Оправка для розточування кільцевих канавок в корпусних деталях
Номер патенту: 62617
Опубліковано: 15.12.2003
Автори: Гевко Ігор Богданович, Рогатинський Роман Михайлович, Матвійчук Анатолій Васильович
Формула / Реферат
Оправка для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, яка відрізняється тим, що до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю переміщення зі зміною форми, при цьому твірними ромбічного механізму є верхні важелі, з'єднані між собою верхніми кінцями, з нижньою торцевою частиною хвостовика - шарнірно, а нижніми кінцями - з верхніми кінцями видовжених важелів, і при цьому утворено ромбічний шарнірний механізм, регулювання величини ромбічного механізму може бути здійснено за допомогою виконання додаткових отворів на видовжених важелях, а на вільних кінцях видовжених важелів, на протилежно розміщених кінцях, шарнірно радіально закріплені різці, причому у нижній частині втулки, над радіальними пазами, напроти двох бокових верхніх шарнірів виконані наскрізні вікна прямокутної форми шириною, більшою від суми товщин важелів, і висотою, більшою від половини ходу хвостовика.
Текст
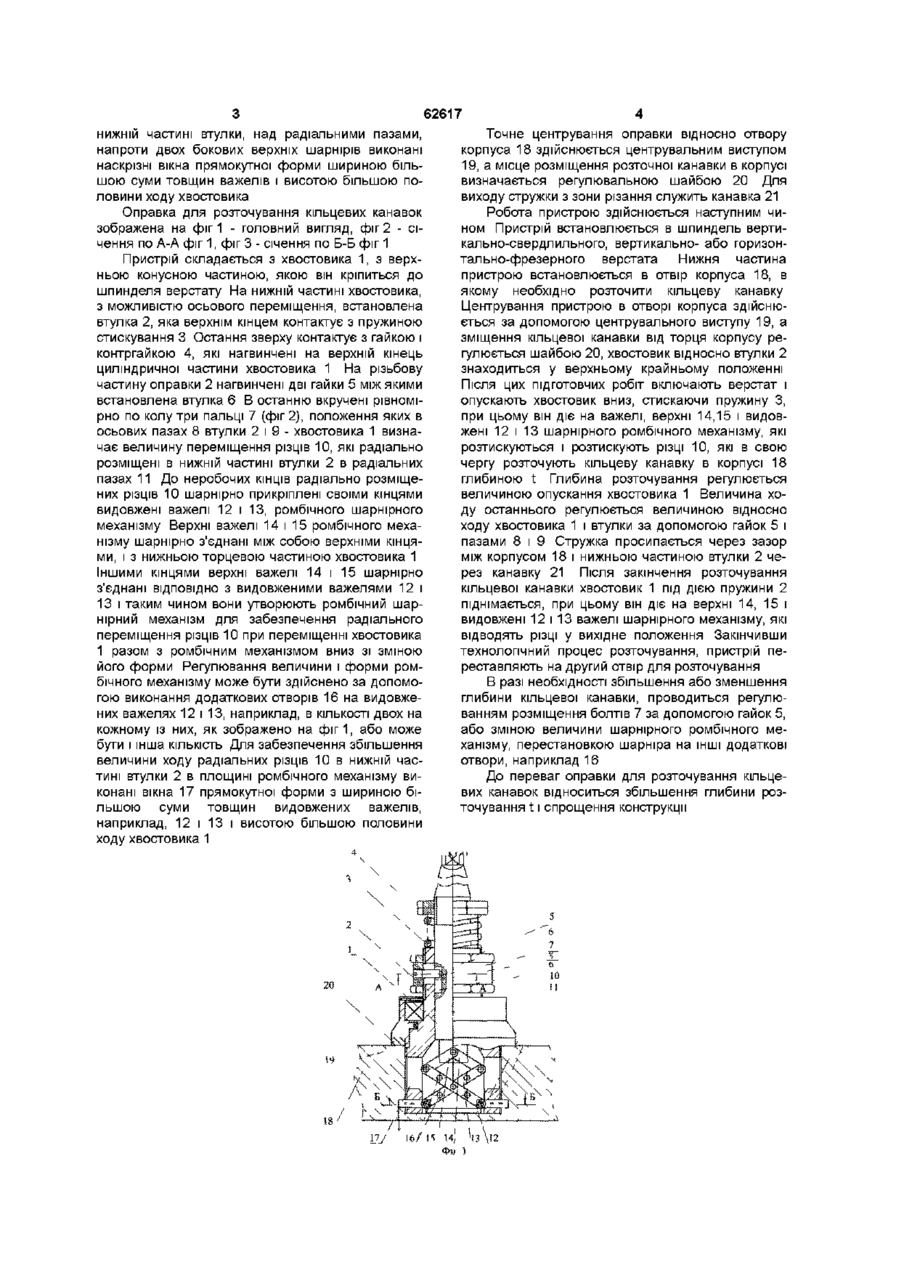
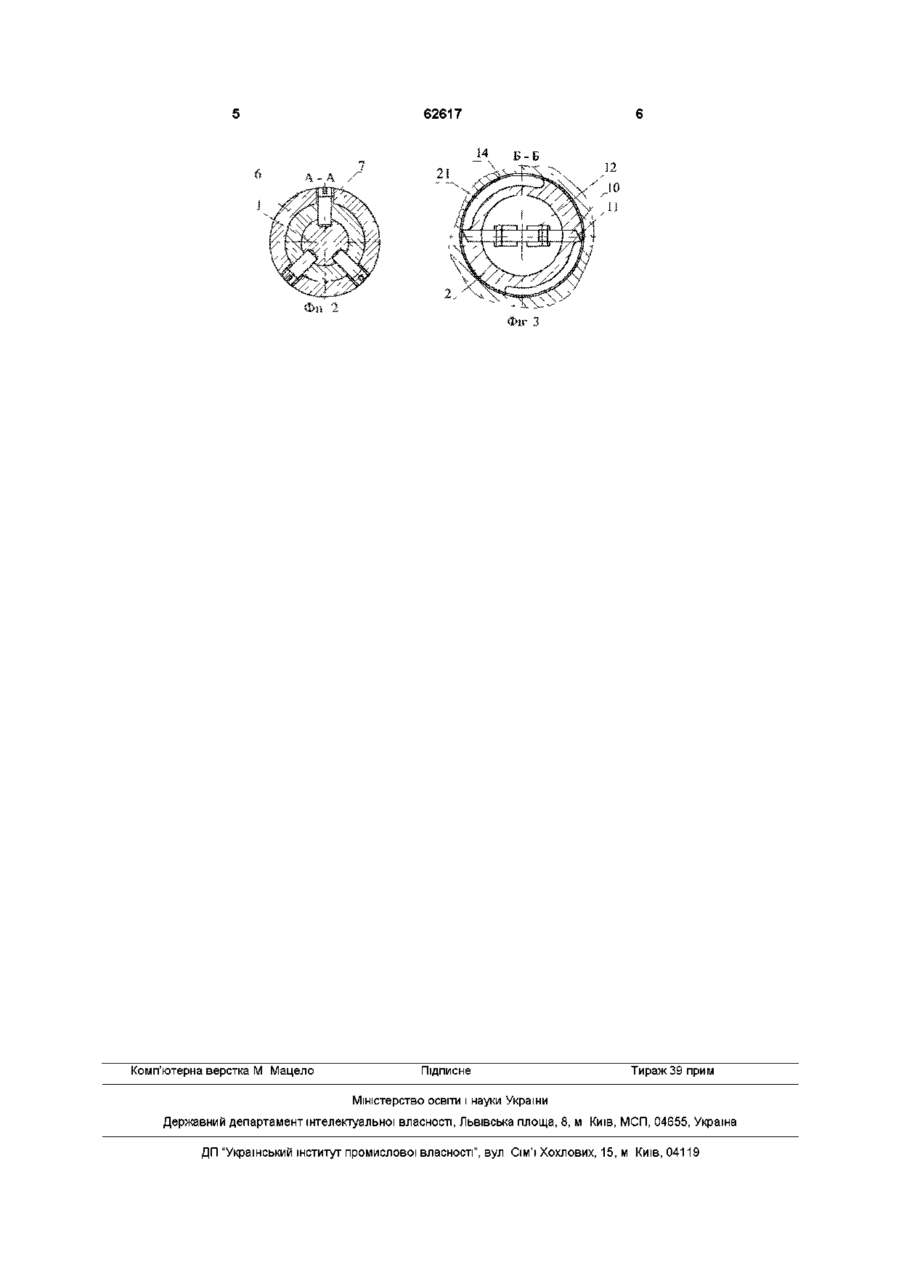
Оправка для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, яка відрізняється тим, що до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю пе реміщення зі зміною форми, при цьому твірними ромбічного механізму є верхні важелі, з'єднані між собою верхніми кінцями, з нижньою торцевою частиною хвостовика - шарнірно, а нижніми кінцями з верхніми кінцями видовжених важелів, і при цьому утворено ромбічний шарнірний механізм, регулювання величини ромбічного механізму може бути здійснено за допомогою виконання додаткових отворів на видовжених важелях, а на вільних кінцях видовжених важелів, на протилежно розміщених кінцях, шарнірно радіально закріплені різці, причому у нижній частині втулки, над радіальними пазами, напроти двох бокових верхніх шарнірів виконані наскрізні вікна прямокутної форми шириною, більшою від суми товщин важелів, і висотою, більшою від половини ходу хвостовика Винахід відноситься до галузі машинобудування і може мати широке використання при розточуванні кільцевих канавок в корпусних деталях під манжети, стопорні кільця, фігурні виїмки копірів та інше Відомий пристрій для розточування кільцевих канавок в корпусних деталях на свердлильних верстатах, який виконаний у вигляді центрального хвостовика, гільзи, розточувальних різців, направляючої ударної втулки, упорного підшипника і пружини стискування (Корсаков В С «Основы конструирования приспособлений в машиностроении», М Машиностроение, 1971,с223) До недоліків даного пристрою слід віднести малу глибину розточування кільцевих канавок Відома також розточна оправка кільцевих канавок в корпусних деталях, яка