Вібраційний прес
Номер патенту: 89208
Опубліковано: 10.04.2014
Автори: Баглюк Геннадій Анатолійович, Савєлов Дмитро Володимирович

Формула / Реферат
Вібраційний прес для формування виробів з металевих порошків, що містить станину з вертикальними напрямними, з'єднаними верхньою та нижньою нерухомими плитами, механізм підпресовки, кінематично зв'язаний з розміщеною на вертикальних напрямних реактивною плитою, до якої на пружних амортизаторах підвішена віброплита з розташованим на ній збуджувачем направлених коливань, та встановлений за допомогою пружних опор на нижній плиті станини вібростіл, який відрізняється тим, що між нижньою плитою станини та вібростолом встановлена жорстко-пружна прокладка, а жорсткість пружних опор вібростола вибрана таким чином, що забезпечує в статичному стані вібростола без його навантаження механізмом підпресовки величину зазору між столом і жорстко-пружною прокладкою, що перевищує величину максимальної амплітуди коливань вібростола.
Текст
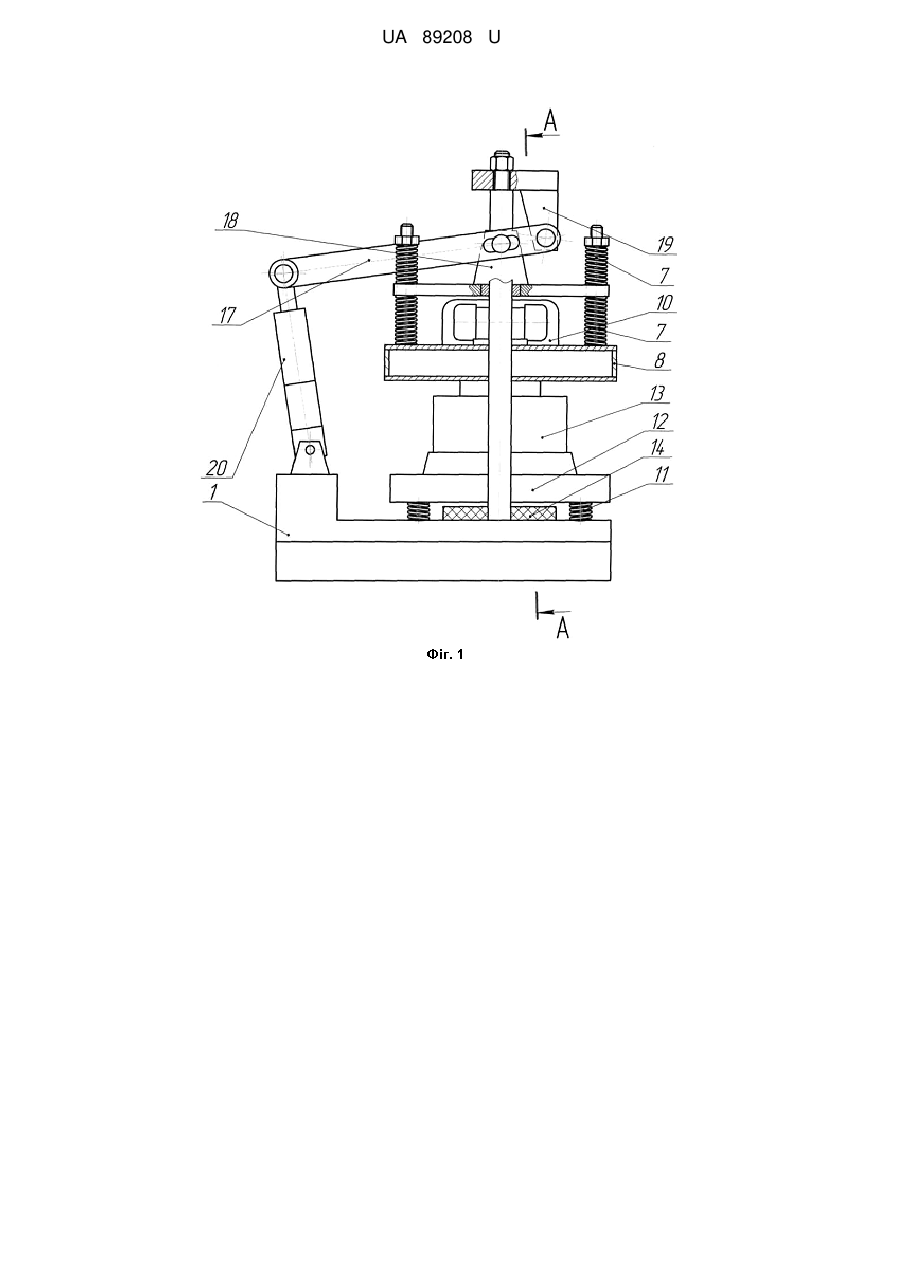
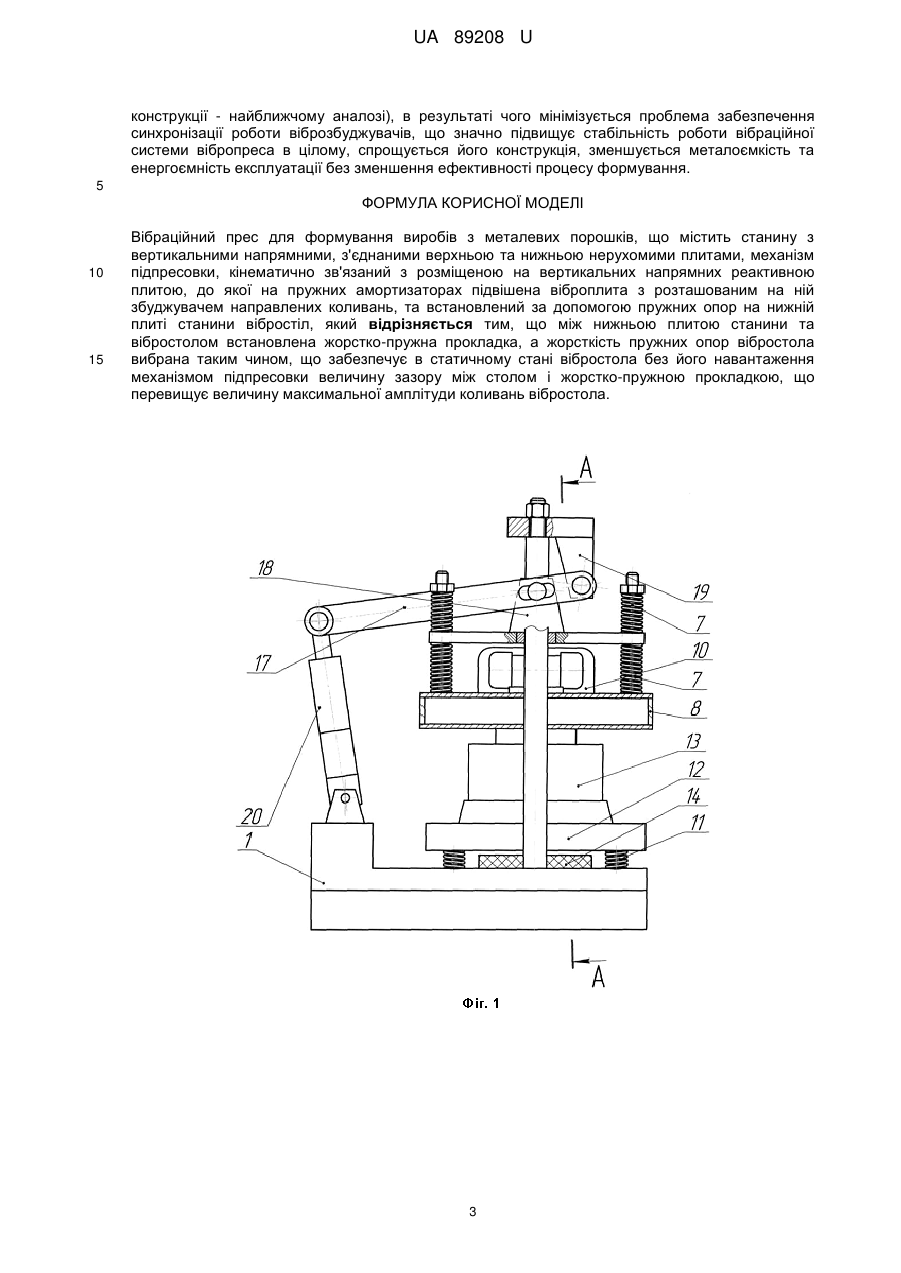
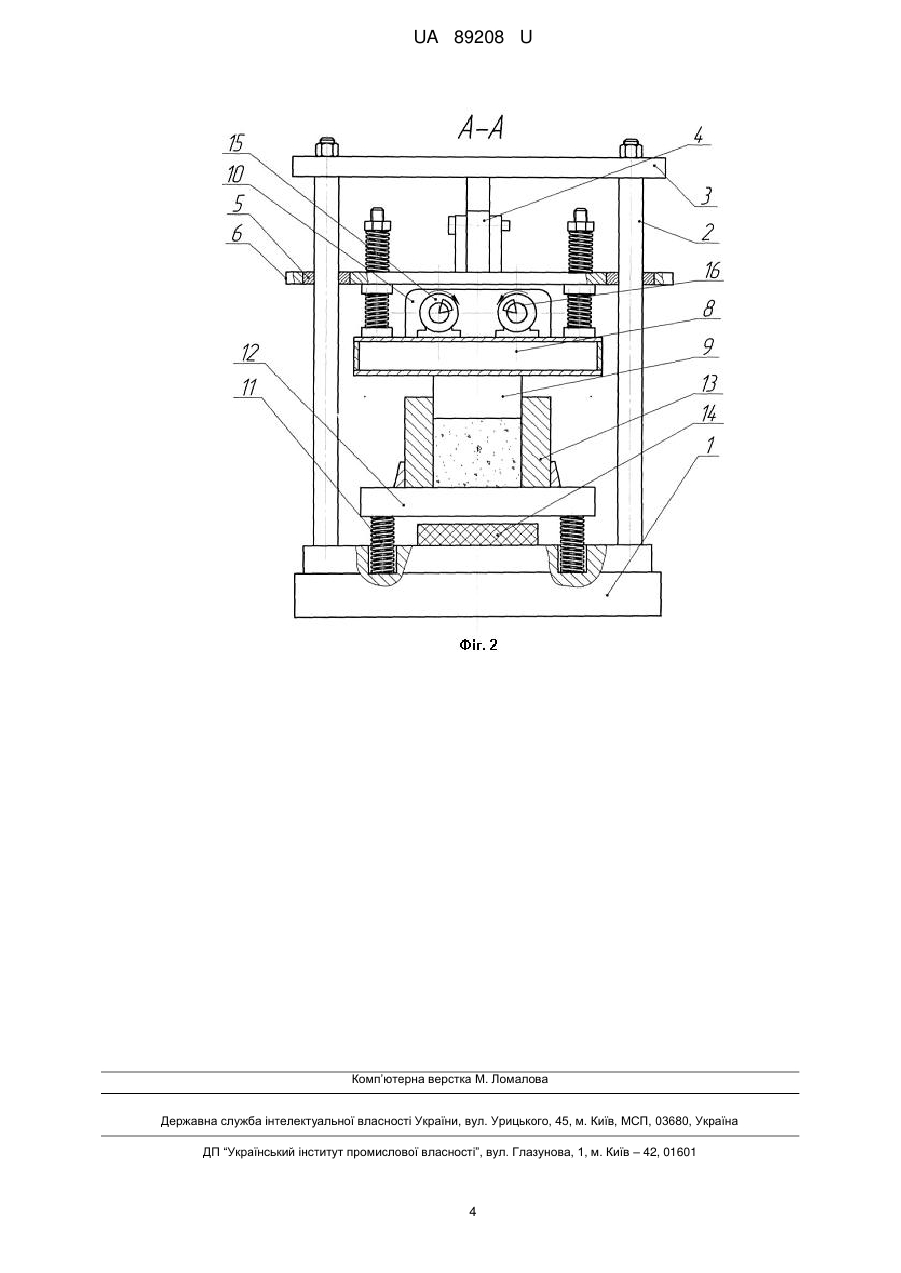
Реферат: UA 89208 U UA 89208 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до порошкової металургії і може бути використана при одержанні виробів з металевого або керамічного порошку, а також для виготовлення ливарних моделей з використанням технології вібраційного формування. Відомий пристрій для вібраційного формування виробів з металевих порошків, який включає станину, верхню та підпружинену відносно неї проміжну плити, механізм вертикального переміщення верхньої плити, та вібростіл, оснащений інерційним вібраційним збуджувачем коливань, що забезпечує синусоїдальні коливання вібростола з прес-формою (Сердюк Г.Г., Свистун Л.И. Технология порошковой металлургии. Часть 2. Формование порошков. Краснодар: Кубанский государственный технологический университет, 2005. - с. 121, рис. 5.3). Недоліком відомого пристрою є те, що така конструкція реалізує генерування та передачу на шар порошку, який ущільнюється, виключно синусоїдальних коливань, що не забезпечує високої інтенсивності ущільнення та достатньої рівнощільності виробу по всьому об'єму. Крім того, горизонтальна складова колових коливань, що