Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Номер патенту: 24242
Опубліковано: 07.07.1998
Автори: Хамдан Мухаммед, Надєін Владислав Семенович, Ковришкін Микола Олександрович
Формула / Реферат
Способ шевингования эвольвентных цилиндрических зубчатых колес сборным или цельным дисковым шевером зубья которого неподвижны относительно корпуса, при котором шевер и колесо располагаются на скрещивающихся осях и сообщают им согласованные вращения вокруг этих осей, продольную и радиальную подачи, отличающийся тем, что на первом проходе угол скрещивания осей шевера и колеса устанавливают согласно зависимости
а на каждом последующем проходе изменяют на величину
и заканчивают процесс обработки при достижении значения угла скрещивания осей на последнем чистовом проходе
где b0, b1 - углы наклона зубьев шевера и колеса на делительных цилиндрах соответствующих положению окончанию процесса обработки соответственно;
mn - нормальный модуль, мм;
Sрадi - радиальная подача на i проходе;
z0 - число зубьев шевера;
Da - полный припуск на межосевое расстояние;
i - номер прохода.
Текст
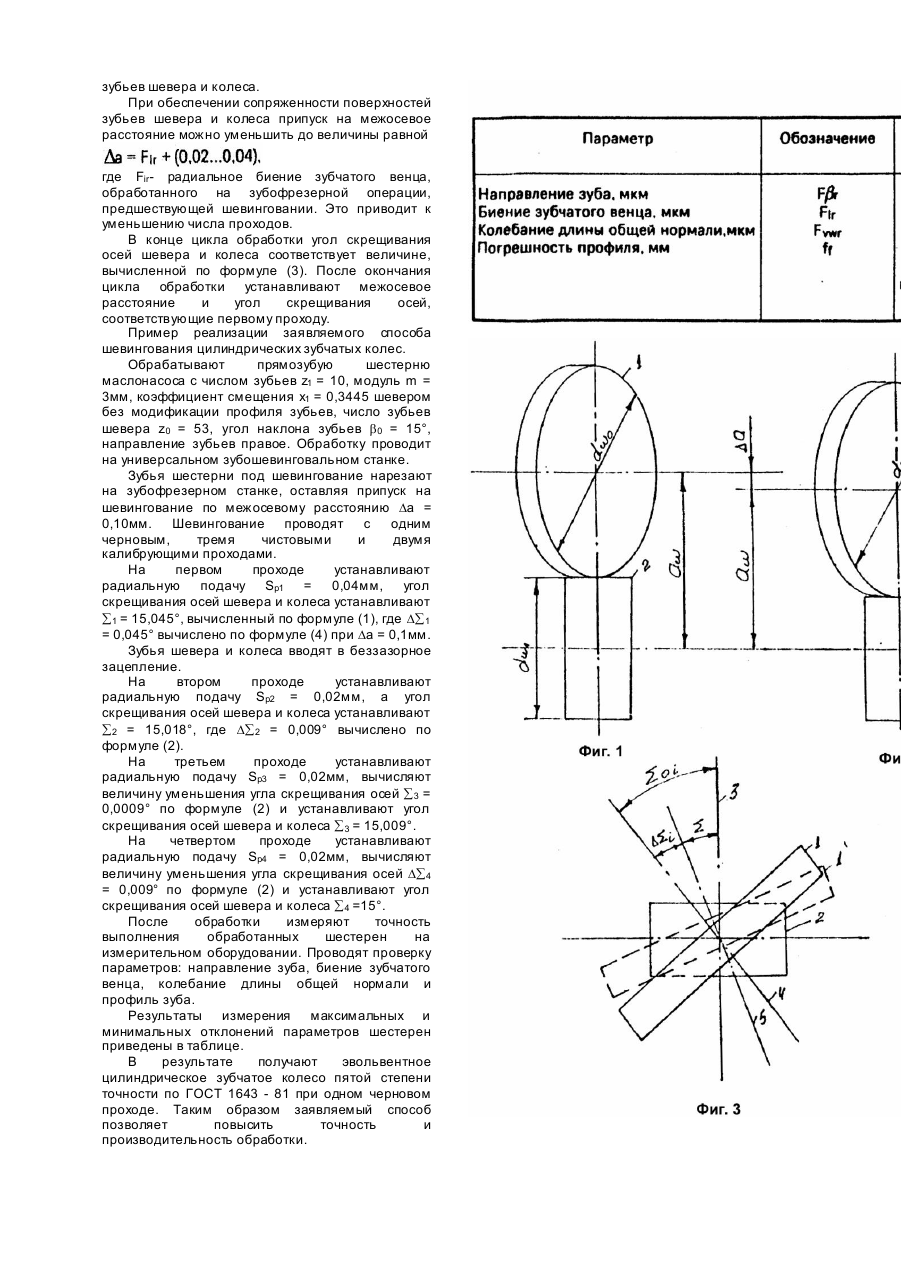
Изобретение относится к области машиностроения, в частности к чистовой обработке зубчатых колес. Известны способы шевингования дисковыми шеверами в условиях свободного обката, при осуществлении которых изменяются параметры станочного зацепления: направление вращения шевера и продольной подачи, величина межосевого расстояния [1, 2]. Недостатком этих способов являются трудности в обеспечении точности обрабатываемого колеса. Наиболее близким по техническому решению к способу, который заявляется, является принятый в качестве прототипа, способ шевингования цилиндрических зубчатых колес, при котором шевингование цилиндрических зубчатых колес осуществляется сборным дисковым инструментом, зубья которого расположены в корпусе на радиальных осях, в условия х согласованных вращений пересекающихся осей пары обрабатываемое колесо-инструмент и продольной подачи, а также изменением угла скрещивания осей на каждом проходе [3]. Однако способ прототипа имеет два основных недостатка. Первый недостаток заключается в том, что зубья шевера установлены в корпусе с возможностью поворота вокруг радиальных осей и после каждого поворота не фиксируются жестко в таком положении, что приводит к вибрациям зубьев, что не позволяет обеспечивать высокое качество обрабатываемого колеса. Второй недостаток заключается в том, что при угле наклона зубьев шевера b 0 = a° поверхность зуба шевера представляет собой цилиндрическую эвольвентную поверхность, и при повороте оси шевера на угол скрещивания, соответствующий данному проходу, такая поверхность зуба не позволяет получить эвольвентную поверхность зуба обрабатываемого колеса, так как при шевенговании станочное зацепление представляет собой винтовое эвольвентное зацепление, а для получения эвольвентной поверхности обрабатываемого колеса поверхности зуба шевера должна быть винтовой эвольвентной