Оправка для розточування кільцевих канавок
Номер патенту: 90960
Опубліковано: 10.06.2014
Автори: Хітров Ігор Олександрович, Гудь Віктор Зіновійович, Паньків Марія Романівна, Босюк Павло Володимирович, Гевко Ігор Богданович

Формула / Реферат
Оправка для розточування кільцевих канавок, яка виконана у вигляді рухомого шліцьового штока, який зверху є у взаємодії з шпинделем верстата, який по посадці ковзання встановлено в центральний шліцьовий отвір, циліндричного корпуса з конічною поверхнею, яка є у взаємодії з торцями радіальних розточувальних різців, базуючих і кріпильних елементів, яка відрізняється тим, що знизу циліндричний корпус виконаний конічної форми, який є у взаємодії з трьома тілами кочення, кожне з яких є у взаємодії зі сферичними виїмками, які завальцьовані на торцях оправок радіальних різців з можливістю провертання і радіального їх переміщення, крім цього в зоні тіл кочення виконані масляні камери.
Текст
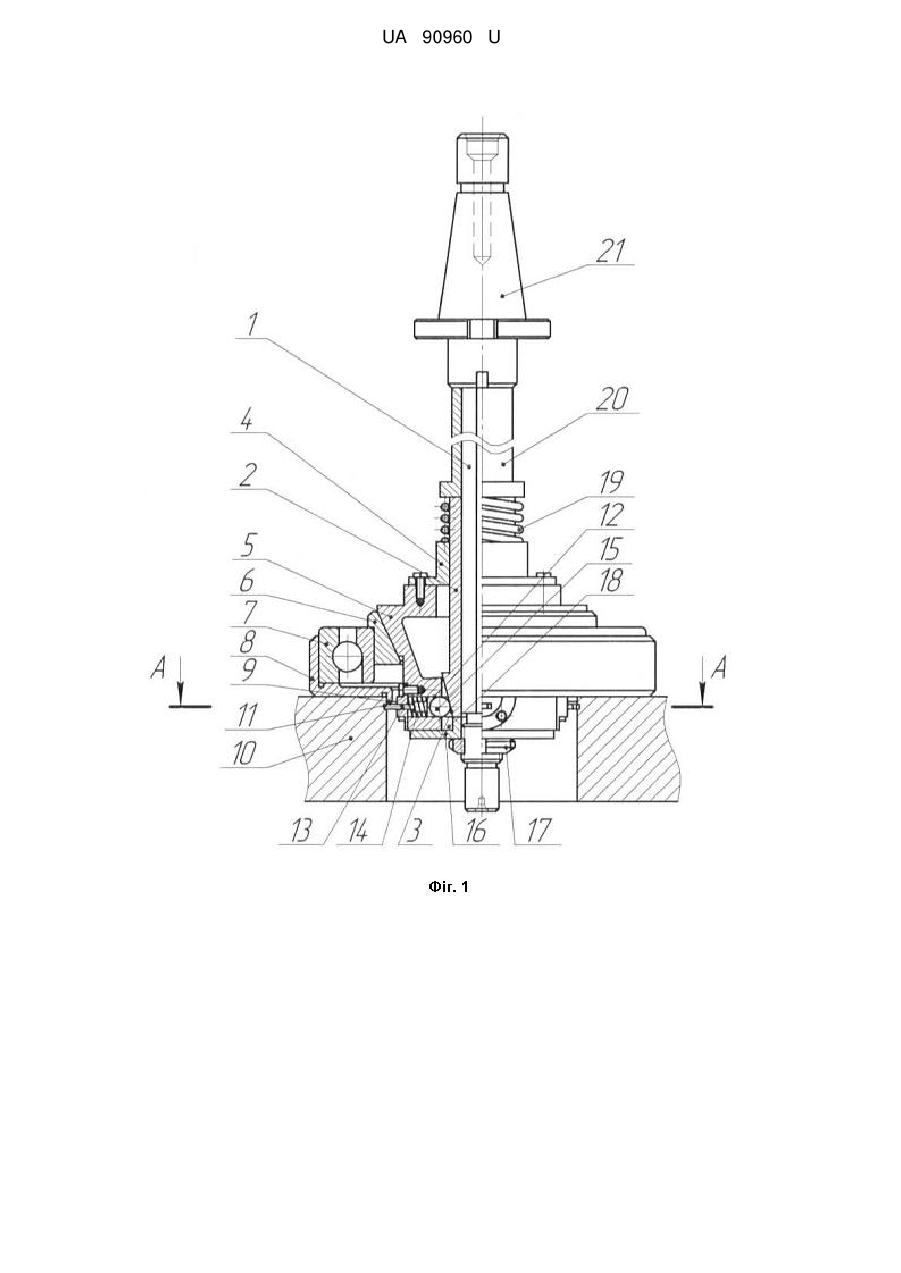
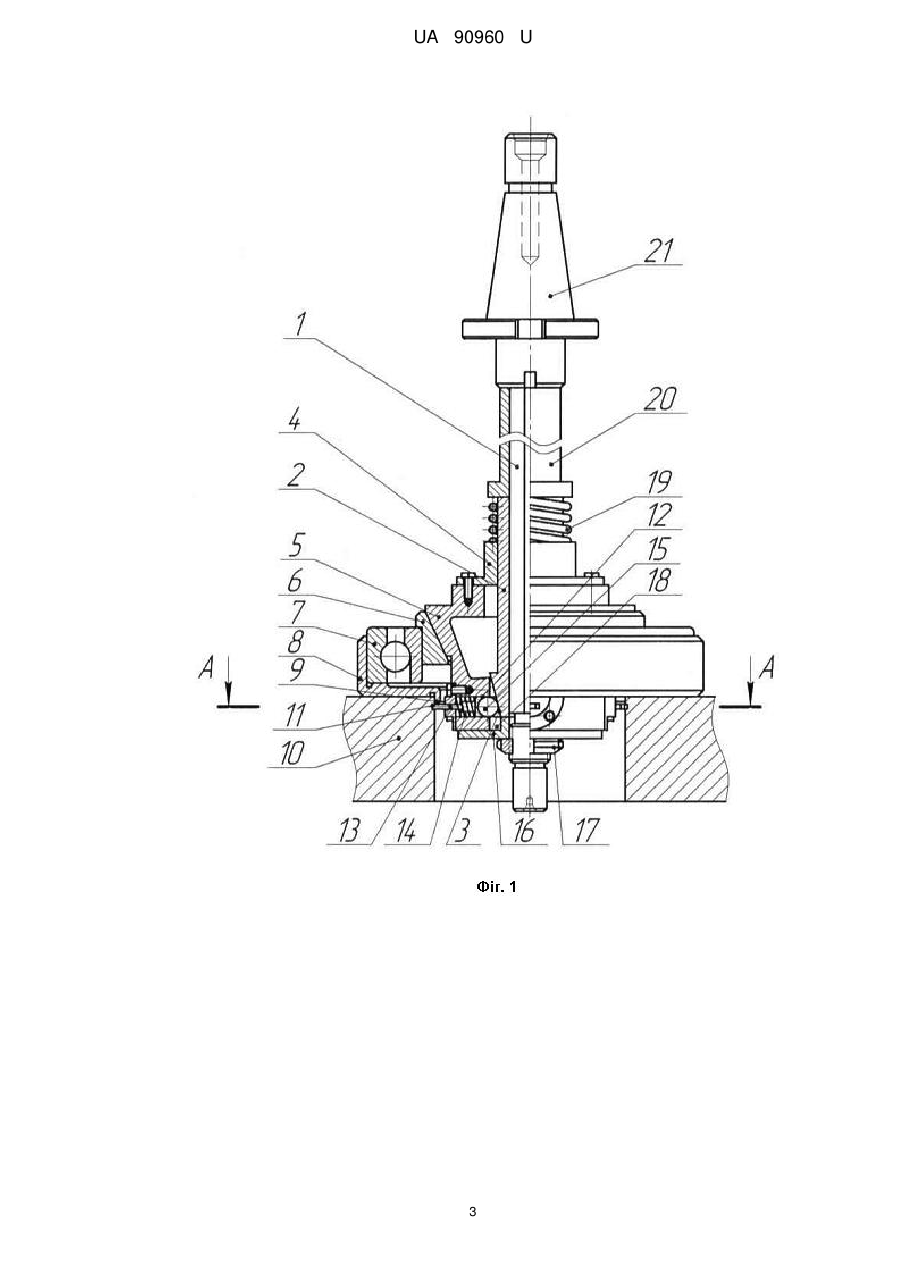
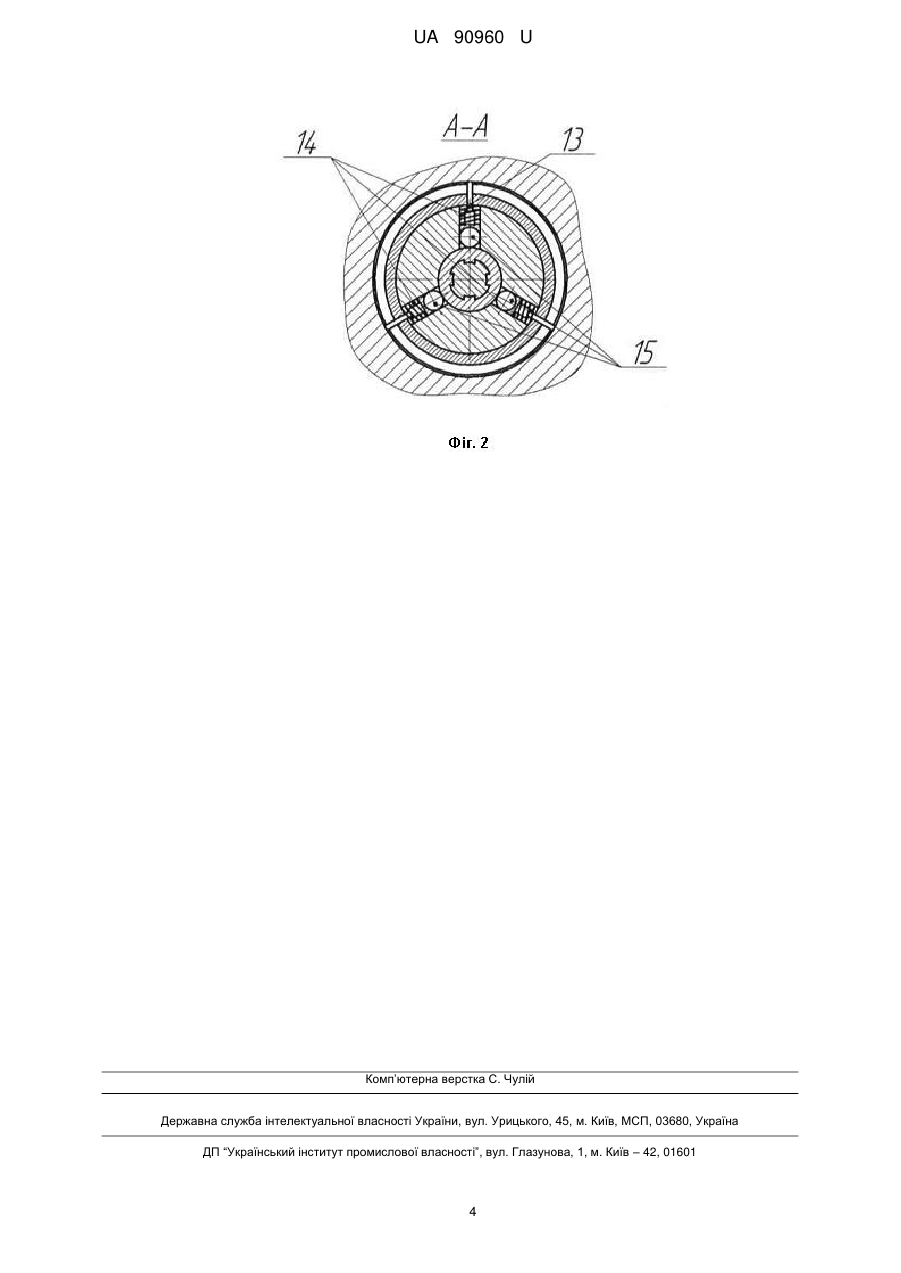
Реферат: Оправка для розточування кільцевих канавок виконана у вигляді рухомого шліцьового штока, який зверху є у взаємодії з шпинделем верстата, який по посадці ковзання встановлено в центральний шліцьовий отвір, циліндричного корпуса з конічною поверхнею, яка є у взаємодії з торцями радіальних розточувальних різців, базуючих і кріпильних елементів. Знизу циліндричний корпус виконаний конічної форми, який є у взаємодії з трьома тілами кочення, кожне з яких є у взаємодії зі сферичними виїмками, які завальцьовані на торцях оправок радіальних різців з можливістю провертання і радіального їх переміщення, крім цього в зоні тіл кочення виконані масляні камери. UA 90960 U (12) UA 90960 U UA 90960 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати використання у вузлах осьового стопоріння, ущільнюючих манжетах та інше. Відомий пристрій для розточування ущільнюючих циліндричних канавок для стопоріння осьових вузлів, ущільнюючих манжетів, виготовлення блоків циліндрів, який виконано у вигляді рухомого шліцьового штока, циліндричного корпуса, в якому встановлені радіальні розточувальні різці, базуючих і кріпильних елементів (Патент № 61216 Україна "Пристрій для розточування ущільнюючих циліндричних канавок під гільзи блоків циліндрів" Ляшук О.