Спосіб виготовлення клеєного щита зі збереженням текстури деревини
Номер патенту: 91374
Опубліковано: 26.07.2010
Автори: Каленський Віталій Степанович, Максимів Володимир Михайлович, Маєвський Володимир Олександрович
Формула / Реферат
1. Спосіб виготовлення клеєного щита зі збереженням текстури деревини, який включає розпилювання колод на пиломатеріали, їх сушіння та розкроювання на рейки, стругання (фрезерування) рейок, їх сортування, формування щита і його склеювання з наступним обробленням поверхонь щита, який відрізняється тим, що розпилювання колод на пиломатеріали здійснюють під кутом до осі колоди, одержані пиломатеріали сушать та розкроюють на рейки, які стругають, сортують, формують щит зі збереженням природної текстури деревини та склеюють його з урахуванням орієнтації малюнка текстури та блиску деревини на площинах щита.
2. Спосіб за п. 1, який відрізняється тим, що випиляні пиломатеріали з однієї колоди та рейки з одного пиломатеріалу укладають в окремі штабелі, сформовані у порядку їх виходу під час розпилювання, і у такому ж порядку послідовно піддають подальшій обробці.
3. Спосіб за пп. 1, 2, який відрізняється тим, що частину рейок під час формування щита розвертають на 180° в горизонтальній площині, забезпечуючи таким чином отримання щита з різним блиском ділянок деревини залежно від напряму огляду.
Текст
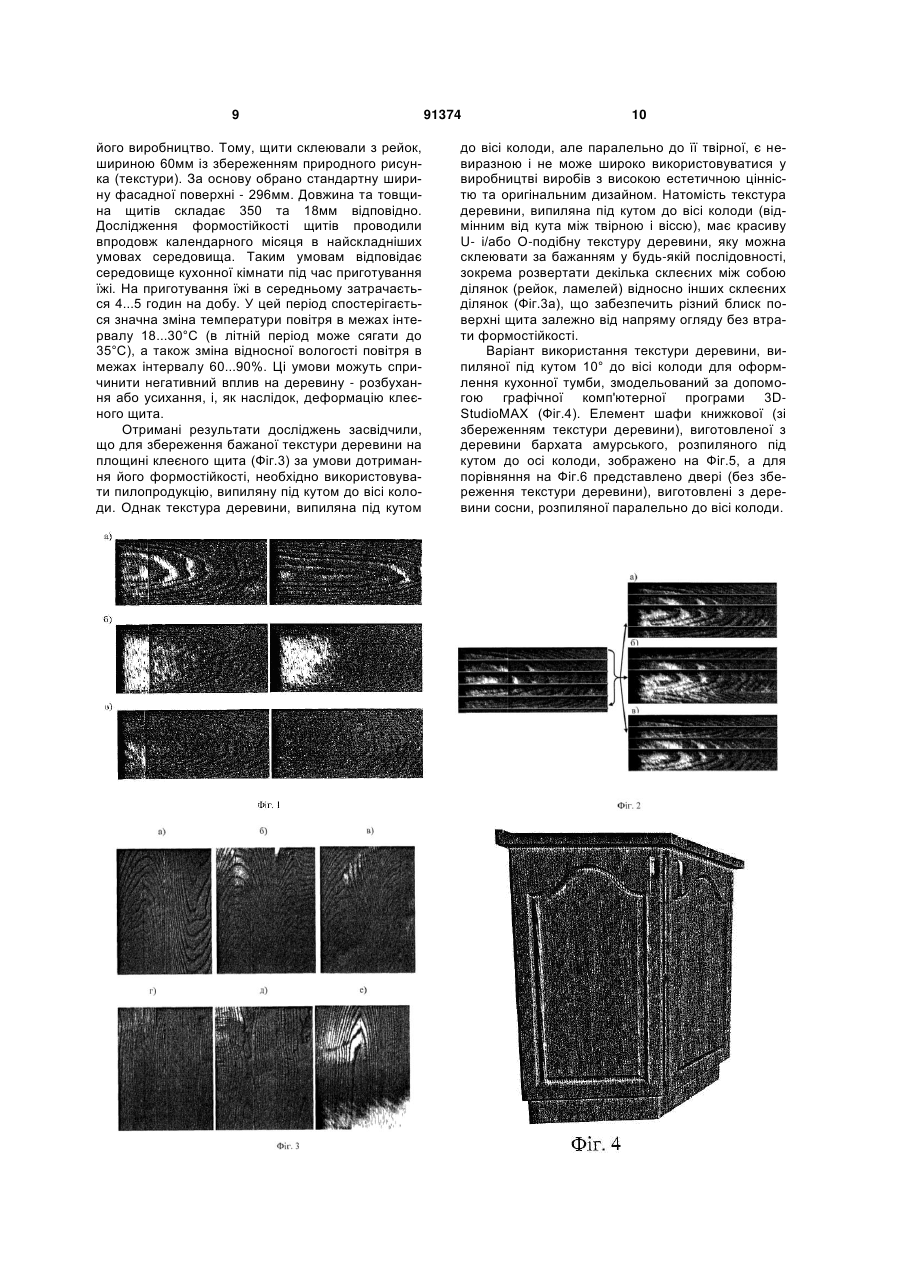
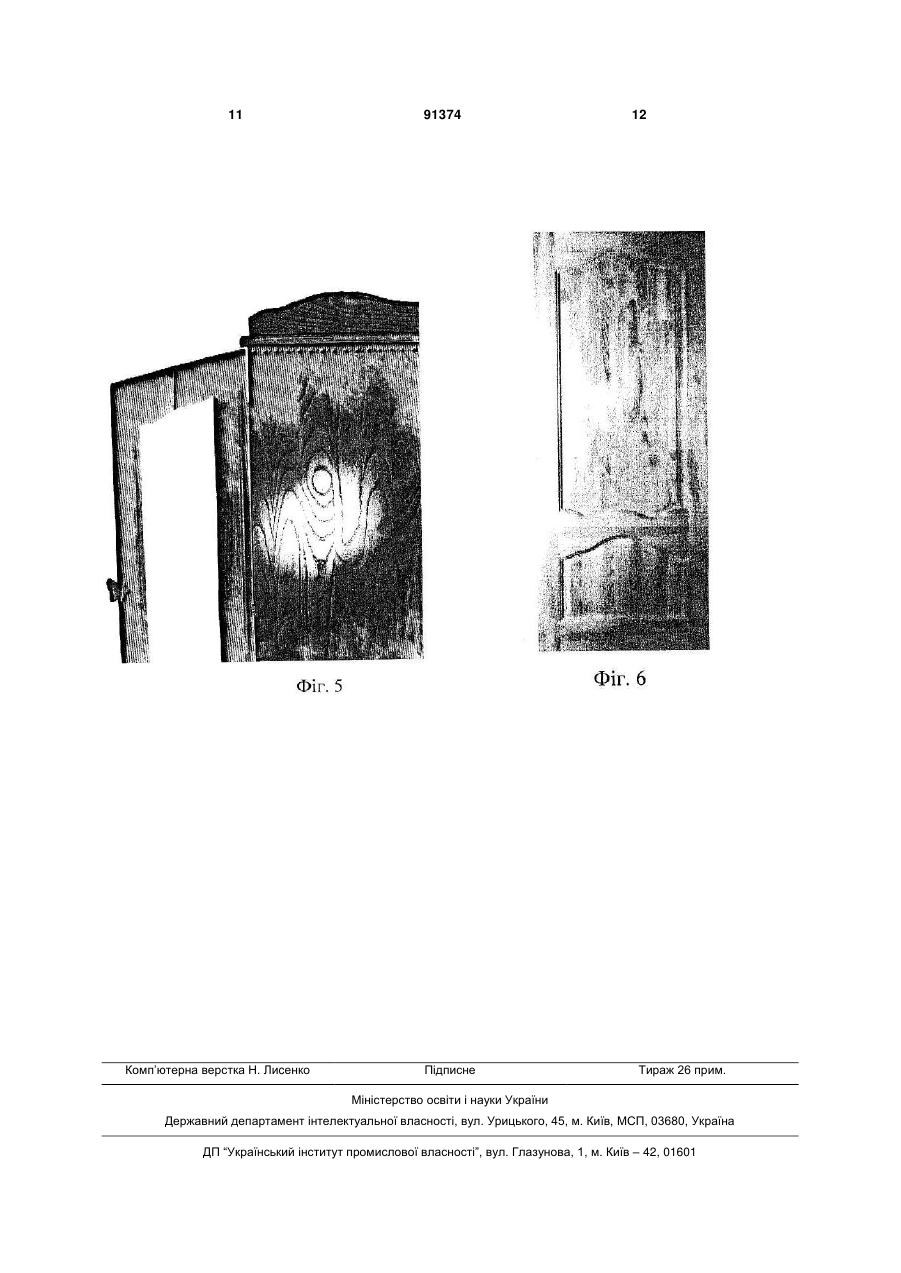
1. Спосіб виготовлення клеєного щита зі збереженням текстури деревини, який включає розпилювання колод на пиломатеріали, їх сушіння та розкроювання на рейки, стругання (фрезерування) рейок, їх сортування, формування щита і його C2 1 3 Б.Н.Уголев / Под. ред. Б.Н.Уголева. - М.: Лесная промышленность, 1989. - С.15, 17-20, 120-122; Wood handbook - wood as on engineering material. Gen. Tech. Rep/FPL-GTR-113. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory. - 1999. - P. 1-3 - 1-34, 2-2 - 2-3, 3-1 - 3-4, 15-1 - 15-14]. Відомо, що клеєні щити, які мають велику ширину, необхідно склеювати із вузьких ділянок (заготовок, ламелей). Це викликано тим, що широкі щитові клеєні конструкції під час експлуатації внаслідок капілярно-пористої будови деревини та анізотропності її властивостей піддаються деформації (коробляться), на яку впливають розміщення волокон, напрям річних шарів в ділянках і наявність різних зон деревини в ділянці. Коробления (відхилення форми від заданої) в основному виявляється на поперечному перетині пилопродукції, яке є результатом різниці радіального і тангенціального всихання, пов'язаного з кутом нахилу річних шарів до пласті пилопродукції. Так, для випадку, коли щит склеювати з широких ділянок тангенціального випилювання із розміщенням річних шарів в одному напрямку, коробления такого щита одностороннє і має гладку поверхню. А якщо ділянки у щиті розмістити почергово з річними шарами в двох напрямках, то короблення такого щита буде складним і з хвилястою поверхнею. Викривлення пилопродукції тангенціального та змішаного випилювання зумовлене різною величиною всихання ранньої і пізньої зон річних шарів. Пізня зона всихається більше, ніж рання і річне кільце прагне до вирівнювання, а сама пилопродукція коробиться. У