Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Формула / Реферат
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої прокатки (2), в якому піддана гарячій прокатці, а ділянка охолодження (3) розташована після пристрою гарячої прокатки (2) так, що металева стрічка (7) після гарячої прокатки охолоджена на ділянці охолодження (3) охолоджувальним середовищем (8), при цьому намотувальний пристрій (10) розташовано після ділянки охолодження (3), а замкнута захисна камера (4) оточує розливний пристрій (1), пристрій гарячої прокатки (2) і ділянку охолодження (3) та виконана з можливістю заповнення її захисним газом, причому намотувальний пристрій (10) розміщений поза замкнутою захисною камерою (4), яка відрізняється тим, що між ділянкою охолодження (3) і намотувальним пристроєм (10) розміщений пристрій (11) холодної прокатки, причому пристрій (11) холодної прокатки розміщений всередині замкнутої захисної камери (4).
2. Установка для безперервного розливання і прокатки за п. 1, яка відрізняється тим, що розливний пристрій (1) виконаний таким чином, що початкова товщина d1 металевої стрічки (7) складає максимально 10 мм.
3. Установка для безперервного розливання і прокатки за пп. 1 або 2, яка відрізняється тим, що розливний пристрій (1) виконаний у вигляді двороликового розливного пристрою.
4. Установка для безперервного розливання і прокатки за будь-яким з пп. 1-3, яка відрізняється тим, що пристрій гарячої прокатки (2) містить максимально дві прокатні кліті.
5. Установка для безперервного розливання і прокатки за будь-яким з попередніх пунктів, яка відрізняється тим, що ділянка охолодження (3) містить пристрій живлення (9) для введення протидіючої утворенню окалини добавки в охолоджувальне середовище (8).
6. Установка для безперервного розливання і прокатки за будь-яким з попередніх пунктів, яка відрізняється тим, що намотувальний пристрій (10) містить принаймні одну моталку (12) і обрізувальний пристрій (13).
7. Установка для безперервного розливання і прокатки за будь-яким з попередніх пунктів, яка відрізняється тим, що пристрій холодної прокатки (11) містить максимально дві прокатні кліті.
8. Установка для безперервного розливання і прокатки за будь-яким з попередніх пунктів, яка відрізняється тим, що між пристроєм гарячої прокатки (2) і пристроєм холодної прокатки (11) не розташований жоден пристрій для видалення окалини.
9. Спосіб виробництва металевої стрічки (7), зокрема сталевої стрічки (7), при якому рідкий метал (6) в розливному пристрої (1) відливають в металеву стрічку (7) з початковою товщиною d1, литу металеву стрічку (7) безпосередньо після розливання з початковою товщиною d1 підводять до пристрою гарячої прокатки (2) і піддають там гарячій прокатці, причому гарячекатану металеву стрічку (7) потім охолоджують на ділянці охолодження (3) охолоджувальним середовищем (8), після чого охолоджену металеву стрічку (7) подають на пристрій (11) холодної прокатки і здійснюють холодну прокатку, при цьому холоднокатану металеву стрічку (7) подають на намотувальний пристрій (10) і там намотують, причому металеву стрічку (7) від виходу з розливного пристрою (1) до холодної прокатки включно проводять у заповненій захисним газом захисній камері (4).
10. Спосіб за п. 9, який відрізняється тим, що початкова товщина металевої стрічки (7) складає максимально 10 мм.
11. Спосіб за пп. 9, 10, який відрізняється тим, що як захисний газ використовують розпилену воду, азот, аргон або комбінацію цих речовин.
12. Спосіб за будь-яким з пп. 9-11, який відрізняється тим, що до захисного газу додатково додають киснепоглинальну добавку.
13. Спосіб за пунктом 12, який відрізняється тим, що добавка являє собою оксид вуглецю, сіль або комбінацію цих речовин.
14. Спосіб за будь-яким з пп. 9-13, який відрізняється тим, що до охолоджувального середовища (8) додатково додають добавку, що діє проти утворення окалини.