Л. Бюл. № 13 2011 p.). Основний недолік найближчого аналога - обмеження технологічних параметрів, не можливість розточування кільцевих канавок малих діаметрів і великі зусилля пар тертя кочення. В основу корисної моделі поставлено задачу розширення технологічних параметрів, забезпечення розточування кільцевих канавок малих розмірів і зменшення зусилля пар тертя кочення. Поставлена задача вирішується шляхом виконання оправки для розточування кільцевих канавок у вигляді рухомого шліцьового штока, який зверху є у взаємодії з шпинделем верстата, який по посадці ковзання встановлено в центральний шліцьовий отвір, циліндричного корпуса з конічною поверхнею, яка є у взаємодії з торцями радіальних розточувальних різців, базуючих і кріпильних елементів, причому знизу циліндричний корпус виконано конічної форми, який є у взаємодії з трьома тілами кочення, кожне з яких є у взаємодії зі сферичними виїмками, які завальцьовані на торцях оправок радіальних різців з можливістю провертання і радіального їх переміщення, крім цього в зоні тіл кочення виконані масляні камери. Оправка для розточування кільцевих канавок зображена на фіг. 1 і фіг. 2 - переріз А-А на фіг. 1. Оправка для розточування кільцевих канавок виконана у вигляді рухомого шліцьового штока 1, який по посадці ковзання встановлений в центральний шліцьовий отвір циліндричного корпуса 2 з можливістю осьового переміщення, нижній кінець якого виконаний у вигляді конусної поверхні 3. По зовнішньому діаметру зверху циліндричний корпус 2 є у взаємодії з підтискною втулкою 4 з можливістю відносного переміщення, яка знизу фланцем жорстко закріплена до верхнього торця верхньої конічної центрувальної втулки 5, яка зовнішньою конусною поверхнею є у взаємодії з конічною поверхнею нижньої центрувальної втулки 6, на зовнішній циліндричній виточці якої жорстко встановлено підшипник кочення 7 внутрішнім діаметром. Зовнішнім діаметром підшипник кочення 7 встановлено у внутрішній діаметр циліндричного підшипникового корпуса 