Пристрій для підведення щітки до валка

Формула / Реферат
1. Пристрій для підведення щітки (1) до валка (2) для деформації або спрямування стрічкового матеріалу, зокрема у прокатних клітях або напрямних пристроях, який включає у себе поворотний важіль (12), на одному кінці якого розташована з можливістю обертання і переважно паралельно валку (2) щітка (1), при цьому на іншому кінці поворотний важіль (12) розташований з можливістю обертання навколо осі (10) повороту, та пристрій (3) підведення для підведення щітки (1) до валка (2) із зусиллям підведення, який відрізняється тим, що пристрій (3) підведення щітки (1) включає у себе щонайменше один розташований з можливістю обертання відносно поворотного важеля (12) регулювальний елемент (5) та елемент (4) передачі сил для утворення кінематичного зв'язку між поворотним важелем (12) і регулювальним елементом (5), при цьому пристрій містить контролюючий пристрій (7), передбачений для контролю кута повороту регулювального елемента (5) відносно поворотного важеля (12), та регулювальний контур (6), передбачений для підтримування постійним зусилля підведення щітки (1) до валка (2) на заданому зусиллі F0 шляхом регулювання або підтримування постійним контрольованого контролюючим пристроєм (7) кута повороту за допомогою щонайменше одного виконавчого елемента (8).
2. Пристрій за п. 1, який відрізняється тим, що елемент (4) передачі сил виконаний між регулювальним елементом (5) і поворотним важелем (12) у вигляді пружини стиснення.
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що розташований з можливістю обертання відносно щітки (1) регулювальний елемент (5) виконаний у вигляді перевідного важеля (11).
4. Пристрій за одним із пп. 1-3, який відрізняється тим, що регулювальний елемент (5) розташований з можливістю обертання навколо осі (10) повороту.
5. Пристрій за одним із пп. 1-4, який відрізняється тим, що виконавчий елемент (8) для постійного регулювання зусилля підведення виконаний у вигляді гідравлічного циліндра (13).
6. Пристрій за п. 5, який відрізняється тим, що виконавчий елемент (8) для постійного регулювання зусилля підведення виконаний у вигляді гідравлічного циліндра (13), який виконаний з можливістю впливу на перевідний важіль (11).
7. Пристрій за одним із пп. 1-6, який відрізняється тим, що контролюючий пристрій (7) для кута повороту виконаний у вигляді датчика (14) кута повороту.
8. Пристрій за одним із пп. 1-7, який відрізняється тим, що задане значення зусилля (F0) для регулювального контуру (6) встановлене залежно від типу щітки.
9. Пристрій за одним із пп. 1-8, який відрізняється тим, що задане значення зусилля (F0) для регулювального контуру (6) встановлене залежно від ширини валка.
10. Пристрій за одним із пп. 1-9, який відрізняється тим, що задане значення зусилля (F0) для регулювального контуру (6) встановлене залежно від матеріалу валка.
11. Пристрій за одним із пп. 1-10, який відрізняється тим, що задане значення зусилля (F0) для регулювального контуру (6) встановлене залежно від матеріалу смуги.
12. Пристрій за одним із пп. 1-11, який відрізняється тим, що валок (2) і/або щітка (1) виконані обертовими.
