Прокатна кліть

Формула / Реферат
1. Прокатна кліть (1), зокрема прокатна кліть для товстого листа, з правим стояком (2) кліті, лівим стояком (3) кліті та з'єднуючою ці стояки верхньою траверсою (4), щонайменше однією парою робочих валків та однією парою опорних валків, подушками, що належать відповідним валкам, а також вузлом балансування, який містить стопорні кронштейни (5, 6) та циліндр (22), який підвішений верхньою кромкою (12) у формі крайового виступу в отвір у траверсі (4) та має поршневий шток (7), що піднімається над траверсою (4), який виступає над верхньою поверхнею (8) траверси (4), яка відрізняється тим, що поршневий шток (7) на своєму зовнішньому кінці (9) має поперечину (10), яка орієнтована в напрямку прокатки і входить в зачеплення зі стопорними кронштейнами (5, 6), причому передбачена оточуюча поршневий шток (7) поворотна втулка (11), яка розташована між верхньою кромкою (12) циліндра (22) вузла балансування і нижньою кромкою (13) поперечини (10) і при цьому спирається на траверсу (4), а також має щонайменше один суцільний шліц (14) для опускання в нього поперечини (10).
2. Прокатна кліть за п. 1, яка відрізняється тим, що шліц (14) має перший уступ (15) з опорною площадкою (16).
3. Прокатна кліть за п. 2, яка відрізняється тим, що шліц (14) має другий уступ (17) з другою опорною площадкою (18).
4. Прокатна кліть за будь-яким із пп. 1-3, яка відрізняється тим, що поворотна втулка (11) з'єднана з гідравлічним циліндром (19).
5. Прокатна кліть за будь-яким із пп. 1-3, яка відрізняється тим, що поворотна втулка (11) з'єднана з електродвигуном.
6. Прокатна кліть за будь-яким із пп. 1-5, яка відрізняється тим, що між поворотною втулкою (11) і верхньою кромкою (12) циліндра вузла балансування розташований упорний підшипник.
7. Прокатна кліть за будь-яким із пп. 1-6, яка відрізняється тим, що шліц (14) виконаний з увідними скосами (20).
Текст
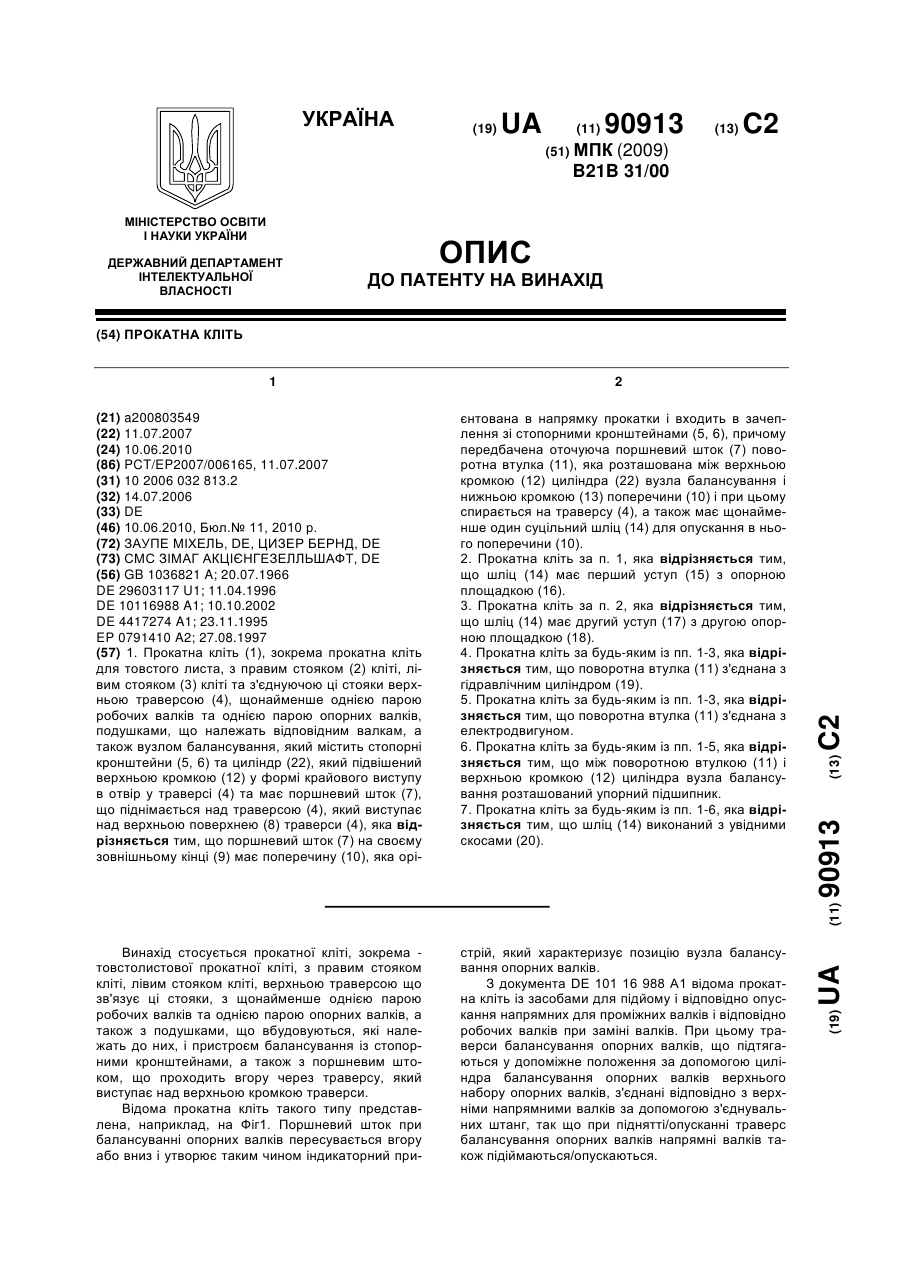
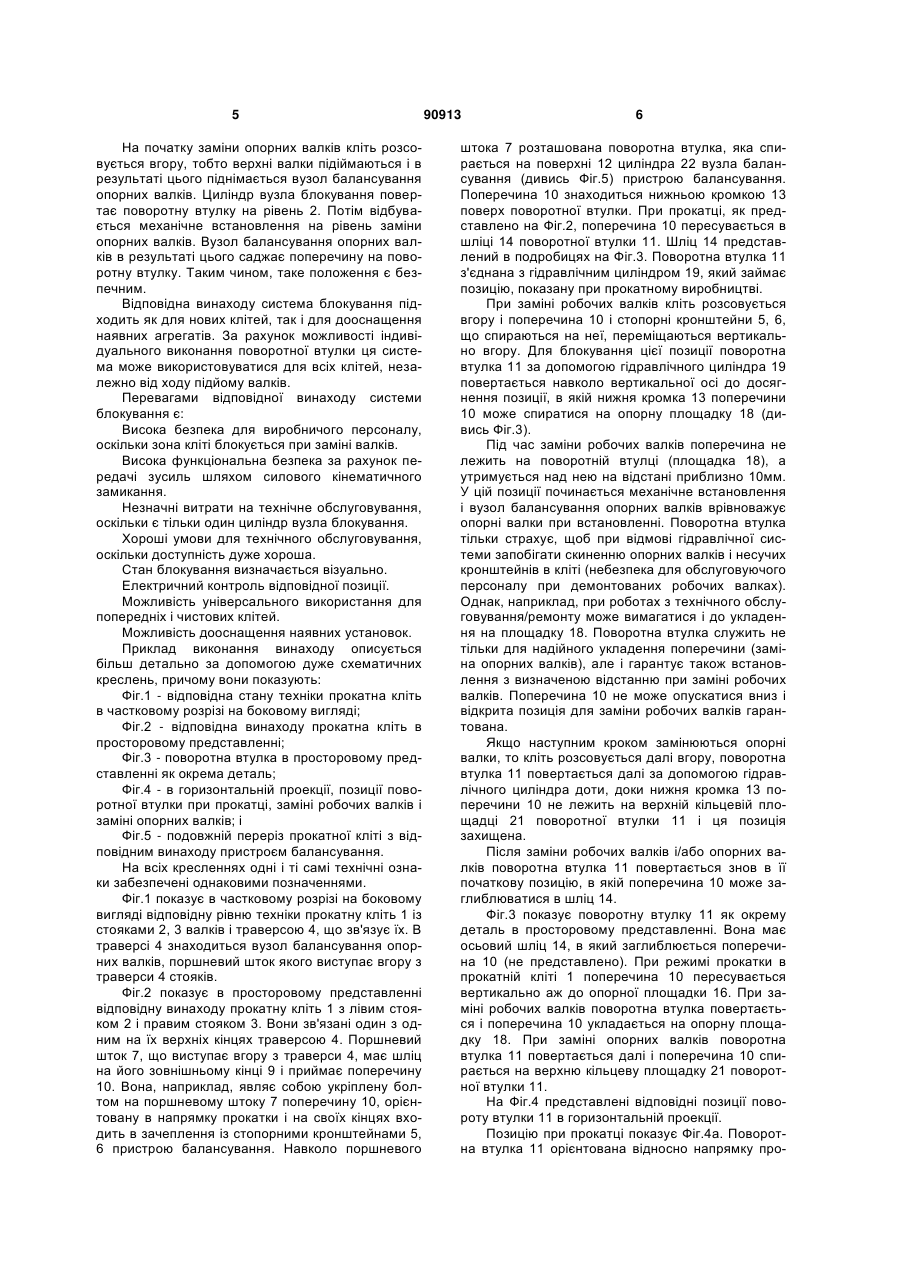
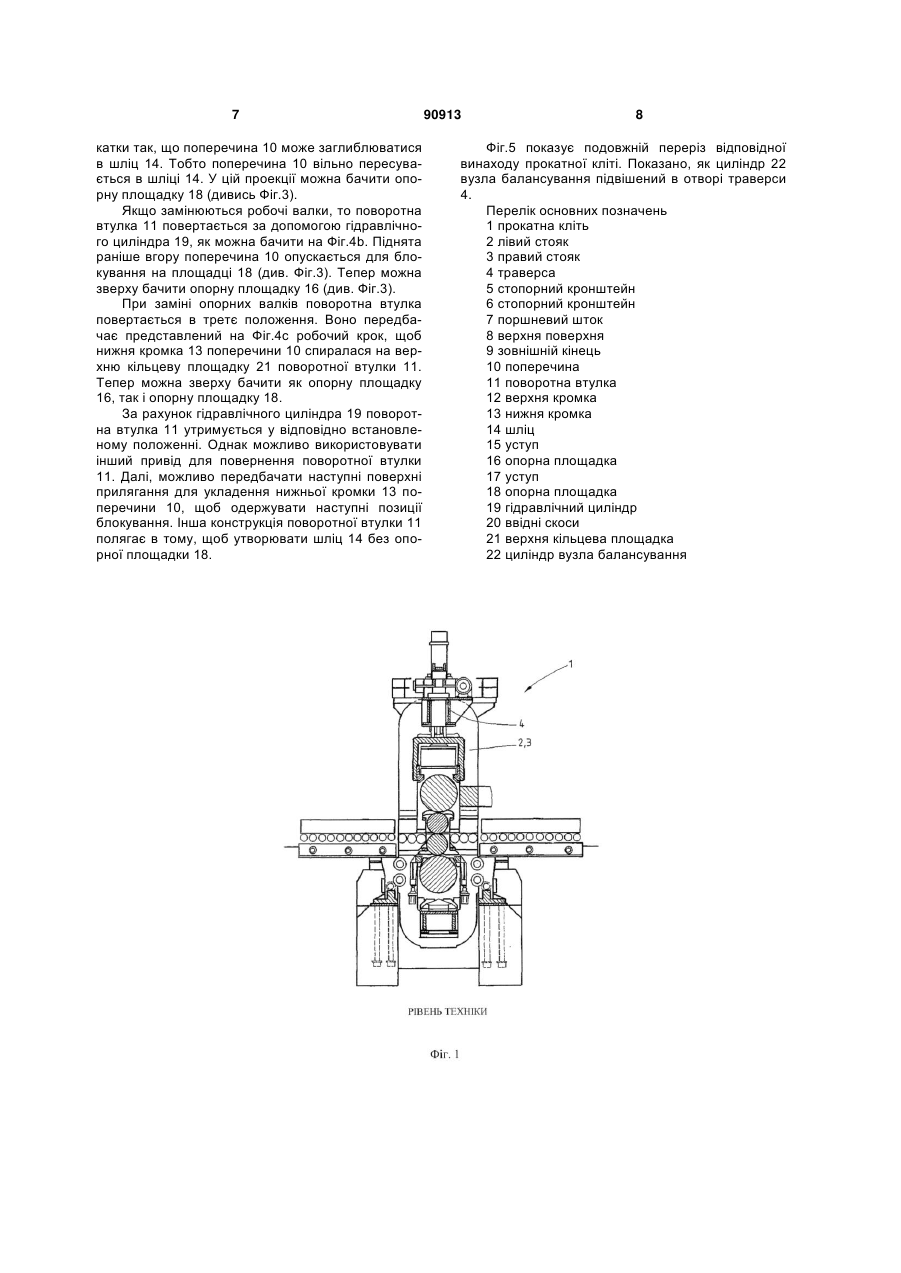
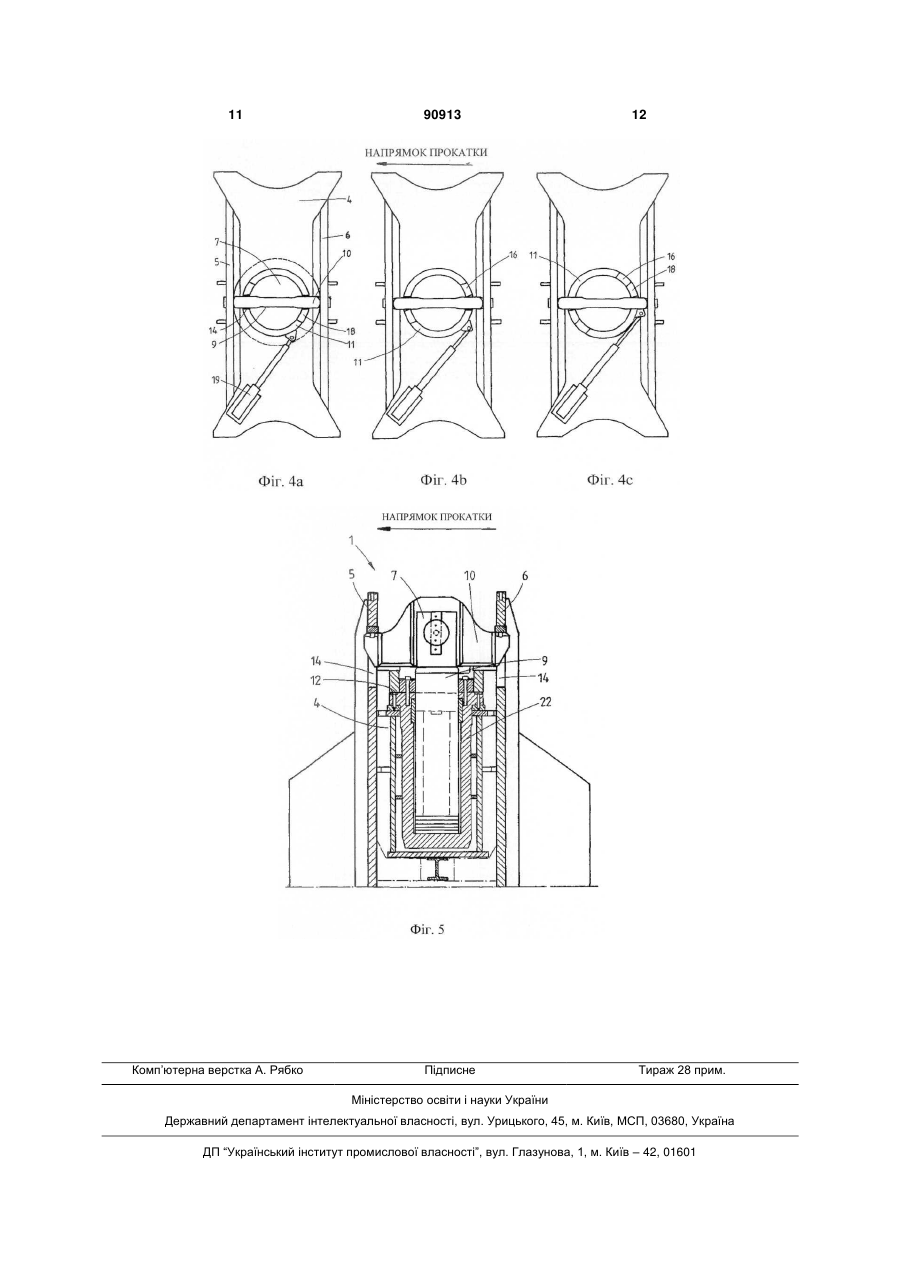