реалізується одним інерційним вібратором, передається усій конструкції пристрою, що значно знижує його надійність та термін експлуатації, а також викликає значну вібрацію опорної площадки, на якій встановлений вібропрес, що суттєво погіршує умови праці обслуговуючого персоналу. Відома конструкція вібропреса для формування порошкових матеріалів, що включає станину з напрямними, нерухому та рухому траверси, робочий вібростіл, електрогідравлічний пульсатор та силовий циліндр статичного привантаження на ущільнувану суміш (Процессы порошковой металлургии. Курс лекций / Е.Н. Осокин, О.А. Артемьева. - Красноярск: ИПК СФУ, 2008. - с. 293, рис. 2.25). Відома конструкція, на відміну від попередньої, забезпечує імпульсну форму коливань, що передається на прес-форму з порошком, однак до її недоліків належить наявність конструктивно складного електрогідравлічного вібраційного механізму (пульсатора) робочого стола, що в умовах високої запиленості цехів порошкової металургії суттєво знижує надійність конструкції. Найближчим аналогом до заявленої корисної моделі є вібропрес для формування виробів з металевих порошків, що містить станину з вертикальними напрямними, з'єднаними верхньою та нижньою нерухомими плитами, механізм підпресовки, кінематично зв'язаний з розміщеною на вертикальних напрямних реактивною плитою, до якої на пружних амортизаторах підвішена віброплита, з розташованим на ній збуджувачем направлених коливань, встановлений за допомогою пружних опор на нижній плиті станини вібростіл з розміщеним в нижній його частині збуджувачем направлених коливань, причому збуджувачі направлених коливань виконані у вигляді зміщених на однакову відстань від центра тяжіння віброплити двох дебалансних вібраторів, які мають синхронне обертання та обертаються у протилежних напрямках (патент на корисну модель № 76280 UA, опубл. 25.12.12, Бюл. № 24). Наявність двох незалежних віброзбуджувачів направлених коливань, що встановлені на реактивній плиті та вібростолі і працюють одночасно, сприяє інтенсифікації ущільнення порошкової шихти. Однак, недоліком відомої конструкції вібропреса є те, що внаслідок складності повної синхронізації роботи всіх одночасно працюючих віброзбуджувачів, що разом включають чотири