Металургійна порошкова композиція для виготовлення пресованих виробів і спосіб її отримання
Номер патенту: 94436
Опубліковано: 10.05.2011
Автори: Кнутссон Пер, Ларссон Пер-Олоф, Відарссон Хільмар
Формула / Реферат
1. Металургійна порошкова композиція для виготовлення пресованих виробів, що включає:
(a) щонайменше близько 80 мас. % залізного порошку або порошку на основі заліза,
(b) до близько 20 мас. % щонайменше одного легуючого порошку,
(c) від близько 0,05 до близько 2 мас. % зв'язувального засобу, який включає насичений або ненасичений, лінійноланцюговий або розгалужений, аліфатичний С14-С30-спирт, і
(d) від близько 0,001 до близько 0,2 мас. % добавки для підвищення текучості.
2. Порошкова композиція за п. 1, в якій аліфатичний спирт є насиченим і лінійноланцюговим.
3. Порошкова композиція за п. 1, в якій аліфатичний спирт вибирається з групи, що складається з цетилового спирту, стеарилового спирту, арахідилового спирту, бегенілового спирту і лігноцерилового спирту.
4. Порошкова композиція за п. 1, в якій аліфатичний спирт вибирається з групи, що складається з стеарилового спирту, арахідилового спирту і бегенілового спирту.
5. Порошкова композиція за п. 1, в якій добавка для підвищення текучості вибирається з групи, що складається з технічного вуглецю і діоксиду кремнію.
6. Порошкова композиція за п. 1, в якій добавка для підвищення текучості являє собою технічний вуглець.
7. Порошкова композиція за п. 6, в якій розмір частинок технічного вуглецю переважно складає менше 200 нм, більш переважно менше 100 нм і найбільш переважно менше 50 нм.
8. Порошкова композиція за п. 1, що додатково включає органічний пилоподібний змащувальний засіб, який не містить металу.
9. Порошкова композиція за п. 8, в якій органічний пилоподібний змащувальний засіб, що не містить металу, вибирається з групи, яка складається з аміду стеаринової кислоти, аміду арахінової кислоти, аміду бегенової кислоти, октадециламіду стеаринової кислоти і етилен-біс-стеараміду.
10. Порошкова композиція за п. 8, в якій органічний пилоподібний змащувальний засіб, що не містить металу, являє собою амід бегенової кислоти.
11. Спосіб отримання металургійної порошкової композиції для виготовлення пресованих виробів, який включає:
приготування наступних компонентів: щонайменше 80 мас. % залізного порошку або порошку на основі заліза, до 20 мас. % щонайменше одного легуючого порошку, від 0,05 до 2 мас. % зв'язувального засобу, що включає аліфатичний С14-С30-спирт, і від 0,001 до 0,2 мас. % добавки для підвищення текучості,
змішування вищеназваних компонентів при температурі, вищій, ніж температура плавлення зв'язувального засобу, і охолоджування утвореної суміші.
Текст
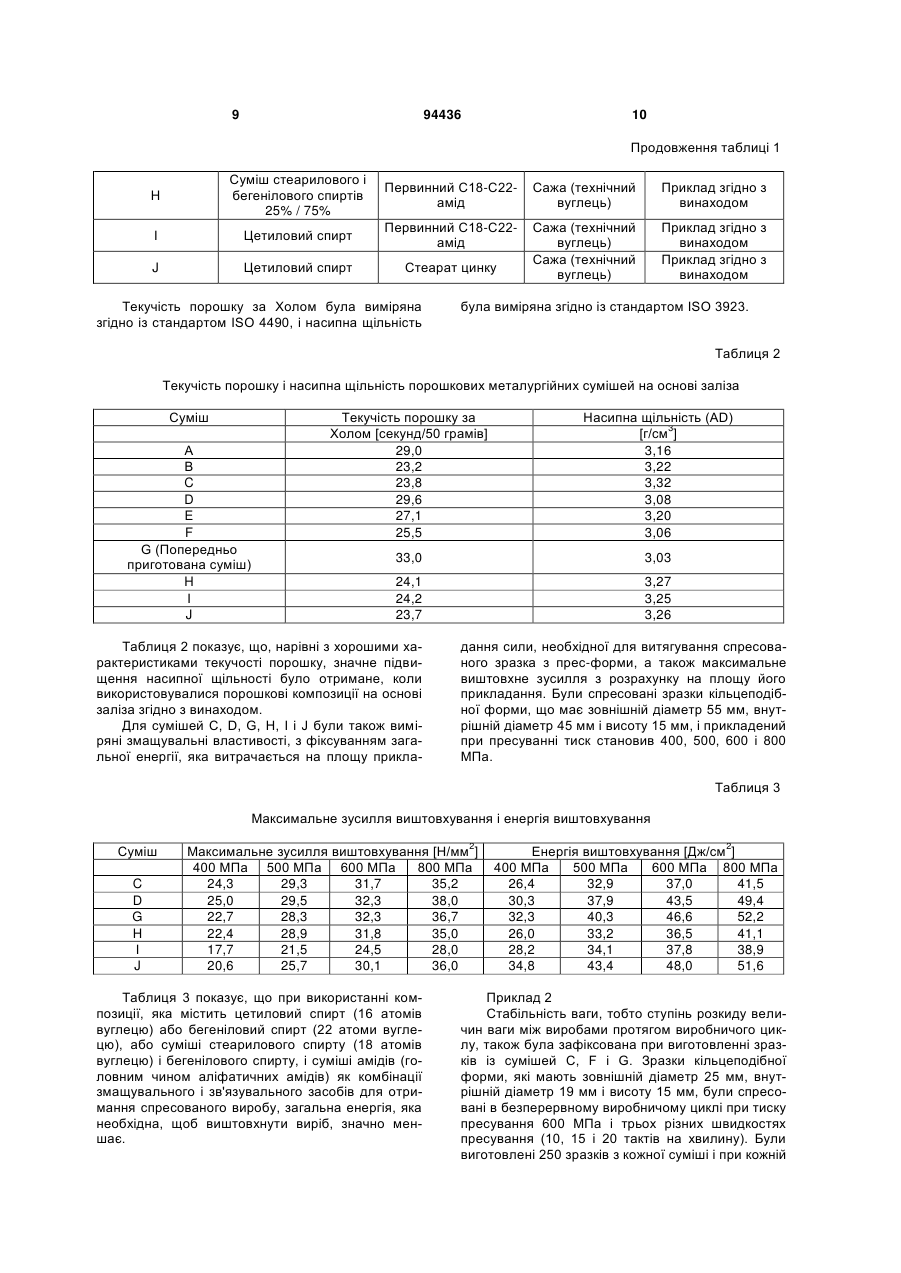
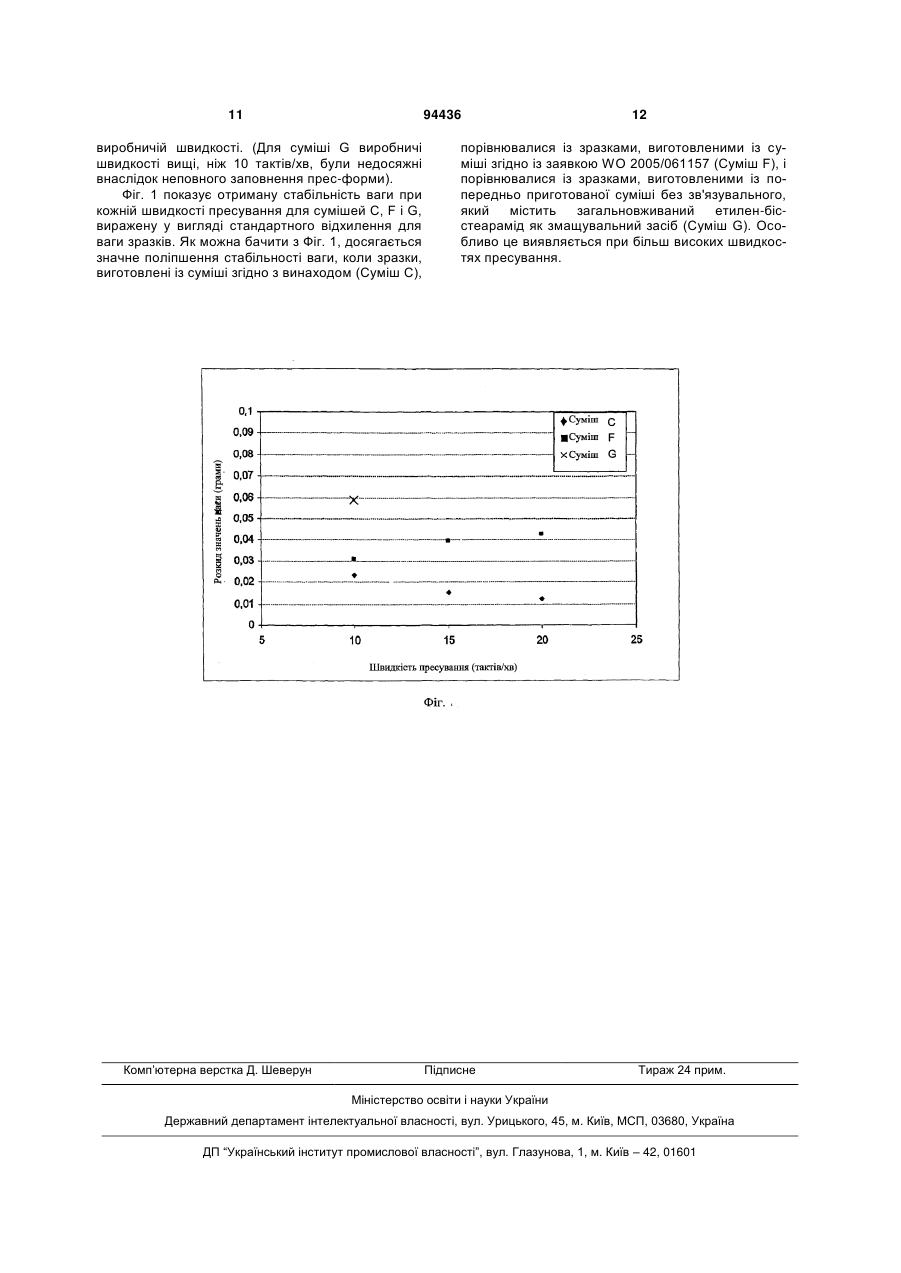
1. Металургійна порошкова композиція для виготовлення пресованих виробів, що включає: (a) щонайменше близько 80 мас. % залізного порошку або порошку на основі заліза, (b) до близько 20 мас. % щонайменше одного легуючого порошку, (c) від близько 0,05 до близько 2 мас. % зв'язувального засобу, який включає насичений або ненасичений, лінійноланцюговий або розгалужений, аліфатичний С14-С30-спирт, і (d) від близько 0,001 до близько 0,2 мас. % добавки для підвищення текучості. 2. Порошкова композиція за п. 1, в якій аліфатичний спирт є насиченим і лінійноланцюговим. 3. Порошкова композиція за п. 1, в якій аліфатичний спирт вибирається з групи, що складається з цетилового спирту, стеарилового спирту, арахідилового спирту, бегенілового спирту і лігноцерилового спирту. 