Спосіб і пристрій для виготовлення металевої стрічки безперервним розливанням металу
Формула / Реферат
1. Спосіб виготовлення металевої стрічки (1) безперервним розливанням металу, причому спочатку в ливарній установці (2) відливають сляб (3), який повертають з вертикального положення (V) в горизонтальне положення (Н), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) сляб (3) піддають операції фрезерування на фрезерувальній машині (4) і щонайменше одній операції прокатки щонайменше в одному прокатному стані (5, 6), який відрізняється тим, що операції прокатки і фрезерування безпосередньо здійснюють після розливання сляба (3) в ливарній установці (2), причому операцію прокатки розділяють щонайменше на дві окремі операції прокатки щонайменше на першому прокатному стані (5) і другому прокатному стані (6) і, причому, між обома операціями прокатки здійснюють операцію фрезерування на фрезерувальній машині (4).
2. Спосіб за п. 1, який відрізняється тим, що в ливарній установці (2) відливають тонкий сляб (3).
3. Спосіб за п. 1 або 2, який відрізняється тим, що сляб (3) додатково нагрівають в печі (7) між першим (5) і другим (6) прокатними станами.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що додатково здійснюють очищення сляба (3) перед першим прокатним станом (5) в пристрої очищення і/або в пристрої (8) видалення окалини.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що здійснюють підтримування постійної температури сляба (3) в печі (9) перед першим прокатним станом (5).
6. Пристрій для виготовлення металевої стрічки (1) при безперервному розливанні металу, що містить ливарну установку (2) для відливання сляба (3), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) розташована фрезерувальна машина (4), а також щонайменше один прокатний стан (5, 6), який відрізняється тим, що призначений для здійснення способу за будь-яким з пп. 1-4, при цьому в напрямку (F) транспортування безпосередньо за ливарною установкою (2) розташовані перший прокатний стан (5) і другий прокатний стан (6), причому фрезерувальна машина (4) розташована між прокатними станами (5, 6).
7. Пристрій за п. 6, який відрізняється тим, що ливарна установка (2) виконана для відливання тонкого сляба (3).
8. Пристрій за п. 6 або 7, який відрізняється тим, що між першим прокатним станом (5) і другим прокатним станом (6) додатково розташована піч (7).
9. Пристрій за п. 8, який відрізняється тим, що піч (7) виконана як теплоізолюючий кожух рольганга.
10. Пристрій за будь-яким з пп. 6-9, який відрізняється тим, що перед першим прокатним станом (5) додатково розташований пристрій очищення або пристрій (8) видалення окалини.
11. Пристрій за будь-яким з пп. 6-10, який відрізняється тим, що перед першим прокатним станом (5) додатково розташована піч (9).
12. Пристрій за будь-яким з пп. 6-11, який відрізняється тим, що кожний прокатний стан (5, 6) містить щонайменше одну прокатну кліть.
13. Пристрій за будь-яким з пп. 6-12, який відрізняється тим, що перший прокатний стан (5) містить одну або дві прокатні кліті, виконані як двовалкові кліті або чотиривалкові кліті.
14. Пристрій за будь-яким з пп. 6-13, який відрізняється тим, що фрезерувальна машина (4) містить циліндричну фрезу.
15. Пристрій за п. 6, який відрізняється тим, що фрезерувальна машина (4) містить одну або декілька циліндричних фрез на кожну сторону сляба (3).
16. Пристрій за будь-яким з пп. 6-12, який відрізняється тим, що фрезерувальна машина (4) містить торцеву фрезу.
17. Пристрій за будь-яким з пп. 6-16, який відрізняється тим, що він містить засіб для регулювання встановлювання фрези в фрезерувальній машині (4).