дебалансні вібратора, порушується стабільність роботи вібраційної системи вібропреса, що може призводити до некерованої реалізації режимів вібрації, які викликають ефект часткового розпушування порошкової суміші замість ущільнення, та суттєвого зниження ефективності процесу віброформування. Крім того, наявність двох віброзбуджувачів, кожний з яких складається з двох інерційних вібраторів, призводить також до збільшення габаритів та ускладнення конструкції вібропреса в цілому, підвищення його маси, металоємкості та енергоємності. В основу корисної моделі "Вібраційний прес", який містить станину з вертикальними напрямними, з'єднаними верхньою та нижньою нерухомими плитами, механізм підпресовки, кінематично зв'язаний з розміщеною на вертикальних напрямних реактивною плитою, до якої на пружних амортизаторах підвішена віброплита, з розташованим на ній збуджувачем направлених коливань, встановлений співвісно з віброплитою за допомогою пружних опор на нижній плиті станини вібростіл, поставлена задача підвищення стабільності роботи вібраційної системи вібропреса, спрощення його конструкції та зменшення металоємкості. Поставлена задача вирішується тим, що між нижньою плитою станини та вібростолом встановлена жорстко-пружна прокладка, а жорсткість пружних опор вібростола вибрана таким чином, що забезпечує в статичному стані вібростола без його навантаження механізмом підпресовки величину зазору між столом і жорстко-пружною прокладкою, що перевищує величину максимальної амплітуди коливань вібростола. 1 UA 89208 U 5 10 15 20 25 30 35 40 45 50 55 60 Суть корисної моделі, що заявляється, пояснюється наданими кресленнями, де на фіг. 1 зображено пристрій для формування виробів з металевих порошків, загальний вигляд; на фіг. 2 - вид А-А на фіг. 1. Вібропрес містить станину 1 з вертикальними напрямними 2, з'єднаними жорстко у верхній частині поперечиною 3, механізм вертикальних переміщень 4, кінематично пов'язаний з розміщеною на вертикальних напрямних 2 у втулках ковзання 5 реактивною плитою 6, до якої на пружних амортизаторах 7 підвішена віброплита 8 з пуансоном 9 з розташованим на ній збуджувачем направлених коливань 10 і під якою співвісно з нею на станині 1 на пружних опорах 11 встановлений вібростіл 