Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів
Номер патенту: 89553
Опубліковано: 10.02.2010
Автори: Коваленко Дмитро Васильович, Коваленко Ігор Васильович, Ющенко Костянтин Андрійович
Формула / Реферат
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, що містить оксид кремнію, який відрізняється тим, що додатково містить метасилікат заліза та одну із хімічних сполук FeO-ТіО2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас. %:
оксид кремнію SiO2
2,0
метасилікат заліза Fe2SiO4
8,0-38,0
одна із хімічних сполук FeO-TiO2 з підкласу складних окислів Fe2TiО4, FeTiO3, FeTi2O5
60,0-90,0.
Текст
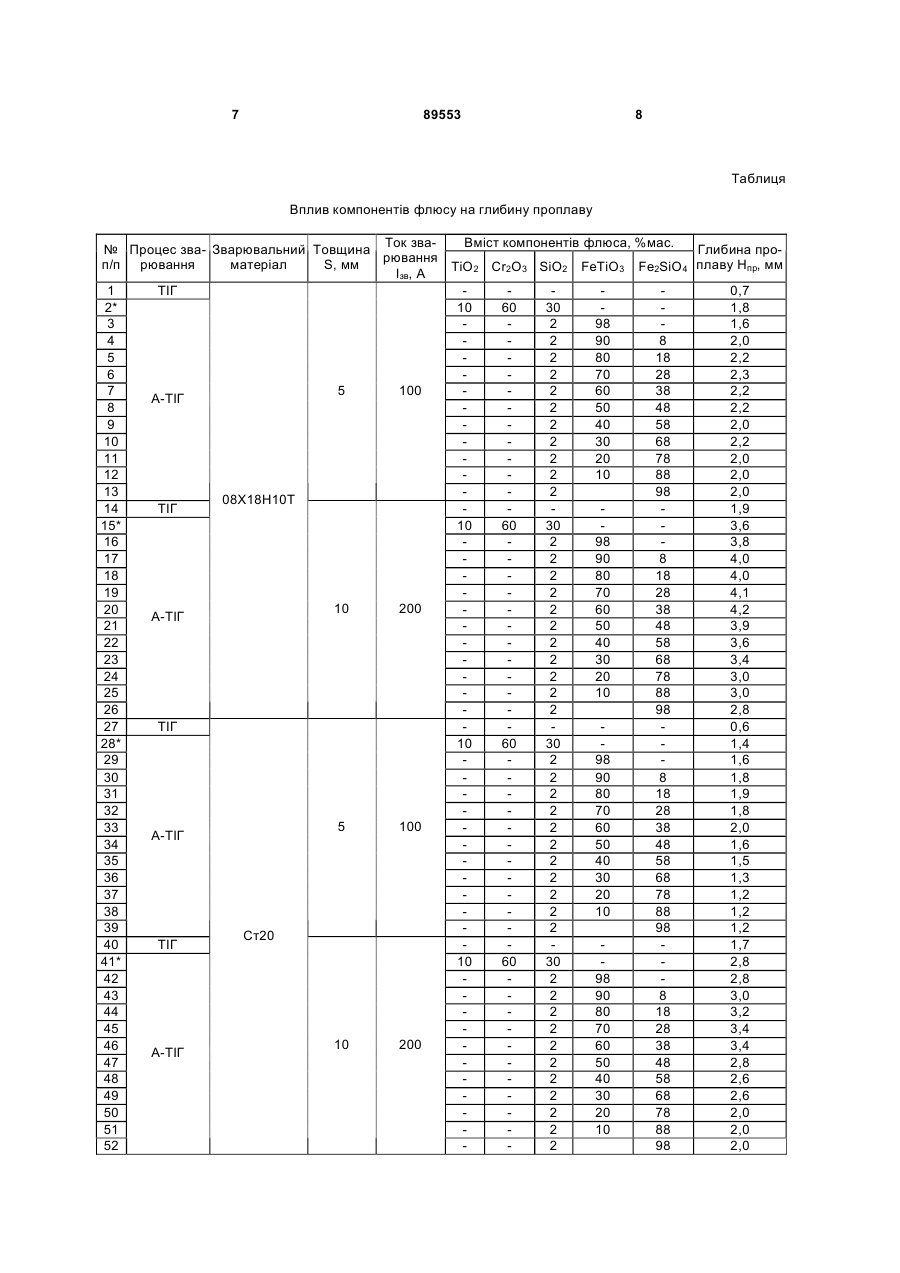
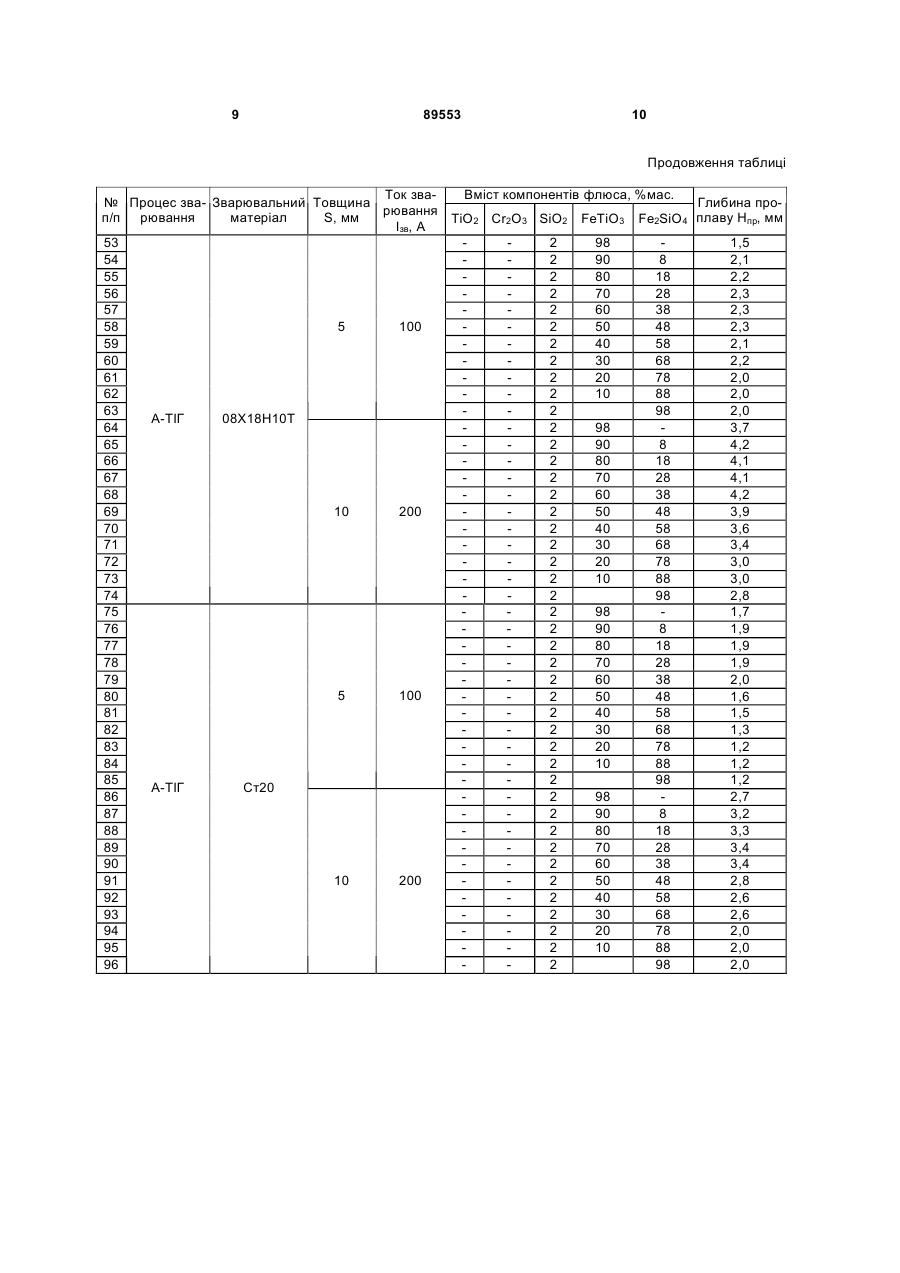
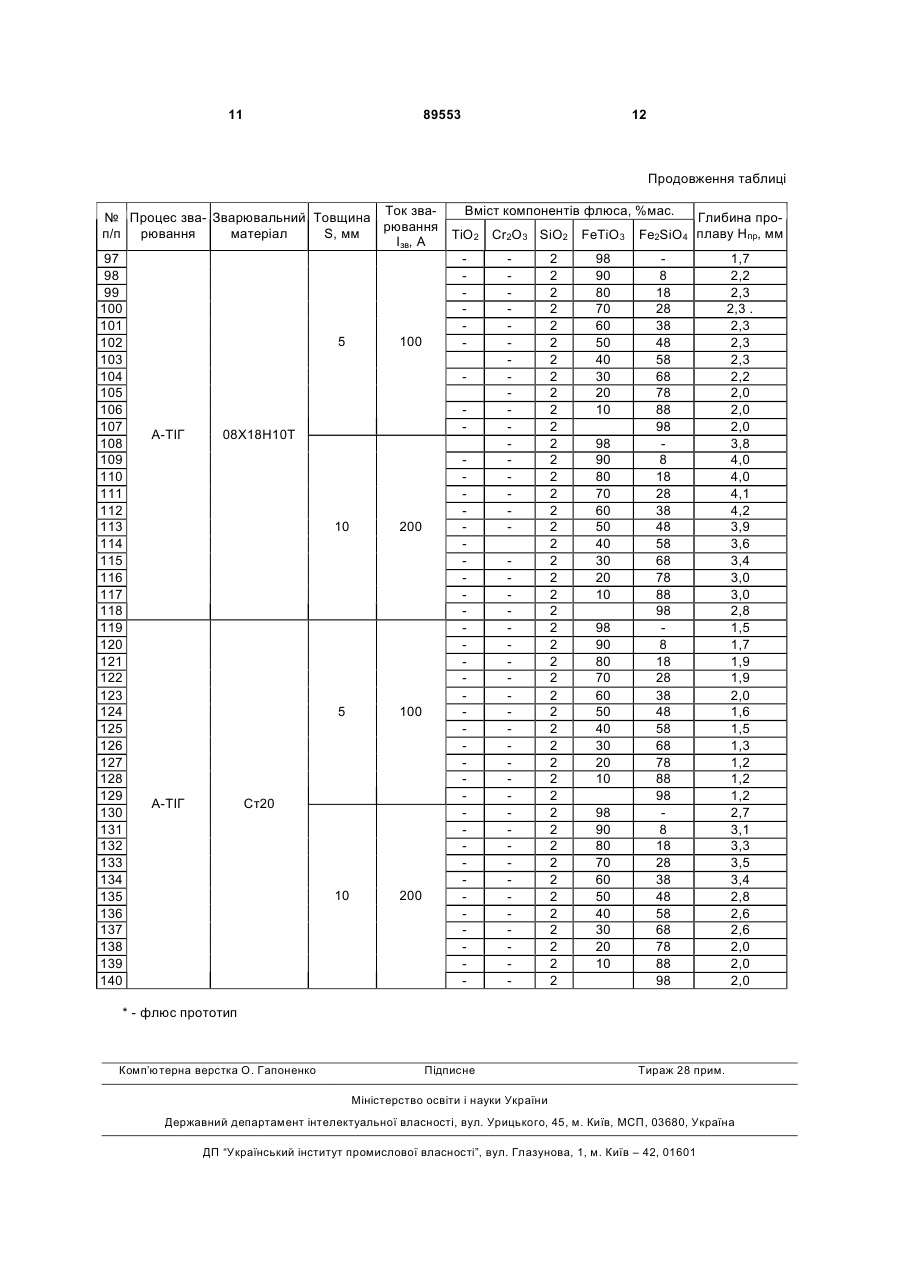
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, що містить оксид кремнію, який відрізняється тим, що додатково містить метасилікат заліза та одну із хімічних сполук FeO-ТіО2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас. %: оксид кремнію SiO2 2,0 метасилікат заліза Fe2SiO4 8,0-38,0 одна із хімічних сполук FeO-TiO2 з підкласу складних окислів Fe2TiО4, FeTiO3, FeTi2O5 60,0-90,0. (19) (21) a200803157 (22) 12.03.2008 (24) 10.02.2010 (46) 10.02.2010, Бюл.№ 3, 2010 р. (72) ЮЩЕНКО КОСТЯНТИН АНДРІЙОВИЧ, КОВАЛЕНКО ДМИТРО ВАСИЛЬОВИЧ, КОВАЛЕНКО ІГОР ВАСИЛЬОВИЧ (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О.ПАТОНА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 1342649 A1, 07.10.1987 JP 2000326092 A, 28.11.2000 JP 2000326091 A, 28.11.2000 JP 2000326090 A, 28.11.2000 3 Такий склад флюсу забезпечує певний рівень (500-600дин/см) поверхневого натягу розплаву ванни. Цей флюс лише в деякій мірі ліквідує вищезгадані недоліки флюса-аналога, а саме: не містить галогенні солі і складається лише із трьох компонентів. Однак цей флюс має суттєві недоліки: - зниження глибини проплаву (особливо при зварюванні на струмах нижче 100А) за рахунок того, що склад флюсу містить компоненти з високою температурою плавлення, значно вище ніж температура плавлення (Тпл) сталей (для ТіО2 Тпл=2185°К; для SiO2 - Тпл=1996°К, для Сr2О3 Тпл=2548°К). Зниження глибини проплаву відбувається за рахунок того, що частина енергії дуги витрачається на плавлення тугоплавкої плівки оксиду, який знаходиться на поверхні зварювального металу; необхідність ретельного перемішування суспензії перед кожним вживанням. Внаслідок недотримання цієї вимоги можливе отримання зварних швів з нестабільними геометричними розмірами ізза сепарації флюсу на його складові при збереженні та використанні його у вигляді суспензії, зважаючи на велику різницю питомої щільності (r) (в 2-2,5 рази) компонентів, які містяться в ньому (для SiO2 - r=2,3-2,6г/см3, а для Сr2О3 - r=5,2г/см3); - вміст токсичного компоненту (Сr2О3). Задачею винаходу є створення екологічно чистого флюсу при забезпеченні високої проплавляючої здатності зварювальної дуги та підвищення якості зварних швів. Якість зварених швів підвищується за рахунок усунення коливання глибини проплавлення й ширини швів через нерівномірний хімічний склад флюсу в наслідку сепарації компонентів флюсу на складові при використанні його у вигляді суспензії. Поставлена задача досягається тим, що флюс для зварювання в середовищі інертних газів містить нетоксичні компоненти, основу флюсу (98%) складають хімічні сполуки, які мають порівняно низьку температуру плавлення та близькі значення питомої щільності. Запропонований флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, якій містить оксид кремнію, додатково містить метасилікат заліза та одна із хімічних сполук FeO-TiO2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас.%: оксид кремнію SiO2 2,0, метасилікат заліза Fe2SiО4 8,0-38,0, одна із хімічних сполук FeO-TiO2 з підкласу складних окислів Fe2TiО4, 60,0-90,0. FeTiО3, FeTi2O5 Фізико-хімічні властивості цих компонентів підібрані таким чином, що вони сприяють глибокому проплавленню, механізм якого достатньо добре відомий. Механізм глибокого проплавлення при дуговому зварюванні вольфрамовим електродом у середовищі інертних газів по шару активатора описуються наступними основними явищами, які 89553 4 