Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів
Номер патенту: 91935
Опубліковано: 10.09.2010
Автори: Грубка Роман Михайлович, Михайлов Олександр Миколайович, Фенік Леонід Миколайович
Формула / Реферат
Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів при сумісному обкаті оброблюваного зубчатого виробу інструментом черв'ячного типу із зміною міжосьової відстані і наданням оброблюваному зубчатому виробу додаткового обертального руху, який відрізняється тим, що обробку зубчатого виробу виконують за два проходи, при цьому при першому проході нарізують косозубий зубчатий вінець з отриманням заготовки, а при другому проході на зазначеній заготовці нарізують косозубий зубчатий вінець із зворотним кутом нахилу зубів за умови зміни напряму обертання заготовки і зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу, на величину, що визначається по залежності:
Dсм = b tg b,
де:
Dсм - зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу;
b - кут нахилу лінії зубів;
b - ширина зубчатого вінця.
Текст
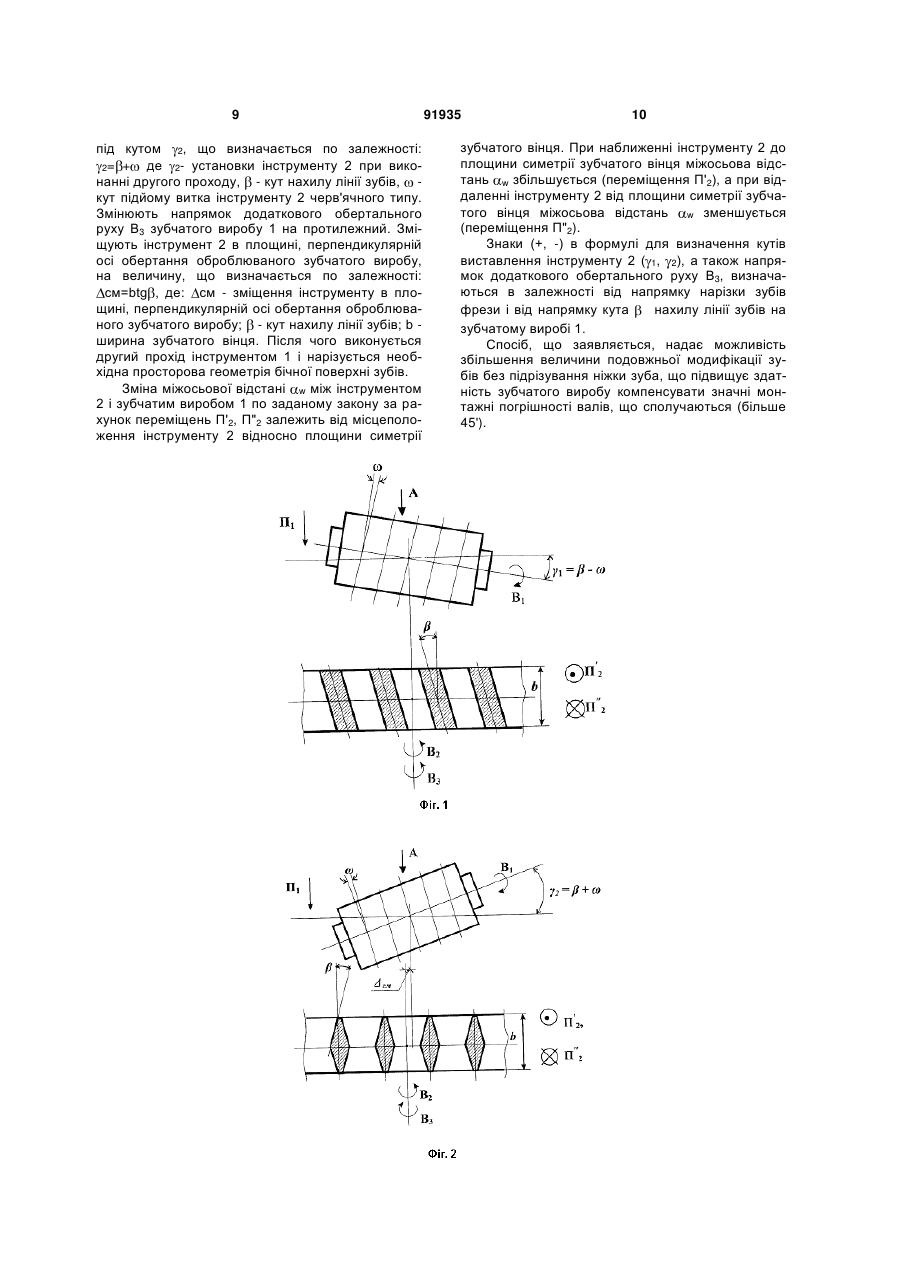
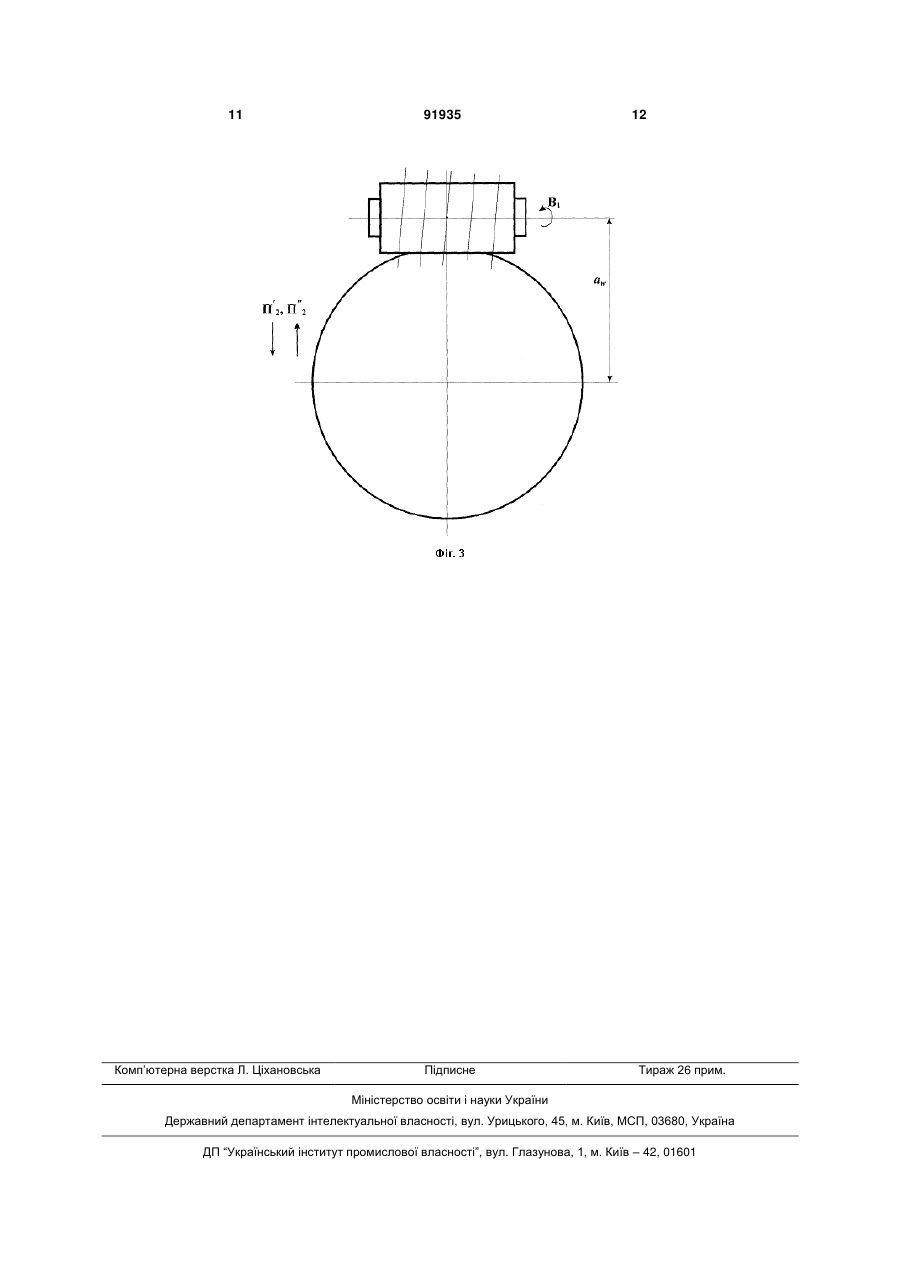
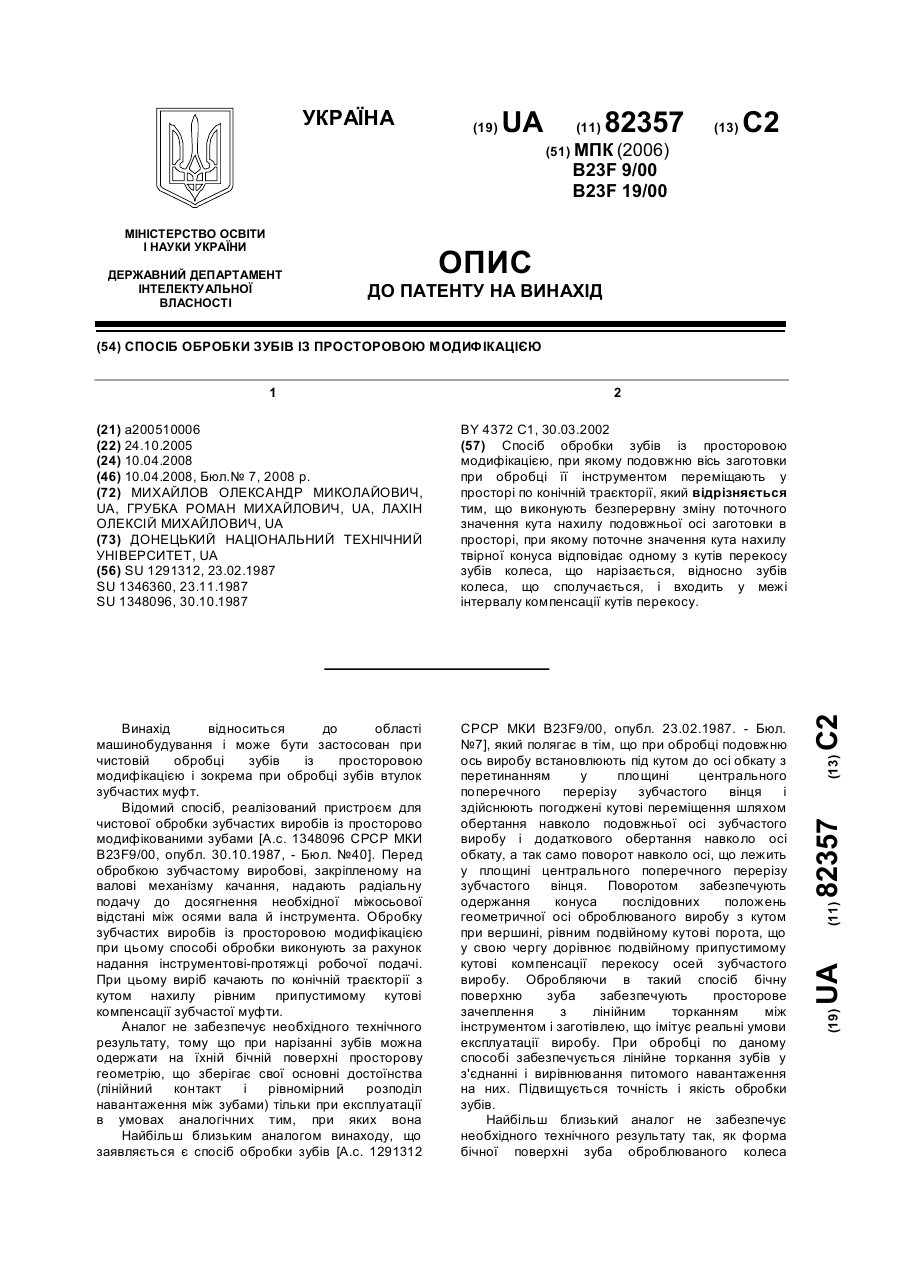
Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів при сумісному обкаті оброблюваного зубчатого виробу інструментом черв'ячного типу із зміною міжосьо C2 1 3 обкату під робочим навантаженням, в процесі якого парі сполучених зубчатих коліс придають додаткове обертання навколо осі, непаралельної осям коліс, що припрацьовуються. Придання зубчатій парі в процесі припрацювання вказаного додаткового обертання дозволяє здійснити подовжню (бочкоподібну) модифікацію зубів. За патентом Російської Федерації № 2063848, МПК B23F 19/02, дата подачі заявки 1992.06.22, відомий спосіб обробки зубчатих коліс в умовах обкату в редукторі під навантаженням. Підшипникові вузли валів встановлюють в ексцентрикових втулках, ексцентриковим втулкам одного з валів придають поворот на заданий кут, а ексцентриковим втулкам іншого валу - поворот в протилежні сторони на ту ж величину кута з підтримкою номінальної міжосьової відстані. При цьому твердість зубів колеса обкату значно перевищує твердість зубів оброблюваного колеса. Такий поворот ексцентрикових втулок дозволяє отримати перекіс оброблюваного колеса відносного колеса обкату. Це призводить до локалізації контакту у торців зубчатих коліс, що супроводжується інтенсивним зносом робочих поверхонь зубів оброблюваного колеса, яке має меншу твердість в порівнянні з колесом обкату. Перекіс осі оброблюваного колеса створюється поступово у міру припрацювання. Таке припрацювання приводить до подовжньої модифікації зубів (створення бочкоподібності по довжині зуба). Кут повороту ексцентрикових втулок визначається конструктивними розмірами колеса і величиною подовжньої модифікації. Подовжня модифікація зубів шляхом припрацювання в умовах обкату під навантаженням застосовується при технологічному припрацюванні зубчатих передач, в умовах ремонтно-механічного виробництва, але нерентабельна в умовах серійного або масового виробництва елементів зубчатих передач з подовжньо-модифікованими зубами. Відомі методи подовжньої модифікації зубів шляхом зміни режимів різання обробляючого інструменту (зміна сили притиснення, зміна швидкості подачі та інше) в процесі нарізки зубчатих виробів. Прикладом такого рішення є спосіб обробки зубчатих виробів з подовжньою модифікацією зубів шляхом пружного притискання ріжучого інструменту до зубчатого виробу із зусиллям, що змінюється по заданому закону (авторське свідоцтво СРСР № 402434, МПК B23F 19/02, дата подачі заявки 23.08.70). Для одночасної