12 з матрицею 13. Між нижньою плитою станини та вібростолом встановлена жорстко-пружна прокладка 14, збуджувач направлених коливань 10, розташований на віброплиті 8, виконаний у вигляді зміщених на однакову відстань від центра тяжіння віброплити 8 двох збуджувачів 15 і 16 колових коливань, дебаланси яких мають синхронне обертання та обертаються у протилежних напрямках. Механізм вертикальних переміщень 4 виконаний у вигляді двоплечого важеля 17 відносно шарніра тяги 18, при цьому один кінець важеля 17 шарнірно з'єднаний з рамою 19, а другий кінець важеля сполучений шарнірно з гідроциліндром 20. Вібропрес працює наступним чином. У вихідному положенні шток гідроциліндра 20 повністю висунутий, а реактивна плита 6 разом з віброплитою 8 і пуансоном 9 підняті у верхнє положення. Матрицю 11 на столі 12 заповнюють порошковою сумішшю та включають привід насосної станції (на схемі не показана), яка подає робочу рідину в штокову порожнину гідроциліндра 20, внаслідок чого важіль 17 механізму вертикальних переміщень 4 переміщає реактивну плиту 6 за допомогою тяги 18 по вертикальних напрямних 2 вниз і опускає віброплиту 8 разом з пуансоном 9 на поверхню порошкової суміші в матриці 13. У момент контакту пуансона 9 з порошковою сумішшю включаються збуджувачі 15 і 16 колових коливань, під дією яких віброплита 8 разом з пуансоном 9 здійснюють вертикально направлені синусоїдальні коливання з кутовою частотою коливань 600018000 кол./хв. і амплітудою 1,02,5 мм (значення частот і амплітуд коливань вибирають за рекомендаціями залежно від виду та гранулометричного складу порошку). Під дією вібрації порошкова суміш переходить у стан підвищеної плинності, внаслідок чого з неї віддаляється частина повітря, відбувається більш компактне укладання порошкових частинок. При цьому реактивна плита 6 продовжує рухатися вниз по вертикальних напрямних 2, здійснюючи статичне стискання порошкової суміші у жорсткій матриці 13, стискаючи пружні опори 11 стола 12 та зменшуючи величину зазору між нижньою поверхнею стола 12 та верхньою поверхнею обмежувача 14. При подальшому русі реактивної плити 6 вниз по вертикальних напрямних 2 величина зазору між нижньою поверхнею стола 12 та верхньою поверхнею обмежувача 14 стає менше