випадку використання пилопродукції змішаного розпилювання для склеювання щита його кброблення буде мати випадковий характер, залежний від розміщення ділянок у щиті. Клеєний щит з широких ділянок радіального випилювання, річні шари яких розміщені перпендикулярно до площини, коробления не зазнає, але його поверхня може бути нерівною через нерівномірне всихання заболонної і ядрової частини ділянки. У процесі виготовлення клеєних щитів необхідно забезпечити потрібну якість, зокрема належну їм формостійкість. У такому випадку кращий варіант - склеювання щитів з вузьких ділянок (із заболонної або ядрової частини) радіального випилювання, які потрібно розміщувати так, щоб напрям волокон на сусідніх ділянках був розвернутий на 180° один відносно одного, але при цьому не втрачалися декоративні властивості отримуваної поверхні [Войтович І.Г. Основи технології виробів з деревини: Навчальний посібник. - Львів: УкрДЛТУ, "Інтелект-Захід". - 2004. – С.143; Маєвський В.О., Бенях Ю.В. Дослідження формостійкості клеєних щитів з масивної деревини дуба / Науковий вісник. Зб. науково-технічних праць. Львів, НЛТУ України. - 2005. - Вип. 15.5 – С.199-208]. До недоліків виробництва клеєних щитів за технологічними схемами традиційного та альтернативного способів виготовлення клеєних щитів слід віднести неможливість отримання щитів із збереженням текстури деревини (плавного переходу макроскопічних елементів, зокрема річних кілець з однієї ділянки деревини до іншої) за дотримання їх 91374 4 формостійкості. Це зумовлено використанням знеособленої пилопродукції, яка характеризується відсутністю яскраво виражених особливостей текстури деревини, різною величиною всихання ранньої і пізньої зон річних шарів пилопродукції тангенціального та змішаного випилювання, розміщенням волокон, напрямом річних шарів та наявністю різних зон деревини в склеюваних ділянках. Використання пилопродукції радіального розпилювання для виробництва клеєних щитів не є оптимальним варіантом з огляду на ресурсоощадність, трудозатрати та витрати коштів, окрім цього навіть в поодиноких випадках досягнення збереження текстури деревини вона буде малопомітною і невиразною. Відомий спосіб «Оздоблювальна дерев'яна плитка», який передбачає утворення лицевої та зворотної поверхонь оздоблювальної дерев'яної плитки для покриття внутрішніх поверхонь приміщень та виробів або їх окремих частин торцевими зрізами деревини (поперек волокон деревини або під кутом до них), бокова поверхня оздоблювальної дерев'яної плитки може бути прямокутної або багатокутної форми в плані [Патент Російської Федерації №2002010 С1, МПК-5 Е04F13/10, В27D1/10, 1993р.]. Недоліками відомого способу є: отримання оздоблювальної дерев'яної плитки складної форми (площинної та об'ємної) підвищує трудомісткість прдцесу формування суцільного настилу на жорсткій поверхні (основі) та його собівартість; оздоблювальна дерев'яна плитка не може використовуватися як самостійний конструкційний і її необхідно приклеювати до основи (фанери, ДСП, ДВП, внутрішніх поверхонь приміщень тощо). Відомий спосіб «Дерев'яна частина» («Wooden piece»), який включає розпилювання колоди (бруса) під кутом до серцевини (з її перерізанням) на пиломатеріали (частини) необхідної товщини [Патент Японії №JP10146807 (А), В27М3/00; В27М3/04; (ІРС1-7): В27М3/00; В27М3/04, 1998р.]