обробки двох сторін зубів колеса, що має подовжню модифікацію (бочкоподібність, конусність та інше), зусилля пружного притискання спрямовують радіальне до осі зубчатого колеса. В процесі зубообробки по вказаній схемі ріжучий інструмент спільно з інструментальною головкою постійно притискають до зубчатого колеса із змінним зусиллям, яке створюється пружним елементом, наприклад пружиною. При переміщенні інструментальної головки з подовжньою подачею, паралельною осі зубчатого колеса, за допомогою копіру, жорстко зв'язаного з нерухомою станиною, забезпечується притискання ріжучого 91935 4 інструменту до зубчатого колеса із зусиллям, величина якого змінюється по заданій залежності. Величина і форма модифікації зуба залежить від зміни зусилля радіального притискання. В зазначеному способі обробки зубів використано принцип копіювання, що вимагає особливого інструменту, а також спеціального обладнання для забезпечення заданого відносного руху заготовки та інструменту, що значно ускладнює технологію виготовлення зубчатих виробів. Особливий інтерес, з урахуванням особливостей способу, що заявляється, представляють способи подовжньої модифікації зубів, в яких геометрія зубів визначається особливостями кінематики взаємодії обробляючого інструменту і оброблюваного зубчатого колеса. За патентом України № 82357, МПК B23F 9/00, дата подання заявки 24.10.2005, відомий спосіб обробки зубів із просторовою модифікацією, при якому подовжню вісь заготовки при обробці її інструментом переміщають у просторі по конічній траєкторії і виконують безперервну зміну поточного значення кута нахилу подовжньої осі заготовки в просторі, при якому поточне значення кута нахилу твірної конуса відповідає одному з кутів перекосу зубів колеса, що нарізується, відносно зубів колеса, що сполучається, і входить у межі інтервалу компенсації кутів перекосу. Спосіб реалізують наступним чином. При чистовій обробці зубів із просторовою модифікацією інструмент вводиться в одну з западин зуба заготовки. Профіль інструмента ідентичний профілеві зуба колеса із прямолінійною твірною. Інструмент виконує зворотно-поступальний рух різання уздовж своєї утворюючої, а заготовка - просторовий рух при якому її подовжня ось описує в просторі конічну поверхню з перемінним кутом нахилу твірної конуса. При цьому поточне значення кута нахилу твірної конуса відповідає одному з кутів перекосу зубів колеса, що нарізується, відносно зубів колеса, що сполучається, і входить у межі інтервалу компенсації кутів перекосу. У процесі обробки зубчастого вінця заготовці і інструменту надаються взаємозалежні рухи формоутворення: головний рух - рух різання, просторовий рух - рух подовжньої осі заготовки по конічній поверхні, а також допоміжні рухи: рух ділення періодичний поворот заготовки і рух відводупідведення інструмента. Рух різання взаємозалежний із просторовим рухом таким чином, що в процесі обробки заготовка проходить в просторі всі положення, що відповідають поточним значенням кута перекосу з'єднання, який змінюється від деякого початкового значення кута перекосу до кінцевого значення. При цьому зазначені значення утворюють деякий інтервал значень, що здатний компенсувати оброблене зубчасте колесо. Як і за попереднім аналогом, зазначений спосіб обробки зубчатих виробів вимагає особливого інструменту, а також спеціального обладнання для забезпечення заданого відносного руху заготовки та інструменту, що значно ускладнює технологію виготовлення зубчатих виробів. 