Текст
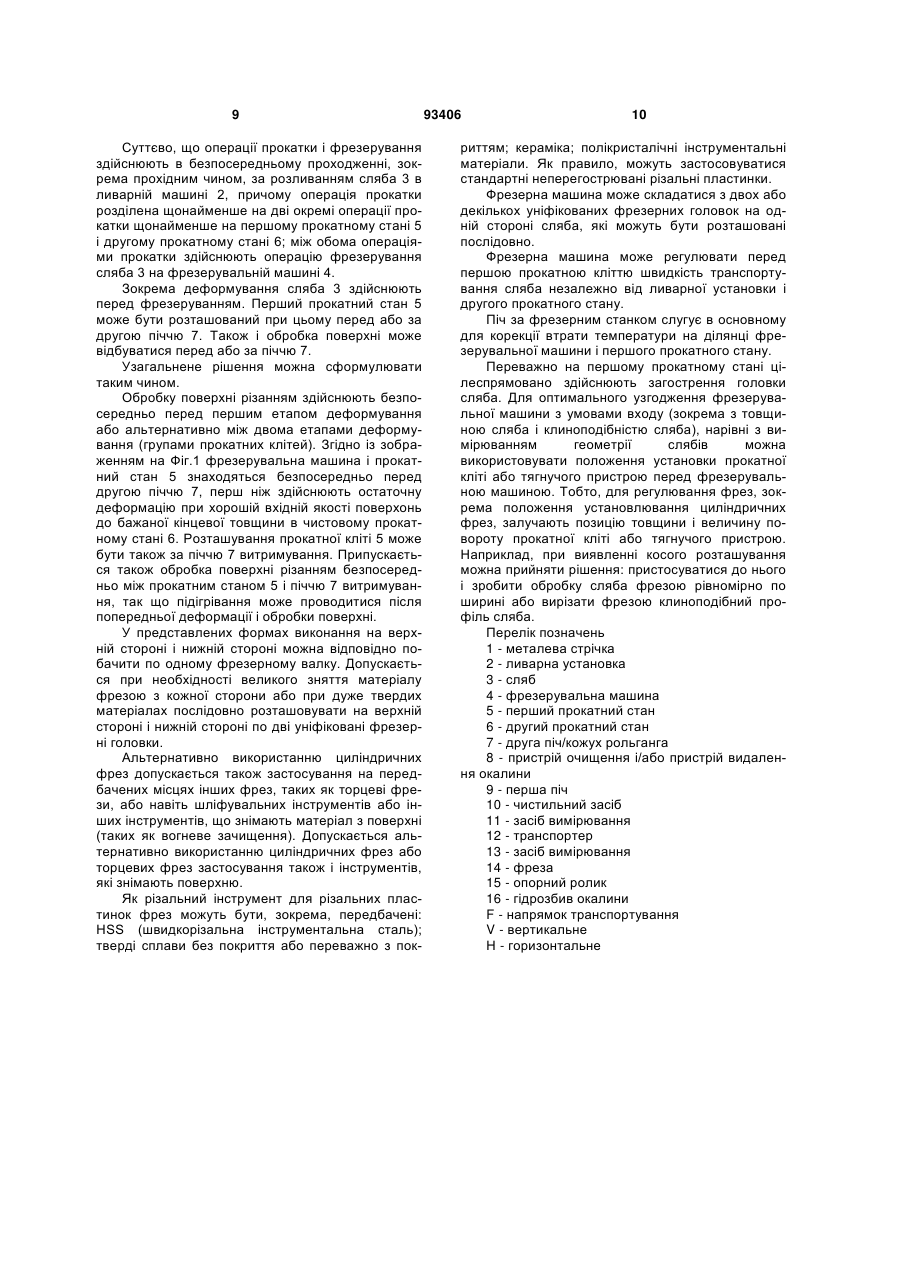
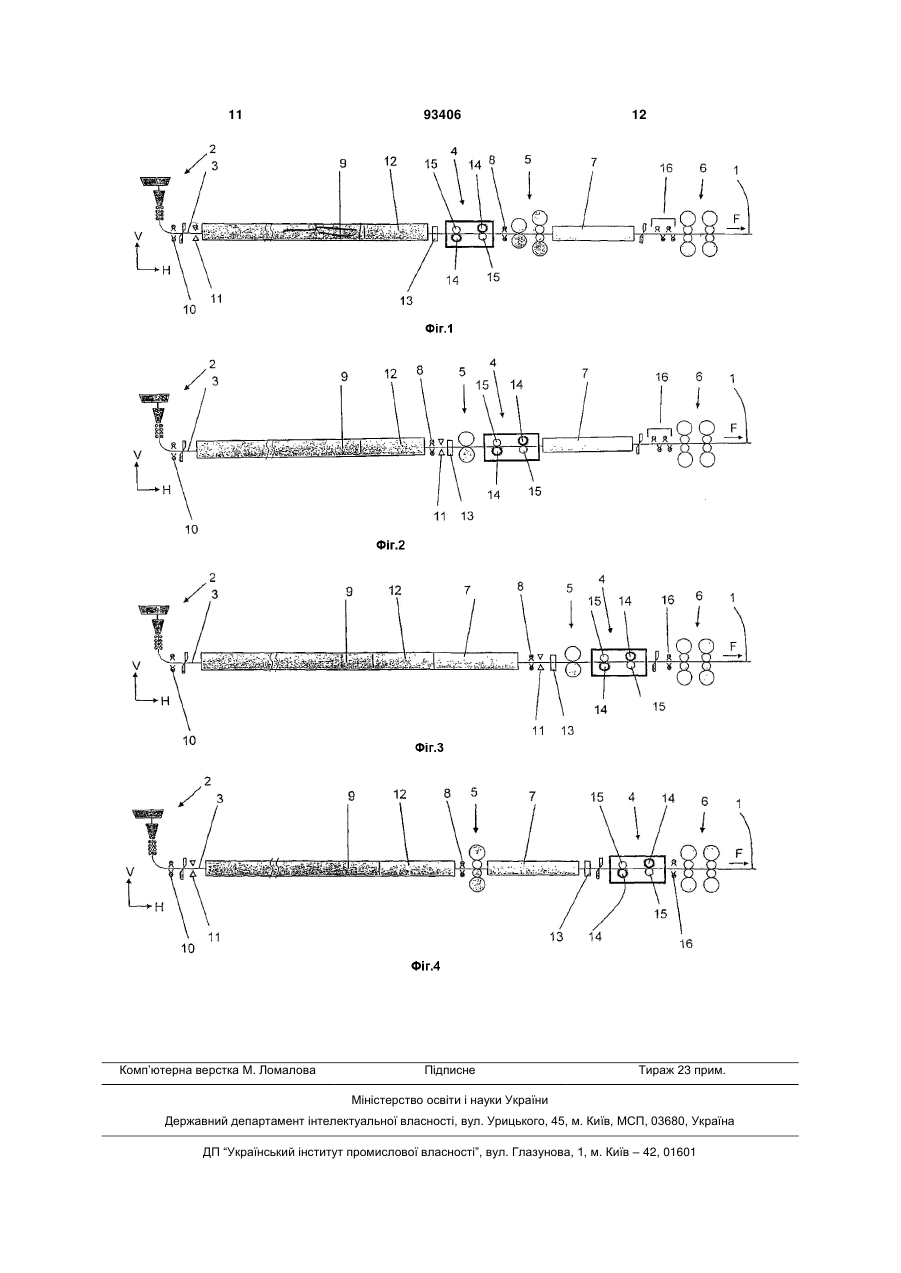
1. Спосіб виготовлення металевої стрічки (1) безперервним розливанням металу, причому спочатку в ливарній установці (2) відливають сляб (3), який повертають з вертикального положення (V) в горизонтальне положення (Н), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) сляб (3) піддають операції фрезерування на фрезерувальній машині (4) і щонайменше одній операції прокатки щонайменше в одному прокатному стані (5, 6), який відрізняється тим, що операції прокатки і фрезерування безпосередньо здійснюють після розливання сляба (3) в ливарній установці (2), причому операцію прокатки розділяють щонайменше на дві окремі операції прокатки щонайменше на першому прокатному стані (5) і другому прокатному стані (6) і, причому, між обома операціями прокатки здійснюють операцію фрезерування на фрезерувальній машині (4). 2. Спосіб за п. 1, який відрізняється тим, що в ливарній установці (2) відливають тонкий сляб (3). 2 (19) 1 3 93406 4 тить одну або дві прокатні кліті, виконані як двовалкові кліті або чотиривалкові кліті. 14. Пристрій за будь-яким з пп. 6-13, який відрізняється тим, що фрезерувальна машина (4) містить циліндричну фрезу. 15. Пристрій за п. 6, який відрізняється тим, що фрезерувальна машина (4) містить одну або декілька циліндричних фрез на кожну сторону сляба (3). 16. Пристрій за будь-яким з пп. 6-12, який відрізняється тим, що фрезерувальна машина (4) містить торцеву фрезу. 17. Пристрій за будь-яким з пп. 6-16, який відрізняється тим, що він містить засіб для регулювання встановлювання фрези в фрезерувальній машині (4). Винахід належить до способу виготовлення металевої стрічки безперервним розливанням, причому спочатку в ливарній установці відливають сляб, зокрема тонкий сляб, який повертають з вертикального положення в горизонтальне положення, причому в напрямку транспортування сляба за ливарною установкою сляб піддають операції фрезерування на фрезерувальній машині і щонайменше одній операції прокатки щонайменше на одному прокатному стані. Крім того, винахід належить до пристрою для виготовлення металевої стрічки безперервним вертикальним розливанням. При безперервному розливанні слябів в установці безперервного розливання можуть виникати поверхневі дефекти, наприклад, сліди від хитання кристалізатора, дефекти теплоізолюючого шару або поверхневі тріщини, що проходять вздовж і упоперек. Вони зустрічаються в звичайних ливарних установках і в ливарних установках для виготовлення тонких слябів. Тому залежно від використання готової стрічки, звичайні сляби частково піддають вогневій обробці. Деякі сляби за бажанням клієнта піддають вогневій обробці повністю. При цьому постійно ростуть вимоги до якості поверхні пристроїв для виготовлення тонких слябів. Для обробки поверхні використовують вогневе зачищення, шліфування або фрезерування. Вогневе зачищення має недолік в тому, що розплавлений матеріал внаслідок високого вмісту кисню не може наплавлятися повторно без підготовки. При шліфуванні виникають металеві стружки з пилом від шліфувального диска, так що відходи потрібно видаляти. Тому пропонують обробляти поверхні фрезеруванням. При цьому гарячу фрезерну стружку збирають і фасують і без підготовки повторно без ускладнень розплавляють і знову вводять в процес виготовлення. Виходячи з цього, запропонований спосіб і пристрій, що стосується його, орієнтовані, головним чином, на фрезерування. Відомі спосіб і пристрій згаданого вище виду з операцією фрезерування або фрезерувальною машиною, що розташована за установкою для безперервного розливання. У цьому випадку рекомендують звернутися до СН 584 085 і DE 199 50 