Спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням
Номер патенту: 94485
Опубліковано: 10.11.2014
Автори: Бондар Володимир Йосипович, Данільченко Віталій Юхимович, Дзевін Євгеній Миколайович

Формула / Реферат
Спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням, що включає цикли охолодження-нагрівання сталі, який відрізняється тим, що охолодження ведуть до температури прямого g-a- мартенситного перетворення в сталі, нагрівання - до температури зворотного a-g- мартенситного перетворення в сталі, додатково за температури 100 °C здійснюють ізотермічний відпуск сталі у двофазному (g+a) стані до завершення першої стадії розпаду мартенситу, а кількість циклів охолодження-нагрівання становить 3-5.
Текст
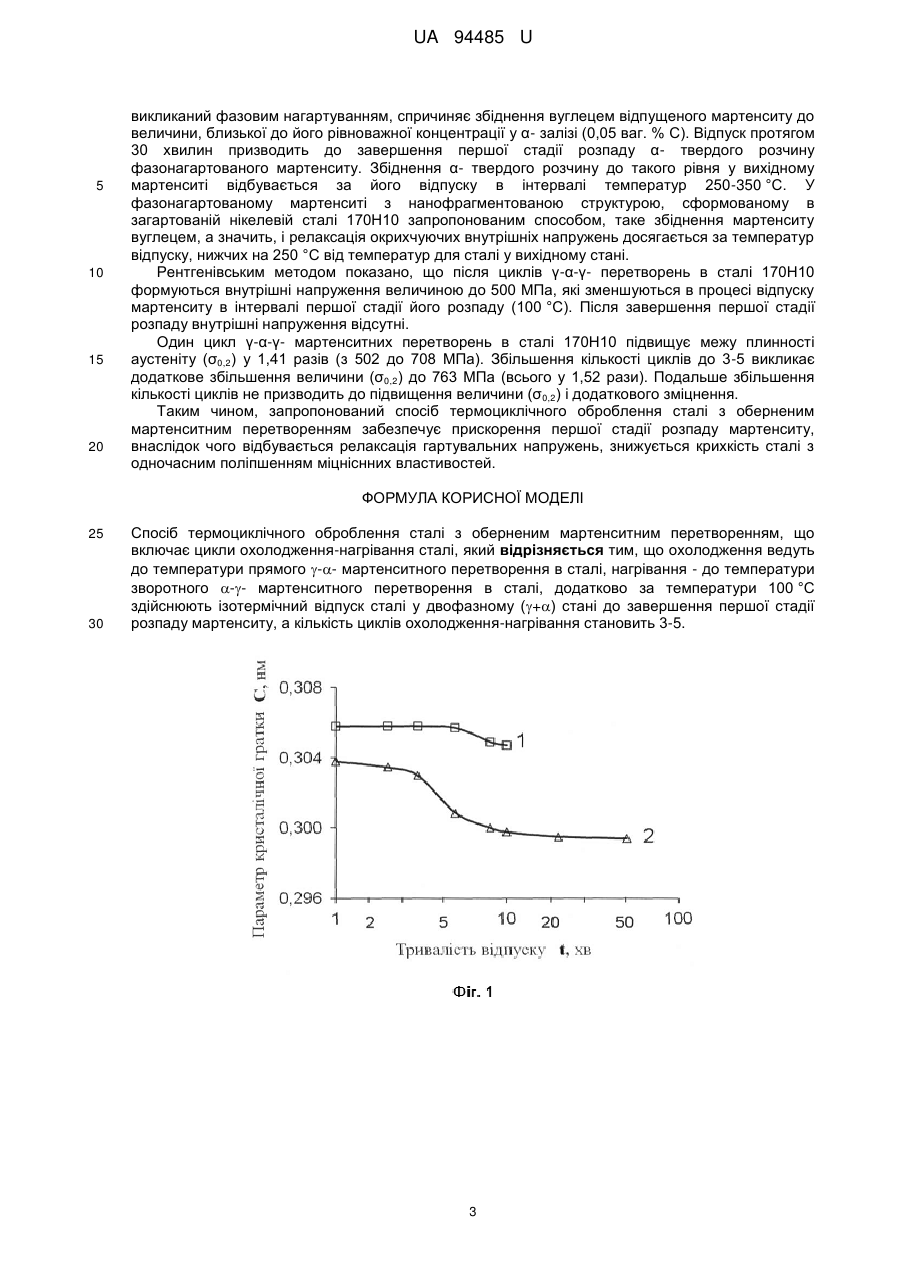
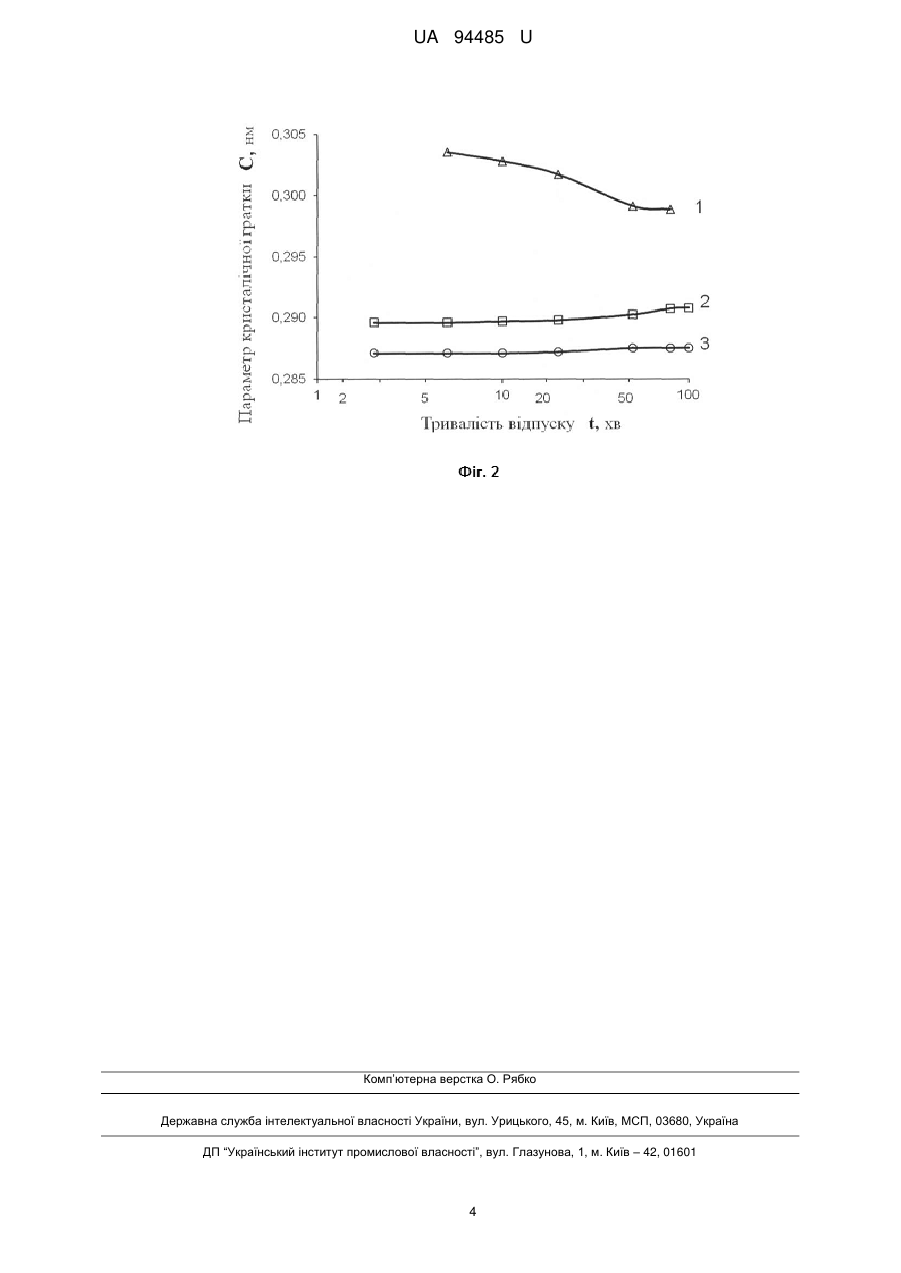
Реферат: Спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням включає цикли охолодження-нагрівання сталі. Охолодження ведуть до температури прямого -мартенситного перетворення в сталі, нагрівання - до температури зворотного -мартенситного перетворення в сталі. За температури 100 °C здійснюють ізотермічний відпуск сталі у двофазному (+) стані до завершення першої стадії розпаду мартенситу. Кількість циклів охолодження-нагрівання становить 3-5. UA 94485 U (12) UA 94485 U UA 94485 U 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб належить до галузі металургії, а саме до способів термічного оброблення сталей і сплавів, які сприяють зниженню крихкості загартованої сталі з одночасним поліпшенням її характеристик міцності. Відомий спосіб термоциклічного оброблення аустенітних марганцевих і хромонікелевих сталей (Сагарадзе В.В., Уваров А.И. Упрочнение и свойства аустенитных сталей: Екатеринбург, 2013. - С. 460), що включає нагрівання у соляній ванні за температури 900 °C із швидкістю 200 град/с (з витримкою - 180 секунд), з наступним охолодженням через воду у рідкому азоті зі швидкістю охолодження в воді - 500 град/с, а в рідкому азоті - 20 град/с. Недоліком відомого способу є те, що низька густина дефектів кристалічної структури аустенітної фази, які генерувалися в процесі термоциклів, не дозволила суттєво підвищити дифузійну рухливість атомів вуглецю в кристалічній ґратці аустенітної фази до рівня, необхідного для інтенсивного розпаду вуглецевого α-твердого розчину (мартенситу) і релаксації гартувальних напружень із поліпшенням пластичних і міцнісних властивостей загартованої сталі. Відомий спосіб термоциклічного оброблення сплаву, що старіє за комірковим механізмом, в якому гартування сплаву здійснюють за температур 1300-1400 К для отримання гомогенного твердого розчину, додатково зістаріють його при 873-1073 К до повного коміркового розпаду твердого розчину, нагрівають сплав до температури, достатньої для цілковитого розчинення продуктів коміркового розпаду твердого розчину та витримують за цієї температури впродовж 510 хвилин, а кількість циклів оброблення становить 5-7 (Патент України № 86160, МПК C22F1/00, опубл. 