5 За авторським свідоцтвом СРСР № 1291312, МПК B23F 9/00, дата подання заявки 26.03.85, відомий спосіб обробки бочкоподібних зубів в умовах погоджених переміщень зубчатого виробу, вісь якого встановлюють під кутом до осі обкату з перетином в площині центрального перетину зубчатого вінця. Погоджені кутові переміщення здійснюють шляхом обертання навколо осі зубчатого виробу і додаткового обертання навколо осі обкату, з наданням доворота навколо осі, яка лежить в площині центрального поперечного перетину зубчатого вінця. Швидкість обертання навколо подовжньої осі зубчатого виробу рівна по величині і протилежно направлена швидкості додаткового обертання навколо осі обкату. Спосіб реалізують наступним чином. При обробці бочкоподібних зубів зубчатих виробів, подовжня вісь яких встановлена під кутом до осі обкату з перетином в площині центрального поперечного перетину зубчатого вінця в умовах погоджених кутових переміщень, погоджені кутові переміщення здійснюють шляхом обертання навколо подовжньої осі зубчатого виробу і додаткового обертання навколо осі обкату, а також доворота навколо осі, що лежить в площині центрального поперечного перетину зубчатого вінця. Швидкість обертання навколо подовжньої осі зубчатого виробу рівна по величині і протилежно направлена швидкості додаткового обертання навколо осі обкату, а кут доворота рівний допустимому куту компенсації перекосу осей зубчатого виробу. Погоджені кутові переміщення, які здійснюють шляхом обертання подовжньої осі зубчатого виробу і додаткового обертання навколо осі обкату, а також доворота навколо осі, що лежить в площині центрального поперечного перетину зубчатого вінця, забезпечують рівність кутових швидкостей оброблюваного зубчатого виробу і інструменту, що імітує своїм відносним рухом зубчату обойму, передавальне число рівне одиниці. Оброблювана таким чином поверхня забезпечує лінійний контакт зубів втулки і обойми при експлуатації, одночасний контакт всіх зубів обойми з всіма зубами втулки, що знижує контактні напруги і збільшує термін служби зубчатих муфт. Рівність кута доворота допустимому куту компенсації перекосу осей зубчатого виробу дозволяє отримати конус послідовних положень геометричної осі оброблюваного виробу з кутом при вершині, рівним подвійному куту доворота, що забезпечує якісну роботу зубчатої муфти в межах допустимого кута компенсації. Загальними ознаками аналога і рішення, що заявляється, є: спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів при сумісному обкаті оброблюваного зубчатого виробу інструментом черв'ячного типу із зміною міжцентрової відстані і наданням оброблюваному зубчатому виробу додаткового обертального руху. Геометрія бокової поверхні зубів, отриманих за вказаним способом, не дозволяє компенсувати монтажні погрішності валів, що перевищують 45', тому що збільшення кута установки зубчатого виробу відносно осі обкату приводить до зміщення 91935 6 вихідного контуру нарізуваних зубів на величину, при якій можливо їх підрізування. Як прототип вибрано спосіб нарізування зубчатих виробів з подовжньою модифікацією зуба за авторським свідоцтвом СРСР №1348097, МПК B23F 9/00, дата подачі заявки 1985.06.21. В основу способу покладено принцип нарізування зубчатих виробів з подовжньою модифікацією зуба при зміні міжцентрової відстані і сумісного обкату зубчатого виробу інструментом черв'ячного типу при подачі останнього уздовж осі виробу і змінній радіальній подачі. При цьому одному з елементів пари "інструмент-виріб" придають додаткову радіальну подачу, постійну по напряму і величині, яка більше по абсолютному значенню максимальної величини змінної радіальної подачі виробу. Спосіб здійснюють таким чином. Одночасно з включенням подовжньої подачі