1. Прокатна кліть (1), зокрема прокатна кліть для товстого листа, з правим стояком (2) кліті, лівим стояком (3) кліті та з'єднуючою ці стояки верхньою траверсою (4), щонайменше однією парою робочих валків та однією парою опорних валків, подушками, що належать відповідним валкам, а також вузлом балансування, який містить стопорні кронштейни (5, 6) та циліндр (22), який підвішений верхньою кромкою (12) у формі крайового виступу в отвір у траверсі (4) та має поршневий шток (7), що піднімається над траверсою (4), який виступає над верхньою поверхнею (8) траверси (4), яка відрізняється тим, що поршневий шток (7) на своєму зовнішньому кінці (9) має поперечину (10), яка орі C2 2 90913 1 3 З документа DE 296 03 117 U1 відома багатовалкова кліть, зокрема, шестивалкова кліть, з одним верхнім та одним нижнім опорним валком, одним верхнім та одним нижнім робочим валком і, в конкретному варіанті, одним верхнім та одним нижнім проміжним валком, пристроєм для балансування опорних валків, пристроями вигину валків для робочих валків і для проміжних валків, пристроєм для взаємного осьового зсуву робочих валків і/або проміжних валків, а також з пристроями для горизонтального паралельного зсуву робочих валків або проміжних валків. Багатовалкова кліть характеризується двома функціональними блоками, вбудованими в отвори обох стояків для валків прокатної кліті, кожний з двома розташованими симетрично і паралельно площині осей валків парами гідравлічних встановлювальних циліндрів, причому кожна пара встановлювальних циліндрів складається з верхнього встановлювального циліндра з верхнім встановлювальним поршнем, що діє на подушку верхнього опорного валка, для балансування верхнього опорного валка, і з нижнього встановлювального циліндра з нижнім встановлювальним поршнем, що діє на подушку нижнього опорного валка, для балансування нижнього опорного валка, і обидва встановлювальних циліндри кожної пари встановлювальних циліндрів встановлені співвісно в загальному циліндровому корпусі. Циліндровий корпус розділений днищем на дві камери циліндрів, а також гідравлічно пересувні на встановлювальних циліндрах пар встановлювальних циліндрів встановлювальні втулки подвійної дії, що здійснюють вигин проміжних валків і робочих валків, які впливають за допомогою виступів або подібного на подушки проміжних валків і робочих валків. При заміні робочих валків і/або опорних валків відповідні подушки відсуваються, наприклад, за допомогою болтів один від одного, щоб уникати контакту відповідних поверхонь валків. Тобто прокатна