4. Порошкова композиція за п. 1, в якій аліфатичний спирт вибирається з групи, що складається з 2 (19) 1 3 Даний винахід стосується нової металевої порошкової композиції для порошкової металургії. Зокрема, винахід стосується порошкової композиції на основі заліза, яка включає в себе зв'язувальний засіб для зчеплення добавок, таких як легуючі елементи, з частинками на основі заліза. В промисловості у все зростаючому масштабі розповсюджується застосування металевих продуктів, виготовлених шляхом пресування і спікання порошкових композицій на основі заліза. Вимоги до якості цих металевих продуктів безперервно зростають, і в результаті цього розробляються нові порошкові композиції, що мають поліпшені властивості. Однією з найбільш важливих властивостей кінцевих спечених продуктів є щільність і розмірні допуски, які повинні бути постійними. Проблеми з розмірними варіаціями в кінцевому продукті часто зумовлюються неоднорідностями в порошковій суміші, яка пресується. Ці проблеми особливо різко виражені для порошкових сумішей, що містять пилоподібні компоненти, які розрізнюються за розмірами, щільністю і формою, в результаті чого в процесі транспортування, зберігання і обробки порошкових композицій відбувається їх розшарування. Це розшарування припускає, що композиція складена неоднорідно, що в свою чергу означає, що деталі, зроблені з порошкової композиції, мають склади, які розрізнюються і тим самим мають різні властивості. Подальша проблема полягає в тому, що тонкодисперсні частинки, особливо ті що мають більш низьку щільність, такі як графіт, викликають пилоутворення під час обробки порошкової суміші. Малі розміри частинок добавок також створюють проблеми, пов'язані з характеристиками текучості порошку, тобто, здатності порошку поводитися як вільно текучий порошок. Погіршена текучість виявляється в збільшенні часу заповнення порошком порожнини прес-форми, що означає зниження продуктивності і зростання ризику коливань щільності в спресованій деталі, що може привести до недопустимих деформацій після спікання. Далі, щоб витягнути спресований виріб з прес-форми, звести до мінімуму знос поверхні прес-форми і отримати вироби, які мають хорошу поверхневу обробку без подряпин, важливо, щоб зусилля, необхідне для витягування деталі з прес-форми, було невеликим. Були зроблені спроби розв'язання вищеописаних проблем шляхом прикладання зв'язувальних засобів і змащувальних засобів до порошкової композиції. Призначення зв'язувального засобу складається в надійному і ефективному скріпленні малорозмірних частинок добавок, таких як легуючі компоненти, з поверхнею частинок базового металу, і тим самим скороченні проблеми розшарування і пилоутворення. Призначення змащувального засобу складається в зниженні внутрішнього і зовнішнього тертя під час пресування порошкової композиції, і передусім в зменшенні зусилля, необхідного для витягування кінцевого спресованого продукту з прес-форми. Були розроблені різноманітні органічні зв'язувальні засоби, наприклад, див. Патенти США №№ 4483905 (Engstrom), 4676831 (Engstrom), 4834800 94436 4 (Semel), 5298055 (Semel), 5290336 (Luk), 5368630 (Luk). Патент США № 5480469 (Storstrom) представляє короткий огляд застосування зв'язувальних засобів в порошковій металургійній промисловості. В опублікованій патентній публікації WO 2005/061157 розкрита комбінація зв'язувального і змащувального засобів з поліетиленового воску і етилен-біс-стеараміду. В порошковій композиції, використаній для пресування, поліетиленовий віск присутній як шар або покриття на залізних частинках або частинках на основі заліза і зв'язує частинки легуючого елементу і