інструменту, обертання фрези і обертання столу (ланцюг обкатки), включають додаткову змінну радіальну подачу столу, величину якої змінюють за допомогою копіру з криволінійним профілем, датчика, що взаємодіє з копіром, і слідкувального пристрою, привід якого передає рух ланцюгу радіальної подачі столу. Результуюча радіальна подача столу є сумою рухів змінної радіальної подачі і додаткової радіальної подачі столу. Загальними ознаками прототипу і рішення, що заявляється, є: спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів при сумісному обкаті оброблюваного зубчатого виробу інструментом черв'ячного типу із зміною міжцентрової відстані і наданням оброблюваному зубчатому виробу додаткового обертального руху. Геометрія бокової поверхні зубів, отриманих за вказаним способом, як і за приведеним вище аналогом, не дозволяє компенсувати монтажні погрішності валів, що перевищують 45'. Це пояснюється тим, що максимальна величина радіального зміщення заготовки обмежена параметрами нарізуваного зубчатого вінця (кутом профілю вихідного контуру, коефіцієнтом висоти головки зуба і числом зубів). При перевищенні максимальної величини радіального зміщення заготовки вершини зубів ріжучого інструменту врізаються в ніжки зубів зубчатого виробу. Внаслідок чого ніжки зубів оброблюваного зубчатого виробу підрізуються. Це ослабляє їх, експлуатаційні характеристики зубчатого виробу в умовах компенсації значних монтажних погрішностей валів (більше 45') знижуються. В основу винаходу поставлена задача удосконалення способу виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів, в якому технологічні особливості обробки забезпечують підвищення експлуатаційних характеристик зубчатого виробу в умовах компенсації значних монтажних погрішностей валів (більше 45') за рахунок збільшення величини подовжньої модифікації зубів без підрізування ніжки зуба. Поставлена задача вирішується тим, що в способі виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів при сумісному обкаті оброблюваного зубчатого виробу інструментом черв'ячного типу із зміною міжосьової 7 відстані і наданням оброблюваному зубчатому виробу додаткового обертального руху, відповідно до винаходу, обробку зубчатого виробу виконують за два проходи, при цьому при першому проході нарізують косозубий зубчатий вінець з отриманням заготовки, а при другому проході на зазначеній заготовці нарізують косозубий зубчатий вінець із зворотним кутом нахилу зубів за умови зміни напряму обертання заготовки і зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу, на величину, що визначається по залежності: см=btg , де: см зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу; - кут нахилу лінії зубів; b - ширина зубчатого вінця. Вказані ознаки складають сутність винаходу. Істотні ознаки винаходу знаходяться в причинно-наслідковому зв'язку з технічним результатом, що досягається. Так, відмітні ознаки винаходу (обробку зубчатого виробу виконують за два проходи, при цьому при першому проході нарізують косозубий зубчатий вінець з отриманням заготовки, а при другому проході на зазначеній заготовці нарізують косозубий зубчатий вінець із зворотним кутом нахилу зубів за умови зміни напряму обертання заготовки і зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу, на величину, що визначається по залежності: см=btg , де: см - зміщення інструмента в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу; - кут нахилу лінії зубів; b ширина зубчатого вінця) спільно з істотними ознаками, загальними з прототипом, забезпечують можливість підвищення експлуатаційних характеристик зубчатого виробу в умовах