Абразивне конічне свердло
Номер патенту: 88720
Опубліковано: 25.03.2014
Автори: Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ, Ліщенко Наталя Володимирівна
Формула / Реферат
Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла, а конічна абразивна частина виконується з похилими канавками, глибина яких послідовно зростає у напрямку від вершини свердла.
Текст
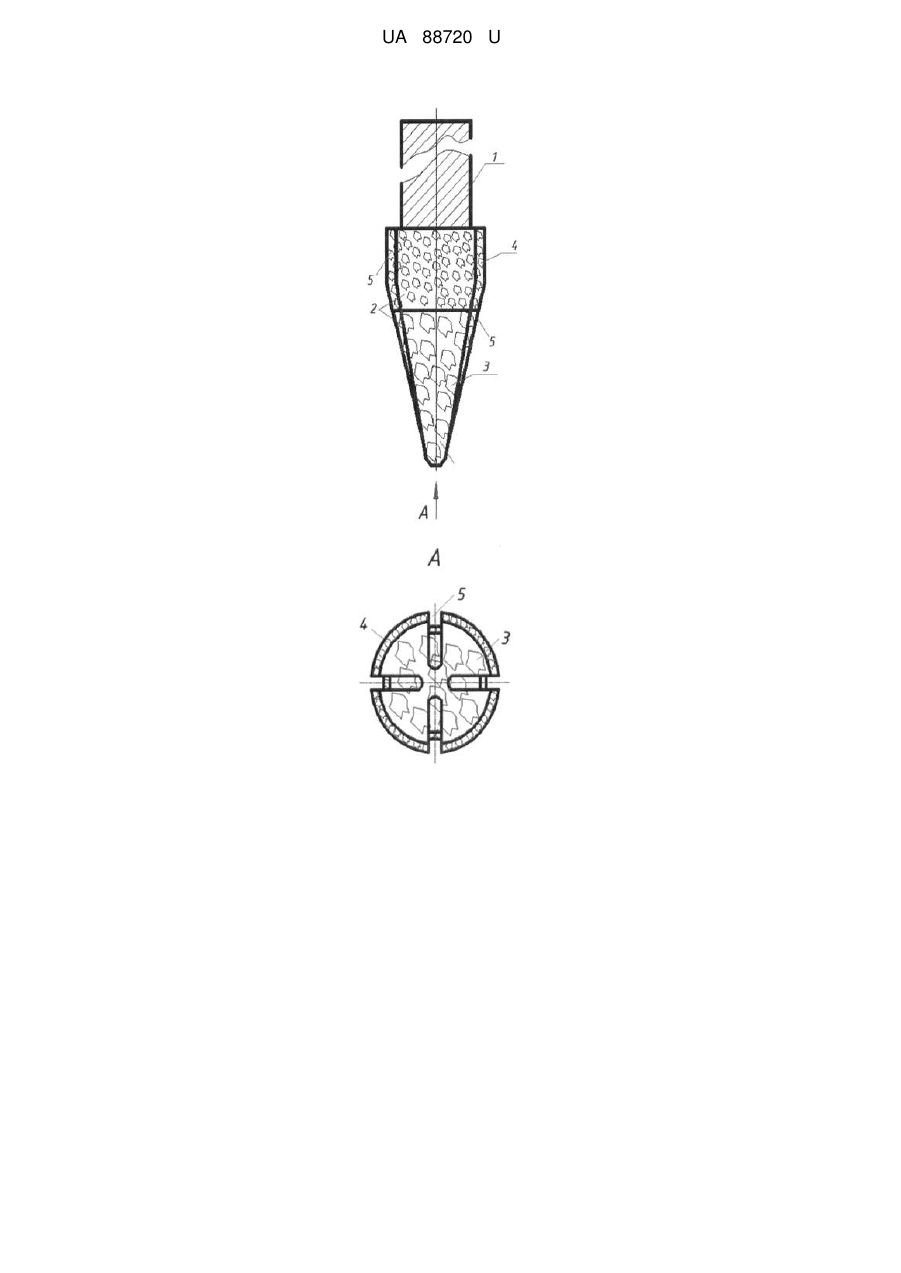
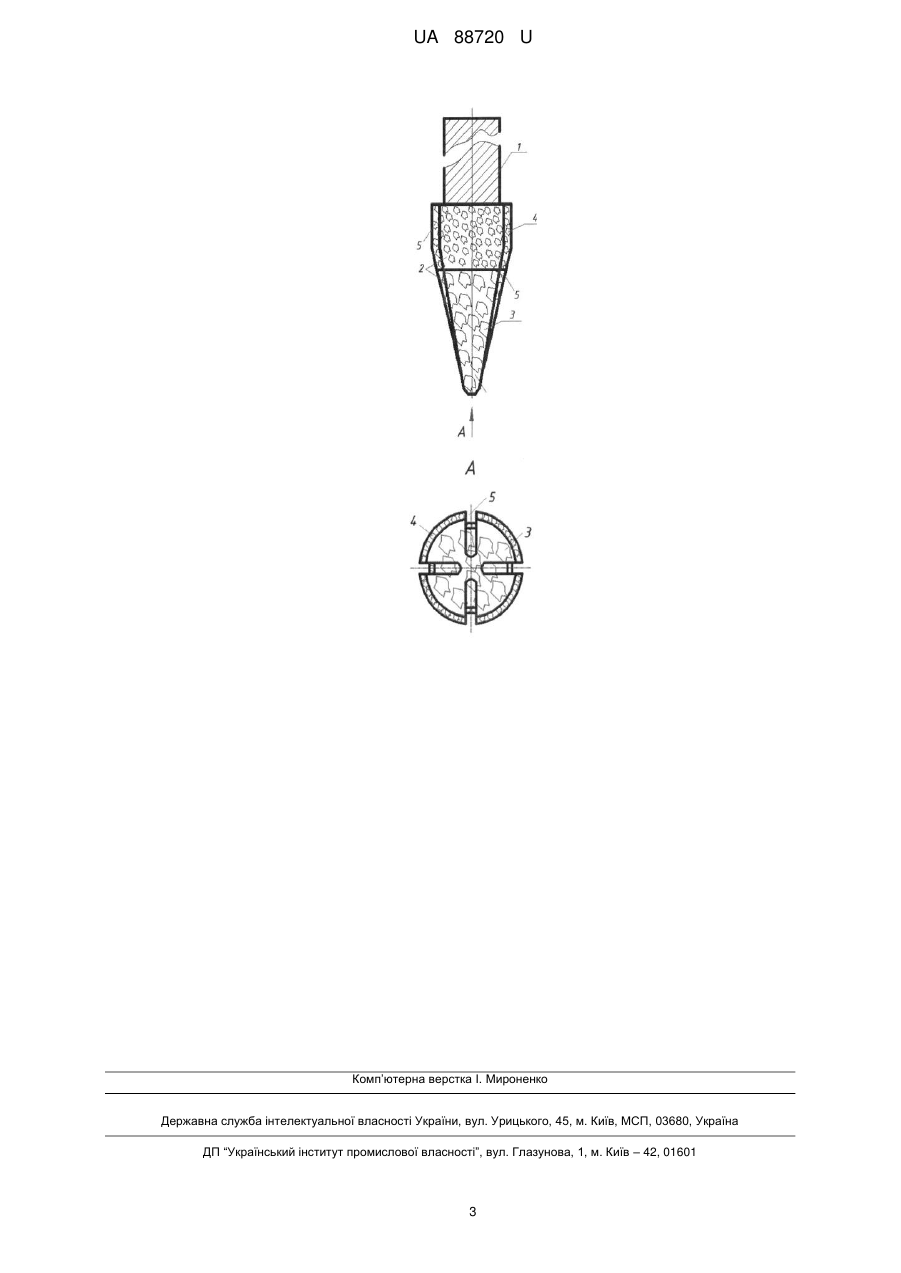
Реферат: Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, причому конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла, а конічна абразивна частина виконується з похилими канавками, глибина яких послідовно зростає у напрямку від вершини свердла. UA 88720 U (12) UA 88720 U UA 88720 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до інструменту для свердління отворів малого діаметра (наприклад 1-3 мм) в твердих і крихких матеріалах типу скла, кварцу, кераміки тощо, а також в полімерних композиційних матеріалах. Відомо стержневе алмазне свердло, що містить хвостовик та циліндричну абразивну частину [див. Балыков А. В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н. - Москва, 2004. - С. 47, рис. 1.7.а]. Недоліками такої конструкції є неможливість підведення СОЖ, високий рівень теплонапруженості в зоні обробки, низький рівень якості обробленої поверхні (шорсткість, деструктивний шар и т. д.) та точності форми отвору, яка виражається в відколах матеріалу на вході та виході інструменту. Найбільш близьким за технічною суттю та результату до об'єкту, що заявляється, є стержневе алмазне свердло з конічною алмазоносною частиною [див. Балыков А. В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н. - Москва, 2004. - С. 47, рис. 1.7.г]. Таке виконання абразивної частини зменшує площу контакту на початку входу та виходу інструменту з оброблюваної поверхні, це дозволяє істотно знизити осьові зусилля на поверхневий шар матеріалу, що у свою чергу зменшує величину відколів. Недоліками вказаного свердла є неможливість підведення СОЖ в зону обробки. Це викликає високий рівень теплонапруженості в цій зоні і призводить до термічної деструкції матеріалу та швидкого зносу інструменту. Конічна форма абразивної частини створює важкі умови для виводу стружки. Для поліпшення стружковідведення в процесі обробки свердлу надають коливання (вгору-вниз), що знижує продуктивність обробки [див. Балыков А. В. "Повышение эффективности обработки отверстий в деталях из хрупких неметаллических материалов на основе алмазного сверления", дис. на соиск. уч. степ. д. т. н. - Москва, 2004. - С. 48]. Окрім вказаного, це свердло, маючи