Пристрій для розточування кільцевих канавок в отворах деталей

Формула / Реферат
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється тим, що на площинах контакту різців, в середній частині їх довжини, виконано зубчасте зачеплення у вигляді рейки з можливістю взаємодії із зубчастим вінцем, який виконаний на кінці хвостовика, причому довжина зубчастого зачеплення, виконаного на різцях, є більшою від необхідної глибини кільцевої канавки, яку підготовлено до розточування, крім того, з боку кінців різців зубчасте зачеплення у вигляді рейки закінчено виступом, який є в контакті з площиною другого різця, а в нижній частині втулки на рівні верхньої площини різців виконані виїмки, наприклад дві, для виходу стружки.
Текст
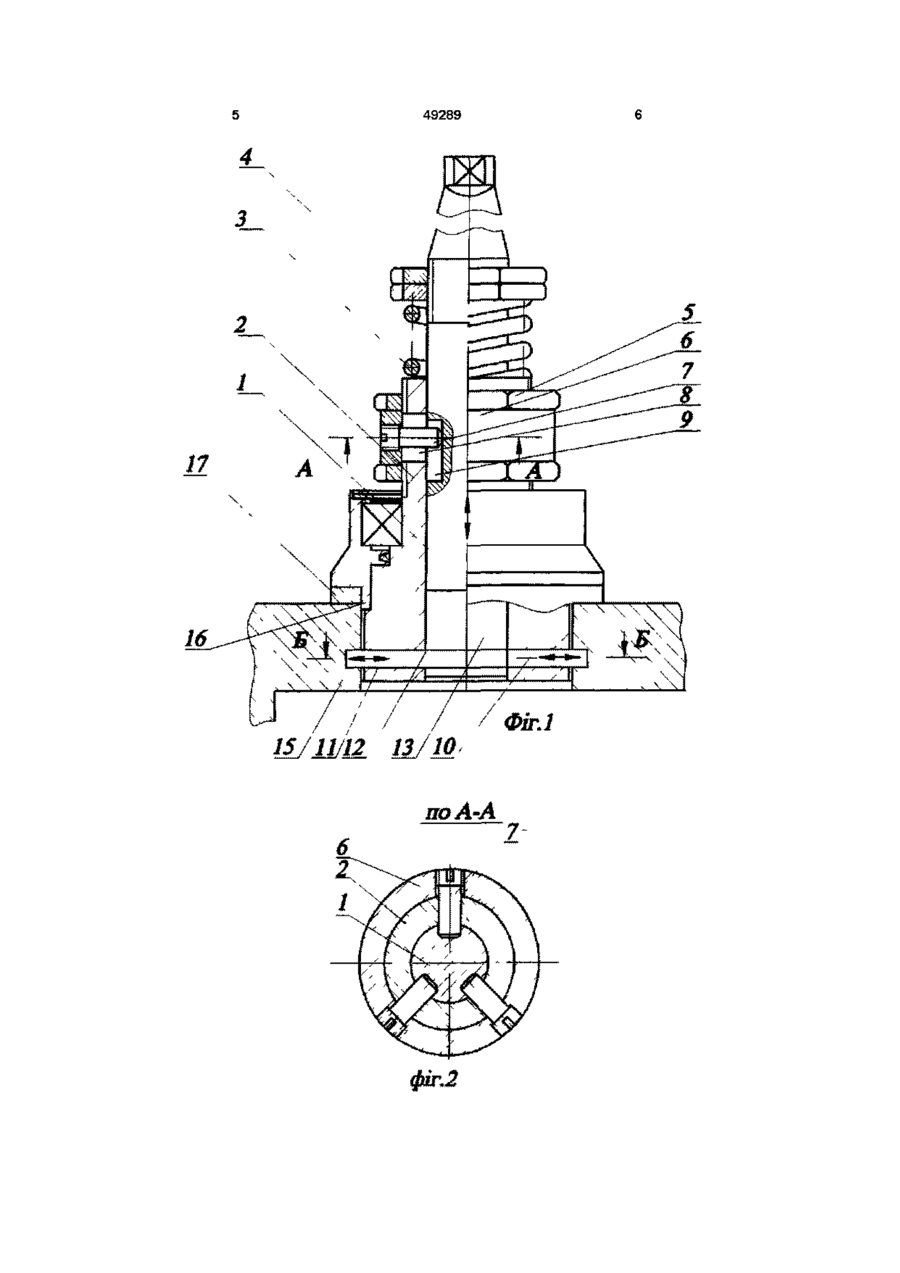
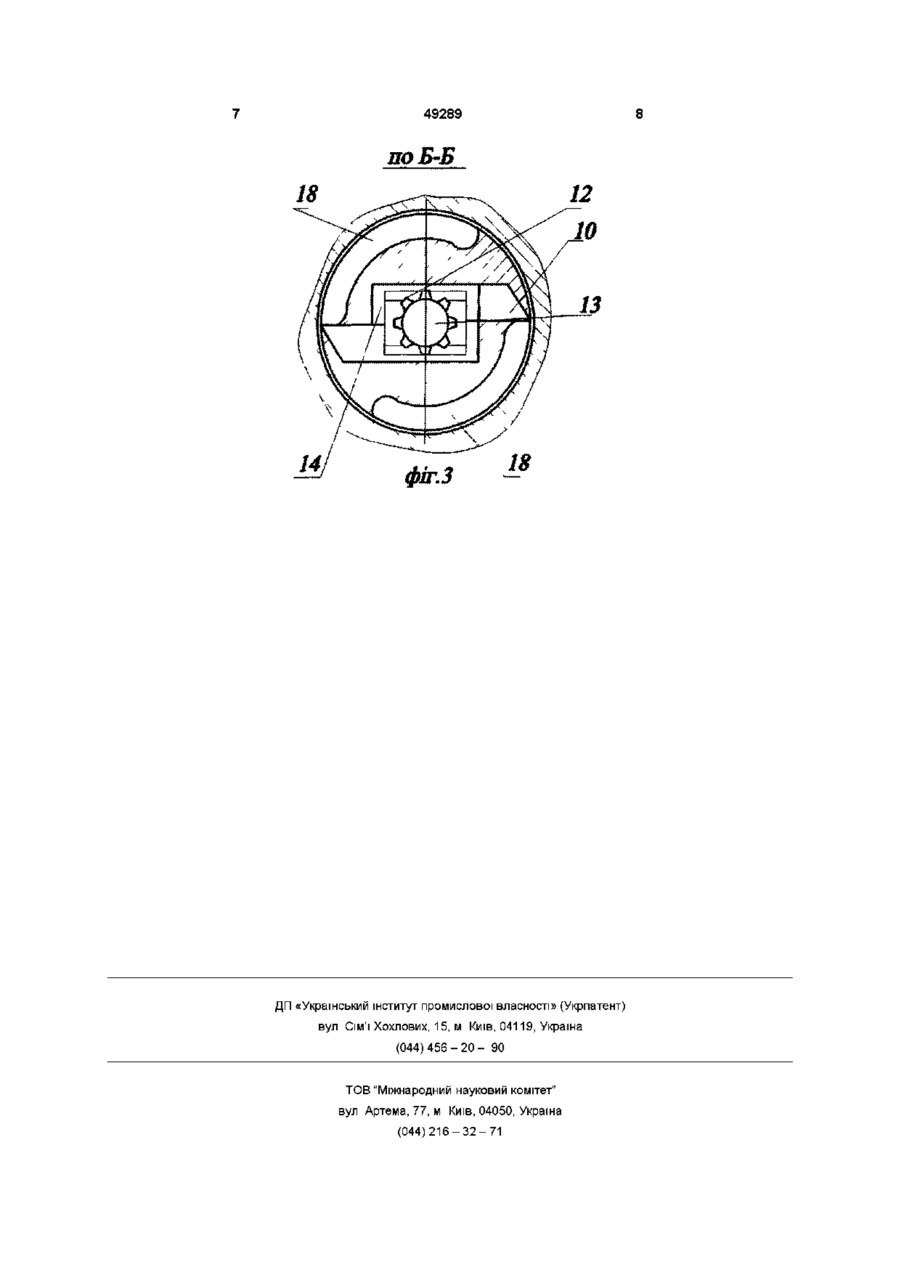
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з ВІДПОВІДНИМИ осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється тим, що на площинах контакту різців, в середній частині їх довжини, виконано зубчасте зачеплення у вигляді рейки з можливістю взаємодії із зубчастим вінцем, який виконаний на КІНЦІ хвостовика, причому довжина зубчастого зачеплення, виконаного на різцях, є більшою від необхідної глибини кільцевої канавки, яку підготовлено до розточування, крім того, з боку КІНЦІВ різців зубчасте зачеплення у вигляді рейки закінчено виступом, який є в контакті з площиною другого різця, а в нижній частині втулки на рівні верхньої площини різців виконані виїмки, наприклад дві, для виходу стружки Винахід відноситься до галузі машинобудування і може мати широке використання для розточування кільцевих канавок в корпусних деталях під манжети, стопорні кільця та інше Відомий пристрій для розточування кільцевих канавок в корпусних деталях на свердлильних верстатах, який виконаний у вигляді центрального хвостовика, гільзи, розточувальних різців, направляючої упорної втулки, упорного підшипника і пружини стискування (Корсаков В С "Основы конструирования приспособлений машиностроении",М,-изд Машиностроение,-1971-С 223) До недоліків цього пристрою слід віднести малу глибину розточування кільцевих канавок Відомий також пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є у взаємодії з ВІДПОВІДНИМИ осьовими пазами виконаними у хвостовику і втулці, центрування пристрою по отвору корпуса здійснено за допомогою центрувального корпусу (Гевко Б М , Данильченко М Г , Рогатинський Р М і ІНШІ 'Механізми з гвинтовими