886 А1. Подібне рішення розкрите також в DE 71 11 221 U1. У цій публікації показана обробка алюмінієвих стрічок при використанні плавильного нагрівання, при якому установка з'єднана з ливарною установкою. Також вже запропонована інтегрована в лінію обробка поверхні тонкого сляба на верхній і нижній стороні, або тільки одностороння (вогнева обробка, фрезерування і т. д.) відразу ж перед прокатним станом, для чого рекомендують звернутися до ЕР 1 093 866 А2. Інше виконання фрезерувальної машини для обробки поверхонь показане в DE 197 17 200 А1. У цій публікації описують, у тому числі, можливість зміни контуру фрезерування фрезерувального пристрою, розташованого за установкою для безперервного розливання або перед прокатним станом. Інше компонування інтегрованої в лінію фрезерувальної машини в звичайному прокатному стані для гарячекатаної сталевої стрічки для обробки заготовки стрічки і її виконання запропоновані в ЕР 0 790 093 В1, ЕР 1 213 076 В1 і ЕР 1 213 077 В1. Подібні або інші рішення відомі з ЕР 0 646 431 А1, з US 3 702 329, з ЕР 1 097 764 А2 і з DE 1 508 952 А1. При обробці поверхні тонких слябів в так званому ливарно-прокатному модулі (CSP) на лінії обробки («проміжній») потрібно знімати з теплої поверхні слябів, з однієї або двох сторін, залежно від виявлених дефектів поверхні, приблизно 0,12,5мм матеріалу. Щоб набагато не зменшувати вихід матеріалу, рекомендують можливо більшу товщину тонкого сляба (Н=60-120мм). Інтегровану в лінію фрезерувальну машину застосовують, як правило, не для всіх продуктів програми прокату, а тільки для тих, до яких ставлять більш високі вимоги обробки поверхонь. Це переважно відносно матеріалу, що знімається, і зменшення зносу фрезерувальних машин, а тому раціонально. Існує бажання більш ефективно і разом з тим економічно більш доцільно застосовувати вже відому технологію. Однак разом з тим, переважно повинна бути можливість швидкого і високоякісного виготовлення не тільки винятково тонких слябів. Зокрема, але не виключно, для цього запропонований у винаході спосіб виготовлення націлений на виготовлення якісних труб. Для цього потрібна поверхня слябів абсолютно без тріщин. Крім того, з металургійних причин в першому прокатному стані необхідна наявність чорнової групи клітей. Тому задачею даного винаходу є таке удосконалення способу і пристрою вказаного вище виду, в якому при високій економічності є можливість 5 забезпечення більш довершеного процесу виготовлення або процесу обробки. При цьому, оптимізація повинна відбуватися зокрема з урахуванням необхідної подачі тепла, зокрема в заготовку або в ході процесу виготовлення, при одночасній наявності поверхні, яка не має тріщин, і бажаних металургійних і механічних властивостях. Рішення цієї задачі винаходу згідно з частиною способу відрізняється тим, що операція прокатки і операція фрезерування безпосередньо ідуть за розливанням сляба в ливарній установці, причому операцію прокатки ділять щонайменше на дві окремі операції прокатки щонайменше на першому прокатному стані і другому прокатному стані і, причому, між обома операціями прокатки здійснюють операцію фрезерування на фрезерувальній машині. Переважно, якщо нагрівання сляба здійснюють перед першим прокатним станом і/або за першим прокатним станом і фрезерувальною машиною, наприклад, в печі з роликовим подом. Крім того, очищення сляба може здійснюватися перед першим прокатним станом в пристрої очищення і/або в пристрої видалення окалини. Пристрій для виготовлення металевої стрічки при безперервному розливанні, з ливарною установкою, в якій відливається сляб, зокрема тонкий сляб, причому в напрямку транспортування сляба за ливарною установкою розташована фрезерувальна