дрібну зернистість абразиву (до 63/50), забезпечує високу якість обробленої поверхні, але в той же час, за рахунок високої міри подрібнення мм K 0,1 мин H , має низьку матеріалу заготівлі і низького коефіцієнта різальної здатності продуктивність, яку можна підвищити шляхом збільшення зернистості абразиву, що негативно відобразиться на якості обробленої поверхні. Наприклад, при зернистості 250/200 мм K 0,25 мин H [див. Алмазное сверление деталей из труднообрабатываемых неметаллических материалов / А. В. Балыков, А. А. Цесарский. - М.: Машиностроение, 1980. 65 с]. В основу корисної моделі поставлено задачу вдосконалення кінцевої робочої частини свердла, завдяки чому забезпечуватиметься підвищення точності форми отвору та якості обробленої поверхні. Поставлена задача вирішується тим, що свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, має конічну абразивну частину, яка виконана багатошаровою, кожен шар якої містить елементи різної зернистості, що послідовно убуває (подрібнюється), наприклад, від 1/2 до 1/10 в напрямку від вершини свердла, причому конічна абразивна частина виконана з похилими канавками, глибина яких послідовно зростає в напрямку від вершини свердла. Таке виконання робочої абразивної частини свердла призводить до підвищення коефіцієнта різальної здатності і до зниження рівня диспергування (подрібнення стружки). Це обумовлює зниження теплонапруженості в зоні обробки, підвищує зносостійкість алмазних зерен. Крім того, це дає можливість вести процес свердління на більш інтенсивних режимах обробки, зменшити шорсткість поверхні, усунути теплові дефекти і підвищувати точність форми отвору за рахунок зменшення відколів матеріалу. Похилі канавки дають можливість підведення СОЖ безпосередньо в зону різання. Для цього кут між двома протилежними канавками виконують менше кута конусу алмазоносної частини. Це покращує умові стружковидалення. Також за рахунок канавок поверхня абразивної частини є переривистою, тому створюються умови для "переривистого шліфування", що знижує рівень теплонапруженості процесу [див. Технология машиностроения: учебник / А. В. Якимов, А. А. Якимов, В. П. Ларшин, В. И. Свирщев. - Пермь: ПГТУ, 2002. - с. 221]. Суть корисної моделі пояснюється фігурою, на якої показана конструкція багатошарового конічного свердла. 