амплітуди коливань стола 12, в результаті чого в кожному циклі коливань стіл 12 співударяється своєю нижньою поверхнею з поверхнею прокладки 14, внаслідок чого взамін синусоїдального реалізується віброударний механізм ущільнення порошкової суміші. Це пояснюється тим, що при реалізації режиму віброударних навантажень суттєво збільшуються від'ємні значення прискорень, що передаються на частки порошку та інтенсифікується ущільнення. Із збільшенням щільності порошкової суміші та зусилля статичного притиску від силового циліндра 20 відбувається стиснення пружних опор 11, вібростіл притискується до прокладки 14 і на порошкову суміш здійснюється тільки статичне навантаження від механізму вертикальних переміщень 4 та вібраційні коливання від пуансона 9. Після закінчення ущільнення збуджувач направлених коливань 10 відключається, робоча рідина подається в поршневу камеру гідроциліндра 20, внаслідок чого поршень з штоком рухаються вгору, переміщаючи тим самим важіль 17 механізму вертикальних переміщень 4 разом з реактивною плитою 6 по вертикальних напрямних 2 вгору. Пружні опори 11 стола 12 розтискаються, віброплита 8 разом з пуансоном 9, відриваючись від поверхні відформованого виробу, піднімається вгору разом з реактивною плитою 6, а матриця 13 разом з відформованим виробом висувається з робочої зони. Після вилучення пресовки з матриці 13 остання знову заповнюється порошковою сумішшю і робочий цикл повторюється. Пропонована конструкція вібропреса має низьку енергоємність (комплектується лише двома електромеханічними вібраторами сумарною потужністю до 1,0 кВт). Таким чином, внаслідок використання в заявленій конструкції вібропреса жорстко-пружної прокладки, встановленою між нижньою плитою станини та вібростолом та регламентованої жорсткості пружних опор вібростола, за один цикл формування реалізуються як синусоїдальні коливання вібростола (на початковому етапі циклу при підвищеній рухливості часток порошку), так і віброударні режими навантаження, що підвищує ефективність формування. При цьому, з'являється можливість використання лише одного віброзбуджувача замість двох (як у 2 UA 89208 U конструкції - найближчому аналозі), в результаті чого мінімізується проблема забезпечення синхронізації роботи віброзбуджувачів, що значно підвищує стабільність роботи вібраційної системи вібропреса в цілому, спрощується його конструкція, зменшується металоємкість та енергоємність експлуатації без зменшення ефективності процесу формування. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Вібраційний прес для формування виробів з металевих порошків, що містить станину з вертикальними напрямними, з'єднаними верхньою та нижньою нерухомими плитами, механізм підпресовки, кінематично зв'язаний з розміщеною на вертикальних напрямних реактивною плитою, до якої на пружних амортизаторах підвішена віброплита з розташованим на ній збуджувачем направлених коливань, та встановлений за допомогою пружних опор на нижній плиті станини вібростіл, який відрізняється тим, що між нижньою плитою станини та вібростолом встановлена жорстко-пружна прокладка, а жорсткість пружних опор вібростола вибрана таким чином, що забезпечує в статичному стані вібростола без його навантаження механізмом підпресовки величину зазору між столом і жорстко-пружною прокладкою, що перевищує величину максимальної амплітуди коливань вібростола. 3 UA 89208 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBahliuk Hennadii Anatoliiovych, Savielov Dmytro Volodymyrovych
Автори російськоюБаглюк Геннадий Анатольевич, Савелов Димтрий Владимирович
МПК / Мітки
МПК: B22F 3/093
Мітки: вібраційний, прес
Код посилання
<a href="https://ua.patents.su/6-89208-vibracijjnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Вібраційний прес</a>
Вібраційний прес для формування асфальтобетонних зразків
Номер патенту: 76793
Опубліковано: 10.01.2013
Автори: Маслов Олександр Гаврилович, Олійник Світлана Володимирівна
МПК: B28B 3/06
Мітки: формування, асфальтобетонних, зразків, прес, вібраційний
Формула / Реферат:
Вібраційний прес для формування асфальтобетонних зразків, що містить станину з напрямними, на якій змонтовані матриця, виштовхуючий пристрій з приводом і віброплита з віброзбуджувачем кругових коливань, який відрізняється тим, що додатково забезпечено пов'язаною з напрямними реактивною плитою, до якої за допомогою пружних амортизаторів підвішена віброплита, яка забезпечена двома формуючими циліндричними пуансонами, закріпленими на її на...