машина, а також щонайменше один прокатний стан, згідно з винаходом відрізняється тим, що в напрямку транспортування, безпосередньо за ливарною установкою, розташовані перший прокатний стан і другий прокатний стан, причому фрезерувальна машина розташована між прокатними станами. Якщо йдеться про дворівчакову установку CSP, то фрезерувальна машина і перший прокатний стан розташовують за пічним транспортером, для можливості обробки на них заготовок від обох рівчаків. Переважно, якщо між першим прокатним станом і другим прокатним станом розташовують піч. Крім того, пристрій очищення і/або пристрій видалення окалини може бути розташований перед першим прокатним станом. Перед першим прокатним станом може бути розташована інша піч. Кожний прокатний стан може відповідно мати щонайменше одну прокатну кліть; при цьому, зокрема, потрібно пам'ятати про те, що перший прокатний стан має одну або дві прокатні кліті, виконані як кліть дуо або як кліть кварто. Також може передбачатися, що пристрій містить засіб для регулювання установлювання фрез фрезерувальної машини залежно від встановлювального положення, стану, товщини і/або величини повороту прокатної кліті або тягнучого пристрою перед фрезерувальною машиною. Згідно з однією формою виконання винаходу фрезерування сляба на фрезерувальній машині відбувається так, що верхню сторону слябів і нижню сторону слябів обробляють в одному місці в напрямку транспортування. Однак, альтернативно може передбачатися, що фрезерування сляба відбувається на фрезерувальній машині так, що 93406 6 фрезою обробляють верхню сторону слябів і нижню сторону слябів в напрямку транспортування у двох місцях, що ідуть одне за одним. Виконаний на першому прокатному стані прохід може бути вирівнювальним проходом, особливо в тому випадку, коли йдеться про одноклітьовий прокатний стан. Таким чином, переважно, що фрезерування здійснюють вже при визначеному профілюванні сляба і разом з тим більш ефективно (відносні величини для визначених прокатних зусиль вибирають залежно від ширини сляба). Вм'ятини від опорних роликів, сліди від хитання кристалізатора і подібні пошкодження поверхонь вже частково згладжені в процесі прокатки в першому прокатному стані, так що для одержання чистої поверхні слябів після фрезерування треба видалити незначну кількість матеріалу при фрезеруванні. За допомогою запропонованого винаходу усувають також можливі поперечні вигини сляба. Відносно незначним зняттям стружки під час фрезерування ставлять собі за мету, щоб вийшла не «лижа», а прямий сляб. Запропоноване рішення можна також переважно використовувати для загострення головки сляба перед фрезеруванням, для полегшення заправляння заготовки у фрезерувальну машину. Кількість обертів валка в прокатній кліті може бути різною на верхній стороні і на нижній стороні сляба. Загалом виходить за якістю поліпшене виготовлення слябів зокрема тонких слябів. На кресленнях зображені приклади виконання винаходу. На Фіг.1-4 схематично показаний вигляд збоку пристрою для виготовлення металевої стрічки при безперервному розливанні, в якому до ливарної установки приєднані, зокрема, прокатні стани і фрезерувальна машина. На Фіг.1 зображений пристрій для виготовлення металевої стрічки 1 при безперервному розливанні. Металеву стрічку 1 або відповідний сляб 3 одержують відомим способом безперервним розливанням в ливарній установці 2. Під слябом 3 розуміють переважно тонкий сляб. Відлиту заготовку повертають або згинають відомим способом в роликовій напрямній проводці, з орієнтації у вертикальному напрямку V в горизонтальний - Н. Після повороту в горизонтальний Н напрямок можна здійснювати очищення сляба за допомогою чистильних засобів 