1 UA 88720 U 5 10 15 20 25 Багатошарове конічне свердло складається з циліндричного корпусу 1, абразивної частини 2, крупнозернистого шару абразивної частини 3, дрібнозернистого шару абразивної частини 4 та похилих канавок 5 для проходження охолоджувальної рідини. Багатошарове конічне свердло працює таким чином. При свердлінні заготовок, наприклад з полімерних композиційних матеріалів, скла, кварцу, кераміки тощо, абразивне свердло обертається навколо своєї осі і здійснює осьову подачу відповідно до вибраних режимів свердління. Охолоджувальна рідина подається, наприклад, струминно-напірним методом до канавок 5 і таким чином попадає в зону різання. При обертанні свердла кожна ділянка ріжучої частини свердла утворює в деталі отвір обмежений максимальним діаметром цієї ділянки. Крупнозерниста ділянка 3 видаляє матеріал, що оброблюється, і утворює отвір з високою шорсткістю. По мірі заглиблення свердла в матеріал, що оброблюється, в роботу вступає шар 4 дрібної зернистості, який проходить по поверхні, що сформована, і зменшує шорсткість до потрібного рівня, обумовленого зернистістю шару 4 і режимами свердління. Таким чином, виконується сумісна чорнова і фінішна обробка отвору в одному осьовому русі свердла. Вибір кількості і товщини шарів з різною зернистістю може бути розраховано по відомих залежностях або визначено експериментально для конкретних умов обробки, наприклад, два шари висотою 5 мм кожен із зернистістю 250/200 і 63/50 мм, відповідно. Вибір кількості і ширини похилих канавок та кут їхнього нахилу може бути розраховано по відомих залежностях для теплонапруженості процесу переривистого шліфування або визначено експериментально з урахуванням практичної можливості виготовлення цих канавок. Наприклад, чотири канавки шириною по 0,5 мм кожна з кутом нахилу на 10° гостріше відносно кута конуса алмазоносної частини. Конструктивно абразивний стержень з ділянками різної зернистості та похилими канавками може бути виконано відомими способами гальваностегії, гальванопластики, порошкової металургії, мікроплазмового напилювання та іншими. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Абразивне конічне свердло, яке виконане у вигляді стрижня з посадочною поверхнею для кріплення в шпинделі верстата, з конічною абразивною частиною, яке відрізняється тим, що конічна абразивна частина виконується багатошаровою, наприклад двошаровою, кожен шар якої містить елементи різної зернистості, що відрізняються у відношенні, наприклад, від 1/2 до 1/10, причому зернистість послідовно убуває (подрібнюється) у напрямку від вершини свердла, а конічна абразивна частина виконується з похилими канавками, глибина яких послідовно зростає у напрямку від вершини свердла. 2 UA 88720 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюLarshyn Vasyl Petrovych
Автори російськоюЛаршин Василий Петрович
МПК / Мітки
МПК: B28D 1/12
Мітки: абразивне, конічне, свердло
Код посилання
