Спосіб поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді
Номер патенту: 91096
Опубліковано: 25.06.2014
Автори: Мірненко Володимир Іванович, Радько Олег Віталійович, Рутковський Анатолій Віталійович, Ляшенко Борис Артемович, Ткач Микола Ярославович

Формула / Реферат
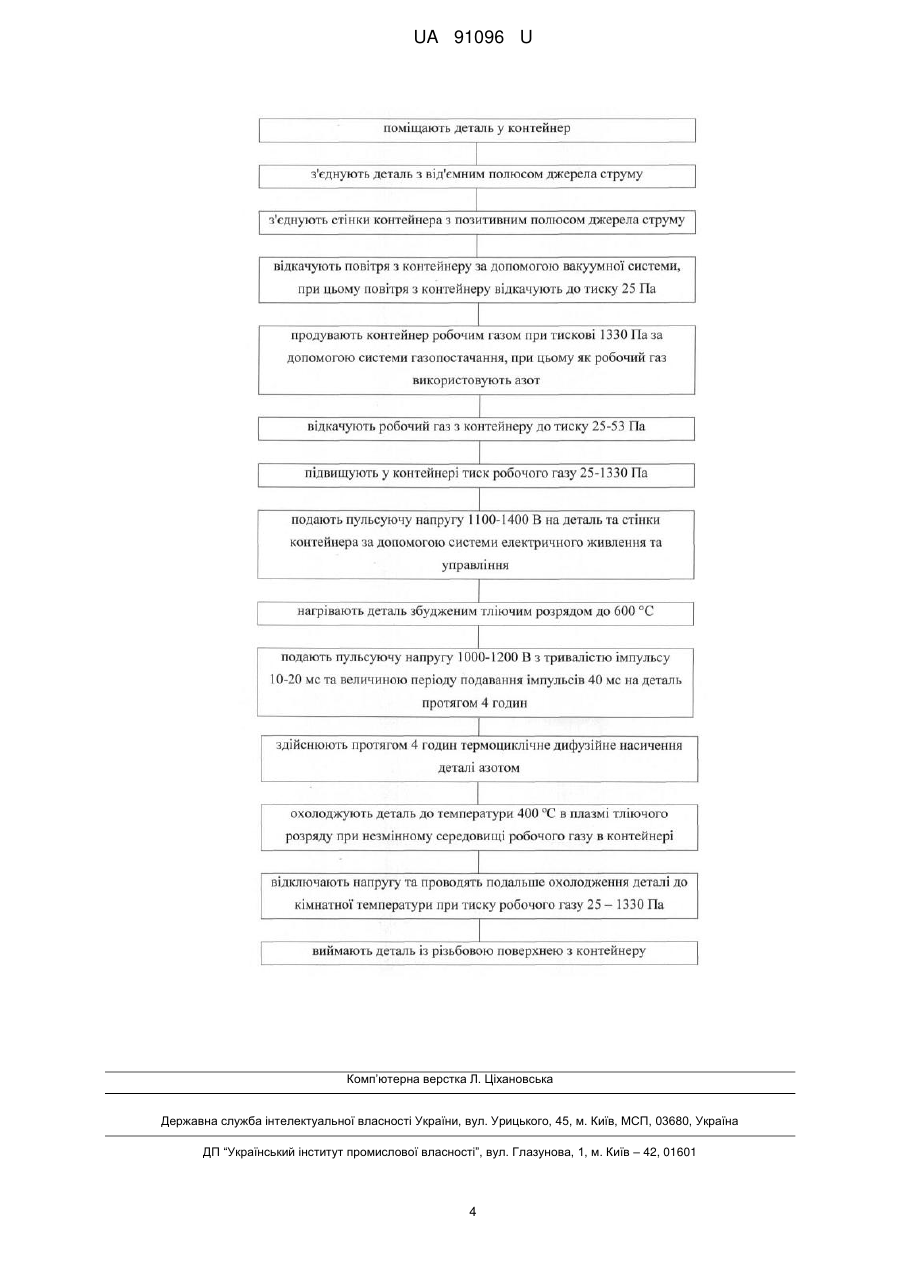
1. Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням для деталей із різьбовою поверхнею, при якому поміщають деталь у контейнер, з'єднують деталь з від'ємним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 25-53 Па, підвищують у контейнері тиск робочого газу 25-1330 Па, подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління, подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь протягом 4 годин, здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі, виймають деталь із різьбовою поверхнею з контейнера, при цьому як робочий газ використовують азот, який відрізняється тим, що при подачі пульсуючої напруги 1100-1400 В на деталь та стінки контейнера, деталь нагрівають збудженим тліючим розрядом до 600 °C, після 4 годин термоциклічного дифузійного насичення деталі охолоджують деталь до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері, після охолодження деталі до температури 400 °C в плазмі тліючого розряду відключають напругу та проводять подальше охолодження деталі до кімнатної температури при тиску робочого газу 25-1330 Па.