10 і наступне вимірювання поперечного перерізу або обстеження поверхонь засобом 11 вимірювання. Вони дозволяють реєструвати властивості поверхні сляба, а також його геометрію виконання. В напрямку F транспортування спочатку приєднують одну піч 9, а потім приєднують транспортер 12. Після вимірювання 13 поперечного перерізу, безпосередньо за транспортером 12, який нагрівається, при високій температурі сляба і тим самим при зниженому навантаженні, відбувається обробка поверхні на фрезерувальній машині 4. На і фрезерувальній машині 4 сляб 3 обробляють фрезою по його верхній стороні і нижній стороні. При цьому обробку фрезою верхньої сторони і нижньої сторони сляба 3 здійснюють у двох міс 7 цях, що ідуть одне за одним, якщо дивитися в напрямку F транспортування, причому використовують дві циліндрично виконані фрези 14. При цьому сляб 3 відповідно підтримують опорним роликом 15. Найбільш переважно, якщо є можливість встановлювати швидкість транспортування через фрезерувальну машину 4 незалежно від швидкості розливання (в ливарній установці 2) і незалежно від другого прокатного стану 6 (чистова прокатка). Фрезерувальна машина 4 перед прокатним станом 5 задає швидкість транспортування сляба 3. Перший прокатний стан 5 узгоджують з нею. Після процесу фрезерування передбачають видалення 8 окалини зі слябів, використовуване за необхідністю. Потім в напрямку F транспортування підключають прокатний стан 5, який складається в цьому випадку з двох прокатних клітей. За допомогою обох клітей можна здійснювати сильне обтиснення. Втрату температури в ході процесу фрезерування і прокатки в першому і прокатному стані переважно можна знову компенсувати за допомогою наступної другої печі 7, так що подальше деформування може відбуватися переважним способом у другому прокатному стані 6 за досить високих температур в прокатному стані 6. Друга піч 7 може бути виконана також як неопалювальний кожух рольганга, що скорочує втрату температури обробленого сляба 3. За піччю 7 знаходиться пристрій 16 для видалення окалини і вже згаданий прокатний стан 6. Прокатний стан 6 може складатися щонайменше з однієї кліті (також реверсивної кліті). Однак, як правило, прокатний стан 6 містить від чотирьох до семи прокатних клітей. Подальша обробка за прокатним станом 6 за допомогою охолоджування і намотування металевої стрічки 1 або укладання в штабелі більш товстих металевих листів пластин в даній публікації детально не описується. Інше виконання винаходу показане на Фіг.2. Розливання сляба 3 в ливарній установці 2 і нагрівання сляба в печі 9 ітранспортері 12 відбувається аналогічно Фіг.1. За транспортером 12 позиціонують пристрій очищення або пристрій 8 видалення окалини, в якому підготовлений сляб 3 очищують або видаляють окалину. Потім сляб надходить в перший прокатний стан 5. Перший прокатний стан 5 переважно оснащений прокатною кліттю, яка може бути виконана як двовалкова прокатна кліть або чотиривалкова прокатна кліть. У першому прокатному стані 5 здійснюють вирівнювальний прохід, яким можна усунути геометричні нерівності на поверхні слябів. Крім того, вже в першому прокатному стані 5 може виконуватися цілеспрямоване обтискання по товщині. Потім сляб 3 надходить у фрезерувальну машину 4. При цьому перший прокатний стан 5 перед фрезерувальною машиною 4 може бути виконаний також як тягнучий пристрій для забезпечення надійного транспортування сляба 3 через фрезерувальну машину 4. Після фрезерувальної машини 4 подальша обробка відбувається аналогічно Фіг.1: у другій печі 7, пристрої 16 видалення окалини і прокатному стані 6 - до готового виробу 1. 