8, нижній циліндричний бурт 9 якого зовнішнім діаметром є у взаємодії з внутрішнім отвором оброблюваної деталі 10, в якій необхідно розточувати кільцеву канавку 11. З нижнього торця верхньої конічної центрувальної втулки 5 рівномірно по колу виконано три радіальні пази 12, які є у взаємодії з радіальними розточувальними різцями 13, які відтиснуті до осі циліндричного корпуса 2 за допомогою відтискних пружин 14. Останні встановлені на циліндричних виступах радіальних розточувальних різців 13. Крім цього, на торцях оправок радіальних різців 13 завальцьовані у сферичні виїмки тіла кочення 15, які в свою чергу є у взаємодії з циліндричним корпусом 2. Знизу конічна центрувальна втулка 5 закрита кришкою 16, яка внутрішнім діаметром є у взаємодії з нижнім різьбовим кінцем рухомого шліцьового штока 1, на зовнішньому діаметрі якого нагвинчена гайка 17. Остання верхнім торцем є у взаємодії з нижнім торцем кришки 16. Крім цього, в зоні тіл кочення 15 виконані масляні камери 18 відомої конструкції. Крім цього, верхня конічна центрувальна втулка 5 зверху підтиснута пружиною стиснення 19, яка встановлена на зовнішньому діаметрі циліндричного корпуса 2, а верхнім торцем є у взаємодії з притискною втулкою 20, яка внутрішнім отвором є у взаємодії з шліцами рухомого шліцьового штока 1. Пристрій на верстаті кріпиться до оправки 21 відомим способом. Робота оправки здійснюється наступним чином. Оброблювальну деталь 10, в якій необхідно розточити кільцеву канавку 11, встановлюють на стіл свердлильного або розточувального верстата. Оправка шліцьовим штоком 1 жорстко кріплять в оправці 21 верстата відомим способом. В отвір оброблювальної деталі 10 встановлюють нижній циліндричний бурт 9 циліндричного підшипникового корпуса 8 з нижньою центральною втулкою 6. По конусній поверхні цієї втулки виставляють верхню конічну центрувальну втулку 5, його центрують, а радіальні розточувальні різці 13 встановлюють на необхідну висоту розточування кільцевих канавок 11. Після підготовчих робіт включають верстат і оправку 21 з пристроєм опускають в нижнє положення. При дії конусної поверхні 3 циліндричного корпуса 2 на тіла кочення 15, які завальцьовані у