кліть розсовується вгору. Шляхи проходу, що враховуються при цьому, є різними, так що відповідні подушки і вузол балансування опорних валків займають різні позиції в отворі стояків і відповідно в прокатній кліті. Щоб витримувати цю позицію, пристрої блокуються в прокатній кліті. Системи блокування вузлів балансування опорних валків погрібні, по-перше, для того, щоб механічно блокувати верхній опорний валок і відповідно балансувальні кронштейни опорного валка під час перевірочних робіт в прокатній кліті. Таким чином, забезпечується безпека для технічного обслуговуючого персоналу, який знаходиться в прокатній кліті при виведених з прокатної кліті робочих валках. По-друге, блокування служить для того, щоб при падінні гідравлічного тиску під час заміни робочих валків і відповідно опорних валків і при зв'язаному з цим опусканням вузла балансування підтримувати визначену позицію для повторного введення валків. На прокатних клітях для товстого листа в положенні заміни валків вузол балансування опорних валків блокується механічно. Це відбувається за допомогою чотирьох гідравлічних циліндрів, які під укріпленими на верхніх стопорних кронштейнах 90913 4 виступами переміщують ригелі, на які можуть накладатися стопорні кронштейни. Візуальний контроль безпомилкового спрацьовування цих ригелів неможливий, оскільки вони закриваються стопорними кронштейнами і недоступні. Граничне допустиме навантаження обмежене кріпленням консолей на верхній траверсі стояка, в яких переміщаються ригелі. У клітей з високим ходом підйому при заміні робочих валків і при заміні опорних валків відрізняються рівні заміни внаслідок плаваючого вигину і через більші подушки та опорні валки. На клітях такої конструкції досі механічно фіксувався тільки один з обох рівнів заміни. Це означає в обох інших випадках значні складності в забезпеченні безпеки, оскільки не повинні були дотримуватися вказаних в керівництвах з технічного обслуговування інструкцій. Тому в основі винаходу лежить задача надати блокування опорних валків, яке є незалежним від ходу вгору валків і механічно блокує вузол балансування опорних валків в обох положеннях заміни. Блокування повинне бути в будь-який час доступним, що візуально спостерігається і легко обслуговується. Ця задача згідно з винаходом вирішується за допомогою