. Недоліками відомого способу є: неможливість використання отриманих дерев'яних частин для виготовлення конструкційних, у тому числі й фасадних елементів виробів з деревини без розкроювання цих частин на рейки, стругання (фрезерування) рейок, їх сортування, формування щита і його склеювання з наступним обробленням поверхонь щита; відсутність операції укладання випиляних пиломатеріалів з однієї колоди та рейок з одного пиломатеріалу в окремі штабелі, сформовані у порядку їх виходу під час розпилювання і їх подальшого послідовного оброблення у такому ж порядку, ускладнюватиме формування щита зі збереженням текстури деревини; непередбачено розпилювання колоди (бруса) під кутом до серцевини без її перерізання. Відомий спосіб «Спосіб виготовлення лицевого покриття паркетних щитів», який включає розпилювання тонкомірного лісоматеріалу вологістю не більше 25% вздовж волокон з отриманням чотирикантного бруска, розпилювання бруска під кутом 20...80° до волокон деревини на планки лицевого покриття, сушіння отриманих планок до 5 вологості 8±2% [Авторське свідоцтво СРСР №1825733 А1, В27М3/06, 1993р.]. Недоліками відомого способу є: складна дороговартісна технологія виготовлення лицевого покриття паркетних щитів, зумовлена необхідністю висушування лісоматеріалу до вологості не більше 25% (вологість лісоматеріалу, що використовується для розпилювання на пиломатеріали сюїадає 40...120%) і, як наслідок, отримання значної кількості відбракованого матеріалу через утворення тріщин; випилювання з тонкомірного лісоматеріалу (діаметром від 6 до 12см [ГОСТ 9462-88. Лесоматериалы круглые лиственных пород. Технические условия. - Взамен ГОСТ 9462-71; Введ. 01.01.90. М.: Изд-во стандартов, 1988. - 11с; ГОСТ 9463-88. Лесоматериалы круглые хвойных пород. Технические условия. - Взамен ГОСТ 9463-72; Введ. 01.01.90. -М.: Йзд-во стандартов, 1988. - 14с.]) планок лицевого покриття, розміром площини не більше 100 100мм (залежить від діаметра лісоматеріалу і кута розпилювання бруска) не сприятиме збереженню природної текстури деревини за шириною і/або довжиною паркетного щита; планки лицевого покриття не можуть використовуватися як самостійний конструкційний елемент і їх необхідно приклеювати до основи (фанери, ДСП, ДВП тощо). Відомий спосіб «Спосіб виготовлення декоративного щита», який включає нанесення клею на пласті планок (ділянок деревини), укладання їх у пакет пластями одна на одну і склеювання з пресуванням, стругання пакета в розмір, розпилювання пакета перпендикулярно до напрямку волокон або під заданим кутом на фрагменти, які склеюють між собою по крайці до утворення щита, який потім шліфують, просочують водостійкими речовинами (методом повного занурення і витримки, можливо з використанням вакууму), виконують перше сушіння, після чого, за необхідності, виконують калібрувально-оформлювальні операції обробки щита, а потім фінішні операції, які включають шліфування, покриття лаком і друге сушіння, крім того, склеювання пластей планок виконують з довільним або системним їх чергуванням за породою, текстурою і геометричними розмірами [Деклараційний патент на винахід №67368, МПК (2006) E04F15/04, 2004р.]