2. Спосіб за п. 1, який відрізняється тим, що при відкачуванні повітря з контейнера повітря з контейнера відкачують до тиску 25 Па.
Текст
Реферат: Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням для деталей із різьбовою поверхнею, при якому поміщають деталь у контейнер, з'єднують деталь з від'ємним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 25-53 Па, підвищують у контейнері тиск робочого газу 25-1330 Па, подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління, подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь протягом 4 годин, здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі, виймають деталь із різьбовою поверхнею з контейнера, при цьому як робочий газ використовують азот. При подачі пульсуючої напруги 1100-1400 В на деталь та стінки контейнера, деталь нагрівають збудженим тліючим розрядом до 600 °C, після 4 годин термоциклічного дифузійного насичення деталі охолоджують деталь до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері. Після охолодження деталі до температури 400 °C в плазмі тліючого розряду відключають напругу та проводять подальше охолодження деталі до кімнатної температури при тиску робочого газу 25-1330 Па. UA 91096 U (54) СПОСІБ ПОВЕРХНЕВОГО ЗМІЦНЕННЯ СТАЛЕВИХ ДЕТАЛЕЙ З РІЗЬБОВОЮ ПОВЕРХНЕЮ ІОННО-ПЛАЗМОВИМ АЗОТУВАННЯМ У ПУЛЬСУЮЧОМУ ТЛІЮЧОМУ РОЗРЯДІ UA 91096 U UA 91096 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема до ремонту машин хімікотермічними методами обробки сталей, а саме до способу поверхневого зміцнення вакуумним газотермоциклічним іонно-плазмовим азотуванням сталевих деталей машин та механізмів з різьбовою поверхнею, наприклад конструкційних елементів, які мають різьбові з'єднання і працюють у важких умовах експлуатації. Відомий спосіб хіміко-термічної обробки деталей з різьбовою поверхнею, при якому поміщають деталь у піч, герметично закривають піч, під'єднують шланги для подачі та відведення робочого газу, продувають піч до повного видалення з неї повітря, нагрівають деталь за допомогою нагрівачів до 350 °C-510 °C, здійснюють подачу робочого газу та забезпечують задані температуру деталі й склад атмосфери у печі за допомогою системи контролю та регулювання температури, тиску та ступеню дисоціації аміаку, проводять ізотермічне азотування деталі у печі протягом 10-24 годин, охолоджують деталь, виймають деталь з печі [1]. Недоліками відомого способу поверхневого зміцнення сталевих деталей газовим азотуванням є значна складність процесу, значні енерговитрати та наявність деформації деталей після обробки, тривалість технологічного процесу ізотермічного азотування, який не гарантує високоякісного зміцнення у зв'язку з окрихчуванням і нерівномірним розвитком азотованого шару на різьбовій поверхні. Найбільш близьким технічним рішенням, як за суттю, так і за задачею, що вирішується, яке вибрано за найближчий аналог (прототип), є спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, при якому поміщають деталь у контейнер, з'єднують деталь з від'ємним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 25-53 Па, підвищують у контейнері тиск робочого газу 25-1330 Па, подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління, подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь протягом 4 годин, здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі, виймають деталь із різьбовою поверхнею з контейнера, при цьому як робочий газ використовують азот [2]. Недоліками відомого способу поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, вибраного за найближчий аналог (прототип), є відсутність подачі робочого газу протягом всього процесу зміцнення, а саме: нагрівання, термоциклічного дифузійного насичення та охолодження. Відсутність робочого газу на етапі нагрівання і охолодження, а також обробки у плазмі тліючого розряду при охолодженні, не дозволяє отримати рівномірний і однорідний зміцнений поверхневий шар та зберегти розмірну точність і шорсткість різьби. Крім цього, після закінчення насичення вимикають електроживлення і охолодження деталі