частинки етилен-бісстеараміду із залізними частинками або частинками на основі заліза. Є переважним, що композиція також включає аліфатичну кислоту і добавку для підвищення текучості. Хороше поєднання насипної щільності (AD) і характеристик текучості, зчеплення і змащування для порошкової металургійної композиції, яка містить комбінацію зв'язувального і змащувального засобів, що включає поліетиленовий віск і етилен-біс-стеарамід, досягається, коли середня молекулярна маса поліетиленового воску складає між 500 і 750. Тепер було виявлено, що композиції на основі заліза, які мають значною мірою поліпшену насипну щільність, а також поліпшену текучість, можуть бути отримані, якщо замість поліетиленового воску застосовуються аліфатичні спирти. У кінцевому результаті було знайдено, що аліфатичні спирти в поєднанні з добавками для підвищення текучості приводять до цікавих результатів у відношенні як насипної щільності, так і текучості. Насипна щільність є важливим чинником для конструювання обладнання. Порошок з низькою насипною щільністю вимагає більшої висоти засипки, що вимагає застосування обладнання із зайво високим зусиллям пресування, і це, в свою чергу, буде мати результатом більш тривале пресування і збільшення кількості тактів виштовхування. Як згадувалося вище, текучість є важливою для продуктивності. Було також несподівано виявлено, що, коли нові порошкові металеві композиції, які включають аліфатичні спирти як зв'язувальний засіб і добавки для підвищення текучості, зазнають пресування, отримані неспечені пресування мають відмінну стабільність ваги, тобто низький розкид значень ваги в межах партії неспечених пресувань. Природно, що ця характеристика має виняткову важливість для виробництва високоефективного продукту. Аліфатичні спирти згадувалися в патентній літературі в зв'язку із застосуванням як мастила в патенті США № 3539472. Особливо цей патент показує, що невеликі кількості аліфатичних спиртів можуть бути включені в змащувальні засоби, які головним чином складаються з амідів або діамідів. Патент не має відношення до сумішей зі зв'язувальним. Крім того, японська патентна заявка 04-294 782, публікація № 06-145701, згадує, що аліфатичні спирти можуть бути застосовані як змащувальні засоби. Особливо згадуються С30-спирти, С50спирти і С60-спирти. Текст заявки також згадує вищі аліфатичні спирти як зв'язувальні засоби. 5 Даний винахід тим самим стосується нової металургійної порошкової композиції, яка включає залізний порошок або порошок на основі заліза щонайменше одну легуючу добавку і аліфатичний спирт, як зв'язувальний засіб. Щоб задовільно виконувати свою функцію, аліфатичний спирт повинен бути насиченим або ненасиченим, лінійноланцюговим або розгалуженим, переважно насиченим і лінійноланцюговим аліфатичним С 14 -С30спиртом. Нова порошкова композиція повинна також включати добавку для підвищення текучості. Даний винахід також стосується способу отримання вищеназваної композиції. Порошкові металургійні композиції містять залізний порошок або порошок на основі заліза в кількості щонайменше 80% за вагою від всієї порошкової металургійної композиції. Порошок на основі заліза може являти собою будь-який тип порошку на основі заліза, такий як диспергований у воді залізний порошок, порошкове відновлене залізо, порошок на основі попередньо легованого заліза або порошок на основі дифузійнолегованого заліза. Такі порошки, наприклад, являють собою залізний порошок ASC 100.29, порошок на основі дифузійно-легованого заліза Distaloy AB, який містить мідь (Cu), нікель (Ni) і молібден (Mo), порошок на основі заліза