Віброударний прес для формування асфальтобетонних зразків
Номер патенту: 79116
Опубліковано: 10.04.2013
Автори: Маслов Олександр Гаврилович, Олійник Світлана Володимирівна, Саленко Юлія Сергіївна
Мітки: прес, зразків, віброударний, асфальтобетонних, формування
Формула / Реферат:
Віброударний прес для формування асфальтобетонних зразків, що містить станину з прямолінійними напрямними, на якій змонтовані матриця з виштовхуючими пуансонами, вібраційну плиту з віброзбуджувачем коливань, обладнану формуючими пуансонами, і реактивну плиту, який відрізняється тим, що додатково забезпечений суттєво нелінійною підвіскою, за допомогою якої вібраційна плита підвішена до реактивної плити, пов'язаної з верхньою поперечною балкою...
Грохот вібраційний
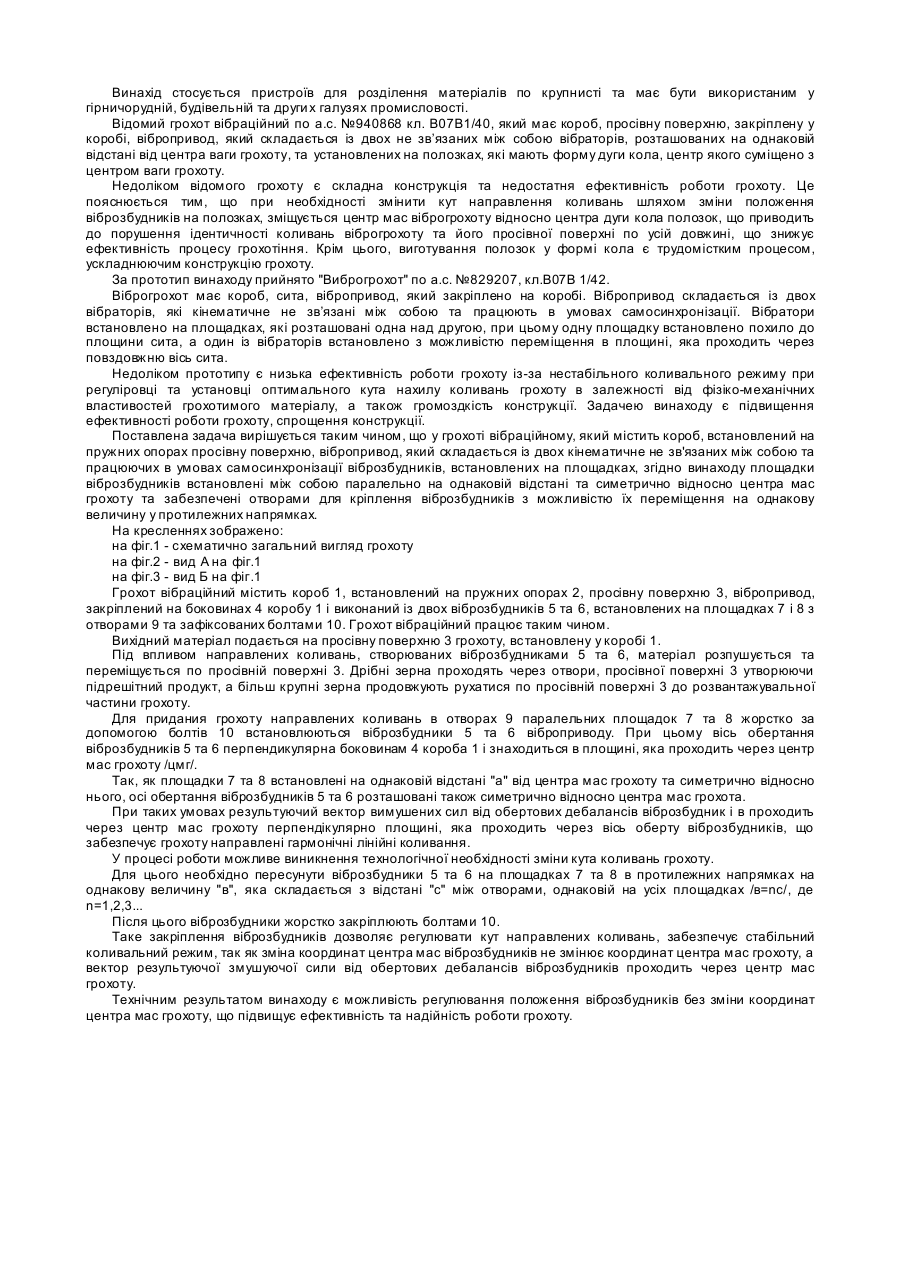
Номер патенту: 68909
Опубліковано: 16.08.2004
Автори: Мехальчишин Володимир Степанович, Єгурнов Олександр Іванович, Курченко Іван Павлович, Ходос Сергій Миколайович, Берлін Адольф Матусович, Кочешков Борис Олексійович, Полулях Олександр Данилович, Пейчев Іван Дмитрович
МПК: B07B 1/40
Мітки: вібраційний, грохот
Формула / Реферат:
Грохот вібраційний, який містить короб, встановлений на пружних опорах, просівну поверхню, вібропривід, який складається із двох кінематично не зв'язаних між собою та працюючих в умовах самосинхронізації віброзбудників, встановлених на площадках, який відрізняється тим, що площадки віброзбудників встановлені між собою паралельно на однаковій відстані та симетрично відносно центра мас грохота та забезпечені отворами для кріплення...