здійснюють без впливу на неї тліючого розряду. В основу корисної моделі поставлена задача шляхом введення до технологічного процесу нових операцій, забезпечити у комплексі підвищення довговічності різьбових поверхонь деталей, продуктивність і скорочення часу обробки, а також зменшення витрат ресурсів шляхом азотування у процесі нагрівання і охолодження. Суть корисної моделі у способі поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді полягає в тому, що поміщають деталь у контейнер, з'єднують деталь з від'ємним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 25-53 Па, підвищують у контейнері тиск робочого газу 25-1330 Па, подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління, подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь протягом 4 годин, здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі, виймають деталь із різьбовою поверхнею з контейнера, при цьому як робочий газ використовують азот, полягає в тому, що при подачі пульсуючої напруги 1100-1400 В на деталь та стінки контейнера, деталь нагрівають збудженим тліючим розрядом до 600 °C, після 4 годин термоциклічного дифузійного насичення деталі охолоджують деталь до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері, після охолодження деталі до температури 400 °C в плазмі тліючого розряду відключають напругу та проводять подальше охолодження деталі до 1 UA 91096 U 5 10 15 20 25 30 35 40 45 50 55 60 кімнатної температури при тиску робочого газу 25-1330 Па. Суть корисної моделі полягає і в тому, що при відкачуванні повітря з контейнера, повітря з контейнера відкачують до тиску 25 Па. Рішення технічної задачі в способі поверхневого зміцнення сталевих деталей іонноплазмовим азотуванням у пульсуючому тліючому розряді (що заявляється) дійсно можливе тому, що: - шляхом нагрівання деталі збудженим тліючим розрядом до 600 °C забезпечують найбільш сприятливі умови для азотування, при цьому не допускається утворення азотованого шару зі зниженими механічними властивостями у зв'язку з можливим перегрівом різьбової поверхні у плазмі тліючого розряду, що має підвищену енергоємність; - шляхом охолодження деталі до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері (після 4 годин термоциклічного дифузійного насичення деталі), забезпечують підвищену концентрацію нітридних фаз для формування більш рівномірного і однорідного зміцненого шару, а також таке виконання операції дозволяє отримати азотований шар товщиною не більше 360 мкм та уникнути окрихчування і це також сприяє зниженню і позитивному розподілу внутрішніх залишкових напружень у зміцненому поверхневому шарі, що дозволяє отримати підвищення механічних властивостей; - шляхом відключення напруги (після охолодження деталі до температури 400 °C в плазмі тліючого розряду) та подальшого охолодження деталі до кімнатної температури при тиску робочого газу 25-1330 Па, забезпечують збереження розмірної точності і шорсткості різьби; - шляхом відкачування повітря з контейнера до тиску 25 Па забезпечують максимально можливе очищення контейнера від повітря, що дає можливість створення більшої концентрації робочого газу та забезпечують збереження розмірної точності і шорсткості різьби. Суть корисної моделі пояснюється за допомогою креслень, де представлено послідовність виконання технологічних операції, що пояснюють суть способу поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді, який заявляється. Спосіб поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді, який заявляється, реалізується наступним чином. Попередньо поміщають деталь у контейнер та з'єднують деталь з від'ємним полюсом джерела струму. Після цього з'єднують стінки контейнера з позитивним полюсом джерела струму. Далі відкачують повітря з контейнера за допомогою вакуумної системи, при цьому повітря з контейнера відкачують до тиску 25 Па. Продовжують цикл технологічних операцій тим, що продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, при цьому як робочий газ використовують суміш азоту та аргону. Після продування