Astaloy CrM і Astaloy CrL, попередньо легований хромом (Cr) і молібденом (Mo), всі які є в продажу від фірми Höganäs AB, Швеція. Частинки залізного порошку або порошку на основі заліза звичайно мають усереднений по вазі розмір частинок до близько 500 мікрон; більш переважно частинки мають усереднений по вазі розмір частинок в діапазоні близько 25-150 мікрон, і найбільш переважно 40-100 мікрон. Приклади легуючих елементів, які пов'язані із залізними частинками або частинками на основі заліза, можуть бути вибрані з групи, що складається з графіту, міді (Cu), нікелю (Ni), хрому (Cr), марганцю (Mn), кремнію (Si), ванадію (V), молібдену (Mo), фосфору (P), вольфраму (W), сірки (S) і ніобію (Nb). Ці добавки в загальному випадку являють собою порошки, які мають менші розміри частинок, ніж базовий залізний порошок, і більшість легуючих елементів має розмір частинок, менший ніж близько 20 мкм. Кількість легуючих елементів в порошкових металургійних композиціях залежить від конкретного легуючого елемента і бажаних кінцевих властивостей спеченого виробу. Загалом він може складати до 20% по вазі. Інші пилоподібні добавки, які можуть бути присутні, являють собою твердофазні матеріали, що утворюють рідку фазу матеріали і засоби, поліпшуючі машинну оброблюваність. Аліфатичні спирти, які використовуються для зв'язування легуючих елементів і/або необов'язкових добавок, переважно є насиченими, лінійноланцюговими і що містять від 14 до 30 атомів вуглецю, оскільки вони мають температуру плавлення, найбільш відповідну для технології закріплення в рідкому стані, яка вживається для зв'язування легуючих елементів і/або інших необов'язкових добавок. Аліфатичні спирти переважно вибираються з групи, що складається з цетилового спирту, сте 94436 6 арилового спирту, арахідилового спирту, бегенілового спирту і лігноцерилового спирту, і найбільш переважно вибираються з групи, що складається з стеарилового спирту, арахідилового спирту і бегенілового спирту. Кількість застосовуваного аліфатичного спирту, може складати між 0,05 і 2, переважно між 0,1 і 1, і найбільш переважно між 0,1 і 0,8% по масі від металургійної композиції. Як зв'язувальний засіб можуть бути також використані комбінації аліфатичних спиртів. Щоб надати задовільну текучість новим порошковим композиціям, додаються засоби для підвищення текучості. Такі засоби відомі раніше, наприклад, з патенту США № 3357818 і патенту США № 5782954, які показують, що як засіб для поліпшення текучості можуть бути використані метал, оксиди металів і оксид кремнію. Особливо хороші результати були отримані, коли як засіб для підвищення текучості застосовується сажа. Застосування сажі (технічного вуглецю) як засобу для підвищення текучості представлене в шведській патентній заявці 0401778-6, що знаходиться одночасно на розгляді, яка тут згадана для відома. Було знайдено, що кількість сажі повинна бути між 0,001 і 0,2% по масі, переважно між 0,01 і 0,1%. мас. Більш того було виявлено, що переважний розмір частинок сажі повинен бути менше 200 нм, більш переважно менше 100 нм, і найбільш переважно менше 50 нм. Згідно з переважним варіантом здійснення, питома площа по2 верхні повинна складати між 150 і 1000 м /г за вимірюваннями методом БЕТ (Брунауера-ЕмметаТеллера). Щоб поліпшити пресованість порошку і полегшити витягування неспеченого пресування, до порошкової металургійної композиції можуть бути додані органічний змащувальний засіб або комбінація різних органічних змащувальних засобів. Змащувальний засіб може бути присутнім у вигляді вільного диспергованого порошку або бути пов'язаним з поверхнею