поверхностью. Следовательно, цилиндрическая эвольвентная поверхность зуба шевера, по прототипу, не является сопряженной эвольвентной поверхностью зуба обрабатываемого колеса. Этот недостаток прототипа не позволяет повысить качество обрабатываемого колеса. Задача, которую решает предлагаемое изобретение, заключается в создании способа шевингования эвольвентных цилиндрических зубчатых колес, позволяющего повысить качество и производительность обработки. Поставленная задача решается благодаря тому, что согласно изобретению на первом проходе угол скрещивания осей шевера и колеса устанавливают согласно зависимости а на каждом последующем проходе изменяют на величину и заканчивают процесс обработки при достижении значения угла скрещивания осей на последнем чистовом проходе где b 0, b 1 - углы наклона зубьев шевера и колеса на делительных цилиндрах соответствующи х положению окончания процесса обработки соответственно; m n - нормальный модуль, мм; Sрадi - радиальная подача на i проходе; z0 - число з убьев шевера; Da - полный припуск на межосевое расстояние; i - номер прохода. Таким образом в известном способе шевенгования в условиях свободного обката изменяются параметры станочного зацепления, а именно: направление вращения шевера, направление продольной подачи, межосевое расстояние. Межосевое расстояние на каждом проходе изменяют на величину радиальной подачи. Повышение качества и производительности обработки достигается путем установки угла скрещивания осей шевера и колеса на каждом проходе в соответствии с межосевым расстоянием на данном проходе. За счет этого обеспечивается сопряженность боковых поверхностей зубьев шевера и колеса, а также выполняется закон движения эвольвентного винтового зубчатого механизма. На первом проходе межосевое расстояние больше чем на последнем проходе на величину припуска Da на межосевое расстояние, а угол скрещивания осей Сопряженность боковых поверхностей зубьев шевера и колеса достигается тем, что на каждом проходе, начиная с первого, угол скрещивания осей шевера и колеса принимается равным сумме или разности углов наклона зубьев шевера и колеса на их начальных цилиндрах, соответствующи х межосевому расстоянию на данном проходе, что обеспечивает выполнение условия закона движения пространственного механизма, образованного шевером и колесом где dw0i, dw1i - диаметры начальных цилиндров шевера и колеса на данном проходе соответственно; b w0i, b w1i - углы наклона зубьев шевера и колеса на данном проходе соответственно; z1 - число з убьев колеса. На фиг.1 представлена схема установки шевера и колеса в начале обработки; на фиг.2 схема положения шевера и колеса в конце обработки; на фиг.3 - совмещенная схема положения шевера и колеса в начале и конце обработки, вид сверху. На фиг.3 показано шевер 1 в начале обработки, шевер 1 в конце обработки и обрабатываемое колесо 2, а также ось шевера 4 в начале обработки, ось шевера 5 в конце обработки и ось обрабатываемого колеса 3. Способ реализуется следующим образом. На первом проходе угол скрещивания осей шевера и колеса устанавливают равным где После первого проходе угол скрещивания осей изменяют на величину, вычисленную по формуле (2). В этом случае обеспечивается выполнение закона движения пространственного механизма, образованного шевером и колесом, а значит, обеспечивается сопряженность поверхностей зубьев шевера и колеса. При обеспечении сопряженности поверхностей зубьев шевера и колеса припуск на межосевое расстояние можно уменьшить до величины равной где Fir- радиальное биение зубчатого венца, обработанного на зубофрезерной операции, предшествующей шевинговании. Это приводит к уменьшению числа проходов. В конце цикла обработки угол скрещивания осей шевера и колеса соответствует величине, вычисленной по формуле (3). После окончания цикла обработки устанавливают межосевое расстояние и угол скрещивания осей, соответствующие первому проходу. Пример реализации заявляемого способа шевингования цилиндрических зубчатых колес. Обрабатывают прямозубую шестерню маслонасоса с числом зубьев z1 = 10, модуль m = 3мм, коэффициент смещения x1 = 0,3445 шевером без модификации профиля зубьев, число зубьев шевера z0 = 53, угол наклона зубьев b 0 = 15°, направление зубьев правое. Обработку проводит на универсальном зубошевинговальном станке. Зубья шестерни под шевингование нарезают на зубофрезерном станке, оставляя припуск на шевингование по межосевому расстоянию Da = 0,10мм. Шевингование проводят с одним черновым, тремя чистовыми и двумя калибрующими проходами. На первом проходе устанавливают радиальную подачу Sp1 = 0,04мм, угол скрещивания осей шевера и колеса устанавливают å 1 = 15,045°, вычисленный по формуле (1), где Då 1 = 0,045° вычислено по формуле (4) при Da = 0,1мм. Зубья шевера и колеса вводят в беззазорное зацепление. На втором проходе устанавливают радиальную подачу Sp2 = 0,02мм, а угол скрещивания осей шевера и колеса устанавливают å 2 = 15,018°, где Då 2 = 0,009° вычислено по формуле (2). На третьем проходе устанавливают радиальную подачу Sp3 = 0,02мм, вычисляют величину уменьшения угла скрещивания осей å 3 = 0,0009° по формуле (2) и устанавливают угол скрещивания осей шевера и колеса å 3 = 15,009°. На четвертом проходе устанавливают радиальную подачу Sp4 = 0,02мм, вычисляют величину уменьшения угла скрещивания осей Då 4 = 0,009° по формуле (2) и устанавливают угол скрещивания осей шевера и колеса å 4 =15°. После обработки измеряют точность выполнения обработанных шестерен на измерительном оборудовании. Проводят проверку параметров: направление зуба, биение зубчатого венца, колебание длины общей нормали и профиль зуба. Результаты измерения максимальных и минимальных отклонений параметров шестерен приведены в таблице. В результате получают эвольвентное цилиндрическое зубчатое колесо пятой степени точности по ГОСТ 1643 - 81 при одном черновом проходе. Таким образом заявляемый способ позволяет повысить точность и производительность обработки.