того, що в пристрої, з обмежувальними ознаками пункту 1 формули винаходу, поршневий шток на його зовнішньому кінці має поперечину, яка орієнтована в напрямку прокатки і входить в зачеплення із стопорними кронштейнами пристрою балансування, а також оточуючу поршневий шток поворотну втулку, яка розташована між верхньою кромкою траверси і нижньою кромкою поперечини і при цьому спирається на траверсу, і має щонайменше один шліц, в який може заглиблюватися поперечина. Подальші варіанти виконання пристрою представлені у відповідних залежних пунктах формули винаходу. Використання при прокатці Якщо циліндр вузла блокування знаходиться у вихідній позиції, то поперечина, з'єднана із стопорними кронштейнами, заглиблюється в глибокий шліц поворотної втулки. Вузол блокування може переміщатися як звичайно в усі можливі позиції без будь-якого механічного контакту. Навіть позиція, при якій циліндр опорних валків переміщається у напрямку до заготовки, може встановлюватися без проблем. Блокування вузла балансування опорних валків при заміні робочих валків На початку заміни робочих валків кліть розсовується вгору, тобто верхні валки підіймаються і в результаті цього піднімається вузол балансування опорних валків. Циліндр вузла блокування повертає поворотну втулку на рівень 1. Потім відбувається механічне встановлення на рівень заміни робочих валків. Вузол балансування опорних валків в результаті цього саджає поперечину на поворотну втулку. Таким чином, таке положення є безпечним. Блокування вузла балансування опорних валків при заміні опорних валків 5 На початку заміни опорних валків кліть розсовується вгору, тобто верхні валки підіймаються і в результаті цього піднімається вузол балансування опорних валків. Циліндр вузла блокування повертає поворотну втулку на рівень 2. Потім відбувається механічне встановлення на рівень заміни опорних валків. Вузол балансування опорних валків в результаті цього саджає поперечину на поворотну втулку. Таким чином, таке положення є безпечним. Відповідна винаходу система блокування підходить як для нових клітей, так і для дооснащення наявних агрегатів. За рахунок можливості індивідуального виконання поворотної втулки ця система може використовуватися для всіх клітей, незалежно від ходу підйому валків. Перевагами відповідної винаходу системи