компенсації значних монтажних погрішностей валів (більше 45') за рахунок збільшення величини подовжньої модифікації зубів без підрізування ніжки зуба. Це пояснюється наступним. Форма бокової поверхні зубів в процесі обробки забезпечується перетином траєкторій відносного переміщення інструменту, як для першого, так і для другого проходів в точці, що належить площині симетрії зубчатого вінця і осі його обертання. Забезпечивши заготовці і інструменту всі перераховані рухи і виконавши послідовно два проходи можна отримати на боковій поверхні зубів просторову геометрію із заданими експлуатаційними властивостями. Просторова геометрія зубів залежить від швидкості додаткового обертального руху заготовки, який визначає величину кута нахилу лінії зубів, і від зміни величини міжосьової відстані залежно від місцеположення інструменту в прив'язці до координати по довжині зуба. В процесі обробки нарізувана в перетині торця евольвента зміщена не тільки в радіальному напрямі за рахунок зміни міжосьової відстані, але і в тангенціальному напрямі при наданні заготовці додаткового обертального руху. Таким чином, з бічної поверхні зубів зрізується більша величина припуску без підрізування ніжки зуба, що забезпечує можливість компенсації значних погрішностей 91935 8 монтажу валів, що сполучаються, без погіршення експлуатаційних характеристик зубчатого виробу. Нижче приводиться докладний опис способу виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів з посиланнями на креслення, на яких показано: Фіг.1 - Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів, принципова схема обробки зубчатого виробу при першому проході. Фіг.2 - Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів, принципова схема обробки зубчатого виробу при другому проході. Фіг.3 - Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів, вид А на Фіг.1, 2. Спосіб реалізують наступним чином. Виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів виконують при сумісному обкаті оброблюваного зубчатого виробу 1 інструментом 2 черв'ячного типу (наприклад фрезою) із зміною міжосьової відстані і наданням оброблюваному зубчатому виробу 1 додаткового обертального руху. Обробку зубчатого виробу 1 виконують за два проходи. При першому проході (Фіг.1) по відомій технології (при наявності додаткового обертального руху зубчатого виробу 1 і зміни міжосьової відстані w між інструментом 2 і зубчатим виробом 1) на зубчатому виробі 1 нарізують косозубий зубчатий вінець з отриманням заготовки з кутом нахилу лінії зубів . Інструмент 2 встановлюють під кутом 1, який визначається по залежності: 1= - , де 1 - кут установки інструменту 2, - кут нахилу лінії зубів, - кут підйому витка інструменту 2 черв'ячного типу. В процесі обробки зубчатому виробу 1 і інструменту 2 надають взаємозв'язані обертові рухи В1 і В2 навколо осей, що забезпечує формоутворення по методу обкатки. Для утворення зубів по довжині інструменту 2 надають рух подачі П1 уздовж осі оброблюваного зубчатого виробу 1. Отримання просторової геометрії на боковій поверхні зубів із заданими експлуатаційними властивостями здійснюється при погодженій зміні міжосьової відстані w між інструментом 2 і зубчатим виробом 1 по заданому закону за рахунок протилежних переміщень П'2, П"2 зубчатого виробу 1 і наданням зубчатому виробу 1 додаткового обертального руху В3 постійної величини. Зміна міжосьової відстані w і додатковий обертальний рух В3 зубчатого виробу 1 погоджені з рухом П1 подачі інструменту 2 уздовж осі зубчатого виробу 1. Додатковий обертальний рух В3 зубчатого виробу 1 і одночасна зміна міжосьової відстані w приводять