<a href="https://ua.patents.su/5-88720-abrazivne-konichne-sverdlo.html" target="_blank" rel="follow" title="База патентів України">Абразивне конічне свердло</a>
Абразивне кільцеве свердло
Номер патенту: 86318
Опубліковано: 25.12.2013
Автори: Ліщенко Наталя Володимирівна, Ларшин Василь Петрович, МЕЛЕНТЬЄВ РУСЛАН ЮРІЙОВИЧ
Мітки: свердло, абразивне, кільцеве
Формула / Реферат:
1. Абразивне кільцеве свердло, яке має циліндричний пустотілий корпус, на розширеному торці якого знаходиться коронка, яка містить ріжучі ділянки з різною зернистістю, причому на торці коронки розташовані канавки для проходження охолоджувальної рідини, яке відрізняється тим, що зернистість ріжучих ділянок змінюється в напрямку осі свердла, причому перша ділянка (шар), розташована на торці свердла, має велику зернистість, а остання ділянка...
Свердло

Номер патенту: 39935
Опубліковано: 25.03.2009
Автори: Носков Віталій Васильович, Паціора Андрій Павлович
МПК: B23B 51/00
Мітки: свердло
Формула / Реферат:
Свердло, що містить корпус, різальна частина якого включає центральну, проміжні і периферійну касети з різальними пластинами, яке відрізняється тим, що центральна різальна пластина виконана з високоміцного матеріалу, з σ>2000 МПа.
Комбінований інструмент свердло-мітчик
Номер патенту: 93301
Опубліковано: 25.01.2011
Автори: Малишко Іван Олександрович, Коротун Максим Сергійович
МПК: B23G 5/00, B23B 51/08
Мітки: комбінований, свердло-мітчик, інструмент
Формула / Реферат:
Комбінований інструмент свердло-мітчик, що включає свердло з похилими стружковими канавками, жорстко з'єднане з мітчиком зі стружковими канавками, паралельними вертикальній осі інструмента, який відрізняється тим, що кінці стружкових канавок свердла розміщені від з'єднання свердло-мітчик на відстані 0,3÷0,5 діаметра свердла, а діаметри кінців стружкових канавок свердла дорівнюють 0,8÷5 діаметра свердла, при цьому початки всіх...
Комбіноване свердло
Номер патенту: 82818
Опубліковано: 12.08.2013
Автори: Лях Бенгард Григорович, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович, Сичов Юрій Іванович, Любов Олексій Вікторович
МПК: B23B 51/00, B23B 5/16
Мітки: комбіноване, свердло
Формула / Реферат:
Комбіноване свердло, що містить пружину, свердло, яке відрізняється тим, що його оснащено конусною втулкою, до торця якої жорстко прикріплено торцем хвостовика свердло, що має повздовжній наскрізний паз, у який встановлено вздовж головної осі шток, до торця якого, за допомогою шарнірного з'єднання, в напрямку робочої частини свердла, прикріплена основою ріжуча пластин, яка виконана у формі рівнобедреного трикутника, яка підпружинена пружиною...