. Відомий спосіб «Спосіб виготовлення деревинного щита з торцевим і торцевотангенціальним напрямом волокон», який включає нарізку деревинних елементів поперек волокон відходів деревообробки і їх склеювання синтетичними клеями по бокових поверхнях деревинних елементів в заготовку бруса, розпилювання бруса на деревинні щити перпендикулярно довжині бруса або під кутом до його довжини, обробку лицевої поверхні щита (шліфування, опорядження) [Патент Російської Федерації №2034700 С1, МПК-6 В27М3/08, 1995р.]. Відомий спосіб «Структура паркету і метод її виготовлення», який пезеДбачає в структурі паркету, що складається з основи і лицевого шару, набраного із з'єднаних між собою паркетних шашок, використання деревинної поверхні із паркетних шашок з розміщенням деревних волокон в них 91374 6 перпендикулярно чи під гострим кутом відносно площини паркету, попереднє просочення паркетних шашок водорозчинним поліспиртом для заміщення частини води наявної в оболонках клітин деревини, просочення заповнюючою смолою або політурою між вертикальними деревинними волокнами або у їх межах на глибину орієнтовно 0,1...0,5мм (витрата смоли ado політури 100...300г м-2), нанесення паркетного лаку (витрата паркетного лаку 20...50г м-2) [Патент Російської Федерації №2069723 С1, МПК-6 Е04F15/022, В27К5/00, В27М3/04, В05D7/08, 1996р.]. Недоліками вищеперерахованих відомих способів є: складна технологія виготовлення щитів, зумовлена необхідністю використання спеціалізованого дороговартісного обладнання та ретельного сортування деревинних елементів (для формування штучного рисунку та уникнення деформації щитів); висока собівартість щитів; неможливість збереження природної текстури деревини (відсутність плавного переходу макроскопічних елементів та наявність значної кількості клейових швів), оскільки довільне або системне чергування деревинних елементів за породою, текстурою і геометричними розмірами не відтворює природної неповторності текстури деревини, а створює штучний рисунок (текстуру), складений з набору геометричних фігур; одночасне відтворення різних видів поверхонь деревини на площині щита суттєво ускладнює його опорядження, зважаючи на залежність інтенсивності вбирання деревиною лакофарбового матеріалу від виду деревини (орієнтації волокон); використання довільного чергування деревинних елементів за текстурою і геометричними розмірами може спричинити недотримання формостійкості щитів у випадку їх використання без кріплення (приклеювання) до нерухомої жорсткої поверхні (основи); неможливість використання отриманого щита у виготовленні фрезерованої фасадної поверхні складного профілю (площинного або об'ємного), що є однією з головних особливостей виготовлення виробів з високою естетичною цінністю та оригінальним дизайном; використання додаткових полімерних матеріалів і хімічних розчинів за незначного підвищення твердості, зносостійкості та формостійкості призводить до зростання затрат коштів, трудозатрат і токсичності деревинного матеріалу (декоративного щита, деревинного щита з торцевим і торцево-тангенціальним напрямом волокон, паркету, паркетного щита). В основу винаходу поставлено