Холоднотвердіюча суміш для ливарних форм і стрижнів
Номер патенту: 88878
Опубліковано: 10.04.2014
Автори: Підгорна Валентина Миколаївна, Тімошенко Віктор Михайлович, Волокита Володимир Якович, Денисов Олександр Володимирович

Формула / Реферат
Холоднотвердіюча суміш для ливарних форм і стрижнів, що містить вогнетривкий наповнювач, зв'язувальне у вигляді фуранової смоли та кислотний каталізатор твердіння, яка відрізняється тим, що як вогнетривкий наповнювач вона містить ставролітовий концентрат при наступному співвідношенні інгредієнтів, мас. %:
фуранова смола
0,80-1,20
кислотний каталізатор твердіння
0,35-0,60
ставролітовий концентрат
решта.
Текст
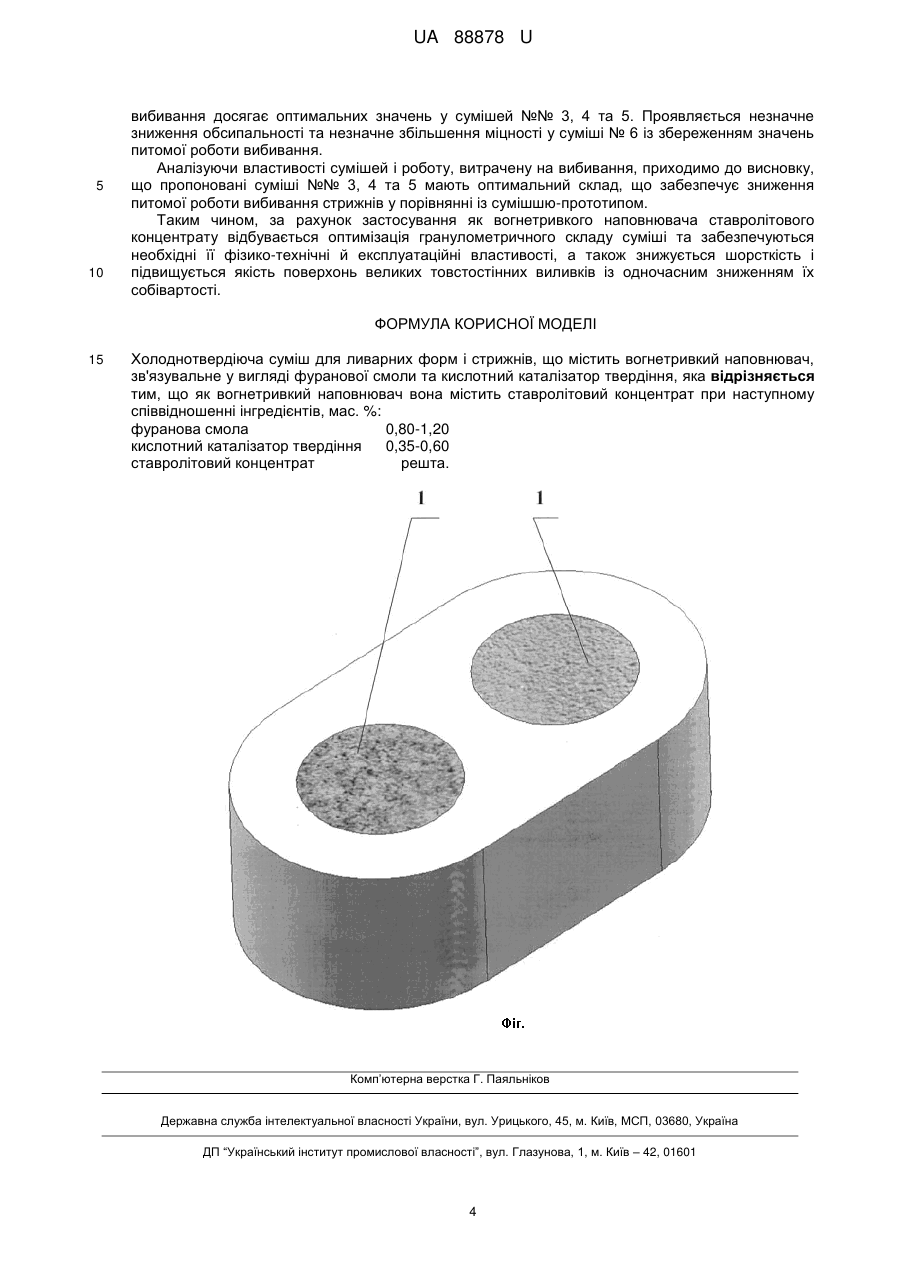
Реферат: Холоднотвердіюча суміш для ливарних форм і стрижнів містить вогнетривкий наповнювач, зв'язувальне у вигляді фуранової смоли та кислотний каталізатор твердіння. Як вогнетривкий наповнювач містить ставролітовий концентрат. UA 88878 U (54) ХОЛОДНОТВЕРДІЮЧА СУМІШ ДЛЯ ЛИВАРНИХ ФОРМ І СТРИЖНІВ UA 88878 U UA 88878 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виготовлення форм і стрижнів в ливарному виробництві, а саме - до складів холоднотвердіючих формувальних і стрижневих сумішей для виробництва, зокрема, товстостінних великих сталевих виливків. У даний час значну частину виливків отримують у разових піщаних формах, причому на операції виготовлення стрижнів і форм припадає більше половини від загальної трудомісткості виробництва виливків. При цьому геометрична точність і шорсткість їх поверхонь цілком залежать від якості формувальних і стрижневих сумішей та способу формоутворення. Перевагою холоднотвердіючих сумішей (далі - ХТС) є те, що при їх використанні підвищується точність стрижнів і форм, відпадає необхідність у тепловому сушінні, скорочується обсяг транспортних операцій, знижується трудомісткість виготовлення форм і стрижнів, а також очисних й обрубних робіт. У складі ХТС як вогнетривкий наповнювач, як правило, використовується кварцовий або хромітовий пісок. Відома самотвердіюча формувальна суміш для виготовлення ливарних форм і стрижнів, що містить як вогнетривкий наповнювач ставролітовий концентрат, а також рідке скло як зв'язувальне й ацетат етиленгліколю як каталізатор твердіння [див. опис до патенту України на корисну модель № 17135, В22С 1/00, Бюл. № 9, 15.09.2006]. Ця суміш має високу термостійкість, що обумовлено її високою вогнетривкістю та низькою хімічною активністю по відношенню до сплавів й окислів заліза, що дозволяє отримати протипригарні властивості на рівні хромітових сумішей, а також більш низьку собівартість. Однак дана суміш має ускладнену вибивальність із виливків, незважаючи на знижений вміст рідкого скла, а також відносно низькі показники міцності на початкових етапах твердіння, які визначають час досягнення маніпуляторної міцності, що забезпечує можливість транспортування стрижнів і форм, їх збирання і т. д. Варто відзначити, що питання вибивальності сумішей є одним із найбільш актуальних практичних питань у ливарних цехах, що