пристроями",- Львів,видавн "Світ",1993, рис 6 10) надійність виконання технологічного процесу через те, що різці не завжди відводяться у вихідне положення В основу винаходу поставлено задачу підвищення надійності виконання технологічного процесу шляхом виконання пристрою для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які закріплені у регулювальну втулку і є у взаємодії з ВІДПОВІДНИМИ осьовими пазами виконаними у хвостовику і втулці, центрування пристрою по отвору корпуса здійснено за допомогою центрувального корпусу, який відрізняється тим, що на площинах контакту різців, в середній частині їх довжини, виконано зубчасте зачеплення у вигляді рейки з можливістю взаємодії із зубчастим вінцем, який виконаний на КІНЦІ хвостовика, причому довжина зубчастого зачеплення виконаного на різцях є більшою від необхідної глибини кільцевої канавки, яку підготовлено до розточування, крім цього зі сторони КІНЦІВ різців зубчасте зачеплення у вигляді рейки закінчено виступом, який є в контакті з площиною другого різця, а в нижній частині втулки, на рівні верхньої площини різців, виконані виїмки, наприклад дві, для виходу стружки До недоліків пристрою відноситься не висока 00 49289 Пристрій для розточування кільцевих канавок зображено на фіг 1 - головний вигляд, фіг 2 січення по А-А фіг 1,фіг 3-січення по Б-Б фіг 1 Пристрій складається з хвостовика 1, з верхньою конусною частиною, якою він кріпиться до шпинделя верстату На нижній частині хвостовика, з можливістю осьового переміщення , встановлена втулка 2, яка верхнім торцем контактує з пружиною стискування 3 Остання зверху контактує з гайкою і контргайкою 4, які нагвинчені на верхній кінець циліндричної частини хвостовика 1 На різьбову частину втулки 2 нагвинчені дві гайки 5 між якими встановлена регулювальна втулка 6 В останню вкручені рівномірно по колу три пальці 7 (фіг 2), положення яких в осьових пазах 8 втулки 2 і 9-хвостовика 1 визначає величину переміщення різців 10, які радіально розміщені в нижній частині втулки 2 в радіальних пазах 11 На площинах контакту різців 10, в середній частині їх довжини виконано зубчасте зачеплення у вигляді рейки 12, яке взаємодіє із зубчастим вінцем 13, який виконано на КІНЦІ хвостовика 1 Причому довжина рейки 12 на різцях 10 є більшою глибини кільцевої канавки Крім цього зі сторони КІНЦІВ різців зубчасте зачеплення у вигляді рейки закінчується виступом 14, який контактує з площиною другого різця Таке конструктивне виконання механізму