завдання запропонувати спосіб виготовлення клеєного щита зі збереженням природної текстури деревини, в якому завдяки тому, що розпилювання колод на пиломатеріали здійснюють під кутом до осі колоди (з перерізанням або без перерізання серцевини), одержані пиломатеріали сушать та розкроюють на рейки, які стругають, сортують, формують щит та склеюють його, отримується щит зі збереженням природної текстури деревини з урахуванням бажаної орієнтації рисунка текстури та блиску деревини на площинах щита. Поставлене завдання вирішується тим, що у запропонованому способі, який включає розпилю 7 вання колод на пиломатеріали, їх сушіння та розкроювання на рейки, стругання (фрезерування) рейок, їх сортування, формування щита і його склеювання з наступним обробленням поверхонь щита, згідно винаходу, розпилювання колод на пиломатеріали здійснюють під кутом до осі колоди (з перерізанням або без перерізання серцевини), одержані пиломатеріали укладають в окремі штабелі, сформовані у порядку їх виходу під час розпилювання, сушать та розкроюють на рейки, які укладають в окремі штабелі, сформовані у порядку їх виходу під час розпилювання, і у такому ж порядку послідовно піддають їх струганню та наступному послідовному укладанню в штабелі, рейки сортують, формують щит зі збереженням природної текстури деревини та склеюють його з урахуванням бажаної орієнтації рисунка текстури та блиску деревини на площинах щита. Пилопродукція, випиляна під кутом до осі колоди (з перерізанням або без перерізання серцевини), має оригінальну і більш прогнозовану текстуру (Фіг.1) та крашу формостійкість порівняно з пилопродукцією, випиляною паралельно до осі колоди традиційними способами. Краща формостійкість пилопродукції, випиляної під кутом до осі колоди, пояснюється наявністю замкнутих ліній у вигляді річних шарів, відсутністю довгих ділянок річних нашарувань з неперерізаними волокнами і, як наслідок, меншими внутрішніми напруженнями та їх впливом на поперечну деформацію (коробления) пилопродукції або стримуванням поперечної деформації ребром жорсткості. Використання для склеювання щита рейок, випиляних з одного пиломатеріалу або пиломатеріалів з однієї колоди, дозволить забезпечити склеювання щитів зі збереженням текстури деревини з меншими затратами сировини та трудозатратами на сортування та підбір рейок за текстурою. Виконання операції опорядження клеєного щита дозволить суттєво зменшити можливість прямого впливу навколишнього середовища на його коробления. На Фіг.1 - текстура деревини, випиляна під кутом до осі колоди: а) 5°, б) 10°, в) 15°; на Фіг.2 - варіанти щитів склеєних з рейок, які випиляні з одного пиломатеріалу: а) зі збереженням природної текстури деревини на площинах щита, б), в) зі збереженням природної текстури деревини і бажаної орієнтації рисунку текстури на площинах щита; на Фіг.3 - щити, склеєні зі збереженням текстури деревини, з пилопродукції, одержаної за розпилювання колоди під кутом: а) 5°, б) 10°, в) 15°; г) паралельно до твірної; д) і є) паралельно до вісі колоди; на Фіг.4 - варіант використання текстури деревини, випиляної під кутом 10° до вісі колоди для оформлення кухонної тумби (змодельовано за допомогою графічної комп'ютерної програми 