10.12.2013, Бюл. № 23). Недоліком відомого способу є непридатність його для сплавів з іншим, крім коміркового, механізмом розпаду твердого розчину. Найбільш близьким аналогом за технічною суттю та результатом, що досягається, до способу, що заявляється є спосіб термоциклічної обробки високоміцної сталі (Патент України № 21636, МПК C21D1/18, опубл. 15.03.2007, Бюл. № 3), що включає швидкий нагрів до температури на 30…50 °C вище точки Ас1, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі на 30…50 °C нижче точки Аr1 критичної температури фазових перетворень структури металу при охолодженні, причому нагрів виконують до температури на 205 °C вище температури фазових перетворень Ас3, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури нижче точки на 50 °C критичної температури фазових перетворень при охолодженні Аr1, а другий цикл нагрівання виконують до температури на 25 °C вище точки Ас3 з наступним охолодженням на повітрі до температури навколишнього середовища. Нагрівання високоміцної сталі в обох циклах термообробки виконують індукційно НВЧ зі швидкістю близько 100° С/с без витримки між циклами. Недоліком відомого способу є неможливість релаксації гартувальних напружень та зниження крихкості сталі з одночасним поліпшенням її міцнісних характеристик. В основу корисної моделі поставлена задача розробити спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням шляхом прискорення першої стадії розпаду мартенситу за рахунок чого відбувається релаксація гартувальних напружень із зниженням крихкості сталі та одночасним поліпшенням її міцніснних характеристик. Поставлена задача вирішується тим, що в способі термоциклічного оброблення сталі з оберненим мартенситним перетворенням, що включає цикли охолодження-нагрівання сталі, згідно з корисною моделлю, охолодження ведуть до температури прямого γ-α- мартенситного перетворення в сталі, нагрівання - до температури зворотного α-γ- мартенситного перетворення в сталі, додатково за температури 100 °C здійснюють ізотермічний відпуск сталі у двофазному (γ+α) стані до завершення першої стадії розпаду мартенситу, а кількість циклів охолодженнянагрівання становить 3-5. Розпад мартенситу за низькотемпературного відпуску після гартування сталі використовується в практиці термічного оброблення для релаксації гартувальних напружень з метою зниження крихкості загартованої сталі (Лысак Л.И., Николин Б.И. Физические основы термической обработки стали: Техніка. - К., 1975). Інтенсифікацію дифузійних процесів у загартованій сталі, і відповідно, процесу розпаду мартенситу можна забезпечити шляхом створення стану фазового нагартування. Такий стан виникає після циклічних прямих γ-α- і зворотних α-γ- мартенситних перетворень. У результаті цього густина дислокацій в ревертованому аустеніті, що отриманий в результаті зворотного α-γ-перетворення, уже після першого циклу перетворень підвищується на три порядки, формуються малокутові дислокаційні субмежі, і аустенітне зерно розбивається на фрагменти, які досягають наномасштабного рівня (80-100 нм) після 5-10 γ-α-γ- циклів. Таке подрібнення склало основу процесу нанофрагментації. 