93406 8 Інше альтернативне виконання пристрою показане на Фіг.3. Компонування і задачі такі ж, як і в установці за Фіг.2. Тільки в цьому випадку тільки перший процес 5 прокатки і обробки поверхні за допомогою фрезерування на фрезерувальній машині 4 здійснюють за піччю, що складається з першого елемента 9 печі, транспортера 12 і другого елемента 7 печі. У цьому варіанті виконання відмовляються від повторного нагрівання сляба 3 перед другим прокатним станом 6. У варіанті установки згідно з Фіг.4 установка складається з двох прокатних станів. Після відливання в ливарному пристрої 2 і нагрівання в першій печі 9 і на транспортері 12 здійснюють перший процес 5 прокатки. Після повторного нагрівання катаного сляба 3 у другій печі 7 здійснюють обробку поверхні безпосередньо перед чистовим прокатним станом. Зокрема на Фіг.4 представлений інший варіант пристрою для виготовлення металевої стрічки 1 при безперервному розливанні. Металева стрічка 1 або відповідний сляб 3 знову ж відливають відомим способом безперервного розливання в ливарній установці 2. Після повороту сляба 3 в горизонтальне розташування Н може здійснюватися очищення сляба за допомогою чистильних засобів 10 і наступне вимірювання поперечного перерізу або обстеження поверхонь засобом 11 вимірювання. При цьому знову ж можуть контролюватися властивості поверхні сляба, а також його геометричне виконання. В напрямку F транспортування спочатку приєднують одну піч 9, а потім транспортер 12. За транспортером 12 позиціонують пристрій очищення або окалиновідламувальний пристрій 8, в якому підготовлений сляб 3 очищують або видаляють окалину. Потім він надходить в перший прокатний стан 5. Перший прокатний стан 5 переважно оснащений прокатною кліттю, яка може бути виконана як двовалкова прокатна кліть або чотиривалкова прокатна кліть. У першому прокатному стані 5 здійснюють вирівнювальний прохід, яким можна усунути геометричні нерівності на поверхні слябів. Крім того, вже в першому прокатному стані 5 може виконуватися цілеспрямоване обтискання по товщині. Після першого прокатного стану 5 сляб 3 надходить у піч 7 витримування, а звідти - у фрезерувальну машину 4. Між піччю 7 витримування і фрезерувальною машиною 4 розташовують засоби 13 вимірювання для вимірювання поперечного перерізу. На фрезерувальній машині 4 сляб 3 обробляють фрезою по його верхній стороні і по його нижній стороні. При цьому обробку фрезою верхньої сторони і нижньої сторони сляба 3 здійснюють у двох місцях, що ідуть одне за одним, якщо дивитися в напрямку F транспортування, причому використовують дві циліндрично виконані фрези 14. При цьому сляб 3 відповідно підтримують опорним роликом 15. За фрезерувальною машиною 4 розташовують другий прокатний стан 6, який може мати декілька прокатних клітей. На другому прокатному стані 6 слябу З надають остаточну форму бажаної металевої стрічки 1. 9 Суттєво, що операції прокатки і фрезерування здійснюють в безпосередньому проходженні, зокрема прохідним чином, за розливанням сляба 3 в ливарній машині 2, причому операція прокатки розділена щонайменше на дві окремі операції прокатки щонайменше на першому прокатному стані 5 і другому прокатному стані 6; між обома операціями прокатки здійснюють операцію фрезерування сляба 3 на фрезерувальній машині 4. Зокрема деформування сляба 3 здійснюють перед фрезеруванням. Перший прокатний стан 5 може бути розташований при цьому перед або за другою піччю 7. Також і обробка поверхні може відбуватися перед або за піччю 7. Узагальнене рішення можна сформулювати таким чином. Обробку поверхні різанням здійснюють безпосередньо перед першим етапом деформування або альтернативно між двома етапами деформування (групами прокатних клітей). Згідно із зображенням на Фіг.1 фрезерувальна машина і прокатний стан 5 