до зміни розташування евольвенти в залежності від координати по довжині зуба, що дозволяє нарізувати необхідну геометрію на боковій поверхні зуба. При виконанні другого проходу (Фіг.2) на зубчатому виробі 1, як на заготовці для другого проходу, нарізують косозубий зубчатий вінець із зворотним кутом нахилу зубів. Інструмент 2 повертають в протилежну сторону і встановлюють 9 під кутом 2, що визначається по залежності: де 2- установки інструменту 2 при вико2= + нанні другого проходу, - кут нахилу лінії зубів, кут підйому витка інструменту 2 черв'ячного типу. Змінюють напрямок додаткового обертального руху В3 зубчатого виробу 1 на протилежний. Зміщують інструмент 2 в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу, на величину, що визначається по залежності: см=btg , де: см - зміщення інструменту в площині, перпендикулярній осі обертання оброблюваного зубчатого виробу; - кут нахилу лінії зубів; b ширина зубчатого вінця. Після чого виконується другий прохід інструментом 1 і нарізується необхідна просторова геометрія бічної поверхні зубів. Зміна міжосьової відстані w між інструментом 2 і зубчатим виробом 1 по заданому закону за рахунок переміщень П'2, П"2 залежить від місцеположення інструменту 2 відносно площини симетрії 91935 10 зубчатого вінця. При наближенні інструменту 2 до площини симетрії зубчатого вінця міжосьова відстань w збільшується (переміщення П'2), а при віддаленні інструменту 2 від площини симетрії зубчатого вінця міжосьова відстань w зменшується (переміщення П"2). Знаки (+, -) в формулі для визначення кутів виставлення інструменту 2 ( 1, 2), а також напрямок додаткового обертального руху В3, визначаються в залежності від напрямку нарізки зубів фрези і від напрямку кута нахилу лінії зубів на зубчатому виробі 1. Спосіб, що заявляється, надає можливість збільшення величини подовжньої модифікації зубів без підрізування ніжки зуба, що підвищує здатність зубчатого виробу компенсувати значні монтажні погрішності валів, що сполучаються (більше 45'). 11 Комп’ютерна верстка Л. Ціхановська 91935 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing cylindrical gear products with longitudinal modification of teeth
Автори англійськоюHrubka Roman Mykhailovych, Mykhailov Oleksandr Mykolaiovych, Fenik Leonid Mykolaiovych
Назва патенту російськоюСпособ изготовления цилиндрических зубчатых изделий с продольной модификацией зубьев
Автори російськоюГрубка Роман Михайлович, Михайлов Александр Николаевич, Феник Леонид Николаевич
МПК / Мітки
МПК: B23F 9/00
Мітки: циліндричних, зубчатих, подовжньою, модифікацією, виробів, спосіб, зубів, виготовлення
Код посилання
<a href="https://ua.patents.su/6-91935-sposib-vigotovlennya-cilindrichnikh-zubchatikh-virobiv-z-podovzhnoyu-modifikaciehyu-zubiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення циліндричних зубчатих виробів з подовжньою модифікацією зубів</a>
Спосіб обробки зубів із просторовою модифікацією
Номер патенту: 82357
Опубліковано: 10.04.2008
Автори: Грубка Роман Михайлович, Михайлов Олександр Миколайович, Лахін Олексій Михайлович
МПК: B23F 19/00, B23F 9/00
Мітки: зубів, просторовою, модифікацією, обробки, спосіб
Формула / Реферат:
Спосіб обробки зубів із просторовою модифікацією, при якому подовжню вісь заготовки при обробці її інструментом переміщають у просторі по конічній траєкторії, який відрізняється тим, що виконують безперервну зміну поточного значення кута нахилу подовжньої осі заготовки в просторі, при якому поточне значення кута нахилу твірної конуса відповідає одному з кутів перекосу зубів колеса, що нарізається, відносно зубів колеса, що...