використовують у технологічних процесах формувальні та стрижневі суміші із рідким склом як зв'язувальним. ХТС із синтетичними смолами відрізняються гарною вибивальністю та високою міцністю при низькому вмісті зв'язувального, можливістю регулювання швидкості твердіння в широких межах, при цьому не втрачають міцність при зберіганні та придатні практично для будь-яких типів сплавів в ливарних цехах із різним ступенем механізації та серійністю виробництва. Найбільш близькою до заявленої суміші є застосовувана для товстостінного лиття холоднотвердіюча личкувальна суміш, в якій як вогнетривкий наповнювач використовується хромітовий пісок, а як зв'язувальне - органічна смола, для твердіння якої застосовується кислотний каталізатор [див. Формовочные материалы и технология литейной формы / под общ. редакцией С.С. Жуковского. - М.: Машиностроение, 1993. - с. 233-234]. Крім того, як приклад можна навести використовувану в ПАТ "Новокраматорський машинобудівний завод" суміш для виготовлення ливарних форм і стрижнів, до складу якої входить 98,4-98,7 % хромітового піску, 1,0-1,2 % фуранової смоли (KALTHARZ U204 TN022) і 0,3-0,4 % кислотного каталізатора твердіння (500 Т1). Дана суміш має достатню термічну стійкість і перешкоджає утворенню пригару на виливках, маючи при цьому гарну вибивальність і маніпуляторну міцність. Однак висока вартість хромітового піску негативно позначається на собівартості суміші, що є суттєвою перешкодою для її широкого застосування в ливарному виробництві. За сукупністю суттєвих ознак описана суміш є найбільш близьким аналогом (прототипом). В основу корисної моделі поставлена задача - створити холоднотвердіючу суміш для ливарних форм і стрижнів, що дозволяє забезпечити високу якість великих товстостінних виливків з одночасним зниженням собівартості суміші за рахунок технічного результату, що полягає в оптимізації гранулометричного складу суміші та зниженні шорсткості поверхонь виливків. Для досягнення цього технічного результату холоднотвердіюча суміш для ливарних форм і стрижнів містить вогнетривкий наповнювач у вигляді концентрату ставролітового - 98,2098,85 %, зв'язувальне у вигляді синтетичної фуранової смоли (наприклад, KALTHARZ U204 TN022) - 0,80-1,20 % і кислотний каталізатор твердіння (наприклад, 100 Т3) - 0,35-0,60 %. Концентрат ставролітовий - це зернистий матеріал, призначений для використання як добавки для розрідження шлаку в мартенівських печах і включає наступні компоненти, мас. %: оксид алюмінію та діоксид титану - сумарно не менше 45,5; діоксид кремнію - не більше 29,0 [див. Технические условия "Концентрат ставролитовый", ТУ У 14-10-022-99, 1999 г.]. 