Спосіб виготовлення корпусу електромагнітного клапана
Номер патенту: 93464
Опубліковано: 10.10.2014
Автори: Квасницький Вячеслав Федорович, Матвієнко Максим Валентинович, Матусевич Володимир Анатолійович, Істомін Дмитро Веніамінович, Михайлов Сергій Миколайович, Квасницький Віктор Вячеславович

Формула / Реферат
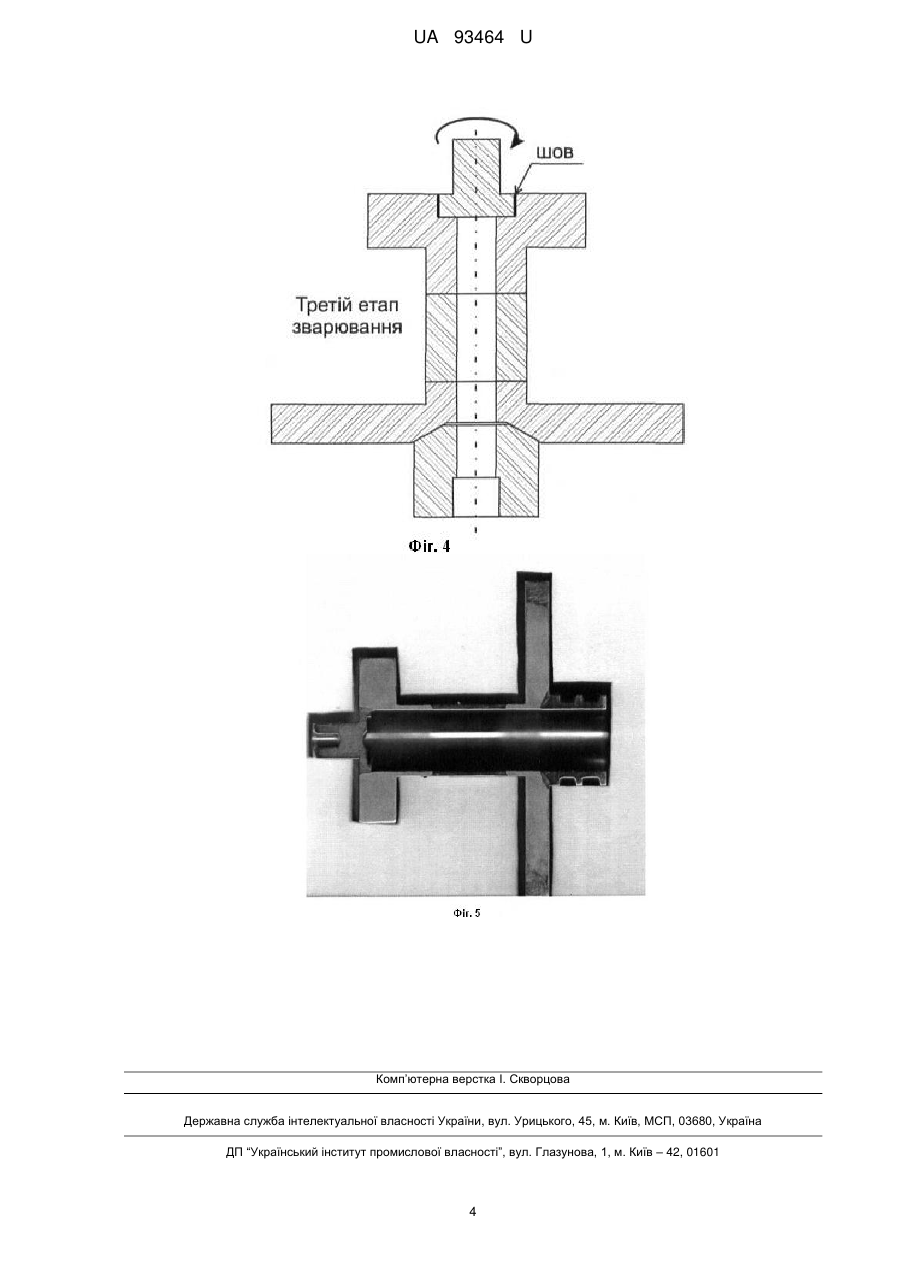
Спосіб виготовлення корпусу електромагнітного клапана, що включає зварювання з'єднуваних деталей при заданих умовах, який відрізняється тим, що для виготовлення корпусу електромагнітного клапана використовують електронно-променеве зварювання у три етапи з різними режимами зварювання, а саме: на першому етапі зварюють два стикових шва у центральній частині корпусу (сила струму променя А=40 мА, напруга U=20 кВ, час зварювання Т=9,9 сек.); на другому етапі виконують зварювання під кутом (сила струму променя А=45 мА, напруга U=20 кВ, час зварювання Т=9,9 сек.); на третьому етапі виконують зварювання на торці (сила струму променя А=40 мА, напруга U=20 кВ, час зварювання Т=8,5 сек.).