15. Спосіб за будь-яким з пп. 9-14, який відрізняється тим, що з металевої стрічки (7) між гарячою прокаткою і холодною прокаткою окалину не видаляють.
16. Металева стрічка, зокрема сталева стрічка, яка відрізняється тим, що вона вироблена в установці для безперервного розливання і прокатки за будь-яким з пунктів 1-8 формули винаходу, причому установку для безперервного розливання і прокатки під час виробництва металевої стрічки експлуатують згідно із способом виробництва за будь-яким з пунктів 9-15 формули винаходу.
Текст
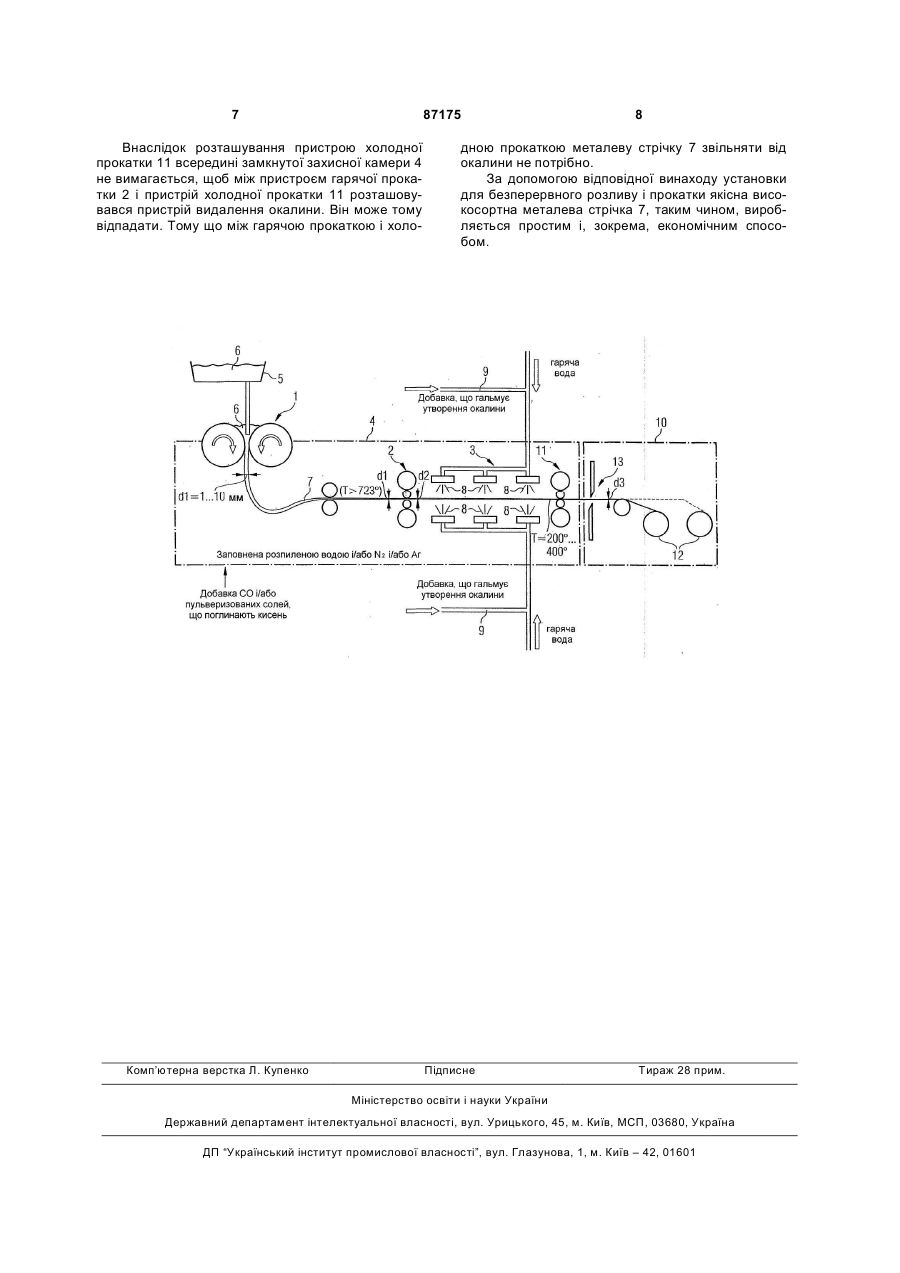
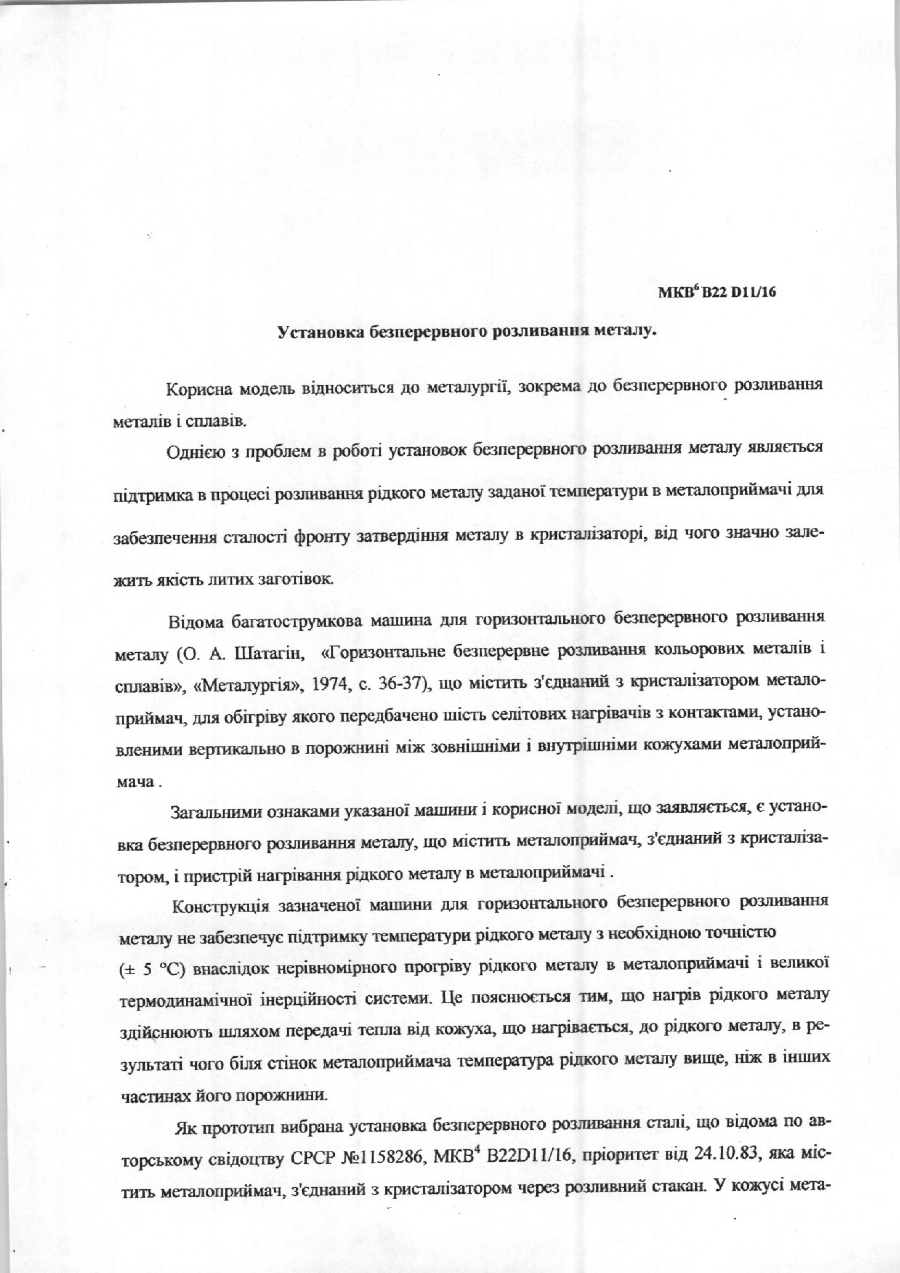
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої прокатки (2), в якому піддана гарячій прокатці, а ділянка охолодження (3) розташована після пристрою гарячої прокатки (2) так, що металева стрічка (7) після гарячої прокатки охолоджена на ділянці охолодження (3) охолоджувальним середовищем (8), при цьому намотувальний пристрій (10) розташовано після ділянки охолодження (3), а замкнута захисна камера (4) оточує розливний пристрій (1), пристрій гарячої прокатки (2) і ділянку охолодження (3) та виконана з можливістю заповнення її захисним газом, причому намотувальний пристрій (10) розміщений поза замкнутою захисною камерою (4), яка відрізняється тим, що між ділянкою охолодження (3) і намотувальним пристроєм (10) розміщений пристрій (11) холодної прокатки, причому пристрій (11) холодної прокатки розміщений всередині замкнутої захисної камери (4). 2. Установка для безперервного розливання і прокатки за п. 1, яка відрізняється тим, що розливний пристрій (1) виконаний таким чином, що поча 2 (19) 1 3 87175 4 прокатки включно проводять у заповненій захисним газом захисній камері (4). 10. Спосіб за п. 9, який відрізняється тим, що початкова товщина металевої стрічки (7) складає максимально 10мм. 11. Спосіб за пп. 9, 10, який відрізняється тим, що як захисний газ використовують розпилену воду, азот, аргон або комбінацію цих речовин. 12. Спосіб за будь-яким з пп. 9-11, який відрізняється тим, що до захисного газу додатково додають киснепоглинальну добавку. 13. Спосіб за пунктом 12, який відрізняється тим, що добавка являє собою оксид вуглецю, сіль або комбінацію цих речовин. 14. Спосіб за будь-яким з пп. 9-13, який відрізняється тим, що до охолоджувального середовища (8) додатково додають добавку, що діє проти утворення окалини. 15. Спосіб за будь-яким з пп. 9-14, який відрізняється тим, що з металевої стрічки (7) між гарячою прокаткою і холодною прокаткою окалину не видаляють. 