1 UA 88878 U 5 10 15 20 25 30 35 40 45 50 55 Ставролітовий концентрат (ставролітовий пісок, ставроліт) є високовогнетривким і хімічно інертним по відношенню до заліза та його окислів матеріалом із переважаючим розміром зерна 63-160 мкм. Фуранові смоли застосовуються в технологічному процесі виготовлення холоднотвердіючих піщано-смоляних сумішей, що отверджуються кислотними каталізаторами. Висока міцність і низька обсипальність сумішей у поєднанні з протипригарними покриттями, дозволяють отримати чисту поверхню виливка без пригару, а також скоротити витрати на фінішні операції. Кислотні отверджувачі застосовуються при виготовленні формувальних і стрижневих сумішей спільно із фурановими смолами. Кислотні отверджувачі характеризуються низькою в'язкістю, що забезпечує гарний ефект перемішування отверджувача та піску. Відома і заявлена суміші мають наступні подібні ознаки: холоднотвердіюча суміш для ливарних форм і стрижнів, що містить вогнетривкий наповнювач, зв'язувальне у вигляді фуранової смоли та кислотний каталізатор твердіння. Заявлена суміш має такі відмінні ознаки: як вогнетривкий наповнювач вона містить ставролітовий концентрат при наступному співвідношенні інгредієнтів, мас. %: фуранова смола 0,80-1,20 кислотний каталізатор твердіння 0,35-0,60 ставролітовий концентрат решта. Між відмітними ознаками корисної моделі та технічним результатом, що досягається, є причинно-наслідковий зв'язок. Завдяки використанню як вогнетривкого наповнювача суміші ставролітового концентрату із переважаючим розміром зерна 63-160 мкм забезпечується оптимізація розміру зерен (гранулометричного складу) вогнетривкого наповнювача суміші шляхом зменшення середньозваженого розміру зерен. В результаті досягається зменшення шорсткості великих виливків, що мають масивні стінки та термічні вузли, без обов'язкового фарбування їх поверхонь. Ставролітовий концентрат забезпечує необхідну термостійкість і низьку хімічну активність по відношенню до сплавів та окислів заліза. Ці фізико-хімічні властивості отриманої суміші дозволяють мінімізувати утворення пригару на поверхнях виливків із одночасним зниженням трудомісткості вибивання суміші з виливків. Крім того, за рахунок більш швидкого отримання стрижнями та формами маніпуляторної міцності та зниження трудомісткості вибиття суміші із виливків досягається підвищення продуктивності. Завдяки вмісту фуранової смоли в межах 0,80-1,20 % забезпечується зв'язування зерен вогнетривкого наповнювача. При цьому в неотвердженому вигляді смола надає суміші формувальності, а після твердіння кислотним каталізатором забезпечує необхідну міцність ливарних стрижнів або форм. При вмісті фуранової смоли менше 0,80 % збільшується час досягнення сумішшю маніпуляторної міцності, що веде до збільшення тривалості циклу виготовлення форм і стрижнів й, як наслідок, негативно позначається на продуктивності. При збільшенні вмісту фуранової смоли більше 1,20 % вибивальність суміші не змінюється. Крім того, практично не змінюється величина обсипальності суміші, однак при цьому відбувається збільшення витрат на виготовлення суміші. Завдяки вмісту кислотного каталізатора твердіння в межах 0,35-0,60 % забезпечується прискорення процесу кислотного твердіння зв'язувальної композиції суміші. При вмісті кислотного каталізатора менше 0,35 % відбувається збільшення часу досягнення маніпуляторної міцності й, відповідно, збільшується тривалість циклу виготовлення форм