1 UA 94485 U 5 10 15 20 25 30 35 40 45 50 55 60 Одночасно з процесом формування дефектів кристалічної будови реалізується процес зміцнення за рахунок дії таких дефектів (Сагарадзе В.В., Уваров А.И. Упрочнение и свойства аустенитных сталей. - Екатеринбург, 2013. - 720 с.). При цьому після γ-α-γ-перетворення межа плинності (σ0,2) ревертованого фазонагартованого аустеніту суттєво підвищується порівняно із вихідним аустенітом. Запропонований спосіб реалізується наступним чином. Приклад. Як об'єкт дослідження вибрали високовуглецеву сталь 170Н10 (Fe-10 ваг. % Ni-1,7 ваг. % С) з трифазним механізмом розпаду мартенситу, що за кімнатної температури має аустенітну структуру. Прямий γ-α-перехід в сталі реалізують при охолодженні в рідкому азоті, а зворотний α-γ-перехід - при нагріванні в соляній ванні за температури 600 °C. Нагрівання здійснюють до температури кінця зворотного перетворення Ак (з витримкою до 180 секунд). Швидкість нагрівання загартованих зразків під зворотне перетворення складає 60 град/с. Створення системи дефектів кристалічної будови в сталі внаслідок циклічних γ-α-γмартенситних перетворень призводить до інтенсифікації дифузії вуглецю в області дефектів та можливості прискорення розпаду вуглецевого α-твердого розчину, що може сприяти релаксації внутрішніх напружень та зниженню рівня окрихчення сталі з одночасним поліпшенням її міцнісних характеристик. З крупнокристалічних аустенітних зливків, отриманих охолодженням розплаву в печі, вирізають монокристалічні зразки та проводять рентгенівські дослідження. Рентгенівські дослідження проводять в камері обертання типу РКВ-86М1 у випромінюванні залізного анода. Етапи розпаду вуглецевого α-твердого розчину спостерігають за зміною дифракційних рефлексів (002), кутове положення яких визначають тетрагональністю кристалічної ґратки мартенситу, тобто вмістом розчиненого вуглецю. Для формування нанофрагментованої структури з високою густиною дефектів кристалічної будови, у ревертованому аустеніті та вуглецевому мартенситі, який утворюється в ньому, реалізують п'ять γ-α-γ- перетворень. Еволюція дифракційної картини за розпаду фазонагартованого мартенситу якісно відрізнялася від такої мартенситу, утвореного у вихідному аустеніті. Головна відміна - відсутність рефлексів (002) від проміжного α1мартенситу. Цей факт свідчив про зміну механізму розпаду з трьохфазного на двофазний та суттєве прискорення розпаду. Запропонований спосіб пояснюється кресленням, де: - на Фіг. 1 наведено залежність параметра с кристалічної ґратки мартенситу від тривалості відпуску за температури 1000 °C: (1 - α- мартенсит вихідної сталі; 2 - α- мартенсит фазонагартованої сталі); - на Фіг. 2 наведено залежність параметра с кристалічної ґратки мартенситу від тривалості відпуску за температури 100 °C: (1 - проміжний α1- мартенсит, 2 відпущений χ-мартенсит вихідної сталі; 3 - відпущений χ- мартенсит фазонагартованої сталі). Початок розпаду мартенситу фіксують після нагрівання загартованої сталі до 100 °C. За величиною параметра с визначають вміст вуглецю в мартенситі. У вихідному мартенситі розчиняється 1,65 ваг. % С, а у процесі відпуску утворюється α1- і χ- мартенсити, які містять 1,2 і 0,27 ваг. % С, відповідно (Фіг. 1, криві 1, 2). За наступного відпуску вміст вуглецю в χ-фазі змінюється мало (Фіг. 2, крива 2), а в α1-фазі вміст вуглецю монотонно зменшується до 0,95 ваг. % (Фіг. 2, крива 1). Параметр с фазонагартованого мартенситу монотонно зменшується до величини, що відповідає вмісту вуглецю 1,05 ваг. % (Фіг. 1, крива 2). У відпущеному χ- мартенситі вміст вуглецю рівний 0,05 ваг. %, що є близьким до рівноважного вмісту для α- фази за цих температур (Фіг. 2, крива 3). За відпуску вихідного і фазонагартованого мартенситу однофазний розпад призводить до практично однакового збіднення вуглецем (1,05 ваг. %). Подальший розпад в обох випадках протікає за рахунок збільшення об'ємної частки χ- мартенситу. Вміст вуглецю в цій фазі після завершення першої стадії розпаду є нижчим для випадку фазонагартованого мартенситу (відповідно 0,20 і 0,05 ваг. % С). Різній кількості розчиненого вуглецю у вихідному і фазонагартованому мартенситі відповідає різний характер механізму розпаду - трифазний для першого і двофазний - для другого. Окремі етапи розпаду (як однофазного, так і двофазного) протікають більш інтенсивно (Фіг. 1, 2), а перша стадія розпаду, яка закінчується формуванням лише збідненого вуглецем αтвердого розчину (χ- мартенситу), завершується за часом приблизно у півтора-два рази швидше. Прискорення дифузії вуглецю визначає зміну трьохфазного механізму на першій стадії розпаду мартенситу, який утворюється в ньому, на двофазний, в результаті чого формується лише збіднений вуглецем α- твердий розчин. Високий ступінь дефектності мартенситу, 2 UA 94485 U 5 10 15 20 викликаний фазовим нагартуванням, спричиняє збіднення вуглецем відпущеного мартенситу до величини, близької до його рівноважної концентрації у α- залізі (0,05 ваг. % С). Відпуск протягом 30 хвилин призводить до завершення першої стадії розпаду α- твердого розчину фазонагартованого мартенситу. Збіднення α- твердого розчину до такого рівня у вихідному мартенситі відбувається за його відпуску в інтервалі температур 250-350 °C. У фазонагартованому мартенситі з нанофрагментованою структурою, сформованому в загартованій нікелевій сталі 170Н10 запропонованим способом, таке збіднення мартенситу вуглецем, а значить, і релаксація окрихчуючих внутрішніх напружень досягається за температур