Текст
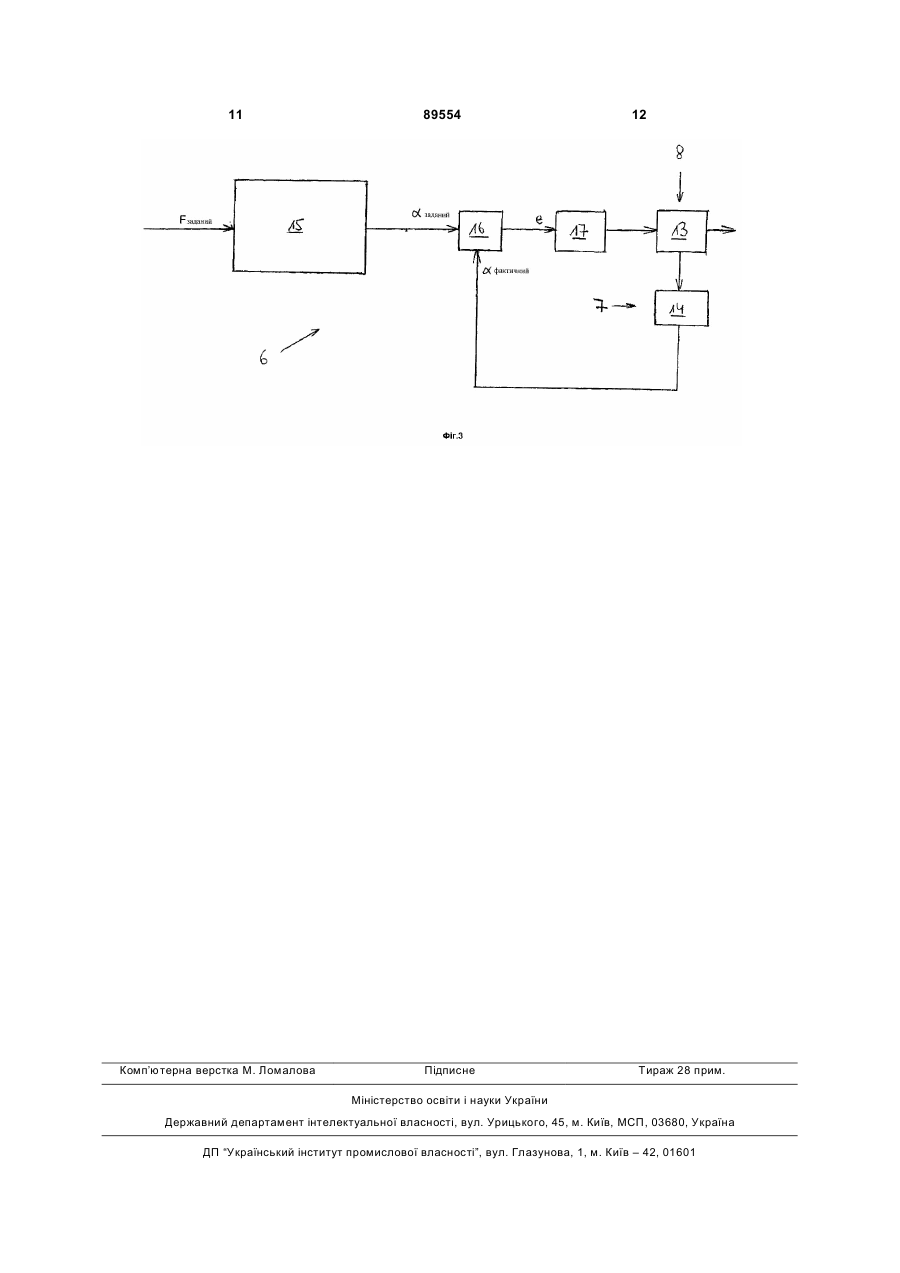
1. Пристрій для підведення щітки (1) до валка (2) для деформації або спрямування стрічкового матеріалу, зокрема у прокатних клітях або напрямних пристроях, який включає у себе поворотний важіль (12), на одному кінці якого розташована з можливістю обертання і переважно паралельно валку (2) щітка (1), при цьому на іншому кінці поворотний важіль (12) розташований з можливістю обертання навколо осі (10) повороту, та пристрій (3) підведення для підведення щітки (1) до валка (2) із зусиллям підведення, який відрізняється тим, що пристрій (3) підведення щітки (1) включає у себе щонайменше один розташований з можливістю обертання відносно поворотного важеля (12) регулювальний елемент (5) та елемент (4) передачі сил для утворення кінематичного зв'язку між поворотним важелем (12) і регулювальним елементом (5), при цьому пристрій містить контролюючий пристрій (7), передбачений для контролю кута повороту регулювального елемента (5) відносно поворотного важеля (12), та регулювальний контур (6), передбачений для підтримування постійним зусилля підведення щітки (1) до валка (2) на заданому зусиллі F0 шляхом регулювання або підтримування постійним контрольованого контролюючим пристроєм (7) кута повороту за допомогою щонайменше одного виконавчого елемента (8). 2 (19) 1 3 Винахід стосується пристрою підведення щітки до валка, наприклад, у прокатних клітях або напрямних пристроях, зокрема, до робочих або опорних валків прокатної кліті для гарячої прокатки алюмінію, згідно з обмежувальною частиною п.1 формули винаходу. В принципі, у пристроїв підведення щітки до валків у прокатних клітях існує необхідність у тому, щоб незалежно від застосовуваних діаметрів валків або роликів та їх робочих положень, а також незалежно від зносу щіток встановити, по суті, постійне зусилля підведення. Для цього з рівня техніки, по-перше, відомі такі форми виконання пристроїв підведення щітки до валків або роликів, в яких відмовляються від автоматичної корекції зносу щіток. По-друге, відомі такі форми виконання, при яких, наприклад, здійснюється ручне встановлення упора. Названі останніми форми виконання мають при цьому недолік, який полягає у тому, що ручне встановлення упора для настройки, по суті, постійного зусилля підведення при різних діаметрах валків або роликів та їх робочих положеннях є непридатним. Далі, з рівня техніки відомі такі форми виконання, при яких застосовують циліндр, щоб досягнути робочого положення, а також додатковий пневматичний циліндр, який повинен встановити постійне зусилля підведення за допомогою регулювання тиску. При цьому такі рішення вимагають додаткового (робочого) середовища, ущільнень, які не викликають великого тертя, і т.д. Відносно рівня техніки потрібно послатися на наступні матеріали. З ЕР 0 0605833 В1 відомий пристрій підведення щіткового валика, зокрема, до робочих валків прокатної кліті для гарячої прокатки алюмінію, при цьому щітковий валик встановлений з можливістю обертання проти напряму руху робочих валків і поступального переміщення паралельно робочим валкам і встановлений з обох сторін у поворотних тримачах. Поворотна опора кожного тримача щіткового валика при цьому розташована у подушці робочого валка, далі, тримач має поворотний важіль, який знаходиться між керованим привідним елементом і повертальним опорним елементом, причому привідний елемент розташований у балансувальному блоці або у згинальному блоці для робочих валків, а опорний елемент - у подушці робочого валка. При цьому в одному варіанті виконання передбачено, що привідним елементом є навантажуваний гідравлічним середовищем блок поршень-циліндр подвійної дії, шток поршня якого прилягає до поворотного важеля. Далі, передбачено, що опорний елемент складається з опорного штока, який прилягає