Спосіб рафінування флокеночутливої рідкої сталі від водню
Номер патенту: 90886
Опубліковано: 10.06.2014
Автори: Бойченко Сергій Борисович, Синегін Євген Володимирович, Пройдак Юрій Сергійович


Формула / Реферат
Спосіб рафінування флокеночутливої рідкої сталі від водню, що включає продувку аргоном в розливній секції проміжного ковша в пузирковому режимі крізь порожнисті блоки, який відрізняється тим, що при розливанні першої плавки продувку виконують з витратою аргону ![]() л/(т·хв), при розливанні наступних чотирьох плавок в серії витрата аргону
л/(т·хв), при розливанні наступних чотирьох плавок в серії витрата аргону ![]() на 1 т ємності проміжного ковша складає, згідно з рівнянням:
на 1 т ємності проміжного ковша складає, згідно з рівнянням:
![]() , л/(т·хв),
, л/(т·хв),
де ![]() - питома витрата інертного газу впродовж розливання першої плавки, л/(т·хв);
- питома витрата інертного газу впродовж розливання першої плавки, л/(т·хв);
![]() - ємність сталерозливного ковша, т;
- ємність сталерозливного ковша, т; ![]() - густина твердої сталі, т/м3;
- густина твердої сталі, т/м3; ![]() - число робочих струмків машини безперервного лиття заготовок;
- число робочих струмків машини безперервного лиття заготовок; ![]() і
і ![]() - відповідно товщина та ширина заготовки, м;
- відповідно товщина та ширина заготовки, м; ![]() - робоча швидкість витягування заготовок, м/хв;
- робоча швидкість витягування заготовок, м/хв; ![]() - тривалість розливання, хв; а при розливанні наступних плавок і до кінця серії
- тривалість розливання, хв; а при розливанні наступних плавок і до кінця серії ![]() зберігається в межах 3,2÷3,5 л/(т·хв).
зберігається в межах 3,2÷3,5 л/(т·хв).
Текст
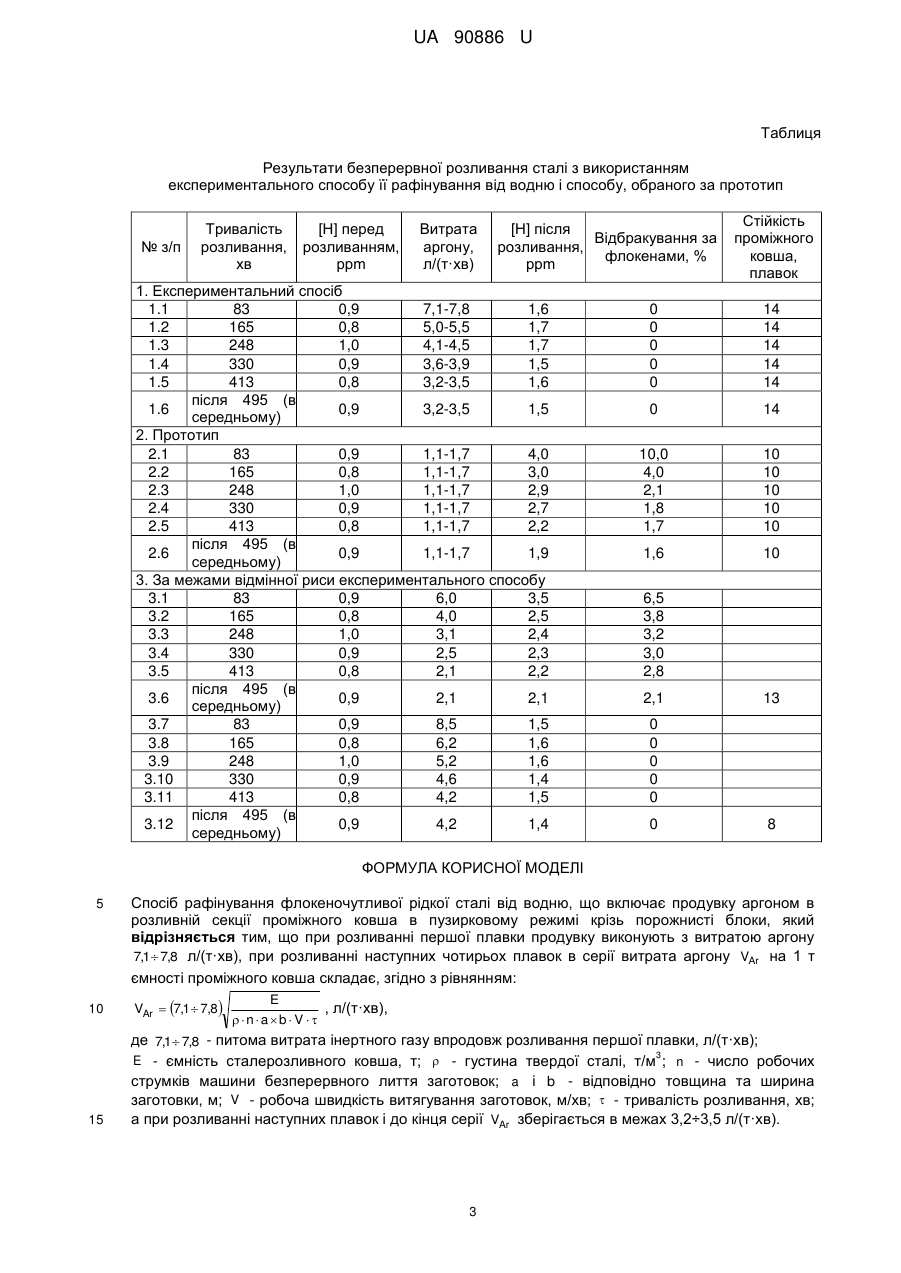
Реферат: UA 90886 U UA 90886 U 5 10 15 20 25 30 35 Корисна модель стосується безперервного розливання металів та сплавів і може бути використана в чорній металургії. Відомий спосіб обробки сталі у проміжному ковші машини безперервного лиття заготовок (МБЛЗ) [Производство стали. Том 4. Непрерывная разливка метала. - С. 201-202. / Дюдкин Д.А., Кисленко В.В., Смирнов А.Н. - М: "Теплотехник". - 2009. - 528 с.]. Він передбачає введення аргону у рідку сталь у проміжному ковші знизу крізь порожнисту пробку з метою видалення неметалевих включень і цим самим - раціонального розподілу технологічних операцій поміж агрегатів позапічної обробки сталі і проміжним ковшем МБЛЗ, що є одною із важливіших науково-технічних проблем, які стоять перед металургами. Недоліком відомого способу є відсутність розробки режиму вдування аргону в рідку сталь у проміжному ковші, що призводить до невизначеності раціонального розподілу технологічних операцій поміж агрегатами на шляху рідкої сталі до кристалізації. Спосіб не виключає надходження водню в рідку сталь при її перебуванні в проміжному ковші. Відомий також, вибраний як прототип, спосіб рафінування рідкої сталі [Кислица В.