Свердло
Номер патенту: 72459
Опубліковано: 27.08.2012
Автор: Чернова Мирослава Євгеніївна
МПК: B23B 51/02
Мітки: свердло
Формула / Реферат:
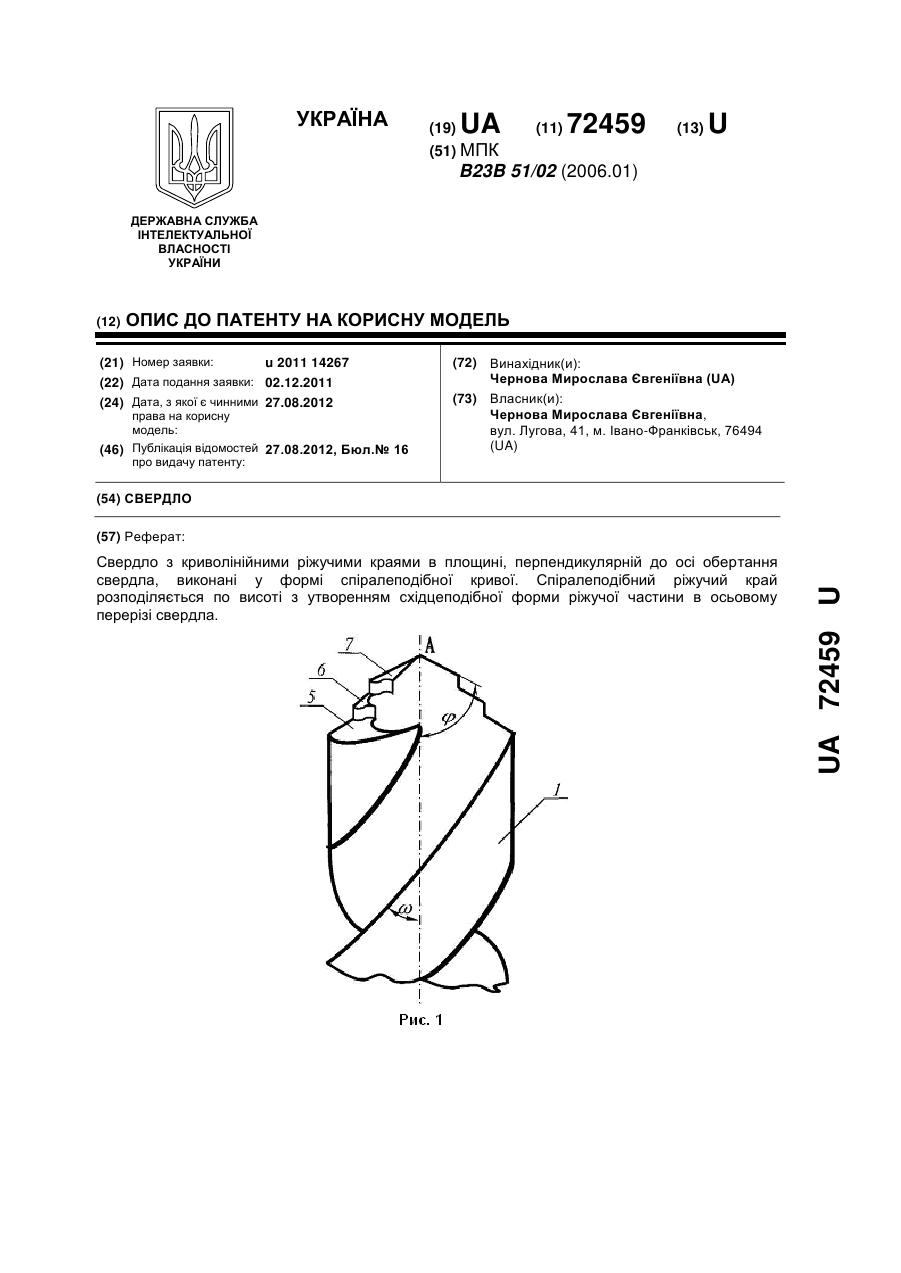
Свердло з криволінійними ріжучими краями в площині, перпендикулярній до осі обертання свердла, виконані у формі спіралеподібної кривої, а відношення довжини довільної ділянки спіралеподібної кривої до величини відповідної площі, яка нею описується при обертанні, є величиною сталою і виражається рівнянням типу:,де
Попередній патент: Спосіб лікування вестибулярного синдрому (запаморочення) у пацієнтів з алкогольною пивною залежністю у стадії ремісії
Наступний патент: Оптичний спосіб визначення розподілу температури у функціональних елементах приладних ііі-n структур в робочих режимах
Випадковий патент: Фармацевтична композиція для інгаляції, що містить сальметерол і флутиказон