до поворотного важеля, і з опорного циліндра, причому опорний шток може заглиблюватися в опорний циліндр під впливом пружинного пристрою, і опорний циліндр розташований з можливістю повороту (стояк підшипника) на подушці робочого валка. При цьому може бути передбачено, що привідний елемент для поворотного важеля розташований в обладнаному щонайменше одним гідравлічним циліндром балансувальному блоці для робочих валків; в іншому варіанті виконання передбачено, що привідний елемент для поворотного важеля розташований в 89554 4 обладнаному щонайменше одним гідравлічним циліндром, нерухомому або переміщуваному згинальному блоці для робочих валків. За допомогою виконаного таким чином пристрою підведення щіткового валика повинні бути вдосконалені системи підведення щіток, які застосовувалися раніше, а саме, зокрема, на таких прокатних клітях, де умови монтажу і заміни надзвичайно складні. За допомогою описаного, встановленого з можливістю повороту тримача щіток повинна бути досягнута, зокрема, перевага у тому, що немає ніяких відносних переміщень у вертикальній площині між тримачем щітки і подушкою. Немає також ніякого відносного переміщення між тримачем, привідним елементом та опорним елементом. У протилежність відомим раніше рішенням не виявляється також ніякої зміни важільних співвідношень і, як наслідок, також ніякої зміни зусиль притиснення щіткового валика до робочих валків при зміні входу у кліть. Крім того, досягалася б надзвичайно економічна відносно площі, що займається, конструкція, яка дозволяла б інтегруватися в існуючі конструкції прокатних клітей. При зміні робочих валків не потрібно було б ніяких монтажних і демонтажних заходів, які дорого коштують, або додаткових перестановок. Принцип дії описаної форми виконання при цьому такий, що у положенні підведення щіткового валика цей щітковий валик і робочі валки попередньо встановлені на величину мінімальної відстані між ними. Поверхневе прилягання обох деталей можна регулювати шляхом приведення у дію системи поршень/циліндр. Для цієї мети гідравлічне робоче середовище вдавлюється у простір циліндра цього привідного елемента, завдяки чому поршень та юбка поршня опускаються вниз на подушку валка. Внаслідок цього головка штока поршня притискає поворотний важіль тримача вниз до поверхні контакту проти зусилля пружини опорного елемента, завдяки чому щітковий валик присувається до робочого валка, поки він не досягне положення прилягання до нього. Якщо система поршень-циліндр гідравлічно розвантажується, то юбка поршня цієї системи рухається вгору, і навантажений пружиною опорний шток переміщається у рівній мірі вгору і впливає на поворотний важіль таким чином, що тримач щіткового валика, і тим самим сам щітковий валик, відхиляється вниз навколо поворотної опори, поки між обома валками не буде досягнута задана відстань. Ця відстань задається з можливістю регулювання шляхом відповідного встановлення обмежувального елемента на опорному штоку. Документ DE-OS 2150781 стосується пристрою підведення обертової щітки для очищення робочих валків прокатної кліті кварто. При цьому передбачено, що опори щітки закріплені на кільцях, які розташовані з можливістю обертання на кришках підшипників подушок опорного валка, які знаходяться на стороні валків. В одному варіанті виконання кільця при цьому обладнані зовнішнім зубчатим вінцем, у зачеплення з яким входить привідна шестірня на протилежній у відношенні до робочих валків стороні. Далі, передбачено, що шестірня закріплена на розташованому у подушці валу, на виступаючому біля зовнішньої сторони 5 стояка кінці якого встановлений без можливості обертання регулювальний важіль, до якого прикріплений шток поршня розташованого на подушці гідравлічного циліндра. За допомогою такого пристрою підведення повинно бути можливим