Текст
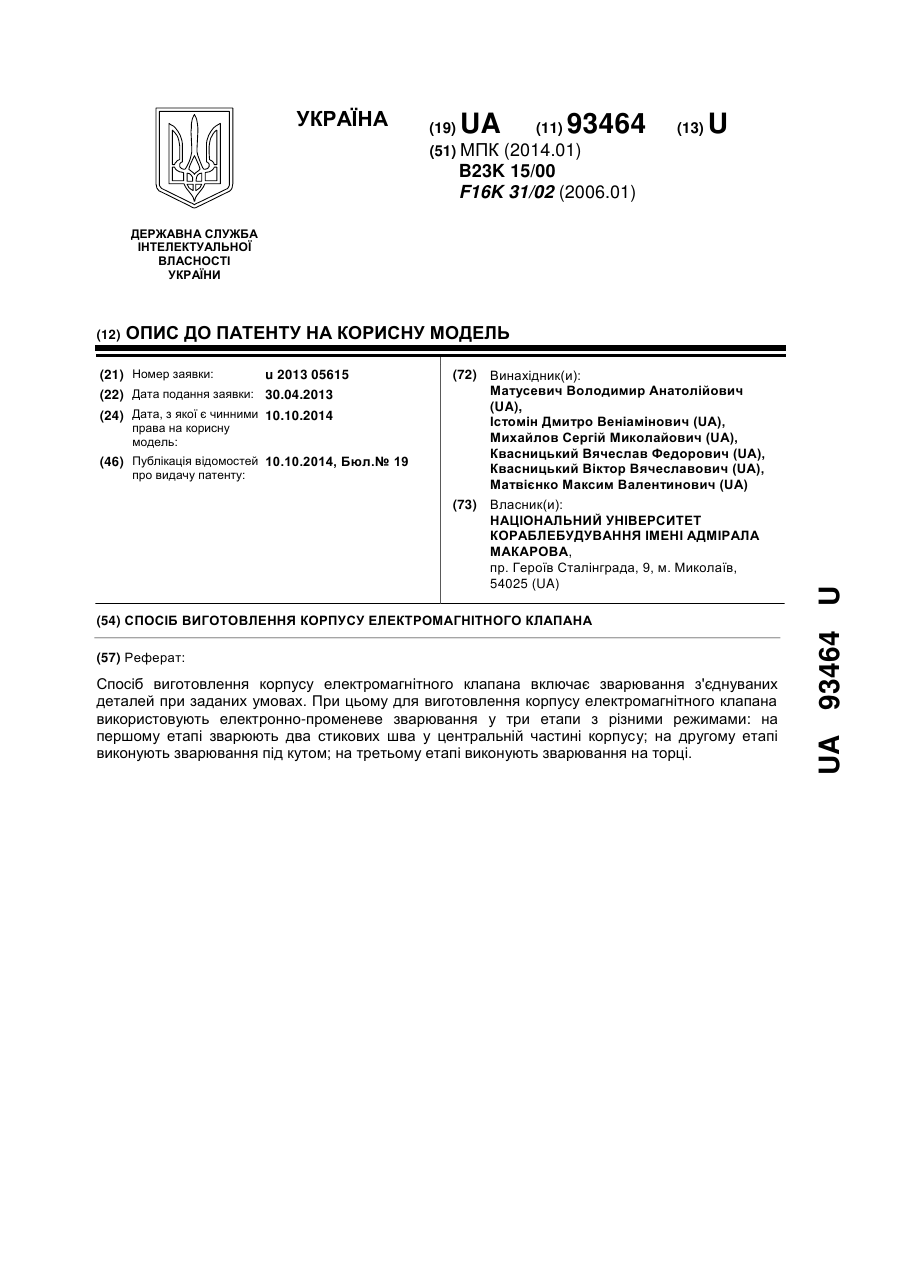
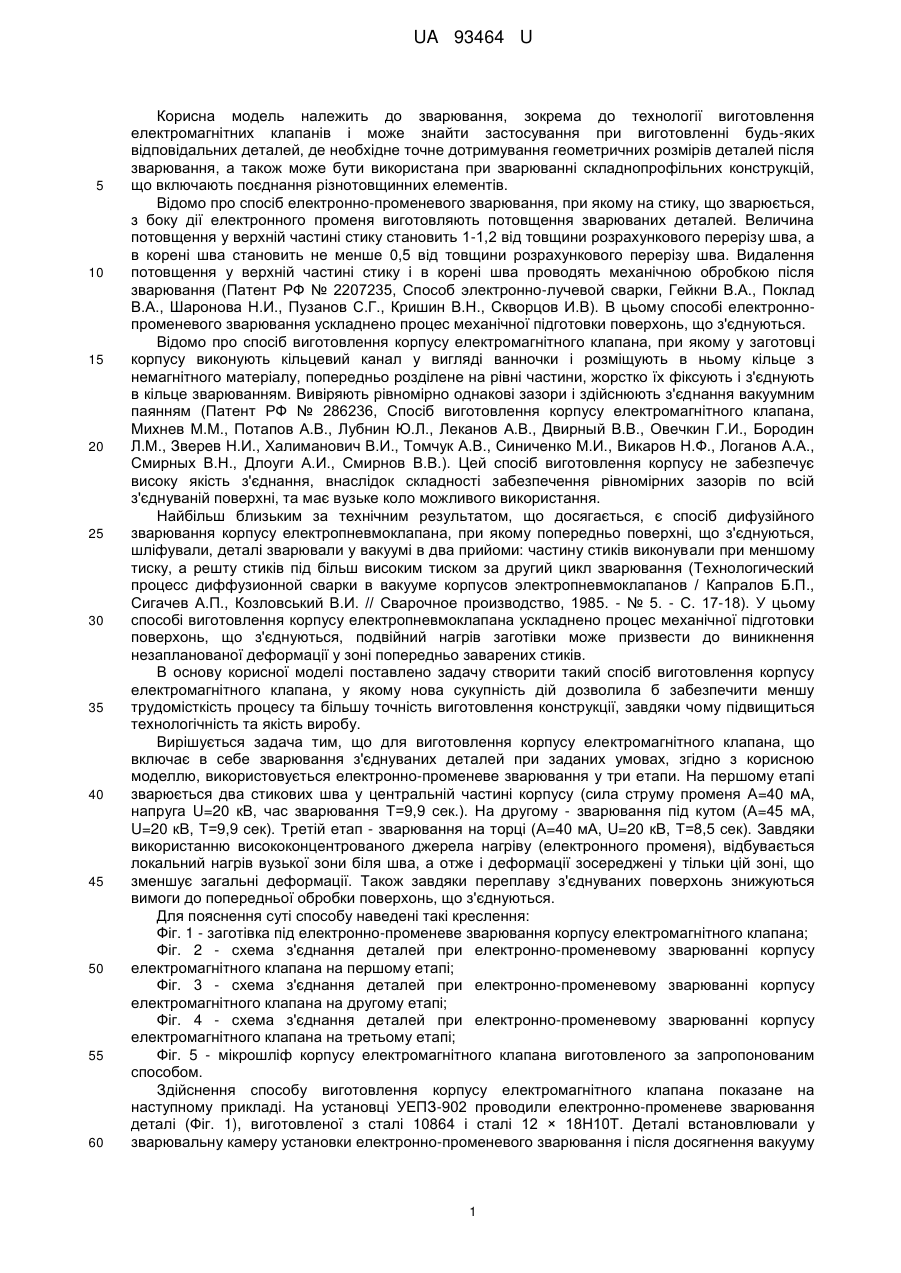
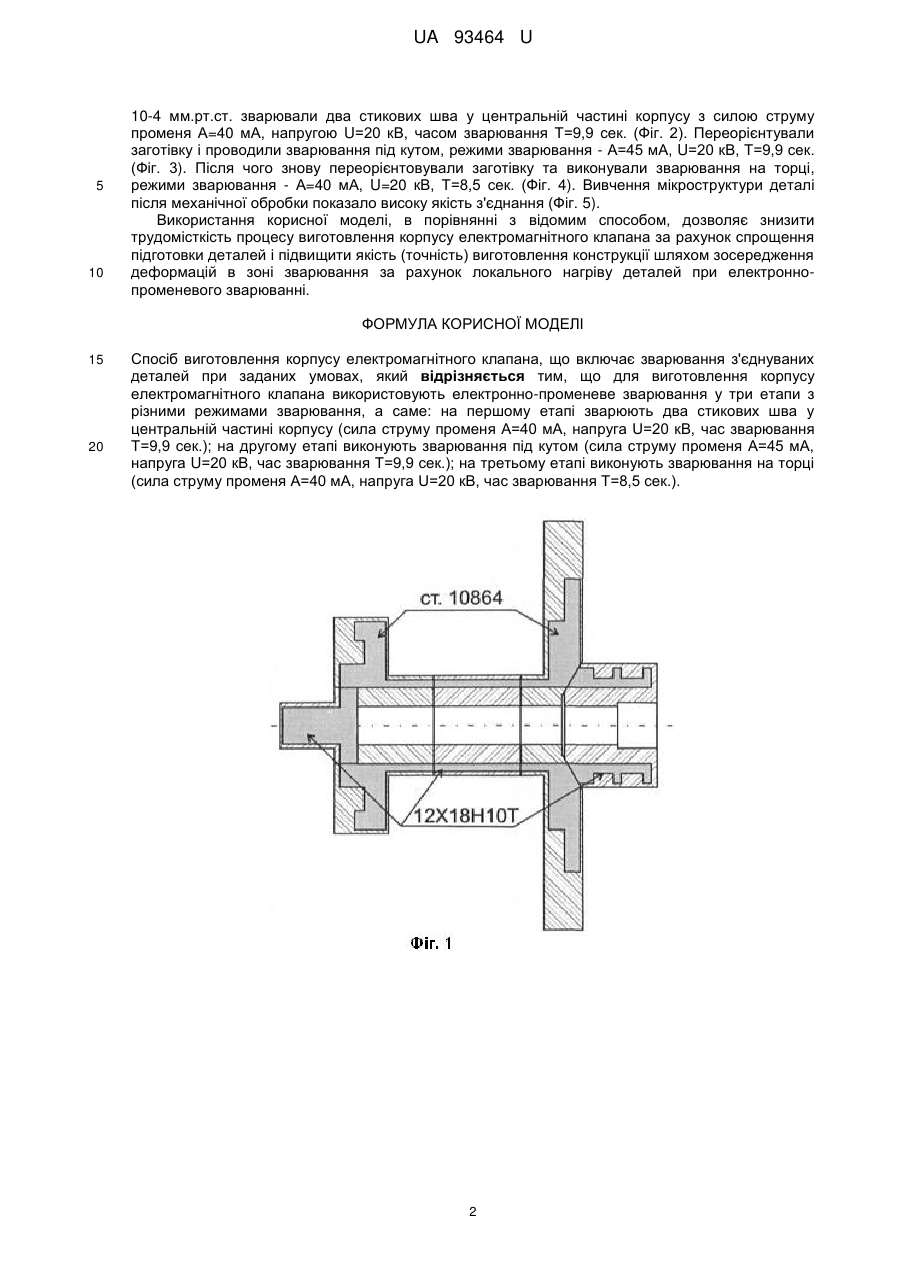
Реферат: Спосіб виготовлення корпусу електромагнітного клапана включає зварювання з'єднуваних деталей при заданих умовах. При цьому для виготовлення корпусу електромагнітного клапана використовують електронно-променеве зварювання у три етапи з різними режимами: на першому етапі зварюють два стикових шва у центральній частині корпусу; на другому етапі виконують зварювання під кутом; на третьому етапі виконують зварювання на торці. UA 93464 U (12) UA 93464 U UA 93464 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювання, зокрема до технології виготовлення електромагнітних клапанів і може знайти застосування при виготовленні будь-яких відповідальних деталей, де необхідне точне дотримування геометричних розмірів деталей після зварювання, а також може бути використана при зварюванні складнопрофільних конструкцій, що включають поєднання різнотовщинних елементів. Відомо про спосіб електронно-променевого зварювання, при якому на стику, що зварюється, з боку дії електронного променя виготовляють потовщення зварюваних деталей. Величина потовщення у верхній частині стику становить 1-1,2 від товщини розрахункового перерізу шва, а в корені шва становить не менше 0,5 від товщини розрахункового перерізу шва. Видалення потовщення у верхній частині стику і в корені шва проводять механічною обробкою після зварювання (Патент РФ № 2207235, Способ электронно-лучевой сварки, Гейкни В.А., Поклад В.А., Шаронова Н.И., Пузанов С.Г., Кришин В.Н., Скворцов И.