порошку на основі заліза. Хоч аліфатичний спирт, який застосовується як зв'язувальний засіб, також володіє властивостями змащувального агента, може бути зручним застосування додаткового змащувального засобу. Тип твердого органічного змащувального засобу згідно з винаходом не є критично важливим, але в зв'язку з недоліками, які властиві металовмісним органічним змащувальним засобам (утворюючим в ході сплавлення залишкові оксиди металів), органічний змащувальний засіб переважно не містить металу. Стеарат цинку є загальновживаним змащувальним засобом, що додає хороші характеристики текучості і високу насипну щільність. Однак, нарівні з утворенням залишкового оксиду цинку під час сплавлення, ще одним недоліком є те, що матеріал може створювати плями на поверхнях спечених виробів. Тим самим органічний змащувальний засіб може бути вибраний з широкого різноманіття органічних речовин, які мають змащувальні властивості. Прикладами таких речовин є аліфатичні кислоти, віск, полімери або їх похідні і суміші. Переважні змащувальні засоби являють собою первинні аміди, такі як амід стеаринової кислоти, амід арахінової кислоти і амід бегенової 7 94436 кислоти, вторинні аміди, такі як октадециламід стеаринової кислоти, і бісаміди, такі як етилен-бісстеарамід. Що стосується кількостей, було виявлено, що кількість аліфатичного спирту повинна складати від 10 до 90% по масі від сумарної ваги зв'язувального засобу, добавки для підвищення текучості і змащувального засобу. Загальна кількість зв'язувального засобу, добавки для підвищення текучості і, необов'язково, змащувального засобу, може варіювати від 0,1 до 2% по масі від порошкової металургійної композиції. Фіг. 1 являє собою діаграму, що зображує відмінність в розкиді значень ваги при різних виробничих швидкостях, коли застосування порошкової металургійної композиції згідно з винаходом порівнюється із загальновживаними порошковими металургійними композиціями. Винахід далі ілюструється нижченаведеними необмежувальними прикладами. Приклад 1 Були приготовані різні порошкові металургійні композиції на основі заліза згідно з таблицею 1. Як порошок на основі заліза був використаний диспергований у воді залізний порошок ASC100. 29, що виробляється фірмою Höganäs AB, Швеція. Поряд зі зв'язувальними засобами, змащувальними засобами і добавками для підвищення текучості згідно з таблицею 1, були додані 2% по масі в розрахунку на загальну суміш на основі заліза, мідного порошку з розміром зерен 100 меш, що виробляється фірмою Makin Metal Powder Ltd., і 0,8% по вазі, в розрахунку на загальну суміш на основі заліза, графіту марки UF 4 (що виробляється фірмою Graphit Kropfmühl AG, Німеччина). Етилен-біс-стеарамід (EBS) був придбаний як продукт Licowax™ у фірми Clariant (Німеччина), і діоксид кремнію був придбаний як продукт Aerosil у фірми Degussa AG (Німеччина). Бегеніловий спирт, стеариловий спирт і цетиловий спирт були 8 придбані у фірми Sasol Germany GmbH, і сажа (технічний вуглець) була придбана у фірми Degussa AG. У сумішах A-C і H-I були використані 0,6% по масі з розрахунку на загальну порошкову суміш на основі заліза, змащувального засобу (званого нижче «первинний С18-С22-амід»), по суті який складається з технічних по чистоті лінійноланцюгових насичених первинних амідів, що мають ланцюги з довжинами 18, 20 і 22 атома вуглецю, які тим самим містять амід стеаринової кислоти (близько 40%), амід арахінової кислоти (близько 40%) і амід бегенової кислоти (близько 20%). Як змащувальний засіб в сумішах D-F був використаний етилен-біс-стеарамід (EBS) в кількості 0,6%, і в суміші G був