ділянку між опорами робочих валків та опорних валків витримувати вільною від важільного механізму. Опори щітки повинні при цьому точно спрямовуватися за допомогою кілець, причому, як згадувалося, кільця можуть бути обладнані зовнішнім зубчатим вінцем, у зачеплення з яким на протилежній робочим валкам стороні входить привідна шестірня. При цьому як приводи шестерень до подушок прикріплені гідравлічні циліндри, штоки поршнів яких впливають відповідно на регулювальний важіль, який закріплений на виступаючих біля зовнішньої сторони з подушок кінцях валів. При навантаженні циліндрів опорні кільця повертаються, і щітковий валик відхиляється або до робочих валків, або від них. Щоб забезпечити рівномірне підведення за допомогою обох циліндрів, обидві шестерні за допомогою вала зв'язані одна з одною без можливості обертання. У випадку цих відомих пристроїв підведення обертових щіткових валиків або подібного недоліком є, зокрема, те, що для отримання постійного зусилля підведення потрібно контролювати велику кількість параметрів, як, наприклад, зміна застосовуваних діаметрів валків або роликів та їх робоче положення, а також знос щіток. При цьому при механічному підведенні за допомогою циліндрів недолік полягає, зокрема, у тому, що внаслідок різних ходів або переміщень змінюються напрями сил і плечі важелів і виникаючі у результаті цього зусилля підведення, які прикладаються до щітки. За допомогою зусилля на циліндрі, таким чином, не можна встановити бажане постійне зусилля підведення на щітці. Виходячи з цього, в основі винаходу лежить задача поліпшити або удосконалити відомі пристрої підведення щітки при збереженні колишніх переваг таким чином, щоб за допомогою простих засобів, незалежно від застосованих діаметрів валків та їх робочих положень, а також незалежно від зносу щітки, можна було встановити постійне зусилля підведення. Задача згідно з винаходом вирішується завдяки тому, що пристрій підведення щітки включає у себе щонайменше один встановлений з можливістю обертання відносно поворотного важеля регулювальний елемент та елемент передачі сил для утворення кінематичного зв'язку між поворотним важелем і регулювальним елементом; при цьому передбачений контролювальний пристрій для контролю кута повороту регулювального елемента відносно поворотного важеля; і передбачений регулювальний контур для підтримування постійним зусилля підведення щітки до валка на заданому значенні зусилля F0 шляхом регулювання або підтримування постійним контрольованого за допомогою контролювального пристрою кута повороту за допомогою щонайменше одного виконавчого елемента. Таким чином, за допомогою простих засобів створюється пристрій підведення щітки, за допо 89554 6 могою якого незалежно від застосованих діаметрів валків та їх робочих положень, а також незалежно від зносу щіток можна встановити постійне зусилля підведення. У конструкції згідно з винаходом переважно потрібно контролювати ще лише один параметр, а саме кут повороту, щоб підтримувати зусилля підведення постійним. При цьому за допомогою визначення кута повороту робиться висновок про зусилля на щітці. Змінювані під час прокатки параметри, як, наприклад, знос валків (менший діаметр), знос щітки або змінюване положення валків, не впливають жодним чином на величину зусилля підведення, оскільки їх зміни автоматично вирівнюються за допомогою конструкції згідно з винаходом. Це є дійсним для змінного діаметра або робочих положень при зміні валків. За допомогою конструкції згідно з винаходом досягається у цілому дуже просте і функціонально коректне регулювання зусилля підведення при застосуванні лише небагатьох додаткових компонентів, при цьому не потрібно ніяких додаткових компонентів, як, наприклад, додаткові пневматичні пристрої або гідравлічні пристрої регулювання. Щітки