відбуваються в системі метал - флюс - ванна дуга: - стискання прианодної області дуги; - перерозподіл теплової енергії стовбуру дуги в зоні взаємодії дуга - флюс - ванна; - зменшення поверхневого натягу металу зварювальної ванни; - зміна направлення та швидкості потоків розплавленого металу, які розходяться від центру до периферії зварювальної ванни на такі, що сходяться з більш високою швидкістю від периферії до центру та в середину ванни. На підставі викладеним вище механізмі глибокого проплавлення можна стверджувати що, в запропонованому авторами флюсу-прототипі вплив поверхневого натягу на проплавлення шва є суттєвим але не єдиним і достатнім чинником. (Таблиця). На підставі викладеного вище механізму глибокого проплавлення можна сформулювати наступні основні вимоги, пропоновані до фізикохімічних властивостей компонентів флюсу, що активує: - виділення достатньої кількості кисню при дисоціації; - активна взаємодія з розплавленим металом; - досить висока температура кипіння; - низька температура плавлення; - близькі значення питомих щільностей (у випадку застосування багатокомпонентних механічних сумішей) для збереження сталості хімічного складу флюсу; - не токсичність. Відомо, що з елементів, яким притаманні одночасно високі електронегативні та поверхневоактивні властивості, а також елементом, який утворює тугоплавкі з'єднання з діелектричними властивостями, найбільш ефективним і технологічним є кисень. Відомо, що дисоціація оксиду може відбуватися по наступним рівнянням: h 0 EiOj = h10 E + h 01O + h 02 O 2 + h 0 EiOj = h10 E + h 02 O 2 + h 0 EiOj = h10 E + h 01O + å hmn E m O n h 0 EiOj = h01O + h02 O 2 + h 0 EiOj = h01O + å hmn E m On m, n m,n h 0 EiOj = h10 E + h 02 O 2 h 0 EiOj = h02 O 2 + å hmn Em O n m, n å hmn E m O n m,n å hmn E m O n m, n å hmn Em O n m, n EiOj = EiOj де: Ε - елемент; О - атомарний кисень; О2 молекулярний кисень; ЕО - оксид; і, j - індекси, що відповідають кількості атомів у молекулі EiOj; h0, h01, h02, h10, hmn - цілочисельні коефіцієнти; m,n - 1, 2.... 