застосований етилен-біс-стеарамід (EBS) в кількості 0,8%. У сумішах A-E і H-J був використаний 0,2% по масі, з розрахунку на загальну порошкову суміш на основі заліза, аліфатичний спирт (в H була застосована суміш двох аліфатичних спиртів), і в суміші F був використаний 0,2% по масі, з розрахунку на загальну порошкову суміш на основі заліза, поліетиленовий віск, який має молекулярну масу 655 (зв'язувальний засіб згідно із заявкою WO 2005/061157). Компоненти в сумішах A-F і H-J були ретельно змішані, і під час змішування температура була підвищена до рівня вищого за температуру плавлення зв'язувального засобу, для сумішей A-E і HJ до 75°С, і для суміші F до 105°С. Під час подальшого охолоджування більш тонкодисперсні частинки суміші були пов'язані з поверхнею більш великих частинок порошку на основі заліза затверділим зв'язувальним засобом. У разі застосування засобу для підвищення текучості останній був доданий після затвердіння зв'язувального засобу під час охолоджування суміші. Компоненти суміші G були змішані без будь-якого нагрівання, так що ця суміш не була закріплена. Таблиця 1 Приготовані порошкові металургійні композиції на основі заліза Добавка для підЗмащувальний засіб вищення текучості Первинний С18-С22Порівняльний прикамід лад Первинний С18-С22Приклад згідно з Діоксид кремнію амід винаходом Первинний С18-С22- Сажа (технічний Приклад згідно з амід вуглець) винаходом Етилен-біс-стеарамід Порівняльний прик(EBS) лад Етилен-біс-стеарамід Сажа (технічний Приклад згідно з (EBS) вуглець) винаходом Суміш Зв'язувальний засіб А Бегеніловий спирт В Бегеніловий спирт C Бегеніловий спирт D Бегеніловий спирт E Бегеніловий спирт F Поліетиленовий віск з молекулярною масою 655 Етилен-біс-стеарамід (EBS) Діоксид кремнію Порівняльний приклад G (Попередньо приготована суміш) Етилен-біс-стеарамід (EBS) Порівняльний приклад 9 94436 10 Продовження таблиці 1 H Суміш стеарилового і бегенілового спиртів 25% / 75% Первинний С18-С22амід Сажа (технічний вуглець) Приклад згідно з винаходом І Цетиловий спирт Первинний С18-С22амід J Цетиловий спирт Стеарат цинку Сажа (технічний вуглець) Сажа (технічний вуглець) Приклад згідно з винаходом Приклад згідно з винаходом Текучість порошку за Холом була виміряна згідно із стандартом ISO 4490, і насипна щільність була виміряна згідно із стандартом ISO 3923. Таблиця 2 Текучість порошку і насипна щільність порошкових металургійних сумішей на основі заліза Суміш А В C D E F G (Попередньо приготована суміш) H І J Текучість порошку за Холом [секунд/50 грамів] 29,0 23,2 23,8 29,6 27,1 25,5 Насипна щільність (AD) 3 [г/см ] 3,16 3,22 3,32 3,08 3,20 3,06 33,0 3,03 24,1 24,2 23,7 3,27 3,25 3,26 Таблиця 2 показує, що, нарівні з хорошими характеристиками текучості порошку, значне підвищення насипної щільності було отримане, коли використовувалися порошкові композиції на основі заліза згідно з винаходом. Для сумішей С, D, G, Н, І і J були також виміряні змащувальні властивості, з фіксуванням загальної енергії, яка витрачається на площу прикла дання сили, необхідної для витягування спресованого зразка з прес-форми, а також максимальне виштовхне зусилля з розрахунку на площу його прикладання. Були спресовані зразки кільцеподібної форми, що має зовнішній діаметр 55 мм, внутрішній діаметр 45 мм і висоту 15 мм, і прикладений при пресуванні тиск становив 400, 500, 600 і 800 МПа. Таблиця 3 Максимальне зусилля виштовхування і енергія виштовхування Суміш C D G H І J 2 Максимальне зусилля виштовхування [Н/мм ] 400 МПа 500 МПа 600 МПа 800 МПа 24,3 29,3 31,7 35,2 25,0 29,5 32,3 38,0 22,7 28,3 32,3 36,7 22,4 28,9 31,8 35,0 17,7 21,5 24,5 28,0 20,6 25,7 30,1 36,0 Таблиця 3 показує, що при використанні композиції, яка містить цетиловий спирт (16 атомів вуглецю) або бегеніловий спирт (22 атоми вуглецю), або суміші стеарилового спирту (18 атомів вуглецю) і бегенілового спирту, і суміші амідів (головним чином аліфатичних амідів) як комбінації змащувального і зв'язувального засобів для отримання спресованого виробу, загальна енергія, яка необхідна, щоб виштовхнути виріб, значно меншає. 