В., Чичкарев Е.А., Исаев О.Б. Совершенствование и внедрение комплексной технологии рафинирования стали в промежуточных ковшах МНЛЗ. - Новини науки Придніпров'я. - 2008. - № 3, 4. - С. 43-47], який передбачає продувку металу інертним газом в розливній секції проміжного 3 ковшу, причому продувку проводять з витратою аргону 2-3 м в годину в пузирковому режимі крізь порожнисті блоки, розміщені в днищі розливної секції проміжного ковшу. Відомий спосіб рафінування не припускає видалення водню із сталі перед її потраплянням в кристалізатор і тому має ряд недоліків: - не враховано джерела і механізм процесів надходження водню в рідку сталь в проміжному ковші МБЛЗ; - не оцінена кінетика процесів видалення водню зі сталі в проміжному ковші; - не визначена залежність витрат аргону від кількості сталі, яка обробляється; - недостатня витрата аргону для створення нейтральної атмосфери над сталлю, що не захищає її від поглинання водню із атмосфери та окислення бризок, а це зношує футеровку ковша. В основу корисної моделі поставлена задача підвищення якості сталі за рахунок рафінування її від водню безпосередньо перед кристалізацією, що особливо актуально для флокеночутливих сталей, в яких стійкість проти утворення флокенів зберігається при вмісті -4 водню не більше 2 ррm (2·10 %). Поставлена задача вирішується за рахунок того, що спосіб рафінування рідкої сталі від водню, який включає продувку металу аргоном в розливній секції проміжного ковшу в пузирковому режимі крізь порожнисті блоки, що розміщені в днищі розливної секції проміжного ковшу, згідно з корисною моделлю при розливці першої плавки продувку виконують з витратою аргону 7,1÷7,8 л/(т·хв), при розливанні наступних чотирьох плавок в серії витрата аргону VAr на 1 т ємності проміжного ковша складає, згідно з рівнянням: VAr 7,1 7,8 40 45 50 55 E n a b V , л/(т·хв), де 7,1 7,8 - питома витрата інертного газу впродовж розливання першої плавки, л/(т·хв); E 3 - ємність сталерозливного ковша, т; - густина твердої сталі, т/м ; n - число робочих струмків машини безперервного лиття заготовок; a і b - відповідно товщина та ширина заготовки, м; V робоча швидкість витягування заготовок, м/хв; - тривалість розливання, хв; а при розливці наступних плавок і до кінця серії VAr зберігається в межах 3,2÷3,5 л/(т·хв). Загальні риси в порівнянні з прототипом: - використання аргону