знаходяться безпосередньо перед другою піччю 7, перш ніж здійснюють остаточну деформацію при хорошій вхідній якості поверхонь до бажаної кінцевої товщини в чистовому прокатному стані 6. Розташування прокатної кліті 5 може бути також за піччю 7 витримування. Припускається також обробка поверхні різанням безпосередньо між прокатним станом 5 і піччю 7 витримування, так що підігрівання може проводитися після попередньої деформації і обробки поверхні. У представлених формах виконання на верхній стороні і нижній стороні можна відповідно побачити по одному фрезерному валку. Допускається при необхідності великого зняття матеріалу фрезою з кожної сторони або при дуже твердих матеріалах послідовно розташовувати на верхній стороні і нижній стороні по дві уніфіковані фрезерні головки. Альтернативно використанню циліндричних фрез допускається також застосування на передбачених місцях інших фрез, таких як торцеві фрези, або навіть шліфувальних інструментів або інших інструментів, що знімають матеріал з поверхні (таких як вогневе зачищення). Допускається альтернативно використанню циліндричних фрез або торцевих фрез застосування також і інструментів, які знімають поверхню. Як різальний інструмент для різальних пластинок фрез можуть бути, зокрема, передбачені: HSS (швидкорізальна інструментальна сталь); тверді сплави без покриття або переважно з пок 93406 10 риттям; кераміка; полікристалічні інструментальні матеріали. Як правило, можуть застосовуватися стандартні неперегострювані різальні пластинки. Фрезерна машина може складатися з двох або декількох уніфікованих фрезерних головок на одній стороні сляба, які можуть бути розташовані послідовно. Фрезерна машина може регулювати перед першою прокатною кліттю швидкість транспортування сляба незалежно від ливарної установки і другого прокатного стану. Піч за фрезерним станком слугує в основному для корекції втрати температури на ділянці фрезерувальної машини і першого прокатного стану. Переважно на першому прокатному стані цілеспрямовано здійснюють загострення головки сляба. Для оптимального узгодження фрезерувальної машини з умовами входу (зокрема з товщиною сляба і клиноподібністю сляба), нарівні з вимірюванням геометрії слябів можна використовувати положення установки прокатної кліті або тягнучого пристрою перед фрезерувальною машиною. Тобто, для регулювання фрез, зокрема положення установлювання циліндричних фрез, залучають позицію товщини і величину повороту прокатної кліті або тягнучого пристрою. Наприклад, при виявленні косого розташування можна прийняти рішення: пристосуватися до нього і зробити обробку сляба фрезою рівномірно по ширині або вирізати фрезою клиноподібний профіль сляба. Перелік позначень 1 - металева стрічка 2 - ливарна установка 3 - сляб 4 - фрезерувальна машина 5 - перший прокатний стан 6 - другий прокатний стан 7 - друга піч/кожух рольганга 8 - пристрій очищення і/або пристрій видалення окалини 9 - перша піч 10 - чистильний засіб 11 - засіб вимірювання 12 - транспортер 13 - засіб вимірювання 14 - фреза 15 - опорний ролик 16 - гідрозбив окалини F - напрямок транспортування V - вертикальне Н - горизонтальне 11 Комп’ютерна верстка М. Ломалова 93406 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing metal strip by continuous casting
Автори англійськоюSeidel Juergen, Sudau, Peter
Назва патенту російськоюСпособ и устройство для изготовления металлической ленты непрерывной разливкой металла
Автори російськоюЗайдель Юрген, Зудау Петер
МПК / Мітки
МПК: B21B 1/46, B22D 11/12
Мітки: металу, спосіб, виготовлення, пристрій, розливанням, стрічки, безперервним, металевої
Код посилання