відпуску, нижчих на 250 °C від температур для сталі у вихідному стані. Рентгенівським методом показано, що після циклів γ-α-γ- перетворень в сталі 170Н10 формуються внутрішні напруження величиною до 500 МПа, які зменшуються в процесі відпуску мартенситу в інтервалі першої стадії його розпаду (100 °C). Після завершення першої стадії розпаду внутрішні напруження відсутні. Один цикл γ-α-γ- мартенситних перетворень в сталі 170Н10 підвищує межу плинності аустеніту (σ0,2) у 1,41 разів (з 502 до 708 МПа). Збільшення кількості циклів до 3-5 викликає додаткове збільшення величини (σ0,2) до 763 МПа (всього у 1,52 рази). Подальше збільшення кількості циклів не призводить до підвищення величини (σ0,2) і додаткового зміцнення. Таким чином, запропонований спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням забезпечує прискорення першої стадії розпаду мартенситу, внаслідок чого відбувається релаксація гартувальних напружень, знижується крихкість сталі з одночасним поліпшенням міцніснних властивостей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням, що включає цикли охолодження-нагрівання сталі, який відрізняється тим, що охолодження ведуть до температури прямого -- мартенситного перетворення в сталі, нагрівання - до температури зворотного -- мартенситного перетворення в сталі, додатково за температури 100 °C здійснюють ізотермічний відпуск сталі у двофазному (+) стані до завершення першої стадії розпаду мартенситу, а кількість циклів охолодження-нагрівання становить 3-5. 3 UA 94485 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBondar Volodymyr Yosypovych, Danilchenko Vitalii Yukhymovych
Автори російськоюБондар Владимир Иосифович, Данильченко Виталий Ефимович
МПК / Мітки
МПК: C21D 1/18
Мітки: мартенситним, перетворенням, спосіб, оброблення, термоциклічного, оберненим, сталі
Код посилання
<a href="https://ua.patents.su/6-94485-sposib-termociklichnogo-obroblennya-stali-z-obernenim-martensitnim-peretvorennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб термоциклічного оброблення сталі з оберненим мартенситним перетворенням</a>
Спосіб термоциклічного оброблення сплаву, який старіє за комірковим механізмом
Номер патенту: 86160
Опубліковано: 10.12.2013
Автори: Гаценко Тетяна Сергіївна, Шматко Олег Анатолійович, Храновська Катерина Миколаївна, Шматко Ігор Олегович
МПК: C22F 1/00
Мітки: старіє, комірковим, оброблення, термоциклічного, сплаву, механізмом, спосіб
Формула / Реферат:
Спосіб термоциклічного оброблення сплаву, який старіє за комірковим механізмом, що включає гартування сплаву, який відрізняється тим, що гартування сплаву здійснюють за температур 1300-1400 К до отримання гомогенного твердого розчину, додатково зістарюють сплав за температур 873-1073 К до повного коміркового розпаду твердого розчину, нагрівають сплав до температури, достатньої для цілковитого розчинення продуктів коміркового розпаду твердого...