для рафінування рідкої сталі; - вдування аргону в пузирковому режимі; - вдування аргону крізь порожнисті блоки, які розміщені в днищі розливної секції проміжного ковша МБЛЗ. Відмінні риси в порівнянні з прототипом: - підвищена витрата аргону до 7,1÷7,8 л/(т·хв) на першій плавці серії; - зменшення витрати аргону від першої до п'ятої плавки у серії; - постійна витрата аргону після п'ятої плавки та аж до кінця серії на рівні 3,2÷3,5 л/(т·хв). Формула для визначення витрати аргону на перших п'яти плавках розроблена шляхом апроксимації промислових даних, що забезпечили вміст водню у флокеночутливих сталях менший, ніж 2,0 ррm, причому якість сталей підвищена також за рахунок надійного видалення 1 UA 90886 U 5 10 15 бульбашками аргону неметалевих включень та запобігання заростанню ними стаканівдозаторів. Пряма пропорційність витрати аргону кореню квадратному з відношення маси плавки до маси фактично розлитого металу виходить з фізико-хімічного закону, що вміст водню в сталі пропорціональний кореню квадратному парціального тиску водню в газовій фазі, що контактує з металом. На першій плавці всієї серії в сталь в проміжному ковші вдувають найбільшу кількість аргону, що потрібно для видалення із сталі водню, який надійшов із накопичених вологи і водню у порах, капілярах робочого шару оновленої футеровки і наданих на всю серію частках шлакових сумішей та в результаті розчинення водяної пари в шлаковій фазі і на поверхні неметалевих включень, що затягуються потоками рідини униз, оскільки над рідкими фазами знаходиться на початку серії звичайна повітряна атмосфера навіть при наявності кришки ковша. На другій, третій, четвертій і п'ятій плавках серії витрати аргону зменшують згідно до наведеного рівняння, оскільки масопотік водню із вказаних джерел зменшується за законом квадратного кореню та вичерпується на п'ятій плавці, як наслідок швидкого нагріву нового робочого шару футеровки ковша та малих розмірів часток шлакових сумішей. VAr 7,1 7,8 20 E n a b V , л/(т·хв), не Витрата аргону, що менша за величину призводить до гарантованого вмісту водню в сталі [Н] ≤ 2 ррm на перших п'яти плавках серії, яка, звичайно, складається з 8-12 плавок, і відбракування металопродукції за флокенами досягає 10 %. Витрата аргону на перших п'яти плавках, що більша за величину VAr 7,1 7,8 25 30 E n a b V , л/(т·хв), дозволяє завжди мати [Н]≤ 2 ррm, але призводить до великої кількості бризок в проміжному ковші, що зношує його футеровку, та викликає невиправдані витрати аргону. Приклад Розливання сталі, яка містить, %: С = 0,48-0,56; Сr=0,9-1,2; Мn=0,7-1,1; Мо = 0,18-0,25; V=0,1-0,2; Si ≤ 0,4; S ≤ 0,025 (флокеночутлива сталь), здійснюють декількома серіями на шестиструмковій МБЛЗ за допомогою проміжного ковша ємністю 30 т у заготовки перерізом 150×150 мм при швидкості їх витягування 2,3-2,5 м/хв. Ємність сталерозливного ковша складає 200 т. У проміжний ківш, який стає таким чином рафінуючим, крізь порожнисті блоки в його днищі вдувають аргон на перших п'яти плавках серії зі змінною витратою VAr 7,1 7,8 35 40 45 E n a b V , л/(т·хв), де 7,1 7,8 - питома витрата інертного газу впродовж розливання першої плавки, л/(т·хв); E - ємність сталерозливного ковша, т; - густина твердої 3 сталі, т/м ; n - число робочих струмків машини безперервного лиття заготовок; a і b відповідно товщина та ширина заготовки, м; V - робоча швидкість витягування заготовок, м/хв; - тривалість розливання, хв; а з п'ятої плавки залишають її постійною на рівні 3,2-3,5 л/(т·хв). Для визначення ефективності розробленого способу рафінування флокеночутливої сталі від водню визначено вміст водню у сталі до та після розливання [Н], відбракування металопродукції за флокенами згідно до результатів її ультразвукового контролю, стійкість футеровки проміжного ковша (тобто тривалість серії "плавка на плавку") у порівнянні зі способом, прийнятим за прототип. Порівняння результатів розливання серії плавок виконаної за експериментальним способом та за способом, що взято за прототип, наведено в таблиці. Запропонований спосіб дозволяє забезпечити вміст водню в сталі менше 2 ррm, тобто тієї межі, до якої службові властивості сталі високі як наслідок відсутності флокенів, виключити відбракування готової металопродукції за результатами ультразвукового контролю та підвищити стійкість футеровки проміжних ковшів МБЛЗ. 2 UA 90886 U Таблиця Результати безперервної розливання сталі з використанням експериментального способу її рафінування від водню і способу, обраного за прототип № з/п Тривалість розливання, хв [Н] перед розливанням, ррm Витрата аргону, л/(т·хв) [Н] після Відбракування за розливання, флокенами, % ррm 1. Експериментальний спосіб 1.1 83 0,9 7,1-7,8 1,6 1.2 165 0,8 5,0-5,5 1,7 1.3 248 1,0 4,1-4,5 1,7 1.4 330 0,9 3,6-3,9 1,5 1.5 413 0,8 3,2-3,5 1,6 після 495 (в 1.6 0,9 3,2-3,5 1,5 середньому) 2. Прототип 2.1 83 0,9 1,1-1,7 4,0 2.2 165 0,8 1,1-1,7 3,0 2.3 248 1,0 1,1-1,7 2,9 2.4 330 0,9 1,1-1,7 2,7 2.5 413 0,8 1,1-1,7 2,2 після 495 (в 2.6 0,9 1,1-1,7 1,9 середньому) 3. За межами відмінної риси експериментального способу 3.1 83 0,9 6,0 3,5 3.2 165 0,8 4,0 2,5 3.3 248 1,0 3,1 2,4 3.4 330 0,9 2,5 2,3 3.5 413 0,8 2,1 2,2 після 495 (в 3.6 0,9 2,1 2,1 середньому) 3.7 83 0,9 8,5 1,5 3.8 165 0,8 6,2 1,6 3.9 248 1,0 5,2 1,6 3.10 