16. Металева стрічка, зокрема сталева стрічка, яка відрізняється тим, що вона вироблена в установці для безперервного розливання і прокатки за будь-яким з пунктів 1-8 формули винаходу, причому установку для безперервного розливання і прокатки під час виробництва металевої стрічки експлуатують згідно із способом виробництва за будь-яким з пунктів 9-15 формули винаходу. Даний винахід стосується установки для безперервного розливання і прокатки металевої стрічки, зокрема, сталевої стрічки, з розливним пристроєм, пристроєм гарячої прокатки i ділянкою охолодження, - причому пристрій гарячої прокатки розташований після розливного пристрою так, що металева стрічка після розливання підводиться з початковою товщиною до пристрою гарячої прокатки і піддається там гарячій прокатці, - причому ділянка охолодження розташована після пристрою гарячої прокатки так, що металева стрічка після гарячої прокатки є охолоджуваною на ділянці охолодження охолоджувальним середовищем. Даний винахід стосується далі способу виробництва металевої стрічки, зокрема, сталевої стрічки, - причому рідкий метал в розливному пристрої розливають у металеву стрічку з початковою товщиною, - причому литу металеву стрічку безпосередньо після розливання з початковою товщиною підводять до пристрою гарячої прокатки і піддають там гарячій прокатці, причому гарячекатану металеву стрічку потім охолоджують на ділянці охолодження охолоджувальним середовищем. Нарешті, даний винахід стосується також металевої стрічки, зокрема, сталевої стрічці. Установки для безперервного розливу і прокатки вищеназваного виду і відповідний спосіб виробництва металевої стрічки є загальновідомими. Для подібних установок для безперервного розливання прокатки між іншим відомо, укладати розливний пристрій до пристрою гарячої прокатки у замкнуту захисну камеру ι заповнювати захисним газом так, що до пристрою гарячої прокатки на металевій стрічці запобігається утворення окалини Після гарячої прокатки окалина на металевій стрічці все ж таки утворюється. В рівні техніки металеву стрічку з окалиною спочатку протравлюють і потім підводять до пристрою холодної прокатки або переробляють далі іншим чином. Подальша обробка металевої стріч ки без попереднього видалення шаруокалини, проте, не є можливою. Задача даного винаходу полягає у створенні можливості уникнути утворення окалини на металевій стрічці після гарячої прокатки. Задача вирішується для установки для безперервного розливу і прокатки за рахунок того, що вона містить замкнуту захисну камеру, яка оточує розливний пристрій, пристрій гарячої прокатки і ділянку охолодження, і виконана з можливістю заповнення захисним газом. Згідно з цим задача для способу виробництва вирішується за рахунок того, що металеву стрічку принаймні від виходу з розливного пристрою до виходу з ділянки