і стрижнів. При вмісті кислотного каталізатора більше 0,60 % практично не змінюється величина обсипальності суміші, проте зростає її собівартість. Таким чином, при використанні ставролітового концентрату як вогнетривкого наповнювача суміші із заявленим співвідношенням інгредієнтів досягається отримання суміші з оптимальним гранулометричним складом, що дозволяє знизити шорсткість виливків і, як наслідок, забезпечити підвищення якості великих товстостінних виливків із одночасним зниженням їх собівартості. Корисна модель холоднотвердіюча суміш для ливарних форм і стрижнів промислово застосовна - вона впроваджується в фасонно-ливарному цеху № 1 Новокраматорського машинобудівного заводу. У промислових умовах Новокраматорського машинобудівного заводу були проведені експериментальні дослідження фізико-технічних й експлуатаційних властивостей заявленої 2 UA 88878 U 5 10 холоднотвердіючої суміші для ливарних форм і стрижнів та суміші, прийнятої як прототип (суміші-прототипу). Вихідні дані: - обладнання - лабораторна установка для вибивання стрижнів механічним шляхом LUW-C; - технологічна проба (див. кресл.): вага - 4,2 кг, довжина - 160 мм, ширина - 90 мм, висота 51,6 мм; - циліндричні стрижні 1 (кресл.) з випробовуваних сумішей, що встановлюються в технологічній пробі: 0-50 мм, висота - 51,6 мм; - склад сумішей (матеріал циліндричних стрижнів 1) - див. таблицю 1 (суміш № 1 - сумішпрототип, №№ 2-6 - заявлена суміш із різним вмістом компонентів). Таблиця 1 Склад сумішей Вміст інгредієнтів, мас. % № Фуранова смола KALTHARZ суміші U204 TN022 (зв'язувальне) 1 2 3 4 5 6 15 20 25 1,10 0,70 0,80 1,00 1,20 1,25 Кислотний каталізатор твердіння 100 Т3 0,35 0,30 0,35 0,45 0,60 0,65 Вогнетривкий наповнювач ставролітовий хромітовий пісок концентрат решта решта решта решта решта решта При дослідженні фізико-технічних й експлуатаційних властивостей заявленої суміші використані наступні показники: - час досягнення маніпуляторної міцності суміші, хв.; - кількість ударів, при якій вибивається суміш; - питома робота вибивання суміші, кгс·м; 2 - міцність суміші за 2 години, кгс/см - обсипальність суміші, %. Трудомісткість вибивання сумішей визначалася при заливанні сталлю технологічної проби із двома циліндричними стрижнями. При вибиванні стрижнів механічним шляхом підраховувалася кількість ударів, при якій вибивався кожен із стрижнів. Кількість ударів потім виражалася в одиницях виробленої роботи (відносно суміші-прототипу). Номінальна робота при одноразовому падінні ваги становить 0,14 кгс·м. Результати дослідження фізико-технічних й експлуатаційних властивостей сумішей відображені в таблиці 2. Таблиця 2 Результати дослідження фізико-технічних й експлуатаційних властивостей сумішей № суміші 1 2 3 4 5 6 30 Час досягнення Кількість ударів, при Питома робота Міцність суміші Обсипальність маніпуляторної якій вибивається вибивання за 2 години, суміші, %, не міцності суміші, хв. суміш суміші, кгс·м кгс/см більше 125 17 2,38 6,7 0,20 160 12 1,68 4,8 0,50 140 14 1,96 5,4 0,30 130 17 2,38 6,8 