служать, зокрема, для очищення валків. У переважному варіанті виконання даного винаходу між регулювальним елементом і поворотним важелем виконаний елемент передачі сил у вигляді пружини стиснення. Це, конструктивно, простий варіант виконання. Згідно з іншим варіантом даного винаходу передбачено, що розташований з можливістю обертання відносно поворотного важеля регулювальний елемент виконаний у вигляді встановленого з можливістю обертання навколо осі повороту перевідного важеля. Таке виконання дозволяє особливо просто визначати кут повороту. При цьому рекомендується, щоб обертовий щітковий пристрій розташовувався на одному кінці поворотного важеля, і щоб діаметрально протилежно розташований його кінець також лежав на осі повороту. Згідно з іншим варіантом виконання даного винаходу рекомендується, щоб виконавчий елемент для постійного регулювання зусилля підведення був виконаний у вигляді гідравлічного циліндра. За допомогою цього гідравлічного циліндра є можливим без проблем постійне регулювання зусилля підведення. При цьому у переважному варіанті виконання передбачено, що виконавчий елемент для постійного регулювання зусилля підведення виконаний у вигляді гідравлічного циліндра, який впливає на перевідний важіль. Доцільним, згідно з іншим виконанням даного винаходу, є те, що контролювальний пристрій для кута повороту виконаний у вигляді датчика кута повороту. За допомогою цього датчика кута повороту простим способом зміна зусилля перетворюється на зміну кута для визначення актуального дійсного значення кута повороту. Згідно з іншим виконанням даного винаходу рекомендується, щоб задане значення зусилля F0 для регулювального контуру було встановлене залежно від типу щітки. При цьому, далі, передбачено, що задане значення зусилля F0 для регулю 7 вального контуру встановлене залежно від ширини валків. Згідно з іншою ознакою даного винаходу передбачено факультативно, що задане значення зусилля F0 для регулювального контуру встановлене залежно від матеріалу валка. Далі згідно з останньою ознакою даного винаходу може бути факультативно передбачено, що задане значення зусилля F0 для регулювального контуру встановлене залежно від матеріалу смуги. Винахід показаний на фігурах креслення, які зображають приклад виконання. Показано: Фіг.1 - вигляд збоку пристрою згідно з винаходом для підведення обертового щіткового пристрою, при цьому щітковий пристрій знаходиться в його нульовому положенні, у схематичному зображенні, Фіг.2 - вигляд збоку згідно з Фіг.1 зі щітковим пристроєм в його діючому положенні, яке знаходиться біля валка, у схематичному зображенні, Фіг.3 - схематичне зображення регулювального контуру пристрою підведення щітки згідно з винаходом. Пристрій підведення переважно обертової, загалом позначеної символом 1 щітки, який відповідає винаходу, передбачений для застосування з валкам, наприклад, у прокатних клітях, зокрема, для робочих і/або опорних валків прокатної кліті для гарячої прокатки алюмінію. Пристрій згідно з винаходом може бути, однак, також, наприклад, передбачений застосовним до роликів у напрямному пристрої для пресованих виробів. На Фіг.1 показаний пристрій підведення обертової щітки 1 в її нульовому положенні, який відповідає винаходу, а на Фіг.2 - в її діючому положенні, яке знаходиться біля позначеного символом 2 валка. При цьому на обох фігурах схематично позначені різні робочі положення цього валка 2. Основні конструкційні ознаки прокатної кліті при цьому відомі відповідному фахівцеві і тому не зображені на кресленні. Щітки служать для очищення валків. У пристрої згідно з винаходом обертова щітка 1 переважно розташована паралельно валку 2 з можливістю обертання у напрямі, протилежному напряму обертання валків, і з можливістю поступального переміщення. При поступальному переміщенні обертова