охолодження направляють в замкнутій захисній камері, заповнюваній захисним газом. Металева стрічка тоді відрізняється тим, що вона вироблена в установці для безперервного розливу і прокатки такого виду, причому установку для безперервного розливу і прокатки під час виробництва металевої стрічки експлуатують згідно зі способом виробництва такого виду. Як захисний газ можна використовувати, зокрема, розпилену воду, азот, аргон або комбінацію цих речовин. При цьому, при необхідності, до захисного газу можна домішувати киснепоглинальну добавку. Прикладами таких добавок є оксид вуглецю і деякі солі. Солі при цьому повинні само собою зрозуміло домішуватися у пульверизованій формі. Переважно розливний пристрій виконаний таким чином, що металева стрічка в ньому є вироблюваною з початковою товщиною, яка складає максимально 10мм. Якщо при цьому розливний пристрій виконаний у вигляді двороликового розливного пристрою, лита металева стрічка може мати особливо малу початкову товщину, наприклад, тільки від 1 до 2 міліметрів. Внаслідок малої початкової товщини металевої стрічки є повністю достатнім, якщо пристрій гарячої прокатки містить максимально дві прокатні кліті. Часто є достатньою навіть тільки одна єдина прокатна кліть. 5 Ділянка охолодження переважно містить пристрій живлення для введення протидіючої окалиноутворюванню добавки в охолоджувальне середовище. Оскільки тоді небезпека окалиноутворювання ще більше зменшується. Як правило, після ділянки охолодження розташований намотувальний пристрій. Він містить принаймні в більшості випадків моталку і обрізальний пристрій. Якщо металева стрічка входить у намотувальний пристрій, вона має, як правило, вже відносно низькі температури. Намотувальний пристрій може бути тому розташований поза замкнутої захисної камери. Якщо після ділянки охолодження розташований пристрій холодної прокатки, то установка для безперервного розливу і прокатки працює особливо ефективно, оскільки зразу ж і безпосередньо після розливу стрічки вона спочатку піддається гарячій прокатці і безпосередньо після цього також може піддаватися холодній прокатці. Якщо установка для безперервного розливу і прокатки містить при цьому також намотувальний пристрій, переважним чином пристрій холодної прокатки розташований між ділянкою охолодження і намотувальним пристроєм. Якщо є пристрій холодної прокатки, то він розташований переважно всередині замкнутої захисної камери. Оскільки тоді особливо надійно уникається окалиноутворення перед холодною прокаткою. Аналогічно пристрою гарячої прокатки також відносно пристрою холодної прокатки, як правило, є повністю достатнім, якщо він містить дві прокатні кліті. Часто є