0,18 120 18 2,52 8,6 0,10 115 18 2,52 9,0 0,09 З результатів, представлених у таблиці 2, випливає, що при збільшенні вмісту в сумішах №№ 2-6 фуранової смоли від 0,70 до 1,25 % і кислотного каталізатора твердіння від 0,30 до 0,65 % відбувається зміна властивостей сумішей. У міру збільшення вмісту в сумішах фуранової смоли та кислотного каталізатора твердіння збільшується міцність сумішей із одночасним зменшенням часу досягнення ними маніпуляторної міцності. При цьому питома робота 3 UA 88878 U 5 10 вибивання досягає оптимальних значень у сумішей №№ 3, 4 та 5. Проявляється незначне зниження обсипальності та незначне збільшення міцності у суміші № 6 із збереженням значень питомої роботи вибивання. Аналізуючи властивості сумішей і роботу, витрачену на вибивання, приходимо до висновку, що пропоновані суміші №№ 3, 4 та 5 мають оптимальний склад, що забезпечує зниження питомої роботи вибивання стрижнів у порівнянні із сумішшю-прототипом. Таким чином, за рахунок застосування як вогнетривкого наповнювача ставролітового концентрату відбувається оптимізація гранулометричного складу суміші та забезпечуються необхідні її фізико-технічні й експлуатаційні властивості, а також знижується шорсткість і підвищується якість поверхонь великих товстостінних виливків із одночасним зниженням їх собівартості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Холоднотвердіюча суміш для ливарних форм і стрижнів, що містить вогнетривкий наповнювач, зв'язувальне у вигляді фуранової смоли та кислотний каталізатор твердіння, яка відрізняється тим, що як вогнетривкий наповнювач вона містить ставролітовий концентрат при наступному співвідношенні інгредієнтів, мас. %: фуранова смола 0,80-1,20 кислотний каталізатор твердіння 0,35-0,60 ставролітовий концентрат решта. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюVolokyta Volodymyr Yakovych
Автори російськоюВолокита Владимир Яковлевич
МПК / Мітки
МПК: B22C 1/00
Мітки: стрижнів, суміш, холоднотвердіюча, ливарних, форм
Код посилання
<a href="https://ua.patents.su/6-88878-kholodnotverdiyucha-sumish-dlya-livarnikh-form-i-strizhniv.html" target="_blank" rel="follow" title="База патентів України">Холоднотвердіюча суміш для ливарних форм і стрижнів</a>
Холоднотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 33696
Опубліковано: 15.02.2001
Автори: Косяк Анатолій Терентійович, Лещенко Олександр Дмитрович, Сажнєв Володимир Миколайович, Кузовов Олексій Федорович, Варшавський Юрій Борисович, Шрамко Михайло Семенович
МПК: B22C 1/16
Мітки: виготовлення, ливарних, суміш, форм, стрижнів, холоднотвердіюча
Текст:
...оптимальні умови твердіння стрижнів та гарантує задовільні фізикомеханічні властивості суміші та гото вих ливарних стрижнів. Зменшення її нижче 0,20 мас. частин призводить до збільшення часу твердіння стрижнів. Завдяки цьому збільшується кількість браку. Збільшення ортофосфорної кислоти в складі холоднотвердіючої суміші більш ніж 0,60 мас ч. різко зменшує живучість суміші, що значно ускладнює технологію виготовлення стрижнів. В табл. 1...