відведення різців 10 у вихідне положення після розточування за допомогою рейки 12 і вінця 13 забезпечує надійність виконання технологічного процесу розточування кільцевих канавок в корпусних і інших деталях Точне центрування оправки відносно отвору корпуса 15 здійснюється центрувальним корпусом пристрою 16, а глибина розміщення розточної канавки в корпусі визначається регулювальними шайбами 17 Для виходу стружки в нижній частині втулки 2, на рівні верхньої площини різців 10, виконані виїм ки 18 для виходу стружки Робота пристрою для розточування кільцевих канавок здійснюється наступним чином Пристрій встановлюється в шпиндель вертикальносвердлильного, вертикально - або горизонтальнофрезерного верстату, нижня частина пристрою встановлюється в отвір корпуса 15, в якому необхідно розточити кільцеву канавку Центрування пристрою в отворі корпуса 15 здійснюється за допомогою центрувального корпуса 16, а зміщення кільцевої канавки від торця корпуса регулюється шайбою 17, хвостовик 1 відносно втулки 2 знаходиться у верхньому крайньому положенні Після цих підготовчих робіт включають верстат і опускають хвостовик вниз, стискуючи пружину 3, при цьому він діє на хвостовик 1 зубчастим вінцем 13, провертається і розтискує розточні різці 10, які в свою чергу розточують кільцеву канавку в корпусі 15 Глибина розточування регулюється величиною опускання хвостовика 1 Величина ходу останнього регулюється величиною відносного ходу хвостовика 1 і регулювальної втулки 6 за допомогою гайок 5 і пазами 8 і 9 Стружка просипається через зазор 18 між корпусом 15 і нижньою частиною втулки 2 Після закінчення розточування кільцевої канавки хвостовик 1 під дією пружини 3 піднімається вверх, при цьому провертається зубчастий вінець 13 і він діє на рейки 12, які відводять різці у вихідне положення Закінчивши технологічний процес розточування пристрій переставляють на другий отвір для розточування В разі необхідності збільшення або зменшення глибини кільцевої канавки проводиться регулювання розміщення пальців 7 за допомогою гайок 5 Ширина кільцевої канавки визначається шириною ріжучої кромки різця До переваг пристрою відноситься підвищення надійності виконання технологічного процесу за рахунок усунення можливих випадків засідання різців в кільцевих канавках корпусів 15 49289 11/11/11 И/Ш поА-А Фіг А 49289 поБ-Б 18 фіг.З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for reboring circular grooves in apertures of workpieces