достатньою навіть тільки одна єдина прокатна кліть. Внаслідок відповідного винаходу виконання установки для безперервного розливу і прокатки є можливим, що між пристроєм гарячої прокатки і пристроєм холодної прокатки не розташовано ніякого пристрою видалення окалини. Таким чином металеву стрічку між гарячою прокаткою і холодною прокаткою видаленню окалини не піддають. Подальші переваги і подробиці виходять з подальшого опису прикладу виконання згідно з кресленням. При цьому показує єдина: Фіг. - установку для безперервного розливу і прокатки. Згідно з Фігурою установка для безперервного розливання і прокатки в своїй мінімальній 1 конфігурації містить розливний пристрій 1, пристрій гарячої прокатки 2 і ділянку охолодження 3. Розливний пристрій 1, пристрій гарячої прокатки 2 і ділянка охолодження 3 при цьому оточені замкнутою захисною камерою 4. За допомогою звичайного пристрою подачі 5, наприклад, проміжної ємності з розташованим на ній занурним стаканом, до розливного пристрою подають рідкий метал 6 (наприклад, рідку сталь) і розливають розливним пристроєм 1 в металеву стрічку 7. Згідно з Фіг. розливний пристрій 1 при цьому виконаний (як приклад) у вигляді двороликового розливного пристрою 1. З його допомогою можна розливати тому дуже тонку металеву стріч 87175 6 ку 7, яка має початкову товщину d1 тільки порядка від 1 до 10мм, наприклад, від 1,5 до 3мм. Металеву стрічку 7 безпосередньо після розливу, тобто без попереднього накопичення або іншого проміжного зберігання, подають через подавальні або протяжні ролики до пристрою гарячої прокатки 2. Пристрій гарячої прокатки 2 розташований тому після розливного пристрою 1. В пристрої гарячої прокатки 2 металеву стрічку 7 піддають гарячій прокатці так, що вона виходить з пристрою гарячої прокатки 2 з проміжною товщиною d2 Прокатка у пристрої гарячої прокатки 2 відбувається при цьому, як видно з Фіг., при температурі Τ вище 723°С. Згідно з Фіг. пристрій гарячої прокатки 2 містить одну єдину прокатну кліть. Він може містити також дві прокатні кліті. Потім гарячекатану металеву стрічку підводять до ділянки охолодження 3. Ділянка охолодження 3 розташована таким чином після пристрою гарячої прокатки 2. На ділянці охолодження 3 гарячекатану металеву стрічку 7 після гарячої прокатки охолоджують охолоджувальним середовищем 8. Охолоджувальне середовище 8 є при цьому, як правило, водою, переважно, нагрітою водою. При необхідності до неї, як показано на Фіг., можна підмішувати добавку, яка протидіє утворенню окалини. Для цього ділянка охолодження 3 містить відповідний пристрій живлення 9. Згідно з Фіг. вся замкнута захисна камера 4 заповнена захисним газом. Металева стрічка 7 