ДивитисяДодаткова інформація
Автори англійськоюKovryshkin Mykola Oleksandrovych
Автори російськоюКовришкин Николай Александрович
МПК / Мітки
МПК: F17D 1/07
Мітки: зубчатих, циліндричних, коліс, спосіб, евольвентних, шевінгування
Код посилання
<a href="https://ua.patents.su/2-24242-sposib-shevinguvannya-evolventnikh-cilindrichnikh-zubchatikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб шевінгування евольвентних циліндричних зубчатих коліс</a>
Пристрій для відновлення зубчатих коліс
Номер патенту: 12886
Опубліковано: 28.02.1997
Автори: Сухоруков Юрій Миколайович, Мироненко Сергій Володимирович
МПК: B23P 6/00
Мітки: зубчатих, коліс, відновлення, пристрій
Формула / Реферат:
(57) 1. Устройство для восстановления зубчатых колес, содержащее профильный валок, установленный на опорах свозможностью вращения относительно продольной оси и радиального перемещения, выполненный с профильными выступами на наружной поверхности, обкатывающий валок установленный с возможностью вращения относительно продольной оси, зубчатый калибр и прижим, отличающееся тем, что профильный и обкатывающий валки установлены с эксцентриситетом...
Спосіб виготовлення зубчатих колес
Номер патенту: 5097
Опубліковано: 28.12.1994
Автори: Сергєєв Святослав Тимофійович, Шевцов Євген Миколайович
МПК: B23F 5/00, B23F 15/00
Мітки: виготовлення, колес, зубчатих, спосіб
Формула / Реферат:
Способ изготовления зубчатых колёс, профиль которых выполнен по сложным кривым, имеющим выпуклые и вогнутые участки, включающий зубонарезание, термообработку и заключительную операцию, отличающийся тем, что, с целью упрощения технологии изготовления профилей зубьев и повышения точности обработки, зубонарезание производят с помощью двух долбяков, один из которых формирует выпуклую часть профиля зуба, а другой - вогнутую, при этом режущие...
Спосіб магнітної обробки зубчастих коліс
Номер патенту: 13242
Опубліковано: 28.02.1997
Автори: Малигін Борис Володимирович, Офіцеров Олександр Сергійович, Тихонов Сергій Олексійович, Дмитрук Микола Миколайович
МПК: C21D 1/04
Мітки: обробки, коліс, магнітної, зубчастих, спосіб
Формула / Реферат:
1 Способ магнитной обработки зубчатых колес, включающий обработку зубьев магнитными полями различного направления, отличающийся тем, что боковые поверхности зубьев обрабатывают магнитными полями противоположного направления, причем головки зубьев обрабатывают магнитным полем, силовые линии которого выходят из зубьев, а ножки - противоположно направленным магнитным полем.2. Способ по п.1, отличающийся тем, что магнитную обработку зубьев...
Автомат для гідропластичної обробки циліндричних зубчастих коліс
Номер патенту: 7011
Опубліковано: 31.03.1995
Автори: Хрісто Васілєв Тодоров, Цаньо Георгієв Цанєв, Ніколай Ангелов Мітєв, Георгі Костов Петков, Іван Ілієв Тревнєнскі, Надка Марінова Мілчева, Георгі Іванов Іванов, Ілія Мілчев Нанков
МПК: B30B 1/00
Мітки: автомат, коліс, гідропластичної, циліндричних, обробки, зубчастих
Формула / Реферат:
Формула изобретения1. Автомат для гидропластической обработки цилиндрических зубчатых колес, состоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого давления, жестко связанный с основанием и прикрепленный к подвижному суппорту пуансон, отличающийся тем, что пуансон 4 установлен на опоры в...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Горелік Вадім Семенович, Блескун Валерій Пилипович, Бичков Юрій Борисович, Шиндякін Валерій Анатолійович
МПК: B22D 11/10
Мітки: здійснення, безперервного, черв'ячних, лиття, біметалевих, пристрій, коліс, заготівок, порожнистих, спосіб
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Попередній патент: Спосіб обробітку грунту та вирощування сільськогосподарських культур
Наступний патент: Спосіб шевінгування евольвентних циліндричних зубчатих коліс
Випадковий патент: Спосіб місцевого лікування трофічних виразок