щітка за допомогою пристрою 3 підведення, який прикладає зусилля підведення, може приводитися у положення прилягання до валків 2, див. Фіг.1 або 2. При цьому згідно з винаходом передбачено, що цей пристрій 3 підведення включає у себе розташований з можливістю повороту відносно поворотного важеля 12 зі щіткою 1 регулювальний елемент 5, який за допомогою елемента 4 передачі сил перебуває у кінематичному зв'язку з поворотним важелем. Регулювальний контур 6, виходячи із заданого значення зусилля F0 для постійного регулювання зусилля підведення, виконаний таким чином, що за допомогою контролювального пристрою 7 для кута повороту регулювального елемента 5 відносно щітки 1 зусилля підведення може встановлюватися постійним за допомогою виконавчого елемента 89554 8 8. На Фіг.3 схематично зображений цей регулювальний контур 6 для підведення обертової щітки 1. За допомогою цих засобів створений пристрій підведення обертового щіткового пристрою 1, при якому, незалежно від застосованих діаметрів валків та їх робочих положень, а також незалежно від зносу щіток, можна встановлювати постійне зусилля підведення, причому у пристрої згідно з винаходом потрібно контролювати ще лише один параметр, а саме кут повороту, щоб зусилля підведення підтримувати постійним. При цьому при повороті регулювального елемента 5 відносно обертової щітки 1 за допомогою кута повороту робиться висновок про зусилля, яке прикладається до щітки. Параметри, які змінюються у часі, наприклад, у процесі прокатки, як, наприклад, знос валків (менший діаметр), знос щітки або положення валків, яке змінилося, не мають при цьому ніякого впливу на зусилля підведення, оскільки ці зміни вирівнюються. Це є дійсним також для змінних діаметрів або робочих положень при зміні валків. За допомогою конструкції згідно з винаходом досягається у цілому дуже просте і функціонально коректне регулювання зусилля підведення при застосуванні небагатьох додаткових компонентів, при цьому не потрібні такі додаткові компоненти, як, наприклад, додаткові пневматичні пристрої або гідравлічне керування. У показаному на фігурах варіанті виконання конструкції згідно з винаходом елемент 4 для передачі сил між регулювальним елементом 5 та обертовим щітковим пристроєм 1 виконаний у вигляді пружини 9 стиснення. За допомогою цієї пружини 9 стиснення кут повороту регулювального елемента 5 відносно щітки або поворотного важеля у лінійній залежності можна перетворити на зміну зусилля підведення. При цьому, див. Фіг.1 або 2, встановлений з можливістю повороту відносно щітки 1 регулювальний елемент 5 виконаний у вигляді розташованого з можливістю повороту навколо осі 10 повороту перевідного важеля 11. Сама обертова щітка 1 розташована на поворотному важелі 12, діаметрально протилежний кінець якого розташований наосі 10 повороту. Завдяки такому утворенню стає можливим просте визначення кута повороту. Виконавчий елемент 8 для постійного регулювання зусилля підведення у показаному прикладі виконання, див. Фіг.1 і 2, виконаний у вигляді гідравлічного циліндра 13, який впливає на перевідний важіль 11 за допомогою непоказаного тут шарніра. За допомогою цього гідравлічного циліндра 13, який впливає на перевідний важіль 11, без проблем можливе постійне регулювання зусилля підведення. Контролювальний пристрій 7 для кута повороту при цьому виконаний у вигляді датчика 14 кута повороту, див. Фіг.1 і 2. За допомогою цього датчика 14 кута повороту простим способом зміна зусилля перетворюється на зміну кута для визначення актуального фактичного значення кута повороту. У конструкції згідно з винаходом, крім того, передбачено, що задане значення зусилля F0 для регулювального контуру 6 утворене залежно від типу щітки (наприклад, виду щетини) і від ширини 9 валків. Факультативно, можна далі передбачити, щоб задане значення зусилля F0 для регулювального контуру було встановлене залежно від прокатуваного матеріалу (наприклад, сталі, міді або т.