блокування є: Висока безпека для виробничого персоналу, оскільки зона кліті блокується при заміні валків. Висока функціональна безпека за рахунок передачі зусиль шляхом силового кінематичного замикання. Незначні витрати на технічне обслуговування, оскільки є тільки один циліндр вузла блокування. Хороші умови для технічного обслуговування, оскільки доступність дуже хороша. Стан блокування визначається візуально. Електричний контроль відповідної позиції. Можливість універсального використання для попередніх і чистових клітей. Можливість дооснащення наявних установок. Приклад виконання винаходу описується більш детально за допомогою дуже схематичних креслень, причому вони показують: Фіг.1 - відповідна стану техніки прокатна кліть в частковому розрізі на боковому вигляді; Фіг.2 - відповідна винаходу прокатна кліть в просторовому представленні; Фіг.3 - поворотна втулка в просторовому представленні як окрема деталь; Фіг.4 - в горизонтальній проекції, позиції поворотної втулки при прокатці, заміні робочих валків і заміні опорних валків; і Фіг.5 - подовжній переріз прокатної кліті з відповідним винаходу пристроєм балансування. На всіх кресленнях одні і ті самі технічні ознаки забезпечені однаковими позначеннями. Фіг.1 показує в частковому розрізі на боковому вигляді відповідну рівню техніки прокатну кліть 1 із стояками 2, 3 валків і траверсою 4, що зв'язує їх. В траверсі 4 знаходиться вузол балансування опорних валків, поршневий шток якого виступає вгору з траверси 4 стояків. Фіг.2 показує в просторовому представленні відповідну винаходу прокатну кліть 1 з лівим стояком 2 і правим стояком 3. Вони зв'язані один з одним на їх верхніх кінцях траверсою 4. Поршневий шток 7, що виступає вгору з траверси 4, має шліц на його зовнішньому кінці 9 і приймає поперечину 10. Вона, наприклад, являє собою укріплену болтом на поршневому штоку 7 поперечину 10, орієнтовану в напрямку прокатки і на своїх кінцях входить в зачеплення із стопорними кронштейнами 5, 6 пристрою балансування. Навколо поршневого 90913 6 штока 7 розташована поворотна втулка, яка спирається на поверхні 12 циліндра 22 вузла балансування (дивись Фіг.5) пристрою балансування. Поперечина 10 знаходиться нижньою кромкою 13 поверх поворотної втулки. При прокатці, як представлено на Фіг.2, поперечина 10 пересувається