Автори англійськоюHevko Ihor Bohdanovych
Назва патенту російськоюУстройство для расточки кольцевых канавок в отверстиях деталей
Автори російськоюГевко Игорь Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: кільцевих, розточування, деталей, отворах, пристрій, канавок
Код посилання
<a href="https://ua.patents.su/4-49289-pristrijj-dlya-roztochuvannya-kilcevikh-kanavok-v-otvorakh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розточування кільцевих канавок в отворах деталей</a>
Пристрій для розточування кільцевих канавок в отворах деталей
Номер патенту: 49471
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 41/00
Мітки: пристрій, канавок, кільцевих, деталей, розточування, отворах
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Іван Богданович, Гевко Ігор Богданович, Головняк Руслан Васильович
МПК: B23B 5/00
Мітки: розточування, пристрій, канавок, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Пристрій для нанесення стружковідокремлювальних канавок
Номер патенту: 45467
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B23D 43/00
Мітки: нанесення, канавок, стружковідокремлювальних, пристрій
Формула / Реферат:
Пристрій для нанесення стружковідокремлювальних канавок при обробці труб протягуванням, що складається з базової втулки, в радіальні отвори якої вставлені деформуючі елементи, які півсферичними поверхнями в окружному напрямку сконтактовані з конічною поверхнею втулки регулювання висоти їх виступів і зафіксовані втулкою регулювання кутів нахилу відносно осі протяжки, який відрізняється тим, що деформуючі елементи виконані з можливістю...
Спосіб розточування шнекових спіралей і пристрій для його здійснення
Номер патенту: 49467
Опубліковано: 16.09.2002
Автори: Геник Ігор Степанович, Гудь Віктор Зеновійович, Лещук Роман Ярославович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: спіралей, здійснення, спосіб, пристрій, шнекових, розточування
Формула / Реферат:
1. Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по зовнішній поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при...
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Нахайчук Олег Вікторович, Любін Микола Володимирович
МПК: B21D 41/00
Мітки: інструмент, канавок, поверхнях, шліцевих, внутрішніх, виготовлення, втулок
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Попередній патент: Пункт перевантаження для стрічкових конвеєрів
Наступний патент: Дробоструминна шнекова машина
Випадковий патент: Спосіб позапічної обробки сталі