В). В цьому способі електроннопроменевого зварювання ускладнено процес механічної підготовки поверхонь, що з'єднуються. Відомо про спосіб виготовлення корпусу електромагнітного клапана, при якому у заготовці корпусу виконують кільцевий канал у вигляді ванночки і розміщують в ньому кільце з немагнітного матеріалу, попередньо розділене на рівні частини, жорстко їх фіксують і з'єднують в кільце зварюванням. Вивіряють рівномірно однакові зазори і здійснюють з'єднання вакуумним паянням (Патент РФ № 286236, Спосіб виготовлення корпусу електромагнітного клапана, Михнев М.М., Потапов А.В., Лубнин Ю.Л., Леканов А.В., Двирный В.В., Овечкин Г.И., Бородин Л.М., Зверев Н.И., Халиманович В.И., Томчук А.В., Синиченко М.И., Викаров Н.Ф., Логанов А.А., Смирных В.Н., Длоуги А.И., Смирнов В.В.). Цей спосіб виготовлення корпусу не забезпечує високу якість з'єднання, внаслідок складності забезпечення рівномірних зазорів по всій з'єднуваній поверхні, та має вузьке коло можливого використання. Найбільш близьким за технічним результатом, що досягається, є спосіб дифузійного зварювання корпусу електропневмоклапана, при якому попередньо поверхні, що з'єднуються, шліфували, деталі зварювали у вакуумі в два прийоми: частину стиків виконували при меншому тиску, а решту стиків під більш високим тиском за другий цикл зварювання (Технологический процесс диффузионной сварки в вакууме корпусов электропневмоклапанов / Капралов Б.П., Сигачев А.П., Козловський В.