сферичні виїмки на торцях оправок радіальних розточувальних різців 13, 1 UA 90960 U 5 останні здійснюють розточування кільцевих канавок 11 і при цьому зменшується сила тертя в парах кочення. Після розточування канавок оправку знімають у зворотній послідовності і встановлюють на наступний діаметр. До переваг пристрою належить розширення технологічних параметрів, забезпечення розточування кільцевих канавок малих розмірів і зменшення тертя в парах кочення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Оправка для розточування кільцевих канавок, яка виконана у вигляді рухомого шліцьового штока, який зверху є у взаємодії з шпинделем верстата, який по посадці ковзання встановлено в центральний шліцьовий отвір, циліндричного корпуса з конічною поверхнею, яка є у взаємодії з торцями радіальних розточувальних різців, базуючих і кріпильних елементів, яка відрізняється тим, що знизу циліндричний корпус виконаний конічної форми, який є у взаємодії з трьома тілами кочення, кожне з яких є у взаємодії зі сферичними виїмками, які завальцьовані на торцях оправок радіальних різців з можливістю провертання і радіального їх переміщення, крім цього в зоні тіл кочення виконані масляні камери. 2 UA 90960 U 3 UA 90960 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBosiuk Pavlo Volodymyrovych, Khitrov Ihor Oleksandrovych, Pankiv Mariia Romanivna
Автори російськоюБосюк Павел Владимирович, Хитров Игорь Александрович, Панькив Мария Романовна
МПК / Мітки
МПК: B23B 5/00
Мітки: кільцевих, оправка, канавок, розточування
Код посилання
<a href="https://ua.patents.su/6-90960-opravka-dlya-roztochuvannya-kilcevikh-kanavok.html" target="_blank" rel="follow" title="База патентів України">Оправка для розточування кільцевих канавок</a>
Пристрій для розточування кільцевих канавок

Номер патенту: 88034
Опубліковано: 25.02.2014
Автори: Хорошун Роман Васильович, Гевко Ігор Богданович, Босюк Павло Володимирович, Хітров Ігор Олександрович
МПК: B23B 35/00