5 Наприклад, SiO2 дисоціює при температурі вище 3000°К з утворенням наступної газової фази: h0SiO2=h12SiO2+h11SiO2+h02О2+h01О, де h0=5; h01=2; h02=1; h11=4; h12=1. Розрахунково-експериментальні дослідження показали, що наявність у складі паровій фазі молекулярного кисню (О2) при температурі кипіння монооксиду є необхідною умовою глибокого проплавлення. Розрахунковий зміст молекулярного кисню в парах газової фази повинне становити не менш 0,1см3 при постійному дозуванні оксиду (з обсягу 4·10-4cм3) (IIW Вос.212-1047-03).Також встановлено, що температура кипіння оксиду повинна становити не більше 3400°К. Цим вимогам відповідають наступні оксиди: SiO2, TiO2, Сr2О3, MgO, Gа2О3, V2O5, CoO, MnO, FeO, SnO2, GeO2, ZnO, Вi2О3 і деякі їхні вищі окисли (наприклад Fе2О3 і т.д.). Експериментально встановлено, що найбільш ефективними з погляду проплавлення є оксиди : SiO2, TiO2, Сr2О3, MgO, CoO, MnO, FeO. Найбільше інтенсивно взаємодіють із рідкою сталлю оксидні зварювальні шлаки, що складаються з наступних оксидів: SiO2, TiO2, Сr2О3, MnO, Мn2О3, FeO, Fe2O3. Однак всі ці сполуки мають високу температуру плавлення, що знижують глибину проплаву метала за рахунок перерозподілу дуги в зоні дуга метал - ванна. Також слід відмітити, що SiO2, ТіО2, FeO та Fe2O3 не є токсичними оксидами. Аналіз хімічних сполук, які утворюються із цих оксидів і які мають температуру плавлення менш ніж температура плавлення сталі, є Fe2SiO4, FeTiO3, Fe2TiO4, FeTi2O5.. Невелика кількість (2мас.%) оксиду кремнію SiO2 в пропонованому активуючому флюсі (при застосуванні його в виді суспензії) використовується як поверхньо активна речовина, яка запобігає швидкому розшаруванню флюсу та органічної рідини. Така сукупність відомих властивостей і нових ознак компонентів флюсу, що активує, дозволяє одержати високу проплавляючу здатність дуги. Компоненти пропонованого флюсу мають наступні необхідні властивості: 89553 6 - наявність у складі парової фази молекулярного кисню (О2) при температурі кипіння монооксиду не менш 0,1см3 при постійному дозуванні оксиду (з обсягу 4·10-4см3); - достатня термічна