И. // Сварочное производство, 1985. - № 5. - С. 17-18). У цьому способі виготовлення корпусу електропневмоклапана ускладнено процес механічної підготовки поверхонь, що з'єднуються, подвійний нагрів заготівки може призвести до виникнення незапланованої деформації у зоні попередньо заварених стиків. В основу корисної моделі поставлено задачу створити такий спосіб виготовлення корпусу електромагнітного клапана, у якому нова сукупність дій дозволила б забезпечити меншу трудомісткість процесу та більшу точність виготовлення конструкції, завдяки чому підвищиться технологічність та якість виробу. Вирішується задача тим, що для виготовлення корпусу електромагнітного клапана, що включає в себе зварювання з'єднуваних деталей при заданих умовах, згідно з корисною моделлю, використовується електронно-променеве зварювання у три етапи. На першому етапі зварюється два стикових шва у центральній частині корпусу (сила струму променя А=40 мА, напруга U=20 кВ, час зварювання Т=9,9 сек.). На другому - зварювання під кутом (А=45 мА, U=20 кВ, Т=9,9 сек). Третій етап - зварювання на торці (А=40 мА, U=20 кВ, Т=8,5 сек). Завдяки використанню висококонцентрованого джерела нагріву (електронного променя), відбувається локальний нагрів вузької зони біля шва, а отже і деформації зосереджені у тільки цій зоні, що зменшує загальні деформації. Також завдяки переплаву з'єднуваних поверхонь знижуються вимоги до попередньої обробки поверхонь, що з'єднуються. Для пояснення суті способу наведені такі креслення: Фіг. 1 - заготівка під електронно-променеве зварювання корпусу електромагнітного клапана; Фіг. 2 - схема з'єднання деталей при електронно-променевому зварюванні корпусу електромагнітного клапана на першому етапі; Фіг. 3 - схема з'єднання деталей при електронно-променевому зварюванні