виконана у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців і канавок для виходу стружки (патент України №49471 А, 2001 р, «Пристрій для розточування кільцевих канавок в отворах деталей») Основний недолік пристрою - мала глибина розточування кільцевих канавок і складність конструкції В основу винаходу поставлена задача спрощення конструкції і збільшення глибини розточування кільцевих канавок шляхом виконання оправки для розточування кільцевих канавок в корпусних деталях, яка виконана у вигляді хвостовика, який є у взаємодії із втулкою з можливістю осьового переміщення, в нижній частині якої радіально розміщені різці, механізмів відносного осьового переміщення різців і канавок для виходу стружки, причому до нижньої торцевої частини хвостовика шарнірно закріплено шарнірний ромбічний механізм з можливістю переміщення зі зміною форми, при цьому твірними ромбічного механізму є верхні важелі з'єднані між собою верхніми кінцями, і з нижньою торцевою частиною хвостовика шарнірно, а нижніми кінцями з верхніми кінцями видовжених важелів і при цьому утворено ромбічний шарнірний механізм, регулювання величини ромбічного механізму може бути здійснено за допомогою виконання додаткових отворів на видовжених важелях, а на вільних кінцях видовжених важелів, на протилежно розміщених кінцях, шарнірно закріплені радіально різці, причому у 1^ (О (О 62617 нижній частині втулки, над радіальними пазами, напроти двох бокових верхніх шарнірів виконані наскрізні вікна прямокутної форми шириною більшою суми товщин важелів і висотою більшою половини ходу хвостовика Оправка для розточування кільцевих канавок зображена на фіг 1 - головний вигляд, фіг 2 - січення по А-А фіг 1, фіг 3 - січення по Б-Б фіг 1 Пристрій складається з хвостовика 1, з верхньою конусною частиною, якою він кріпиться до шпинделя верстату На нижній частині хвостовика, з можливістю осьового переміщення, встановлена втулка 2, яка верхнім кінцем контактує з пружиною стискування 3 Остання зверху контактує з гайкою і контргайкою 4, які нагвинчені на верхній кінець циліндричної частини хвостовика 1 На різьбову частину оправки 2 нагвинчені дві гайки 5 між якими встановлена втулка 6 В останню вкручені рівномірно по колу три пальці 7 (фіг 2), положення яких в осьових пазах 8 втулки 2 і 9 - хвостовика 1 визначає величину переміщення різців 10, які радіально розміщені в нижній частині втулки 2 в радіальних пазах 11 До неробочих КІНЦІВ радіально розміщених різців 10 шарнірно прикріплені своїми кінцями видовжені важелі 12 і 13, ромбічного шарнірного механізму Верхні важелі 14 і 15 ромбічного механізму шарнірно з'єднані між собою верхніми кінцями, і з нижньою торцевою частиною хвостовика 1 Іншими кінцями верхні важелі 14 і 15 шарнірно з'єднані ВІДПОВІДНО з видовженими важелями 12 і 13 і таким чином вони утворюють