в шліці 14 поворотної втулки 11. Шліц 14 представлений в подробицях на Фіг.3. Поворотна втулка 11 з'єднана з гідравлічним циліндром 19, який займає позицію, показану при прокатному виробництві. При заміні робочих валків кліть розсовується вгору і поперечина 10 і стопорні кронштейни 5, 6, що спираються на неї, переміщаються вертикально вгору. Для блокування цієї позиції поворотна втулка 11 за допомогою гідравлічного циліндра 19 повертається навколо вертикальної осі до досягнення позиції, в якій нижня кромка 13 поперечини 10 може спиратися на опорну площадку 18 (дивись Фіг.3). Під час заміни робочих валків поперечина не лежить на поворотній втулці (площадка 18), а утримується над нею на відстані приблизно 10мм. У цій позиції починається механічне встановлення і вузол балансування опорних валків врівноважує опорні валки при встановленні. Поворотна втулка тільки страхує, щоб при відмові гідравлічної системи запобігати скиненню опорних валків і несучих кронштейнів в кліті (небезпека для обслуговуючого персоналу при демонтованих робочих валках). Однак, наприклад, при роботах з технічного обслуговування/ремонту може вимагатися і до укладення на площадку 18. Поворотна втулка служить не тільки для надійного укладення поперечини (заміна опорних валків), але і гарантує також встановлення з визначеною відстанню при заміні робочих валків. Поперечина 10 не може опускатися вниз і відкрита позиція для заміни робочих валків гарантована. Якщо наступним кроком замінюються опорні валки, то кліть розсовується далі вгору, поворотна втулка 11 повертається далі за допомогою гідравлічного циліндра доти, доки нижня кромка 13 поперечини 10 не лежить на верхній кільцевій площадці 21 поворотної втулки 11 і ця позиція захищена. Після заміни робочих валків і/або опорних валків поворотна втулка 11 повертається знов в її початкову позицію, в якій поперечина 10 може заглиблюватися в шліц 14. Фіг.3 показує поворотну втулку 11 як окрему деталь в просторовому представленні. Вона має осьовий шліц 14, в який заглиблюється поперечина 10 (не представлено). При режимі прокатки в прокатній кліті 1 поперечина 10 пересувається вертикально аж до опорної площадки 16. При заміні робочих валків поворотна втулка повертається і поперечина 10 укладається на опорну площадку 18. При заміні опорних