktorovych
Назва патенту російськоюСпособ правки шлифовальных кругов свободным абразивом
Автори російськоюГусев Владимир Владиленович, Вяльцев Николай Васильевич, Молчанов Александр Дмитриевич, Медведев Андрей Леонидович, Байков Анатолий Викторович
МПК / Мітки
МПК: B24B 53/00
Мітки: шліфувальних, кругів, правки, абразивом, спосіб, вільним
Код посилання
<a href="https://ua.patents.su/3-56262-sposib-pravki-shlifuvalnikh-krugiv-vilnim-abrazivom.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки шліфувальних кругів вільним абразивом</a>
Спосіб правки шліфувальних кругів вільним абразивом
Номер патенту: 52804
Опубліковано: 10.09.2010
Автори: Калафатова Людмила Павлівна, Гусєв Володимир Владиленович, Молчанов Олександр Дмитрович, Семенюк Дмитро Юрійович, Вяльцев Микола Васильович, Мєдвєдєв Андрій Леонідович
МПК: B24B 53/00
Мітки: абразивом, шліфувальних, вільним, спосіб, кругів, правки
Формула / Реферат:
Спосіб правки шліфувальних кругів вільним абразивом, що включає подання вільного абразиву у зазор між шліфувальним кругом, що обертається, і притиром, що виконує зворотно-поступальний рух уздовж твірної шліфувального круга й безперервний рух в напрямку до робочої поверхні шліфувального круга, який відрізняється тим, що притиру додатково надають високочастотні коливання, спрямовані уздовж твірної шліфувального круга, причому частота коливань...
Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці
Номер патенту: 37908
Опубліковано: 15.05.2001
Автори: Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Хорват Матяш
МПК: B24D 17/00
Мітки: пристрій, металевій, правки, шліфувальних, кругів, електропровідний, електрохімічної, зв'язці
Текст:
...області, можна записати у вигляді лінійних рівнянь: z( x)1=d1 y( x)+g1; z( x)2=d2 y2( x)+g2; z( х)3=d3F( x)+g3; z( x)4=d4 у( x)F(x)+g4; z( x)5=d5 y2( x)F( x)+g5; y( х) змінюється за законом кривої сталого профілю робочої поверхні круга, a F(x) – за законом кривої необхідної лінійної інтенсивності електрохімічного впливу для зняття засалювання робочої поверхні круга. Для керування поперечним профілем робочої поверхні круга при...
Алмазний інструмент для правки шліфувальних кругів
Номер патенту: 15052
Опубліковано: 30.06.1997
Автори: Лещук Ірина Венедиктівна, Савченко Юрій Якович
МПК: B24D 3/06, B24B 53/12
Мітки: кругів, правки, інструмент, шліфувальних, алмазний
Формула / Реферат:
Алмазный инструмент для правки шлифовальных кругов, содержащий рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, отличающийся тем, что металлическая связка рабочей части имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ¸ 3,0, а нерабочая часть инструмента выполнена из материала связки.
Інструмент для правки шліфувальних кругів
Номер патенту: 14958
Опубліковано: 04.03.1997
Автор: Черенов Олексій Борисович
МПК: B24B 53/12
Мітки: правки, шліфувальних, кругів, інструмент
Формула / Реферат:
Инструмент для правки шлифовальных кругов, содержащий корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, отличающийся тем, что режущие элементы расположены на окружностях, центры которых находятся на оси инструмента, а их количество и размеры, а также диаметры окружностей, на которых они...
Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах
Номер патенту: 81353
Опубліковано: 25.12.2007
Автор: Черенов Олексій Борисович
МПК: B24B 53/06, B24B 53/12
Мітки: торцешліфувальних, верстатах, кругів, пристрій, правки, шліфувальних
Формула / Реферат:
1. Пристрій для правки шліфувальних кругів на торцешліфувальних верстатах, що містить два зустрічно і співвісно один до одного встановлені правильні інструменти, зв'язані з закріпленим на валу поворотним важелем за допомогою пружних елементів, виконаних у вигляді двох плоских пружин, на обернених одна до одної внутрішніх поверхнях яких є виступи, з якими взаємодіє двосторонній клиноподібний елемент, що має можливість регульованого подовжнього...
Попередній патент: Спосіб одержання засобу з мембраностабілізуючою та протизапальною дією
Наступний патент: Спосіб вирощування суміші нановолокон b-sіc та a-sі3n4 в керамічних матрицях
Випадковий патент: Пристрій "зігнута стінка"