ромбічний шарнірний механізм для забезпечення радіального переміщення різців 10 при переміщенні хвостовика 1 разом з ромбічним механізмом вниз зі зміною його форми Регулювання величини і форми ромбічного механізму може бути здійснено за допомогою виконання додаткових отворів 16 на видовжених важелях 12 і 13, наприклад, в КІЛЬКОСТІ ДВОХ на кожному із них, як зображено на ф і г 1 , або може бути і інша КІЛЬКІСТЬ Для забезпечення збільшення величини ходу радіальних різців 10 в нижній частині втулки 2 в площині ромбічного механізму виконані вікна 17 прямокутної форми з шириною більшою суми товщин видовжених важелів, наприклад, 12 і 13 і висотою більшою половини ходу хвостовика 1 4 Точне центрування оправки відносно отвору корпуса 18 здійснюється центрувальним виступом 19, а місце розміщення розточної канавки в корпусі визначається регулювальною шайбою 20 Для виходу стружки з зони різання служить канавка 21 Робота пристрою здійснюється наступним чином Пристрій встановлюється в шпиндель вертикально-свердлильного, вертикально- або горизонтально-фрезерного верстата Нижня частина пристрою встановлюється в отвір корпуса 18, в якому необхідно розточити кільцеву канавку Центрування пристрою в отворі корпуса здійснюється за допомогою центрувального виступу 19, а зміщення кільцевої канавки від торця корпусу регулюється шайбою 20, хвостовик відносно втулки 2 знаходиться у верхньому крайньому положенні Після ЦИХ ПІДГОТОВЧИХ робіт включають верстат і опускають хвостовик вниз, стискаючи пружину З, при цьому він діє на важелі, верхні 14,15 і видовжені 12 і 13 шарнірного ромбічного механізму, які розтискуються і розтискують різці 10, які в свою чергу розточують кільцеву канавку в корпусі 18 глибиною t Глибина розточування регулюється величиною опускання хвостовика 1 Величина ходу останнього регулюється величиною відносно ходу хвостовика 1 і втулки за допомогою гайок 5 і пазами 8 і 9 Стружка просипається через зазор між корпусом 18 і нижньою частиною втулки 2 через канавку 21 Після закінчення розточування кільцевої канавки хвостовик 1 під дією пружини 2 піднімається, при цьому він діє на верхні 14, 15 і видовжені 12 і 13 важелі шарнірного механізму, які відводять різці у вихідне положення Закінчивши технологічний процес розточування, пристрій переставляють на другий отвір для розточування В разі необхідності збільшення або зменшення глибини кільцевої канавки, проводиться регулюванням розміщення болтів 7 за допомогою гайок 5, або зміною величини шарнірного ромбічного механізму, перестановкою шарніра на ІНШІ додаткові отвори, наприклад 16 До переваг оправки для розточування кільцевих канавок відноситься збільшення глибини розточування 11 спрощення конструкції 62617 Комп'ютерна верстка М Мацело Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for boring annular grooves in basic parts