2 Енергія виштовхування [Дж/см ] 400 МПа 500 МПа 600 МПа 800 МПа 26,4 32,9 37,0 41,5 30,3 37,9 43,5 49,4 32,3 40,3 46,6 52,2 26,0 33,2 36,5 41,1 28,2 34,1 37,8 38,9 34,8 43,4 48,0 51,6 Приклад 2 Стабільність ваги, тобто ступінь розкиду величин ваги між виробами протягом виробничого циклу, також була зафіксована при виготовленні зразків із сумішей С, F і G. Зразки кільцеподібної форми, які мають зовнішній діаметр 25 мм, внутрішній діаметр 19 мм і висоту 15 мм, були спресовані в безперервному виробничому циклі при тиску пресування 600 МПа і трьох різних швидкостях пресування (10, 15 і 20 тактів на хвилину). Були виготовлені 250 зразків з кожної суміші і при кожній 11 94436 виробничій швидкості. (Для суміші G виробничі швидкості вищі, ніж 10 тактів/хв, були недосяжні внаслідок неповного заповнення прес-форми). Фіг. 1 показує отриману стабільність ваги при кожній швидкості пресування для сумішей С, F і G, виражену у вигляді стандартного відхилення для ваги зразків. Як можна бачити з Фіг. 1, досягається значне поліпшення стабільності ваги, коли зразки, виготовлені із суміші згідно з винаходом (Суміш С), Комп’ютерна верстка Д. Шеверун 12 порівнювалися із зразками, виготовленими із суміші згідно із заявкою WO 2005/061157 (Суміш F), і порівнювалися із зразками, виготовленими із попередньо приготованої суміші без зв'язувального, який містить загальновживаний етилен-бісстеарамід як змащувальний засіб (Суміш G). Особливо це виявляється при більш високих швидкостях пресування. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMetallurgical composition for making compacted parts and method for obtaining thereof
Автори англійськоюKnutsson Per, Larsson Per-Olof, Vidarsson Hilmar
Назва патенту російськоюМеталлургическая композиция для изготовления прессованных изделий и способ ее получения
Автори російськоюКнутссон Пер, Ларссон Пер-Олоф, Видарссон Хильмар
МПК / Мітки
МПК: B22F 1/00, C22C 33/02
Мітки: спосіб, металургійна, пресованих, отримання, виготовлення, виробів, композиція, порошкова
Код посилання
<a href="https://ua.patents.su/6-94436-metalurgijjna-poroshkova-kompoziciya-dlya-vigotovlennya-presovanikh-virobiv-i-sposib-otrimannya.html" target="_blank" rel="follow" title="База патентів України">Металургійна порошкова композиція для виготовлення пресованих виробів і спосіб її отримання</a>
Порошкова металургійна суміш для виготовлення пресованих порошкових заготовок
Номер патенту: 90433
Опубліковано: 26.04.2010
Автори: Йоханссон Бьєрн, Відарссон Хільмар
МПК: C09F 9/00, C22C 33/02, C22C 1/05, B22F 1/00, B22F 3/02, C09C 1/62
Мітки: порошкових, металургійна, виготовлення, заготовок, порошкова, пресованих, суміш
Формула / Реферат:
1. Порошкова металургійна суміш для виготовлення пресованих порошкових заготовок, яка містить залізний порошок, або порошок на основі заліза; і зв'язуюче, яке містить висихаючу олію і сушильний агент.2. Суміш за п. 1, в якій висихаюча олія містить поліефір поліненасиченої жирної кислоти і поліолу.3. Суміш за будь-яким з пп. 1, 2, в якій поліненасичена жирна кислота є похідним талової олії або льняної олії.4. Суміш за п....