Вібраційний пристрій для орієнтування плоских деталей
Номер патенту: 55169
Опубліковано: 10.12.2010
Автори: Макатьора Дмитро Анатолійович, Музичишин Сергій Володимирович
МПК: B65G 27/00
Мітки: плоских, пристрій, вібраційний, орієнтування, деталей
Формула / Реферат:
Вібраційний пристрій для орієнтування плоских деталей, що містить два спарених вібраційних лотки, встановлених на рамі паралельно і в одній площині, кінематично з'єднані з ними вібропривід повздовжніх коливань, пару віброприводів поперечних коливань та пару віброприводів вертикальних коливань, кінематично з'єднаних між собою, і електродвигун, при цьому кожен з віброприводів повздовжніх і вертикальних коливань містить ексцентрики, встановлені...
Вібраційний млин

Номер патенту: 71136
Опубліковано: 10.07.2012
Автори: Саленко Юлія Сергіївна, Маслов Олександр Гаврилович, Стукота Олена Василівна
МПК: A01B 23/00, A01B 15/16
Мітки: млин, вібраційний
Формула / Реферат:
Вібраційний млин, який містить контейнер, віброзбуджувач колових коливань та пружні амортизатори, який відрізняється тім, що додатково обладнаний встановленої на опорній рамі за допомогою пружних амортизаторів рухомої рами, забезпеченої віброзбуджувачем крутильних коливань, на якій за допомогою вертикальних стояків змонтовано контейнер прямокутної форми, при цьому висота стояків дорівнює
Попередній патент: Спосіб корекції метаболічних розладів в організмі
Наступний патент: Клапан запобіжний
Випадковий патент: Вимірювач швидкості цілі для секвентного радіолокатора