корпусу електромагнітного клапана на другому етапі; Фіг. 4 - схема з'єднання деталей при електронно-променевому зварюванні корпусу електромагнітного клапана на третьому етапі; Фіг. 5 - мікрошліф корпусу електромагнітного клапана виготовленого за запропонованим способом. Здійснення способу виготовлення корпусу електромагнітного клапана показане на наступному прикладі. На установці УЕПЗ-902 проводили електронно-променеве зварювання деталі (Фіг. 1), виготовленої з сталі 10864 і сталі 12 × 18Н10Т. Деталі встановлювали у зварювальну камеру установки електронно-променевого зварювання і після досягнення вакууму 1 UA 93464 U 5 10 10-4 мм.рт.ст. зварювали два стикових шва у центральній частині корпусу з силою струму променя А=40 мА, напругою U=20 кВ, часом зварювання Т=9,9 сек. (Фіг. 2). Переорієнтували заготівку і проводили зварювання під кутом, режими зварювання - А=45 мА, U=20 кВ, Т=9,9 сек. (Фіг. 3). Після чого знову переорієнтовували заготівку та виконували зварювання на торці, режими зварювання - А=40 мА, U=20 кВ, Т=8,5 сек. (Фіг. 4). Вивчення мікроструктури деталі після механічної обробки показало високу якість з'єднання (Фіг. 5). Використання корисної моделі, в порівнянні з відомим способом, дозволяє знизити трудомісткість процесу виготовлення корпусу електромагнітного клапана за рахунок спрощення підготовки деталей і підвищити якість (точність) виготовлення конструкції шляхом зосередження деформацій в зоні зварювання за рахунок локального нагріву деталей при електроннопроменевого зварюванні. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення корпусу електромагнітного клапана, що включає зварювання з'єднуваних деталей при заданих умовах, який відрізняється тим, що для виготовлення корпусу електромагнітного клапана використовують електронно-променеве зварювання у три етапи з різними режимами зварювання, а саме: на першому етапі зварюють два стикових шва у центральній частині корпусу (сила струму променя А=40 мА, напруга U=20 кВ, час зварювання Т=9,9 сек.); на другому етапі виконують зварювання під кутом (сила струму променя А=45 мА, напруга U=20 кВ, час зварювання Т=9,9 сек.); на третьому етапі виконують зварювання на торці (сила струму променя А=40 мА, напруга U=20 кВ, час зварювання Т=8,5 сек.). 2 UA 93464 U 3 UA 93464 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюMatusevych Volodymyr Anatoliiovych, Kvasnytskyi Viacheslav Fedorovych, Kvasnytskyi Viktor Viacheslavovych, Matviienko Maksym Valentynovych
Автори російськоюМатусевич Владимир Анатольевич, Квасницкий Вячеслав Федорович, Квасницкий Виктор Вячеславович, Матвиенко Максим Валентинович
МПК / Мітки
МПК: F16K 31/02, B23K 15/00
Мітки: корпусу, виготовлення, клапана, електромагнітного, спосіб
Код посилання
<a href="https://ua.patents.su/6-93464-sposib-vigotovlennya-korpusu-elektromagnitnogo-klapana.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу електромагнітного клапана</a>
Демпфуючий пристрій запірної пари електромагнітного клапана
Номер патенту: 92851
Опубліковано: 10.09.2014
Автор: Барилюк Євген Ігорович
МПК: G05D 16/00
Мітки: пристрій, пари, запірної, демпфуючий, електромагнітного, клапана
Формула / Реферат:
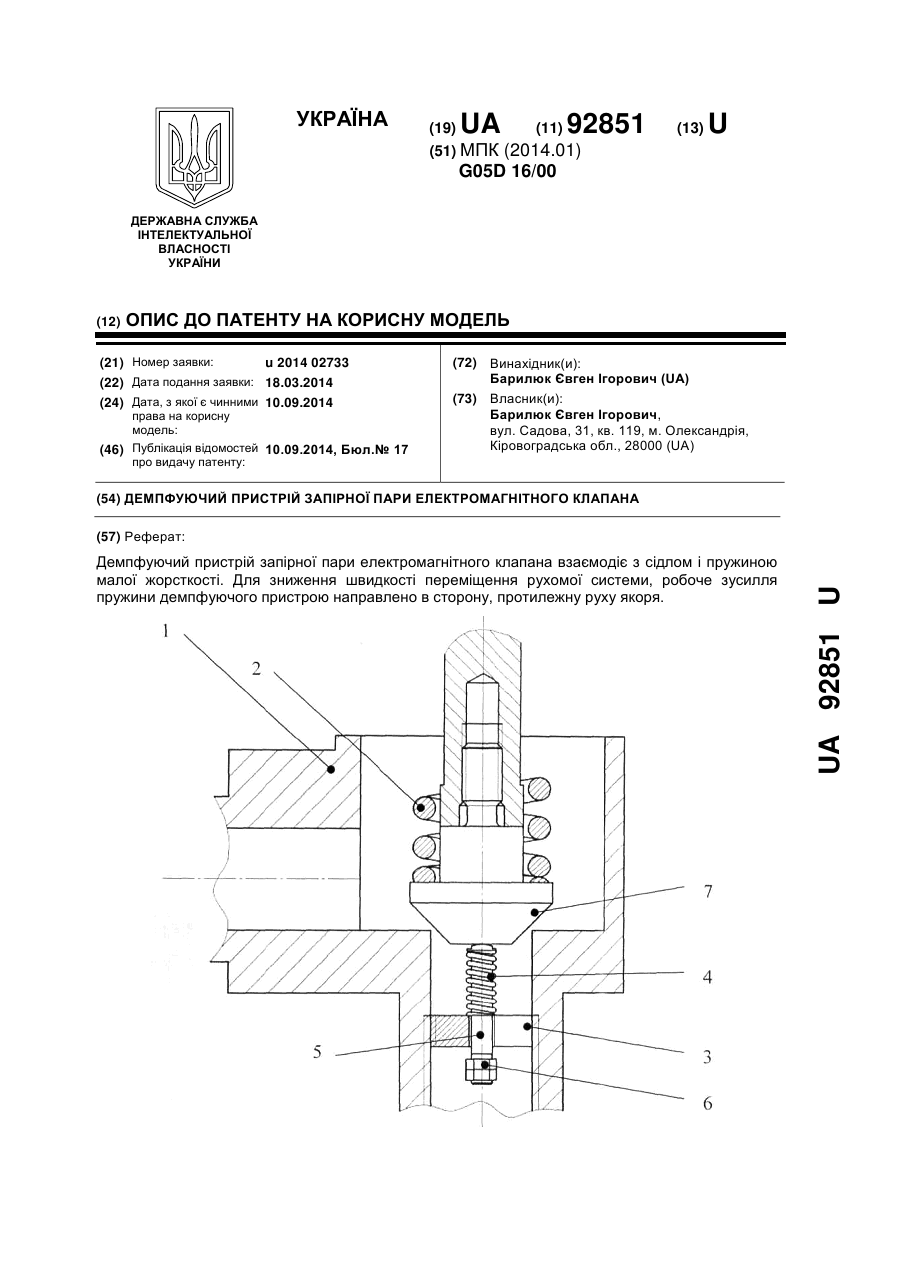