Порошкова металургійна композиція на основі заліза з добавкою сажі і застосування такої добавки в порошкових металургійних композиціях
Номер патенту: 87322
Опубліковано: 10.07.2009
Автор: Солімнджад Нагхі
МПК: C22C 38/00, B22F 1/02, B22F 3/00, C22B 1/14, C22C 38/22, C22C 33/02, B22F 1/00
Мітки: композиція, металургійних, добавки, композиціях, добавкою, сажі, основі, порошкових, заліза, порошкова, застосування, такої, металургійна
Формула / Реферат:
1. Порошкова металургійна композиція на основі заліза з добавкою сажі, що містить порошок металевого заліза або порошок на основі заліза, мастильну і/або зв'язувальну речовину, а сажу містить від 0,001 до 0,2 мас. %, переважно від 0,01 до 0,1 мас. %.2. Порошкова металургійна композиція за п. 1, яка відрізняється тим, що розмір частинок сажі в ній переважно складає менше 200 нм, переважно менше 100 нм, і більш переважно менше 50...
Порошкова металургійна композиція на основі заліза та спосіб одержання спеченого компонента на її основі
Номер патенту: 84235
Опубліковано: 25.09.2008
Автор: Ларссон Матс
МПК: C22C 1/04, C22C 38/16, B22F 1/00, C22C 33/02, C22C 38/12, C22C 38/08
Мітки: одержання, композиція, основі, спеченого, металургійна, компонента, заліза, спосіб, порошкова
Формула / Реферат:
1. Порошкова металургійна композиція, яка містить:- порошок А на основі заліза, який по суті складається з базових частинок заліза, попередньо легованого молібденом, при цьому 6-15 мас. % порошку А складає мідь, введена за допомогою дифузійного легування в базові частинки;- порошок В на основі заліза, який по суті складається з базових частинок заліза, попередньо легованого молібденом, при цьому містить 4,5-8 мас. % нікелю,...
Суха порошкова композиція, яка містить будезонід, спосіб її виготовлення та спосіб лікування
Номер патенту: 57762
Опубліковано: 15.07.2003
Автор: Трофаст Йан
МПК: A61K 9/72, A61P 11/00, A61K 31/56, A61K 9/14
Мітки: суха, яка, будезонід, містить, композиція, виготовлення, лікування, спосіб, порошкова
Формула / Реферат:
1. Суха порошкова композиція, яка містить будезонід і носій, в якій обидві речовини знаходяться в високодисперсному стані та істотно рівномірно розподілені, при цьому композиція має насипну об'ємну густину 0,28 – 0,38 г/мл.2. Композиція згідно з п. 1, в якій об'ємна густина складає 0,30 – 0,36 г/мл.3. Композиція згідно з п. 1 або 2 для використання при лікуванні респіраторних розладів.4. Композиція згідно з п. 1 або 2,...
Суха порошкова композиція, яка містить сульфат тербуталіну, спосіб її виготовлення та спосіб лікування
Номер патенту: 57765
Опубліковано: 15.07.2003
Автор: Трофаст Йан
МПК: A61K 31/35, A61K 9/72, A61K 9/14, A61P 11/00
Мітки: виготовлення, порошкова, композиція, спосіб, містить, яка, лікування, сульфат, суха, тербуталіну
Формула / Реферат:
1. Суха порошкова композиція, яка містить сульфат тербуталіну і носій, в якій обидві речовини знаходяться у високодисперсному стані та істотно рівномірно розподілені, при цьому композиція має насипну об'ємну густину 0,28-0,38 г/мл.2. Композиція згідно з п. 1, в якій об'ємна густина складає 0,30-0,36 г/мл.3. Композиція згідно з п. 1 або 2 для використання при лікуванні респіраторних розладів.4. Композиція згідно з п. 1 або...
Попередній патент: Пристрій і спосіб розливання і дозування напоїв, ємність для пристрою
Наступний патент: Гетероциклічні інгібітори янус-кінази 3
Випадковий патент: Зубна щітка трофімова v