таким чином від виходу з розливного пристрою 1 до виходу з ділянки охолодження 3 прямує в замкнутій захисній камері 4, яка заповнена захисним газом. Як захисний газ можна використовувати, зокрема, розпилену воду, азот, аргон або комбінацію цих речовин. Крім того, до захисного газу можна підмішувати киснепоглинальну добавку. Прикладами подібних добавок є оксид вуглецю і відповідні, киснепоглинальні пульверизовані солі. Також і тут знову є можливою комбінація цих речовин. Згідно з Фіг. відповідна винаходу установка для безперервного розливу і прокатки може містити інші пристрої 10, 11, а саме, намотувальний пристрій 10 і пристрій холодної прокатки 11. Обидва пристрої 10, 11 розташовані після ділянки охолодження 3. У випадку, якщо є обидва пристрої 10, 11, пристрій холодної прокатки 11 розташований між ділянкою охолодження 3 і намотувальним пристроєм 10. Намотувальний пристрій 10 містить принаймні одну моталку 12. Згідно з Фіг. він містить навіть дві моталки 12. Крім того, він містить обрізальний пристрій 13. Намотувальний пристрій 10 переважно розташований поза замкнутої захисної камери 4. Пристрій холодної прокатки 11 виконаний у разі потреби. Він розташований переважно всередині замкнутої захисної камери 4. Згідно з Фіг. він містить - також як і пристрій гарячої прокатки 2 тільки одну єдину прокатну кліть. Він може, проте, містити, наприклад, також дві прокатні кліті. В пристрої холодної прокатки 11 металеву стрічку 7 осаджують до кінцевої товщини d3. 7 87175 Внаслідок розташування пристрою холодної прокатки 11 всередині замкнутої захисної камери 4 не вимагається, щоб між пристроєм гарячої прокатки 2 і пристрій холодної прокатки 11 розташовувався пристрій видалення окалини. Він може тому відпадати. Тому що між гарячою прокаткою і холо Комп’ютерна верстка Л. Купенко 8 дною прокаткою металеву стрічку 7 звільняти від окалини не потрібно. За допомогою відповідної винаходу установки для безперервного розливу і прокатки якісна високосортна металева стрічка 7, таким чином, виробляється простим і, зокрема, економічним способом. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюContinuous casting and rolling installation for metal strip, method for producing metal strip and metallic strip
Автори англійськоюWelker Hans-Herbert
Назва патенту російськоюУстановка для непрерывного разлива и прокатки металлической ленты, способ производства металлической ленты и металлическая лента
Автори російськоюВелькер Ханс-Херберт
МПК / Мітки
МПК: B22D 11/06, B21B 1/46
Мітки: спосіб, безперервного, металевої, стрічка, виробництва, стрічки, прокатки, установка, розливання, металева
Код посилання