Демпфуючий пристрій запірної пари електромагнітного клапана, що взаємодіє з сідлом і пружиною малої жорсткості, який відрізняється тим, що для зниження швидкості переміщення рухомої системи, робоче зусилля пружини демпфуючого пристрою направлено в сторону, протилежну руху якоря.
Спосіб виготовлення корпусу візка
Номер патенту: 66474
Опубліковано: 17.05.2004
Автор: Яроцька Ірина Віталіївна
МПК: C22B 1/16
Мітки: виготовлення, візка, корпусу, спосіб
Формула / Реферат:
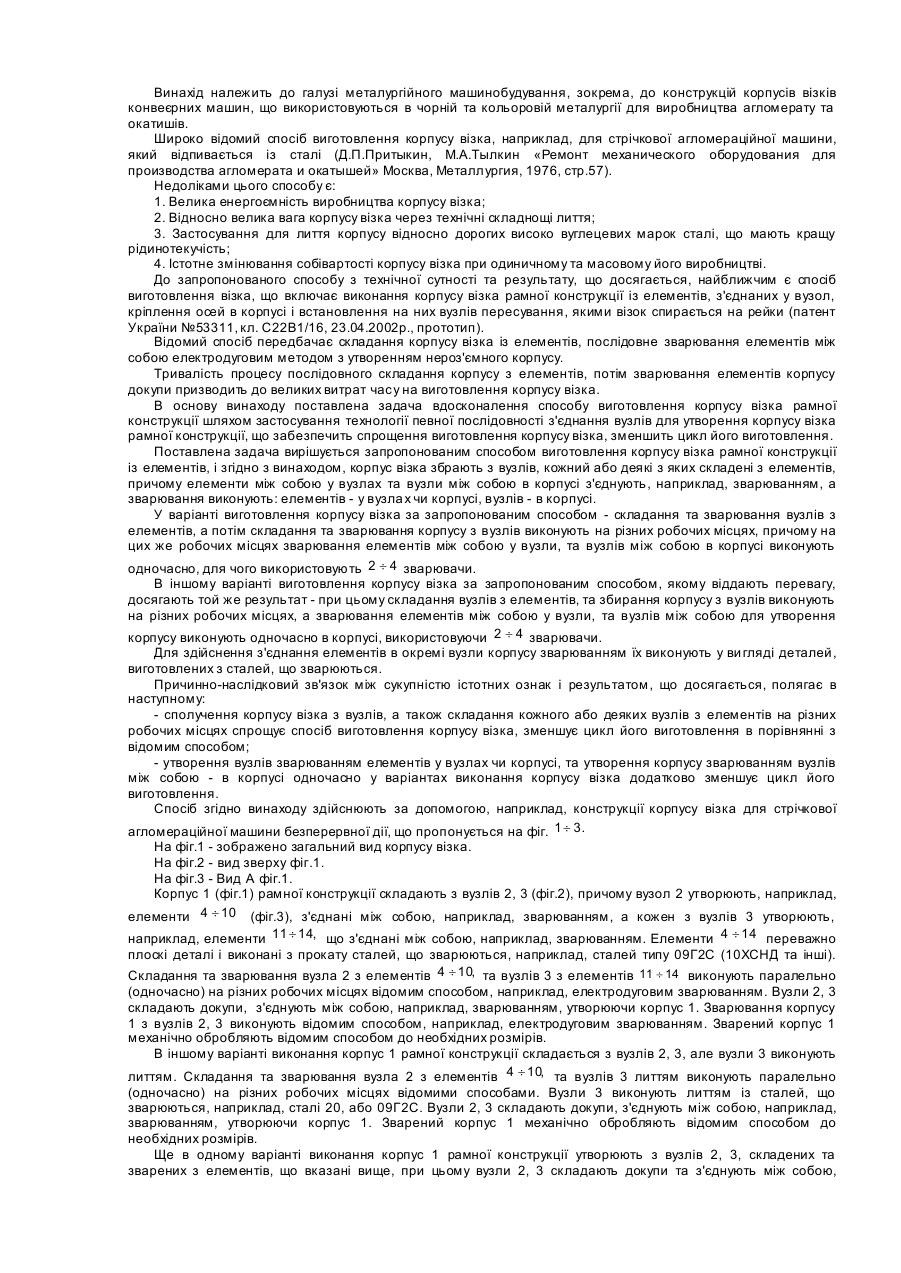
1. Спосіб виготовлення корпусу візка рамної конструкції із елементів, який відрізняється тим, що корпус візка збирають з вузлів, кожний або деякі з яких складені з елементів, причому елементи між собою у вузлах та вузли між собою в корпусі з'єднують, наприклад, зварюванням, а зварювання виконують: елементів - у вузлах чи корпусі, вузлів - в корпусі.2. Спосіб за п. 1, який відрізняється тим, що зварювання елементів між собою у вузлах чи...
Спосіб виготовлення електромагнітного екрана
Номер патенту: 32175
Опубліковано: 15.12.2000
Автори: Левченко Георгій Тимофійович, Ільченко Михайло Юхимович, Сагайдак Василь Андрійович
МПК: H05K 9/00
Мітки: електромагнітного, екрана, виготовлення, спосіб
Текст:
...закріпляють нерознімно перфоровану пластмасову накладку, а потім наносять екрануюче покриття на поверхню пластмасового корпусу і накладки, включаючи отвори. Крім того, накладку виконують з заниженням центральної частини зі сторони, яку закріпляють на корпусі. Нерознімне закріплення перфорованої пластмасової накладки на ділянку отворів з наступним нанесенням екрануючого покриття на поверхню пластмасового корпусу і накладки , включаючи...