Автори англійськоюRohatynskyi Roman Mykhailovych, Matviichuk Anatolii Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюОправка для растачивания кольцевых канавок в корпусных деталях
Автори російськоюРогатинский Роман Михайлович, Матвийчук Анатолий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: корпусних, деталях, розточування, кільцевих, канавок, оправка
Код посилання
<a href="https://ua.patents.su/3-62617-opravka-dlya-roztochuvannya-kilcevikh-kanavok-v-korpusnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Оправка для розточування кільцевих канавок в корпусних деталях</a>
Пристрій для розточування кільцевих канавок в корпусних деталях
Номер патенту: 53991
Опубліковано: 17.02.2003
Автори: Драган Андрій Петрович, Гупка Богдан Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: деталях, пристрій, корпусних, розточування, кільцевих, канавок
Формула / Реферат:
Пристрій для розточування кільцевих канавок в корпусних деталях, який виконаний у вигляді шпінделя, в нижній частині якого розміщено один радіальний різець з можливістю обертання по колу, і поворотного стола, до якого жорстко закріплений корпус, який відрізняється тим, що корпус жорстко встановлено на плиті поворотного пристрою, вісь якого співпадає з віссю поворотного стола, з можливістю обертання по колу і руху подачі різця, рівного глибині...
Пристрій для розточування кільцевих канавок в отворах корпусних деталей
Номер патенту: 52117
Опубліковано: 16.12.2002
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович
МПК: B23B 35/00, B23B 41/00
Мітки: корпусних, пристрій, канавок, деталей, кільцевих, розточування, отворах
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальнo розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з відповідними пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим,...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Ігор Богданович, Гевко Іван Богданович, Головняк Руслан Васильович
МПК: B23B 5/00
Мітки: канавок, кільцевих, пристрій, розточування
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Пристрій для розточування кільцевих канавок в отворах деталей

Номер патенту: 49289
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: пристрій, розточування, деталей, отворах, канавок, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється...
Пристрій для розточування кільцевих канавок в отворах деталей
Номер патенту: 49471
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 41/00
Мітки: розточування, пристрій, деталей, кільцевих, отворах, канавок
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між...
Попередній патент: Пристрій для формоутворення профільних гвинтових елементів на крок
Наступний патент: Розточувальна оправка
Випадковий патент: Застосування n-(9-флуореніліден)-n'-ацетогідразиду як протитуберкульозного засобу