3DStudioMAX); на Фіг.5 - елемент шафи книжкової (зі збереженням текстури деревини і бажаної орієнтації рисунку текстури на площинах щита), виготовленої 91374 8 з деревини бархата амурського, розпиляного під кутом до осі колоди; на Фіг.6 - двері (без збереження текстури деревини), виготовлені з деревини сосни, розпиляної паралельно до вісі колоди. Спосіб здійснюється так. Колоди, сортовані за породами, довжинами і діаметрами, із складу сировини подаються на стрічкопилковий верстат для виконання операції поздовжнього розпилювання під кутом до осі колоди з перерізанням або без перерізання серцевини (у випадку випилювання серцевинного пиломатеріалу і подальшого розпилювання отриманих частин колоди під кутом до її осі) на пиломатеріали. Випиляні пиломатеріали укладають в окремі штабелі, сформовані у порядку їх виходу під час розпилювання, після чого здійснюють їх сушіння. Висушені пиломатеріали розкроюють на рейки, які укладають в окремі штабелі, сформовані у порядку їх виходу під час розпилювання і у такому ж порядку послідовно піддають їх струганню та наступному послідовному укладанню в штабелі. Рейки сортують, формують з них щит зі збереженням природної текстури деревини та склеюють його з урахуванням бажаної орієнтації рисунка текстури та блиску деревини на площинах щита. Після склеювання здійснюють його форматне обрізування та калібрування, а за необхідності отримання щита складного профілю його площини і/або крайки піддають певному виду оброблення, зокрема фрезеруванню, свердлінню, довбанню, випалюванню, прямолінійному і криволінійному розкрою або їх поєднанню. На основі результатів теоретичних та експериментальних досліджень встановлено вплив виду пилопродукції залежно від напряму розпилювання (паралельно або під кутом до вісі колоди, у тому числі паралельно до твірної) на формостійкість клеєних щитів зі збереженням текстури деревини. Для виготовлення експериментальних зразків використано деревину бархата амурського, дуба та сосни. Зразки виготовлено із дотриманням вимог європейського стандарту щодо заготовок для клеєних щитів (DIN EN 13 353 (1999)). Склеювання щитів здійснено на гладку фугу полівінілацетатним клеєм Jowacol 102.20 із затверджувачем 193.5, який відноситься до клеїв категорії навантаження D-4. Для виключення можливості впливу на коробления клеєного щита такого фактору як порушення рівноваги розміщення вологи за товщиною пилопродукції внаслідок механічної обробки, вжито таких заходів: а) рейки обробляли з двох сторін симетрично, тобто товщина шару з обох сторін знімалась однакова; б) після склеювання щити витримували протягом 2-х тижнів; в) калібрування щитів проводили також симетрично. Для виключення можливості прямого впливу на деревину навколишнього середовища, щити опоряджено двокомпонентним поліуретановим ґрунтом (KWPLFF 401.00) та лаком (KWPLFO 401.99). Для виготовлення фасадних поверхонь щити недоцільно склеювати з надто вузьких ділянок (рейок, ламелей), оскільки це буде спотворювати декоративний вигляд щита та підвищувати затрати на 9 його виробництво. Тому, щити склеювали з рейок, шириною 60мм із збереженням природного рисунка (текстури). За основу обрано стандартну ширину фасадної поверхні - 