Спосіб регулювання відбивної здатності поверхні сплаву з мартенситним перетворенням
Номер патенту: 89337
Опубліковано: 10.04.2014
Автори: Литвиненко Юрій Михайлович, Лободюк Валентин Андрійович
МПК: F21V 7/00
Мітки: мартенситним, поверхні, сплаву, перетворенням, здатності, регулювання, спосіб, відбивної
Формула / Реферат:
1. Спосіб регулювання відбивної здатності поверхні сплаву з мартенситним перетворенням, що включає нагрівання сплаву, який відрізняється тим, що нагрівають сплав до температури гартування, витримують його впродовж 10-30 хвилин, охолоджують сплав до температур інтервалу прямого мартенситного перетворення з отриманням 10-100 % мартенситної фази.2. Спосіб за п. 1, який відрізняється тим, що після охолодження сплав нагрівають до...
Спосіб термоциклічного відновлення поршневих пальців двигунів внутрішнього згоряння
Номер патенту: 29175
Опубліковано: 16.10.2000
Автори: Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: C21D 1/00
Мітки: відновлення, спосіб, пальців, термоциклічного, двигунів, внутрішнього, згоряння, поршневих
Формула / Реферат:
Спосіб термоциклічного відновлення поршньових пальців двигунів внутрішнього згоряння, який включав нагрівання вище точки АС3 і охолодження загарту вальною рідиною, який відрізняється тим, що відновлення виконують у три етапи термоциклічної обробки: нагрівання до температури ACl+ (30...50°С) з швидкістю 400...500°С/c, природне охолодження на повітрі до температури АrI- (30...50°С) з швидкістю 3...5°С/с і кількістю термоциклів 3...5; нагрівання...
Низьковуглецеві сталі з високими механічними і корозійними властивостями та спосіб їх виготовлення
Номер патенту: 73311
Опубліковано: 15.07.2005
Автор: Томас Гарет
МПК: C21D 1/18, C21D 1/56, C22C 38/18, C22C 38/34
Мітки: низьковуглецеві, властивостями, виготовлення, корозійними, механічними, високими, спосіб, сталі
Формула / Реферат:
1. Спосіб виготовлення високоміцних, корозійностійких, в'язких легованих вуглецевих сталей, який відрізняється тим, що він включає у себеa) утворення складу сталі з заліза, вуглецю і принаймні одного легувального елементу, включаючи вуглець, у пропорціях, вибраних так, щоб одержати згаданий склад сталі, зона мартенситного переходу якого мала б температуру Ms початку мартенситного перетворення принаймні приблизно 350°С, і щоб вибрані...
Спосіб обробки нержавіючої сталі аустенітного класу
Номер патенту: 79726
Опубліковано: 10.07.2007
Автор: Хаймович Павло Олександрович
Мітки: обробки, аустенітного, нержавіючої, спосіб, сталі, класу
Формула / Реферат:
Спосіб обробки нержавіючої сталі аустенітного класу, що включає пластичне деформування, що забезпечує одержання у сталі мартенситу, старіння одержаного мартенситу, нагрів до температури вище температури старіння, витримку при цій температурі до повного перетворення мартенситу в аустеніт і загартування на аустеніт, який відрізняється тим, що пластичне деформування проводять в умовах всебічного стиску при низьких температурах, а витримку перед...
Попередній патент: Вібраційний грохот
Наступний патент: Спосіб променевої діагностики ступеня тяжкості пілоростенозу у хворих на рак вихідного відділу шлунка
Випадковий патент: Підсилювач звукової частоти слухового апарата