<a href="https://ua.patents.su/4-87175-ustanovka-dlya-bezperervnogo-rozlivannya-i-prokatki-metalevo-strichki-sposib-virobnictva-metalevo-strichki-ta-metaleva-strichka.html" target="_blank" rel="follow" title="База патентів України">Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка</a>
Спосіб та установка для виробництва металевої стрічки
Номер патенту: 81049
Опубліковано: 26.11.2007
Автори: Дез Анн, Массон Паскаль, Порку Джорджо, ДАМАСС Жан-Мішель, Рейтер Жан-Мішель, Фараль Мішель
МПК: B22D 11/06, B21B 1/46
Мітки: металевої, спосіб, стрічки, виробництва, установка
Формула / Реферат:
1. Спосіб виготовлення металевої стрічки, який включає безперервне беззливкове лиття металу для зазначеної стрічки у виливницю з рухомими охолоджуваними стінками, затвердіння рідкого металу в ній та наступну гарячу прокатку зазначеної стрічки, який відрізняється тим, що на поверхню стрічки на виході з виливниці наносять продукт, що дозволяє створити мастильний шар на зазначеній поверхні в момент гарячої прокатки стрічки та викликати виділення...
Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення
Номер патенту: 74223
Опубліковано: 15.11.2005
Автори: Гаше Лоран, Пріжан Ів, Люка Патріс, Боден Юг, Дошель Дід'є
МПК: C23C 2/00, B05C 3/02, C23C 2/06, C23C 2/14
Мітки: установка, спосіб, метал, стрічки, покривання, здійснення, металевої, зануренням, рідкий, безперервного, гарячого
Формула / Реферат:
1. Спосіб безперервного гарячого покривання металевої стрічки (1) зануренням у рідкий метал у баці (11), що містить ванну (12) рідкого металу, за яким металеву стрічку (1) пропускають у безперервному режимі й у захисному середовищі через кожух (13), нижня частина (13а) якого занурена у ванну (12) рідкого металу для визначення разом з поверхнею ванни усередині даного кожуха (13) рідкого герметичного прошарку (14), металеву стрічку (1)...
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B21B 1/46, B21B 37/68
Мітки: металевої, спосіб, катаної, штаби, установка, виробництва, безперервного, металевого, розплаву
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: БРАУН Мартін, Арменат Юрген, Гроссхардт Клаус-Юрген
МПК: B21C 47/02, B21B 38/00, B21B 37/28, G01B 21/30, G01B 5/28
Мітки: впливу, спосіб, шахті, вимірювання, гарячої, прокатки, пристрій, площинність, установки, моталки, стрічки
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/16
Мітки: установка, металу, розливання, безперервного
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Попередній патент: Багатоповерховий будинок-паркінг
Наступний патент: Спосіб формування матричного рухомого зображення та пристрій світлодіодного біжучого рядка
Випадковий патент: Пристрій вакуумної сепарації губчастого титану