п.). За допомогою конструкції згідно з винаходом можна встановити постійне зусилля підведення, незалежно від застосованих діаметрів валків та їх робочих положень, а також незалежно від зносу щіток. Для цього, див. Фіг.3, яка показує схематично регулювальний контур 6 пристрою згідно з винаходом, у перетворювальному пристрої 15 перераховується задане значення зусилля Fзaдaн. у задане значення кута aзадан. для кута повороту, що спрямовується у компаратор 16 заданих і фактичних значень. За допомогою цього компаратора заданих і фактичних значень шляхом порівняння з актуальним фактичним значенням aфакт. визначається відхил е регульованої величини від заданого значення кута повороту, що спрямовується у регулювальний пристрій 17. Цей регулювальний пристрій 17 визначає регульовану змінну для виконаного у вигляді гідравлічного циліндра 13 виконавчого елемента 8. Початкова величина виконавчого елемента 8 або гідравлічного циліндра 13 спрямовується потім у виконаний у вигляді датчика 14 кута повороту контролювальний пристрій 7 для кута повороту, причому контролювальний пристрій 7 у кінцевому результаті змінює кут повороту таким чином, щоб відхил регульованої величини від заданого значення встановився, по можливості, на нуль і задане значення зусилля. Актуальне фактичне значення aфакт. потім послідо 89554 10 вно зазнає подальшого контролю і знову повертається у компаратор 16 заданих і фактичних значень, і визначається новий відхил е регульованої величини для повторення процесу. Як вже згадувалося, показані форми виконання потрібно розцінювати лише як приклад здійснення винаходу, в якому можливі модифікації. Так, наприклад, зокрема, регулювальний елемент 5, елемент 4 для передачі сил, а також виконавчий елемент 8 можуть бути утворені з відхилом від показаних форм виконання, далі, можливе також інше розташування для обертового щіткового пристрою 1. Перелік позначень 1 (обертова) щітка 2 (робочий) валок 3 пристрій підведення (для 1 до 2) 4 елемент передачі сил 5 регулювальний елемент 6 регулювальний контур 7 контролювальний пристрій 8 виконавчий елемент 9 пружина стиснення 10 вісь повороту (для 1) 11 перевідний важіль 12 поворотний важіль 13 гідравлічний циліндр 14 датчик кута повороту 15 перетворювальний пристрій Fзaдaн.|aзадан. 16 компаратор заданих-фактичних значень 17 регулятор е відхил регульованої величини від заданого значення 11 Комп’ютерна верстка М. Ломалова 89554 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for placing brush against roller
Автори англійськоюBoking Reinhard
Назва патенту російськоюУстройство для подведения щетки к валку
Автори російськоюБекинг Райнхард
МПК / Мітки
МПК: B21B 28/00
Мітки: підведення, пристрій, щітки, валка
Код посилання
<a href="https://ua.patents.su/6-89554-pristrijj-dlya-pidvedennya-shhitki-do-valka.html" target="_blank" rel="follow" title="База патентів України">Пристрій для підведення щітки до валка</a>
Пристрій для відведення та утримання щітки склоочисника на відстані від поверхні, що очищується
Номер патенту: 57172
Опубліковано: 16.06.2003
Автор: Амосенко Геннадій Валентинович
МПК: B60S 1/32
Мітки: пристрій, очищується, утримання, щітки, відстані, відведення, склоочисника, поверхні
Формула / Реферат:
Пристрій для відведення та утримання щітки склоочисника на відстані від поверхні, що очищується, який містить опорну площадку, розташовану на важелі склоочисника з боку скла, і зв’язаний з кінематичною схемою опорний шток, що відіграє роль елементу підтримки важеля склоочисника, який відрізняється тим, що має в своєму складі виконавчий механізм центрального замка транспортного засобу, встановлений так, що переміщення його робочої частини...
Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Андрусевич Дмитро Анатолійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: регулювання, валка, прогину, робочого, пристрій
Формула / Реферат:
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Пристрій для підведення газу в металургійну місткість
Номер патенту: 36102
Опубліковано: 16.04.2001
Автори: Олійник Юрій Володимирович, Нечепоренко Володимир Андрійович, Живченко Володимир Семенович, Шеремет Володимир Олександрович, Зазулін Микола Єгорович, Боровиков Геннадій Федорович, Макаров Григорій Арестович
МПК: B22D 41/00
Мітки: металургійну, газу, пристрій, підведення, місткість
Формула / Реферат:
1.Пристрій для підведення газу в металургійну місткість, що містить сполучний вузол, взаємозв'язаний з отвором, виконаним в кожусі місткості і з газопідвідною системою, який відрізняється тим, що сполучний вузол виконаний в вигляді трубчастого елементу з розміщеними всередині нього з одного боку еластичною манжетою, а з другого — втулкою, встановленою з зазором і взаємозв'язаною з отвором в кожусі місткості, причому трубчастий елемент і...
Пристрій для підведення електроенергії з неповоротної частини машини на поворотну
Номер патенту: 70339
Опубліковано: 15.10.2004
Автори: Фабішевський Валентин Костянтинович, Кобиш Ольга Миколаївна, Вільянінов Микола Іванович
МПК: H02G 11/00
Мітки: поворотну, підведення, пристрій, частини, машини, неповоротної, електроенергії
Формула / Реферат:
Пристрій для підведення електроенергії з неповоротної частини машини на поворотну, що містить струмонесучі гнучкі кабелі, що зв'язані з неповоротною та поворотною частинами машини, опору, змонтовану на поворотній частині, який відрізняється тим, що опора виконана центруючою, а струмонесучі гнучкі кабелі послідовно закріплені в жолобах перевантажувального візка, стійки, каретки, рамки і підвішені до тросового підвісу, розташованого вздовж...
Пристрій для підведення струму до дугової електропечі
Номер патенту: 37515
Опубліковано: 15.05.2001
Автори: Підгорний Володимир Іванович, Годецький Євген Васильович, Коротя Олександр Сільвестрович, Петров Борис Федорович
МПК: H05B 7/11
Мітки: струму, пристрій, підведення, електропечі, дугової
Формула / Реферат:
Пристрій для підведення струму до дугової електропечі, який складається з електрода, хомута, який охоплює електрод і щоки з пневмопружинним затисскачем, який відрізняється тим, що уздовж електрода виконана площина, яка направлена до щоки контактною поверхнею плоскої форми, при цьому площа контактної поверхні “електрод-щока” повинна бути не менша за площу поперечного перерізу електрода.
Попередній патент: Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів
Наступний патент: Осьовий зворотний насос
Випадковий патент: Спосіб визначення імунопротекторної дії препарату стимпо проти раку картоплі synchytrium endobioticum (schilb.) perc.