Спосіб обробки зубів із просторовою модифікацією
Номер патенту: 13765
Опубліковано: 17.04.2006
Автори: Михайлов Олександр Миколайович, Грубка Роман Михайлович, Лахін Олексій Михайлович
МПК: B23F 19/00, B23F 9/00
Мітки: просторовою, обробки, спосіб, модифікацією, зубів
Формула / Реферат:
Спосіб обробки зубів із просторовою модифікацією, при якому подовжню вісь заготовки при обробці її інструментом переміщають у просторі по конічній траєкторії, який відрізняється тим, що виконують безперервну зміну поточного значення кута нахилу подовжньої осі заготовки в просторі, при якому поточне значення кута нахилу твірної конуса відповідає одному з кутів перекосу зубів колеса, що нарізається відносно зубів колеса, що сполучається, і...
Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24243
Опубліковано: 07.07.1998
Автори: Хамдан Мухаммед, Надєін Владислав Семенович, Ковришкін Микола Олександрович
МПК: B23F 21/00
Мітки: коліс, спосіб, шевінгування, евольвентних, циліндричних, зубчатих
Формула / Реферат:
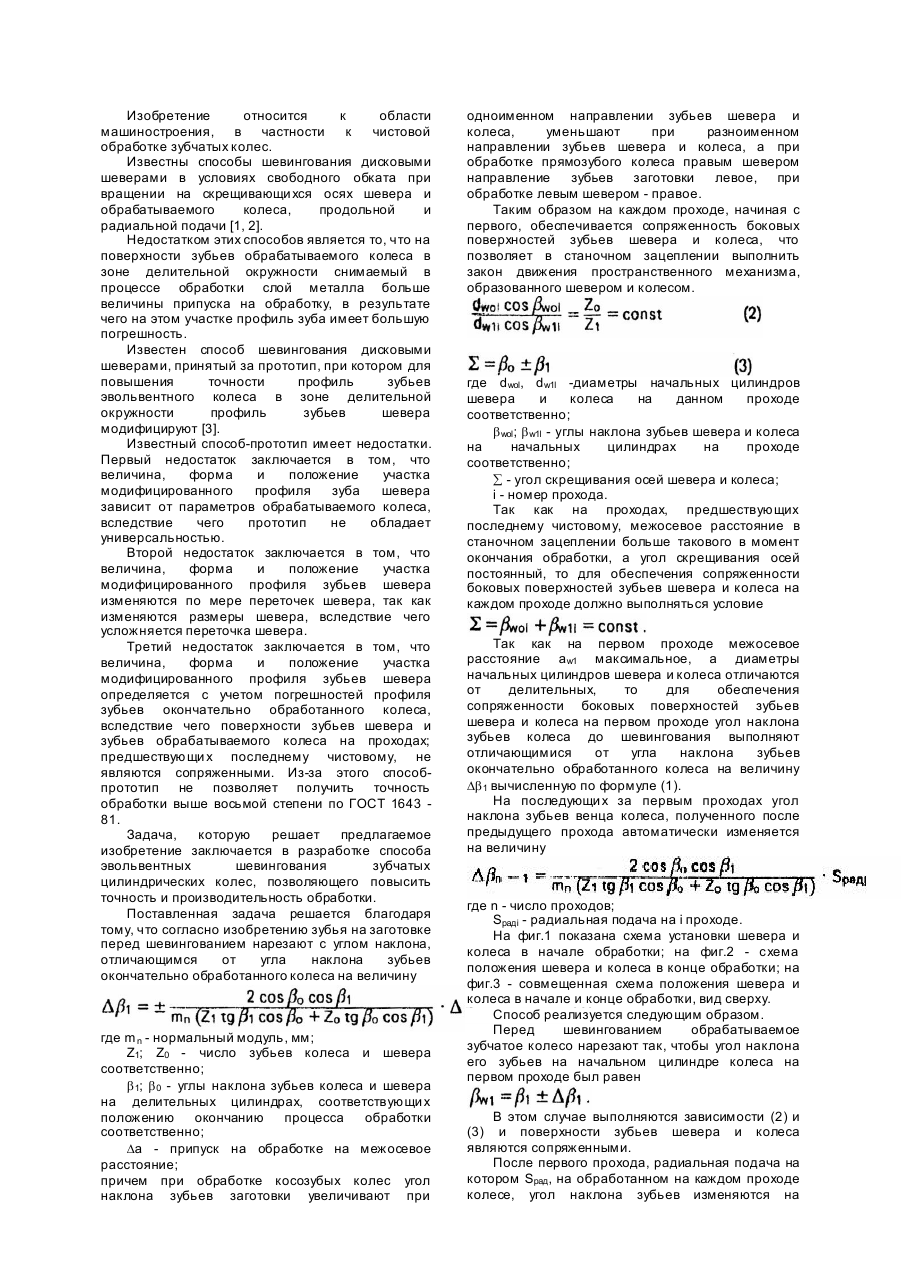
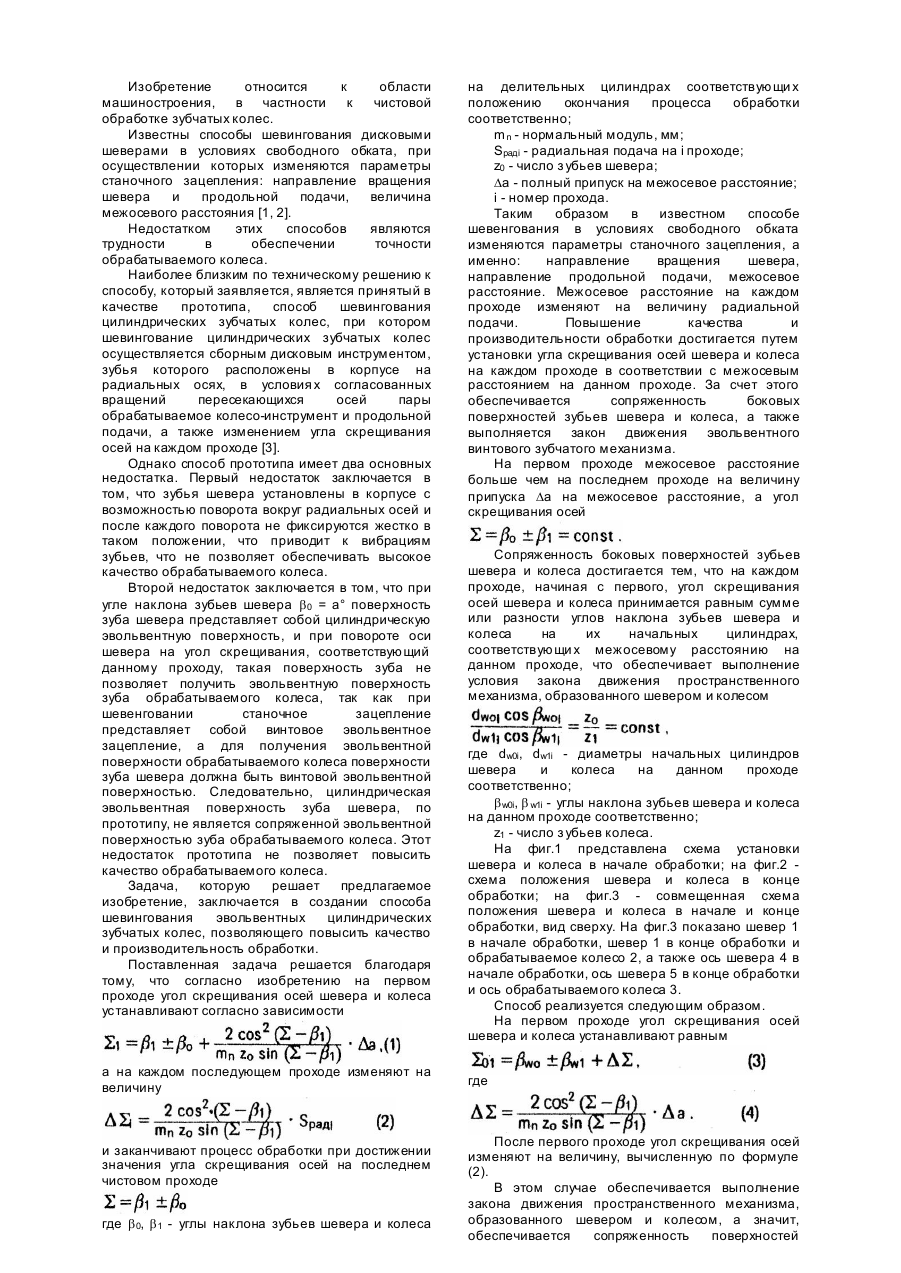
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером, зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагают на скрещивающихся осях и сообщают им согласованное вращение вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что зубья на заготовке перед шевингованием нарезают с углом наклона, отличающимся от угла наклона зубьев окончательно...