валків поворотна втулка 11 повертається далі і поперечина 10 спирається на верхню кільцеву площадку 21 поворотної втулки 11. На Фіг.4 представлені відповідні позиції повороту втулки 11 в горизонтальній проекції. Позицію при прокатці показує Фіг.4а. Поворотна втулка 11 орієнтована відносно напрямку про 7 катки так, що поперечина 10 може заглиблюватися в шліц 14. Тобто поперечина 10 вільно пересувається в шліці 14. У цій проекції можна бачити опорну площадку 18 (дивись Фіг.3). Якщо замінюються робочі валки, то поворотна втулка 11 повертається за допомогою гідравлічного циліндра 19, як можна бачити на Фіг.4b. Піднята раніше вгору поперечина 10 опускається для блокування на площадці 18 (див. Фіг.3). Тепер можна зверху бачити опорну площадку 16 (див. Фіг.3). При заміні опорних валків поворотна втулка повертається в третє положення. Воно передбачає представлений на Фіг.4с робочий крок, щоб нижня кромка 13 поперечини 10 спиралася на верхню кільцеву площадку 21 поворотної втулки 11. Тепер можна зверху бачити як опорну площадку 16, так і опорну площадку 18. За рахунок гідравлічного циліндра 19 поворотна втулка 11 утримується у відповідно встановленому положенні. Однак можливо використовувати інший привід для повернення поворотної втулки 11. Далі, можливо передбачати наступні поверхні прилягання для укладення нижньої кромки 13 поперечини 10, щоб одержувати наступні позиції блокування. Інша конструкція поворотної втулки 11 полягає в тому, щоб утворювати шліц 14 без опорної площадки 18. 90913 8 Фіг.5 показує подовжній переріз відповідної винаходу прокатної кліті. Показано, як циліндр 22 вузла балансування підвішений в отворі траверси 4. Перелік основних позначень 1 прокатна кліть 2 лівий стояк 3 правий стояк 4 траверса 5 стопорний кронштейн 6 стопорний кронштейн 7 поршневий шток 8 верхня поверхня 9 зовнішній кінець 10 поперечина 11 поворотна втулка 12 верхня кромка 13 нижня кромка 14 шліц 15 уступ 16 опорна площадка 17 уступ 18 опорна площадка 19 гідравлічний циліндр 20 ввідні скоси 21 верхня кільцева площадка 22 циліндр вузла балансування 9 90913 10 11 Комп’ютерна верстка А. Рябко 90913 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand
Автори англійськоюSaupe Michael, Zieser, Bernd
Назва патенту російськоюПрокатная клеть
Автори російськоюЗаупе Михель
МПК / Мітки