<a href="https://ua.patents.su/6-93406-sposib-i-pristrijj-dlya-vigotovlennya-metalevo-strichki-bezperervnim-rozlivannyam-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення металевої стрічки безперервним розливанням металу</a>
Пристрій для виготовлення металевої стрічки безперервним розливанням
Номер патенту: 92804
Опубліковано: 10.12.2010
Автори: Мерц Юрген, Кіппінг Маттіас, Зудау Петер, Зайдель Юрген
МПК: B23Q 11/00, B22D 11/12
Мітки: безперервним, стрічки, розливанням, пристрій, металевої, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення металевої стрічки (1) безперервним розливанням, який містить установку (2) безперервного розливання металовмісного розплаву, у якій відливають сляб (3), причому в напрямку (F) переміщення сляба (3) за установкою (2) безперервного розливання встановлена щонайменше одна очисна установка (20) для очищення сляба (3), вимірювальний прилад (21) для контролю поверхні, піч (22) для витримування сляба (3) при бажаній...
Спосіб виготовлення металевої штаби безперервним розливанням
Номер патенту: 92805
Опубліковано: 10.12.2010
Автори: Зудау Петер, Зайдель Юрген
МПК: B23C 5/00, B22D 11/00, B22D 11/12
Мітки: спосіб, безперервним, металевої, штаби, розливанням, виготовлення
Формула / Реферат:
1. Спосіб виготовлення металевої штаби (1) безперервним розливанням, в якому в ливарній машині (2) відливають сляб (3), який з вертикального положення (V) відхиляють в горизонтальне положення (Н), причому в напрямку транспортування (F) сляба (3) після ливарної машини (2) його піддають операції фрезерування на фрезерному верстаті (4), причому фрезерують дві протилежні поверхні сляба (3), який відрізняється тим, що фрезерування сляба (3)...
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B22D 11/06, B21B 1/46
Мітки: спосіб, установка, безперервного, стрічка, прокатки, виробництва, стрічки, металева, металевої, розливання
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...
Спосіб та пристрій для виготовлення металевих стрічок та листів без розриву між безперервним литтям і прокаткою
Номер патенту: 90685
Опубліковано: 25.05.2010
Автор: Арведі Джованні
МПК: B21B 1/46, B22D 11/14
Мітки: литтям, розриву, стрічок, виготовлення, прокаткою, металевих, спосіб, пристрій, безперервним, листів
Формула / Реферат:
1. Спосіб виготовлення металевих стрічок товщиною 0,14-20 мм та металевих листів товщиною 10-100 мм із слябів товщиною 30-300 мм та шириною 600-4000 мм, отриманих безперервним литтям з високим масовим виходом матеріалу за одиницю часу, в якому процес безперервного лиття (10) від кристалізатора здійснюють у формі дуги і безпосередньо поєднують з прокаткою (11) в єдиний виробничий процес без розриву безперервності, який відрізняється тим,...
Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, та виробнича лінія для здійснення способу
Номер патенту: 84398
Опубліковано: 27.10.2008
Автор: Арведі Джованні
МПК: B22D 11/06, B21B 1/26, B21B 1/46, B21B 37/28
Мітки: спосіб, безперервним, лінія, способу, стрічки, виробнича, гарячекатаної, сляба, безперервного, тонкого, отриманого, виробництва, надтонкої, литтям, здійснення
Формула / Реферат:
1. Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, який включає наступні операції:- безперервне лиття тонкого сляба (1);- попереднє його прокатування (5) після безперервного лиття;- індукційне нагрівання (8), і- кінцеве прокатування (18) з попереднім пластичним розтягуванням (17), усуванням окалини (17а), наступним охолодженням і намотуванням у...
Попередній патент: Фармацевтична композиція для ін’єкційного введення, що містить сполуку чотиривалентної платини
Наступний патент: Пристрій для виконання ін’єкцій
Випадковий патент: Спосіб корекції антитоксичної функції печінки за умов гострого гепатиту