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 43044
Опубліковано: 27.07.2009
Автори: Бобух Олексій Іванович, Коновалов Олексій Дмитрович, Бобух Іван Олексійович, Федорінов Володимир Анатолійович, Нечаєва Лілія Анатолієвна
МПК: B23F 21/00
Мітки: спосіб, виробів, зовнішнім, нарізування, зубчатих, зачепленням, внутрішнім, неевольвентним
Формула / Реферат:
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням, профіль котрого має увігнуті ділянки, інструментом, ріжучі кромки котрого мають відповідний профіль, з подачею інструмента до дотику базової поверхні, який відрізняється тим, що спряжені кромки циліндричної поверхні деталі та профільних пазів обробляються ріжучою кромкою того ж інструмента, а кривизна ділянок, що обробляють кромки, зворотна кривизні...
Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24242
Опубліковано: 07.07.1998
Автори: Ковришкін Микола Олександрович, Хамдан Мухаммед, Надєін Владислав Семенович
МПК: F17D 1/07
Мітки: коліс, циліндричних, спосіб, евольвентних, зубчатих, шевінгування
Формула / Реферат:
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагаются на скрещивающихся осях и сообщают им согласованные вращения вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что на первом проходе угол скрещивания осей шевера и колеса устанавливают согласно зависимостиа на каждом...
Попередній патент: Вітрова теплоелектростанція
Наступний патент: Лінійний електропривод
Випадковий патент: Спосіб електрошлакової зварки тіл обертання