МПК: B21B 31/00
Код посилання
<a href="https://ua.patents.su/6-90913-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть

Номер патенту: 30736
Опубліковано: 15.12.2000
Автори: Усвицький Віталій Михайлович, Гринавцев Олег Валерійович, Кобиляков Денис Анатолійович
МПК: B21B 31/00
Формула / Реферат:
Прокатна кліть, яка включає станину, вузли робочих валків з підшипниковими опорами, ексцентриковий механізм радіального регулювання валків, яка відрізняється тим, що станина виконана з циліндричними отворами, в яких розміщені втулки ексцентрикового механізму, які виконані із зуб'ями по зовнішньому контуру з можливістю повороту від приводу регулювального гвинта відносно станини, і всередині яких змонтовані опорні вузли валків.
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Вайнгартен Людвіг, Клекнер Юрген, Боде Торстен
МПК: B21B 13/14
Мітки: прокатна, штаби, виготовлення, кліть, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатна кліть

Номер патенту: 24597
Опубліковано: 10.07.2007
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович, Вольвач Олександр Євгенійович, Колесник Володимир Федорович
МПК: B21B 13/06, B21B 13/00
Формула / Реферат:
Прокатна кліть, що містить станину, що утворена бічними стійками з поперечиною, на якій встановлений один із двох робочих валків, а також механізм регулювання міжвалкового зазору, виконаний у вигляді ланки перемінної довжини, яка відрізняється тим, що вона має основу, на якій встановлений другий робочий валок і яка за допомогою шарнірних осей з'єднана з вільними кінцями бічних стійок, а ланка перемінної довжини шарнірно зв'язана з поперечиною...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Кісіль Володимир Костянтинович, Сівак Владислав Олегович, Коган Михайло Маркович, Огінський Йосип Кузьмич
МПК: B21B 13/00, B21B 31/16
Мітки: безстанинна, прокатна, кліть
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Алєксеєнко Георгій Якович, Крівощапов Владімір Васільєвіч, Алєксеєнко Андрій Георгійович
МПК: B21B 31/00, B21B 13/00
Формула / Реферат:
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Попередній патент: Cgrp-антагоністи, спосіб їх одержання, а також їх застосування як лікарських засобів
Наступний патент: Розширювальна камера
Випадковий патент: Протектор маслонаповненого електродвигуна