контейнера відкачують робочий газ з контейнера до тиску 25-53 Па. Продовжують цикл технологічних операцій тим, що підвищують у контейнері тиск робочого газу 25-1330 Па. Після підвищення тиску подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління. Далі нагрівають деталь збудженим тліючим розрядом до 600 °C, при цьому при нагріванні подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс. Після нагріву здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі азотом. Далі охолоджують деталь до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері. При досягненні температури 400 °C відключають напругу та проводять подальше охолодження деталі до кімнатної температури при тиску робочого газу 25-1330 Па. Закінчують технологічний процес тим, що виймають деталь із різьбовою поверхнею з контейнера. Мікроструктурний аналіз досліджуваних зразків показав, що спосіб поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді, що заявляється, забезпечує формування зміцненого з підвищеними механічними властивостями азотованого поверхневого шару по всій різьбовій поверхні в межах до 360 мкм, що відповідає конструкторським і технологічним вимогам. Підвищення ефективності застосування способу поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням для деталей із різьбовою поверхнею, який заявляється, у 2 UA 91096 U 5 10 15 порівнянні з прототипом, досягається тим, що, завдяки подаванню робочої суміші протягом всього процесу вакуумного газотермоциклічного іонно-плазмового азотування та знаходження деталі у плазмі тліючого розряду на етапі охолодження, забезпечує підвищену концентрацію нітридних фаз для формування більш рівномірного і однорідного зміцненого шару, а також таке виконання операції дозволяє отримати азотований шар товщиною не більше 360 мкм та уникнути окрихчування, в свою чергу це сприяє зниженню і позитивному розподілу внутрішніх залишкових напружень у зміцненому поверхневому шарі, дозволяє отримати підвищення механічних властивостей, збереження розмірної точності і шорсткості різьби та зменшити витрати на його реалізацію. Джерела інформації: 1. Лахтин Ю.М., Коган Я.Д., Шпис Г.И. и др. Теория и технология азотирования. - М: Металлургия, 1991 - С. 88 - аналог. 2. Ляшенко Б.А., Рутковський А.В., Мірненко В.І., Радько О.В. Пат. 10014 Україна, МПК 7 С23С 8/06. Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді. - № 19782; Заявл. 19.09.06; Опубл. 15.12.06, Бюл. № 12-5 с. прототип. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 1. Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням для деталей із різьбовою поверхнею, при якому поміщають деталь у контейнер, з'єднують деталь з від'ємним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи газопостачання, відкачують робочий газ з контейнера до тиску 25-53 Па, підвищують у контейнері тиск робочого газу 25-1330 Па, подають пульсуючу напругу 1100-1400 В на деталь та стінки контейнера за допомогою системи електричного живлення та управління, подають пульсуючу напругу 1000-1200 В з тривалістю імпульсу 10-20 мс та величиною періоду подавання імпульсів 40 мс на деталь протягом 4 годин, здійснюють протягом 4 годин термоциклічне дифузійне насичення деталі, виймають деталь із різьбовою поверхнею з контейнера, при цьому як робочий газ використовують азот, який відрізняється тим, що при подачі пульсуючої напруги 1100-1400 В на деталь та стінки контейнера, деталь нагрівають збудженим тліючим розрядом до 600 °C, після 4 годин термоциклічного дифузійного насичення деталі охолоджують деталь до температури 400 °C в плазмі тліючого розряду при незмінному середовищі робочого газу в контейнері, після охолодження деталі до температури 400 °C в плазмі тліючого розряду відключають напругу та проводять подальше охолодження деталі до кімнатної температури при тиску робочого газу 251330 Па. 2. Спосіб за п. 1, який відрізняється тим, що при відкачуванні повітря з контейнера повітря з контейнера відкачують до тиску 25 Па. 3 UA 91096 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюLiashenko Borys Artemovych, Rutkovskyi Anatolii Vitaliiovych