330 0,9 4,6 1,4 3.11 413 0,8 4,2 1,5 після 495 (в 3.12 0,9 4,2 1,4 середньому) Стійкість проміжного ковша, плавок 0 0 0 0 0 14 14 14 14 14 0 14 10,0 4,0 2,1 1,8 1,7 10 10 10 10 10 1,6 10 6,5 3,8 3,2 3,0 2,8 2,1 13 0 0 0 0 0 0 8 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб рафінування флокеночутливої рідкої сталі від водню, що включає продувку аргоном в розливній секції проміжного ковша в пузирковому режимі крізь порожнисті блоки, який відрізняється тим, що при розливанні першої плавки продувку виконують з витратою аргону 7,1 7,8 л/(т·хв), при розливанні наступних чотирьох плавок в серії витрата аргону VAr на 1 т ємності проміжного ковша складає, згідно з рівнянням: 10 VAr 7,1 7,8 15 де 7,1 7,8 - питома витрата інертного газу впродовж розливання першої плавки, л/(т·хв); 3 E - ємність сталерозливного ковша, т; - густина твердої сталі, т/м ; n - число робочих струмків машини безперервного лиття заготовок; a і b - відповідно товщина та ширина заготовки, м; V - робоча швидкість витягування заготовок, м/хв; - тривалість розливання, хв; а при розливанні наступних плавок і до кінця серії VAr зберігається в межах 3,2÷3,5 л/(т·хв). E , л/(т·хв), nab V 3 UA 90886 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюProidak Yurii Serhiiovych
Автори російськоюПройдак Юрий Сергеевич
МПК / Мітки
МПК: B22D 11/00
Мітки: флокеночутливої, рафінування, спосіб, рідкої, сталі, водню
Код посилання
<a href="https://ua.patents.su/6-90886-sposib-rafinuvannya-flokenochutlivo-ridko-stali-vid-vodnyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування флокеночутливої рідкої сталі від водню</a>
Спосіб рафінування сталі від водню при електрошлаковому зварюванні
Номер патенту: 67954
Опубліковано: 15.07.2004
Автори: Гавриш Павло Анатолійович, Гавриш Юрій Павлович, Кассов Валерій Дмитрович
Мітки: сталі, спосіб, водню, зварюванні, рафінування, електрошлаковому
Формула / Реферат:
Спосіб рафінування сталі від водню при електрошлаковому зварюванні, при якому над шлаком створюють захисну атмосферу, який відрізняється тим, що захисна атмосфера створюється ”подушкою” терморозширеного фториду графіту над розплавом шлаку, а поверхня шлаку розкислюється вуглецевими матеріалами (розкислювач - фторид графіту) і додатково в шлакову ванну вводиться окислювач - оксид заліза, у вигляді шматків порошкової стрічки, в осерді якої...
Спосіб дегазації сталі від водню
Номер патенту: 73345
Опубліковано: 25.09.2012
Автори: Орехова Світлана В'ячеславівна, Троцан Анатолій Іванович, Захаров Микола Іванович, Крейденко Фіра Семенівна
МПК: C21C 7/00
Мітки: спосіб, водню, сталі, дегазації
Формула / Реферат:
Спосіб дегазації сталі від водню, що включає донну продувку аргоном розплаву металу в ковші при атмосферному тиску під шаром рафінувального шлаку, який відрізняється тим, що продувку здійснюють через пористе днище ковша недорозкисненої у печі сталі.
Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок
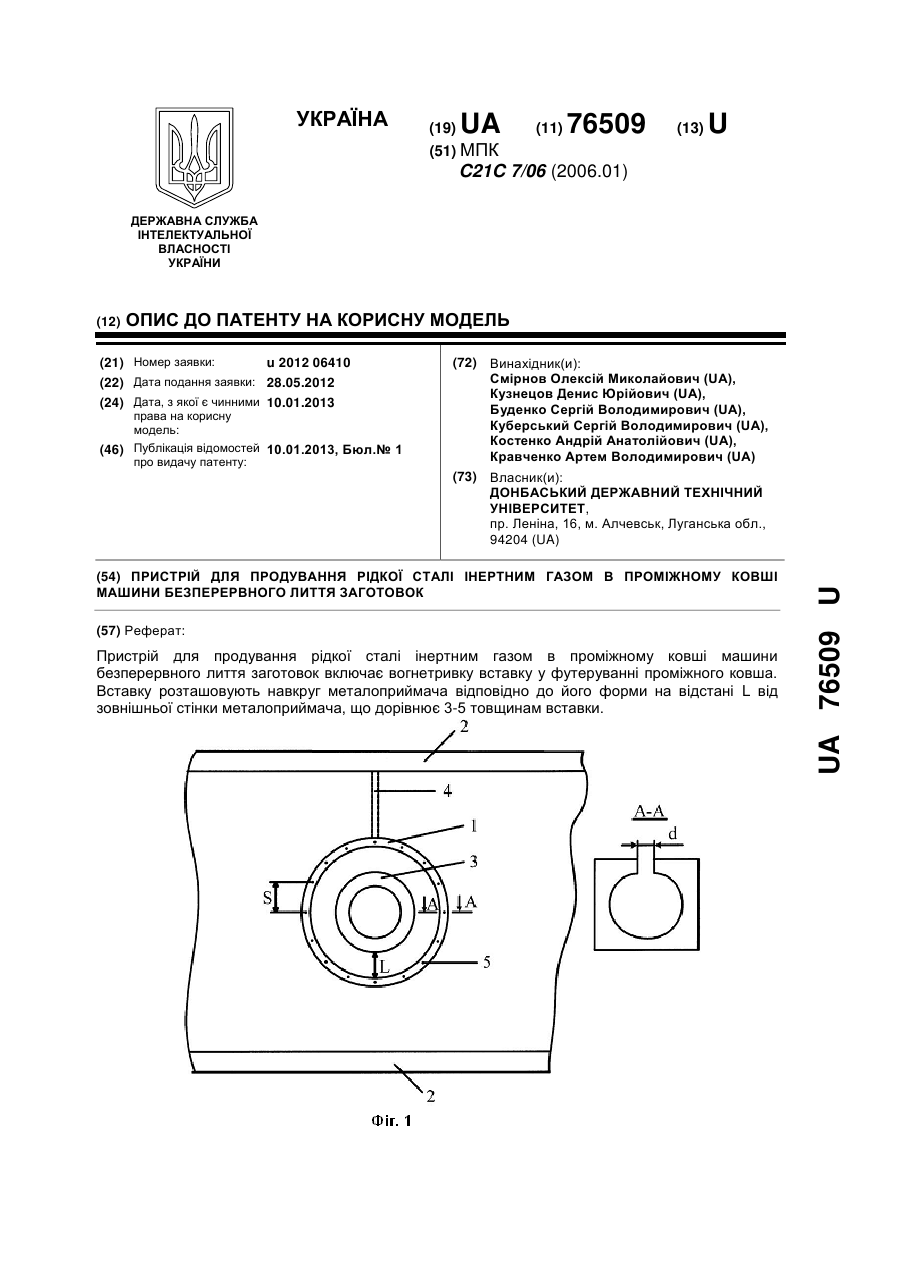
Номер патенту: 76509
Опубліковано: 10.01.2013
Автори: Буденко Сергій Володимирович, Куберський Сергій Володимирович, Смірнов Олексій Миколайович, Кравченко Артем Володимирович, Кузнецов Денис Юрійович, Костенко Андрій Анатолійович
МПК: C21C 7/06
Мітки: рідкої, газом, інертним, лиття, машини, пристрій, заготовок, сталі, продування, безперервного, проміжному, ковші
Формула / Реферат:
1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки.2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має...
Вакуумувач рідкої сталі

Номер патенту: 4542
Опубліковано: 17.01.2005
Автори: Косоногов Михайло Іванович, Чаудрі Тарік Махмуд, Савчук Сергій Івановіч, Ломакін Володимир Максимович
МПК: C21C 7/10
Мітки: вакуумувач, рідкої, сталі
Формула / Реферат:
1. Вакуумувач рідкої сталі, що включає сталерозливний ківш, усередині футерований вогнетривкою футерівкою, який відрізняється тим, що він оснащений ковпаком-кришкою, футерованою усередині вогнетривом, яка виконана у вигляді зрізаного конуса, причому нижня периферійна частина ковпака-кришки оснащена кільцевим вертикальним опорним виступом, розташованим нижче від горизонтальної лінії рознімання, а верхня частина сталерозливного ковша оснащена...
Спосіб безперервного рафінування сталі в проміжних розливних ковшах

Номер патенту: 26193
Опубліковано: 10.09.2007
Автори: Діюк Євген Пилипович, Ганошенко Ігор Володимирович, Носоченко Олег Васильович, Кислиця Вячеслав Володимирович, Крутіков Василь Петрович, Лєпіхов Леонід Сергійович, Ісаєв Олег Борисович
МПК: C22B 9/00
Мітки: безперервного, сталі, розливних, проміжних, ковшах, спосіб, рафінування
Формула / Реферат:
Спосіб безперервного рафінування сталі в проміжних розливних ковшах, що включає пропускання її через розподільчу перегородку з каналами різного напрямку відносно вертикальної осі перегородки для проходження металу та продувку інертним газом знизу, який відрізняється тим, що перетікання рідкої сталі зі зміною напрямку проходження окремих занурених струменів виконують одночасно, дотримуючись співвідношення FгFн=0,50÷0,65, в якому: Fг -...
Попередній патент: Спосіб діагностики гастроезофагеальної рефлюксної хвороби
Наступний патент: Дамба обвалування з дренажно-екранним модулем
Випадковий патент: Спосіб визначення антиоксидантної стійкості біологічного субстрату