міцністю (температура кипіння флюсу повинна становити 2500-3266°К), - низька температура плавлення для основних компонентів флюсу - близька до температури плавлення сталі (1638-1767°К); - близькі значення питомої щільності основних компонентів флюсу (4,3г/см3 для метасилікату заліза і 4,3...4,9 г/см3 для хімічних сполук FeO-TiO2), - не токсичність. Для оцінки ефективності та одержання оптимального складу флюсу були проведені дослідження з порівнянню впливу процентного співвідношення компонентів у флюсі на геометричні розміри швів при звичайної ТІГ та ТІГ зварюванні по флюсу-прототипу. Для цього виконувалися експериментальні дослідження зі зварювання пластин товщиною 5 та 10мм зі сталі 08X18Н10Т и стали 20 при наступних умовах: - струм зварювання -100...200А; - довжина дуги - 2мм, - швидкість зварювання - 2мм/сек, - діапазон варіювання процентного вмісту компонентів - 0...100% (з інтервалом 10%). Після виконання експериментів зі швів виготовляли шліфи й вироблялися виміри геометричних розмірів швів. Результати експериментів наведені в таблиці. Аналіз отриманих результатів показав, що при ТІГ зварюванні з використанням флюсупрототипу та запропонованого флюсу глибина проплавлення в цілому на 100-300% вище, ніж при звичайному ТІГ зварюванні. При цьому, при ТІГ зварюванні з використанням запропонованого флюсу, глибина проплавлення до 15% вище, в порівнянні з ТІГ зварювання з використанням флюсу-прототипу. З точки зору отримання максимальної глибини проплавлення оптимальний вміст компонентів у флюсі відповідає наступному складу (мас.%): оксид кремнію SiO2 2,0, метасилікат заліза Fe2SiО4 8,0-38,0, одна із хімічних сполук FeO-TiO2 з підкласу складних окислівFe2TiО4, FeTiO3, FeTi2O5 60,0-90,0. 7 89553 8 Таблиця Вплив компонентів флюсу на глибину проплаву Ток зваВміст компонентів флюса, %мас. № Процес зва- Зварювальний Товщина Глибина прорювання п/п рювання матеріал S, мм ТіО2 Сr2О3 SiO2 FeTiO3 Fe2SiО4 плаву Нпр, мм Ізв, А 1 ТІГ 0,7 2* 10 60 30 1,8 3 2 98 1,6 4 2 90 8 2,0 5 2 80 18 2,2 6 2 70 28 2,3 5 100 7 2 60 38 2,2 А-ТІГ 8 