Автори російськоюЛяшенко Борис Артемович, Рутковский Анатолий Виталиович
МПК / Мітки
МПК: C23C 8/36
Мітки: іонно-плазмовим, поверхнею, сталевих, пульсуючому, поверхневого, азотуванням, спосіб, розряді, деталей, зміцнення, тліючому, різьбовою
Код посилання
<a href="https://ua.patents.su/6-91096-sposib-poverkhnevogo-zmicnennya-stalevikh-detalejj-z-rizbovoyu-poverkhneyu-ionno-plazmovim-azotuvannyam-u-pulsuyuchomu-tliyuchomu-rozryadi.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення сталевих деталей з різьбовою поверхнею іонно-плазмовим азотуванням у пульсуючому тліючому розряді</a>
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді
Номер патенту: 78071
Опубліковано: 11.03.2013
Автори: Корбут Євген Валентинович, Харченко Валерій Володимирович, Рутковський Анатолій Віталійович, Куріат Ростислав Іванович, Ляшенко Борис Артемович
МПК: C23C 8/06
Мітки: азотуванням, розряді, зміцнення, тліючому, сталевих, пульсуючому, іонно-плазмовим, деталей, спосіб, поверхневого
Формула / Реферат:
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, що включає розміщення деталі у контейнері, з'єднання деталі з негативним полюсом джерела струму, з'єднання стінки контейнера з позитивним полюсом джерела струму, відкачування повітря з контейнера до тиску 133 Па за допомогою вакуумної системи, продування контейнера робочим газом при тискові 1330 Па за допомогою системи газопостачання,...
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді
Номер патенту: 19782
Опубліковано: 15.12.2006
Автори: Рутковський Анатолій Віталійович, Ляшенко Борис Артемович, Радько Олег Віталійович, Мірненко Володимир Іванович
МПК: C23C 8/06
Мітки: азотуванням, пульсуючому, тліючому, сталевих, зміцнення, поверхневого, розряді, деталей, іонно-плазмовим, спосіб
Формула / Реферат:
Спосіб поверхневого зміцнення сталевих деталей іонно-плазмовим азотуванням у пульсуючому тліючому розряді, при якому поміщають деталь у контейнер, з'єднують деталь з негативним полюсом джерела струму, з'єднують стінки контейнера з позитивним полюсом джерела струму, відкачують повітря з контейнера до тиску 133 Па за допомогою вакуумної системи, продувають контейнер робочим газом при тискові 1330 Па за допомогою системи...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Бондаренко Олександр Вікторович, Жуков Андрій Олександрович, Малимон Валентина Ігорівна
МПК: C23C 8/08
Мітки: деталей, сталевих, поверхневого, зміцнення, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 46498
Опубліковано: 25.12.2009
Автори: Новиков Павло Віталійович, Тулупов Володимир Іванович
МПК: B23H 5/00
Мітки: сталевих, деталей, зміцнення, місцевого, спосіб
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, який полягає в тому, що деталь, яка оброблюється на токарному верстаті, має рух обертання, а якір приладу для віброударного пластичного деформування здійснює зворотно-поступальний рух та водночас поступальний рух вздовж осі деталі і деформує поверхню деталі, утворюючи при цьому лунку, який відрізняється тим, що почергово після кожного другого локального деформування поверхні деталі в момент...
Спосіб місцевого зміцнення сталевих деталей
Номер патенту: 45984
Опубліковано: 10.12.2009
Автори: Ковалевський Сергій Вадимович, Пецик Сергій Миколайович, Тулупов Володимир Іванович, Завгородня Катерина Анатоліївна
МПК: C23C 26/00
Мітки: місцевого, деталей, зміцнення, сталевих, спосіб
Формула / Реферат:
Спосіб місцевого зміцнення сталевих деталей, що полягає в утворенні поверхневого зміцненого шару з екзотермічної суміші процесом самопоширюваного високотемпературного синтезу (СВС), який ініціюється електричним імпульсом від електрода, і подальшому пластичному деформуванні поверхні деталі, який відрізняється тим, що спосіб включає вигладжування, і процес охолодження здійснюють з використанням масляної суміші.
Попередній патент: Спосіб лікування вазоспастичної стенокардії
Наступний патент: Спосіб делігніфікації сировини
Випадковий патент: Пляшковий затвор