Спосіб виготовлення корпусу ролика стрічкового конвеєра
Номер патенту: 41515
Опубліковано: 25.05.2009
Автори: Кравець Олена Іванівна, Середа Віктор Григорович, Удовенко Віталій Кирилович
МПК: B21D 41/00
Мітки: корпусу, виготовлення, ролика, стрічкового, конвеєра, спосіб
Формула / Реферат:
Спосіб виготовлення корпусу ролика стрічкового конвеєра, у якому стакан для розміщення підшипникового вузла виконаний у вигляді горловини на кінці труби, який відрізняється тим, що стакан виконують на кінці труби у вигляді горловини з пояском на вихідній трубі, прилягаючим до горловини, діаметр якого більше внутрішнього діаметра початкової труби на 1...1,5 мм, відокремлюють горловину зі згаданим пояском відомим способом, розвертають...
Спосіб виготовлення електромагнітного екрану
Номер патенту: 33356
Опубліковано: 15.02.2001
Автори: Сагайдак Василь Андрійович, Ільченко Михайло Юхимович, Левченко Георгій Тимофійович
МПК: H05K 9/00
Мітки: виготовлення, спосіб, екрану, електромагнітного
Текст:
...екраную чим покриттям, при цьому поєднують отвори в пластинах та скріпляють останні між собою. До того ж, накладку виконують з товшдною що дорівнює або пере , вищує діаметр отворів в ній. Закріплення на ділянці оболонки з вентиляційними отворами перфо рованої накладки з електропровідною поверхнею дозволяє підвищити ефек тивність екранування на цій ділянці за рахунок підвищення взаємодії електромагнітного випромінювання з внутрішньою поверхнею...
Попередній патент: Паралелопрепаратор
Наступний патент: Підводний апарат
Випадковий патент: Антагоністи рецептора pgd2 для лікування запальних захворювань