2 50 48 2,2 9 2 40 58 2,0 10 2 30 68 2,2 11 2 20 78 2,0 12 2 10 88 2,0 13 2 98 2,0 08Х18Н10Т 14 ТІГ 1,9 15* 10 60 30 3,6 16 2 98 3,8 17 2 90 8 4,0 18 2 80 18 4,0 19 2 70 28 4,1 10 200 20 2 60 38 4,2 А-ТІГ 21 2 50 48 3,9 22 2 40 58 3,6 23 2 30 68 3,4 24 2 20 78 3,0 25 2 10 88 3,0 26 2 98 2,8 27 ТІГ 0,6 28* 10 60 30 1,4 29 2 98 1,6 30 2 90 8 1,8 31 2 80 18 1,9 32 2 70 28 1,8 5 100 33 2 60 38 2,0 А-ТІГ 34 2 50 48 1,6 35 2 40 58 1,5 36 2 30 68 1,3 37 2 20 78 1,2 38 2 10 88 1,2 39 2 98 1,2 Ст20 40 ТІГ 1,7 41* 10 60 30 2,8 42 2 98 2,8 43 2 90 8 3,0 44 2 80 18 3,2 45 2 70 28 3,4 10 200 46 2 60 38 3,4 А-ТІГ 47 2 50 48 2,8 48 2 40 58 2,6 49 2 30 68 2,6 50 2 20 78 2,0 51 2 10 88 2,0 52 2 98 2,0 9 89553 10 Продовження таблиці Ток зваВміст компонентів флюса, %мас. № Процес зва- Зварювальний Товщина Глибина прорювання п/п рювання матеріал S, мм ТіО2 Сr2О3 SiO2 FeTiO3 Fe2SiО4 плаву Нпр, мм Ізв, А 53 2 98 1,5 54 2 90 8 2,1 55 2 80 18 2,2 56 2 70 28 2,3 57 2 60 38 2,3 5 100 58 2 50 48 2,3 59 2 40 58 2,1 60 2 30 68 2,2 61 2 20 78 2,0 62 2 10 88 2,0 63 2 98 2,0 А-ТІГ 08Х18Н10Т 64 2 98 3,7 65 2 90 8 4,2 66 2 80 18 4,1 67 2 70 28 4,1 68 2 60 38 4,2 10 200 69 2 50 48 3,9 70 2 40 58 3,6 71 2 30 68 3,4 72 2 20 78 3,0 73 2 10 88 3,0 74 2 98 2,8 75 2 98 1,7 76 2 90 8 1,9 77 2 80 18 1,9 78 2 70 28 1,9 79 2 60 38 2,0 5 100 80 2 50 48 1,6 81 2 40 58 1,5 82 2 30 68 1,3 83 2 20 78 1,2 84 2 10 88 1,2 85 2 98 1,2 А-ТІГ Ст20 86 2 98 2,7 87 2 90 8 3,2 88 2 80 18 3,3 89 2 70 28 3,4 90 2 60 38 3,4 10 200 91 2 50 48 2,8 92 2 40 58 2,6 93 2 30 68 2,6 94 2 20 78 2,0 95 2 10 88 2,0 96 2 98 2,0 11 89553 12 Продовження таблиці Ток зваВміст компонентів флюса, %мас. № Процес зва- Зварювальний Товщина Глибина прорювання п/п рювання матеріал S, мм ТіО2 Сr2О3 SiO2 FeTiO3 Fe2SiО4 плаву Нпр, мм Ізв, А 97 2 98 1,7 98 2 90 8 2,2 99 2 80 18 2,3 100 2 70 28 2,3 . 