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 17135
Опубліковано: 15.09.2006
Автори: Клімкін Леонід Миколайович, Волокита Володимир Якович, Городчиков Вячеслав Миколайович, Денисов Олександр Володимирович, Підгорна Валентина Миколаївна
МПК: B22C 1/00
Мітки: стрижнів, ливарних, форм, самотвердіюча, виготовлення, суміш
Формула / Реферат:
Самотвердіюча суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, каталізатор і зв’язувальне у вигляді рідкого скла, яка відрізняється тим, що як вогнетривкий наповнювач застосовують ставролітовий концентрат, а як каталізатор використовують ацетат етиленгліколю при наступному співвідношенні компонентів, мас. %: рідке скло 4,0-5,0 ацетат етиленгліколю ...
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм
Номер патенту: 37590
Опубліковано: 15.05.2001
Автори: Лещенко Олександр Дмитрович, Варшавський Юрій Борисович, Кузовов Олексій Федорович, Сажнєв Володимир Миколайович, Шрамко Михайло Семенович, Косяк Анатолій Терентійович
Мітки: самотвердіюча, форм, рідка, суміш, виготовлення, ливарних, стрижнів
Формула / Реферат:
Рідка самотвердіюча суміш для виготовлення ливарних стрижнів та форм, що включає вогнетривкий наповнювач, затверджувач, рідке скло та аніонактивний піноутворювач, яка відрізняється тим, що як вогнетривкий наповнювач містить кварцовий пісок, як затверджувач містить у собі шлак доменного виробництва та клінкер, та як аніонактивний піноутворювач - ДС-РАС, при наступному співвідношенні компонентів, мас. %: кварцовий...
Суміш для виготовлення ливарних форм і стрижнів
Номер патенту: 102624
Опубліковано: 25.07.2013
Автори: Шварц Віктор Леонідович, Дан Леонід Олександрович, Дан Олена Леонідівна, Трофімова Лариса Олексіївна, Шевченко Сергій Володимирович
МПК: B22C 1/16, B22C 9/10, B22C 1/20
Мітки: виготовлення, ливарних, суміш, форм, стрижнів
Формула / Реферат:
Суміш для виготовлення ливарних форм і стрижнів, що містить вогнетривкий наповнювач, зв'язувальну речовину у вигляді розчиненого в живичному скипидарі полістиролу, яка відрізняється тим, що вона додатково містить вогнетривку глину при наступному співвідношенні компонентів, мас. %: вогнетривкий наповнювач 100, понад 100 %: розчин полістиролу в живичному...
Суміш для ливарних форм та стрижнів
Номер патенту: 81048
Опубліковано: 25.06.2013
Автори: Костіков Олександр Анатолійович, Черномаз Володимир Миколайович, Кузнєцов Андрій Андрійович, Довгаль Анна Миколаївна
МПК: B22C 1/00
Мітки: суміш, стрижнів, ливарних, форм
Формула / Реферат:
Суміш для ливарних форм та стрижнів, що містить зв'язуюче, наповнювач та знеміцнюючу домішку у вигляді шаруватих сполук графіту, яка відрізняється тим, розмір гранул ШСГ не повинен перевищувати 100…300 мкм, а вміст шаруватих сполук графіту складає 1,5-2 %.
Попередній патент: Пристрій для визначення бічної жорсткості здвоєних шин транспортного засобу
Наступний патент: Фармацевтична композиція у формі капсул для лікування венозних патологій
Випадковий патент: Спосіб корекції функціональних робочих станів людини при розумових навантаженнях