296мм. Довжина та товщина щитів складає 350 та 18мм відповідно. Дослідження формостійкості щитів проводили впродовж календарного місяця в найскладніших умовах середовища. Таким умовам відповідає середовище кухонної кімнати під час приготування їжі. На приготування їжі в середньому затрачається 4...5 годин на добу. У цей період спостерігається значна зміна температури повітря в межах інтервалу 18...30°С (в літній період може сягати до 35°С), а також зміна відносної вологості повітря в межах інтервалу 60...90%. Ці умови можуть спричинити негативний вплив на деревину - розбухання або усихання, і, як наслідок, деформацію клеєного щита. Отримані результати досліджень засвідчили, що для збереження бажаної текстури деревини на площині клеєного щита (Фіг.3) за умови дотримання його формостійкості, необхідно використовувати пилопродукцію, випиляну під кутом до вісі колоди. Однак текстура деревини, випиляна під кутом 91374 10 до вісі колоди, але паралельно до її твірної, є невиразною і не може широко використовуватися у виробництві виробів з високою естетичною цінністю та оригінальним дизайном. Натомість текстура деревини, випиляна під кутом до вісі колоди (відмінним від кута між твірною і віссю), має красиву U- і/або О-подібну текстуру деревини, яку можна склеювати за бажанням у будь-якій послідовності, зокрема розвертати декілька склеєних між собою ділянок (рейок, ламелей) відносно інших склеєних ділянок (Фіг.3а), що забезпечить різний блиск поверхні щита залежно від напряму огляду без втрати формостійкості. Варіант використання текстури деревини, випиляної під кутом 10° до вісі колоди для оформлення кухонної тумби, змодельований за допомогою графічної комп'ютерної програми 3DStudioMAX (Фіг.4). Елемент шафи книжкової (зі збереженням текстури деревини), виготовленої з деревини бархата амурського, розпиляного під кутом до осі колоди, зображено на Фіг.5, а для порівняння на Фіг.6 представлено двері (без збереження текстури деревини), виготовлені з деревини сосни, розпиляної паралельно до вісі колоди. 11 Комп’ютерна верстка Н. Лиcенко 91374 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing laminated board with retaining wood texture
Автори англійськоюMaievskyi Volodymyr Oleksandrovych, Maksymiv Volodymyr Mykhailovych, Kalenskyi Vitalii Stepanovych
Назва патенту російськоюСпособ изготовления клееного щита с сохранением текстуры древесины
Автори російськоюМаевский Владимир Александрович, Максимив Владимир Михайлович, Каленский Виталий Степанович
МПК / Мітки
МПК: B27M 3/00
Мітки: деревини, збереженням, виготовлення, клеєного, щита, спосіб, текстури
Код посилання
<a href="https://ua.patents.su/6-91374-sposib-vigotovlennya-kleehnogo-shhita-zi-zberezhennyam-teksturi-derevini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення клеєного щита зі збереженням текстури деревини</a>
Спосіб отримання пилопродукції з u- та o-подібною текстурою деревини
Номер патенту: 31116
Опубліковано: 25.03.2008
Автор: Маєвський Володимир Олександрович
МПК: B27B 1/00
Мітки: текстурою, отримання, пилопродукції, спосіб, деревини, o-подібною
Формула / Реферат:
Спосіб отримання пилопродукції з U- та О-подібною текстурою деревини, який включає такі послідовні операції: підготовка колоди до розпилювання (сортування, гідротермічна обробка, обмивання, пошук металевих включень, обкорування); подача колоди в цех; базування колоди перед розпилюванням паралельно до осі колоди або паралельно до її твірної; розпилювання колоди на пиломатеріали та пиломатеріалів на заготовки залежно від методу і способу...
Спосіб визначення ударної в’язкості клеєного з’єднання деревини
Номер патенту: 19523
Опубліковано: 15.12.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 33/46
Мітки: в'язкості, з'єднання, клеєного, деревини, ударної, визначення, спосіб
Формула / Реферат:
Спосіб визначення ударної в'язкості клеєного з'єднання деревини, що включає виготовлення зразків із клеєної деревини, який відрізняється тим, що зразки виготовляють у вигляді прямокутної призми з гострим надрізом по клеєному з'єднанню, а випробування на ударну в'язкість здійснюють ударом вантажу маятникового копра на зразок зі сторони надрізу.
Спосіб виготовлення декоративного щита
Номер патенту: 67368
Опубліковано: 15.06.2004
Автор: Норах Роман Володимирович
МПК: E04F 15/04
Мітки: декоративного, щита, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення декоративного щита, який включає нанесення клею на пласти планок, укладання їх у пакет пластами один на одний і склеювання з пресуванням, стругання пакета в розмір і розпилювання пакета, який відрізняється тим, що розпилювання пакета виконують перпендикулярно до напрямку волокон або під заданим кутом на фрагменти, які склеюють між собою в ребро до утворення щита, який потім шліфують, просочують водостійкими речовинами,...
Спосіб визначення міцності клеєного з`єднання деревини на відрив облицювальних матеріалів
Номер патенту: 21060
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/40
Мітки: міцності, з'єднання, деревини, облицювальних, клеєного, спосіб, матеріалів, визначення, відрив
Формула / Реферат:
Спосіб визначення міцності клеєного з’єднання деревини на відрив облицювальних матеріалів, що включає прикладання навантаження до облицювального матеріалу, який відрізняється тим, що зразок жорстко закріплюють в пристрої, а зусилля до облицювального матеріалу прикладають безпосередньо по лінії його прилягання до деревини.
Спосіб визначення межі міцності клеєного з’єднання деревини при сколюванні вздовж волокон
Номер патенту: 19533
Опубліковано: 15.12.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/40
Мітки: спосіб, межі, з'єднання, деревини, волокон, вздовж, сколюванні, клеєного, міцності, визначення
Формула / Реферат:
Спосіб визначення межі міцності клеєного з'єднання деревини при сколюванні вздовж волокон, що включає виготовлення зразка без виступів у вигляді прямокутної призми, який відрізняється тим, що в зразку по клеєному з'єднанню виконують гострий пропил шириною 2 мм і глибиною 5 мм з кутом при вершині 60°, а навантаження на зразок здійснюють за допомогою пуансона з ексцентрично розміщеним на ньому хвостовиком.
Попередній патент: Апарат для дозування та змішування рідин
Наступний патент: Пристрій для автоматичної ідентифікації радіотелефонних передач
Випадковий патент: Композиція рослинних інгредієнтів до ароматизованого напою вермут десертний червоний "церковне свято"