101 2 60 38 2,3 5 100 102 2 50 48 2,3 103 2 40 58 2,3 104 2 30 68 2,2 105 2 20 78 2,0 106 2 10 88 2,0 107 2 98 2,0 А-ТІГ 08Х18Н10Т 108 2 98 3,8 109 2 90 8 4,0 110 2 80 18 4,0 111 2 70 28 4,1 112 2 60 38 4,2 10 200 113 2 50 48 3,9 114 2 40 58 3,6 115 2 30 68 3,4 116 2 20 78 3,0 117 2 10 88 3,0 118 2 98 2,8 119 2 98 1,5 120 2 90 8 1,7 121 2 80 18 1,9 122 2 70 28 1,9 123 2 60 38 2,0 5 100 124 2 50 48 1,6 125 2 40 58 1,5 126 2 30 68 1,3 127 2 20 78 1,2 128 2 10 88 1,2 129 2 98 1,2 А-ТІГ Ст20 130 2 98 2,7 131 2 90 8 3,1 132 2 80 18 3,3 133 2 70 28 3,5 134 2 60 38 3,4 10 200 135 2 50 48 2,8 136 2 40 58 2,6 137 2 30 68 2,6 138 2 20 78 2,0 139 2 10 88 2,0 140 2 98 2,0 * - флюс прототип Комп’ютерна верстка О. Гапоненко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding flux for tig welding steels
Автори англійськоюYuschenko Konstantyn Andriiovych, Kovalenko Dmytro Vasyliovych, Kovalenko Ihor Vasyliovych
Назва патенту російськоюФлюс для дуговой сварки сталей вольфрамовым электродом в среде инертных газов
Автори російськоюЮщенко Константин Андреевич, Коваленко Дмитрий Васильевич, Коваленко Игорь Васильевич
МПК / Мітки
МПК: B23K 35/36, B23K 35/362
Мітки: електродом, газів, зварювання, сталей, вольфрамовим, флюс, середовищі, інертних, дугового
Код посилання
<a href="https://ua.patents.su/6-89553-flyus-dlya-dugovogo-zvaryuvannya-stalejj-volframovim-elektrodom-u-seredovishhi-inertnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів</a>
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Лебедєв Володимир Костянтинович, Шейко Павло Петрович, Патон Борис Євгенович, Жерносєков Анатолій Максимович, Шевчук Сергій Анатолійович
МПК: B23K 9/167, B23K 9/173
Мітки: плавким, середовищі, дугового, газів, зварювання, захисних, електродом, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу
Номер патенту: 85829
Опубліковано: 10.03.2009
Автори: Дюре Жан-Мішель Серж, Марсель, Гернью Паскаль
МПК: B23K 33/00, B23K 9/167
Мітки: дугового, інертного, зварювання, вольфрамовим, спосіб, атмосфери, електродом, газу
Формула / Реферат:
1. Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу першої деталі (12) з першою стінкою (13) і торцевим краєм до другої деталі (11) з другою стінкою (11) і краєм, де обидві деталі приварюються одна до одної вздовж поверхні з'єднання між згаданими краями, і уздовж якої перша стінка (13) утворює виступаючий кут з другою стінкою (11), який відрізняється тим, що електрод (22) переміщують уздовж згаданої поверхні, при...