Мітки: розточування, канавок, пристрій, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконано у вигляді рухомого штока, циліндричного корпуса з радіально-розточними різцями, базуючих і кріпильних елементів, який відрізняється тим, що в циліндричному корпусі знизу виконано глухий циліндричний отвір, який є у взаємодії з гідропластовою масою, яка зверху є у взаємодії з нижнім торцем поршня з можливістю осьового переміщення, а в нижній частині глухого циліндричного корпуса з...
Оправка для розточування кільцевих канавок в корпусних деталях
Номер патенту: 62617
Опубліковано: 15.12.2003
Автори: Рогатинський Роман Михайлович, Гевко Ігор Богданович, Матвійчук Анатолій Васильович
МПК: B23B 5/00
Мітки: розточування, кільцевих, оправка, деталях, канавок, корпусних
Формула / Реферат:
Оправка для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, яка відрізняється тим, що до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю переміщення зі зміною...
Пристрій для розточування ущільнюючих циліндричних канавок під гільзи блоків циліндрів

Номер патенту: 61216
Опубліковано: 11.07.2011
Автор: Ляшук Олег Леонтійович
МПК: B23B 35/00
Мітки: канавок, пристрій, розточування, гільзи, циліндрів, ущільнюючих, циліндричних, блоків
Формула / Реферат:
Пристрій для розточування ущільнюючих канавок під гільзи блоків циліндрів, який виконано у вигляді рухомого штока, циліндричного корпуса з конусною поверхнею, яка є у взаємодії з радіальними розточувальними різцями, базуючих і кріпильних елементів, який відрізняється тим, що рухомий шток по зовнішньому діаметру виконано у вигляді шліців, які по посадці ковзання є у взаємодії з внутрішнім шліцьовим отвором циліндричного корпуса з можливістю...
Пристрій для розточування кільцевих канавок в отворах деталей

Номер патенту: 49289
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: пристрій, деталей, отворах, кільцевих, розточування, канавок
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Ігор Богданович, Гевко Іван Богданович, Головняк Руслан Васильович
МПК: B23B 5/00
Мітки: канавок, розточування, кільцевих, пристрій
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Попередній патент: Спосіб формування фотоелектричних шарів вуглецевих сонячних елементів
Наступний патент: 3н-тіазоло[4,5-b]хінаксолін-2-он, що проявляє антиексудативну дію
Випадковий патент: Пристрій для вилуговування