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів
Номер патенту: 87203
Опубліковано: 25.06.2009
Автори: Лівадний Олексій Євгенович, Носовський Борис Іванович
МПК: B23K 9/167
Мітки: газів, струму, формування, захисних, електродом, спосіб, зварювання, змінного, середовищі, неплавким
Формула / Реферат:
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів, що включає збудження дуги змінним струмом з усуненням його постійної складової, який відрізняється тим, що усунення постійної складової змінного струму здійснюють перетворенням змінного струму промислової частоти в струм високої частоти, а потім високочастотного струму - в низькочастотний з частотою, що становить 20-200 періодів струму високої...
Пристрій дугового зварювання з короткими замиканнями у середовищі захисних газів
Номер патенту: 46443
Опубліковано: 25.12.2009
Автори: Солянік Володимир Володимирович, Павленко Георгий Васильевич
МПК: B23K 9/09
Мітки: захисних, газів, пристрій, короткими, зварювання, дугового, замиканнями, середовищі
Формула / Реферат:
Пристрій дугового зварювання з короткими замиканнями в середовищі захисних газів, що включає 3-фазний трансформатор, основний випрямний міст, підключений до основної вторинної обмотки трансформатора, індуктивний опір, установлений у ланцюзі випрямленого струму, додатковий вентильний випрямляч, який відрізняється тим, що основна вторинна обмотка трансформатора виконана з підвищеною напругою холостого ходу, основний випрямний міст виконаний у...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Черторильський Леонід Олексійович
МПК: B23K 9/167
Мітки: електродом, зварювання, неплавким, дугового, багатопрохідного, спосіб
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Попередній патент: Оптичний приціл
Наступний патент: Пристрій для підведення щітки до валка
Випадковий патент: Насос відцентровий