Спосіб та пристрій для термообробки зварних швів
Номер патенту: 94976
Опубліковано: 25.06.2011
Автори: Кюммель Лутц, Ленгсдорф Крістіан, Беренс Хольгер, Юргенс Роберт


Формула / Реферат
1. Спосіб індукційної термічної обробки зварних швів у зварювальній машині з лазерною зварювальною головкою (3) для з'єднання сталевих штаб (2), причому процес нагрівання зварного шва (1) і ділянок (6,7), що примикають до зварного шва, перед і позаду нього здійснюють за допомогою лінійних індукторів (4,5), при цьому нагрівання ділянки (6,7) зварного шва здійснюють за допомогою певним чином настроюваного багатоступеневого лінійного індуктора із зонами різної густини потужності, який виконаний з багаторазовим розподіленням своїх довжин провідних петель і/або з різним виконанням металевих панелей біля петель провідника і/або численними різними ступенями відстаней відносно сталевої штаби, який відрізняється тим, що розподілення всієї прикладеної для нагрівання густини qH потужності нагрівання на окремі ступені (t1, t2) здійснюють таким чином, що в першому ступені (t1) нагрівання має місце більш крутий підйом температури, ніж в наступному ступені (t2) нагрівання.
2. Спосіб за п. 1, який відрізняється тим, що розподілення потужності при двоступеневому нагріванні проводять у співвідношенні 3:1 між першим (t1) і другим (t2) ступенями нагрівання.
3. Спосіб за п. 1 або 2, який відрізняється тим, що між окремими ступенями (t1, t2) нагрівання передбачений час витримки при спеціально встановленій шляхом вимірювання температури температурі з подальшим охолоджуванням раніше підігрітої ділянки (7) зварювання, причому далі здійснюють підігрівання.
4. Пристрій для індукційної термообробки зварних швів у зварювальній машині з лазерною зварювальною головкою (3) для з'єднання сталевих штаб (2), який відрізняється тим, що він призначений для здійснення способу за будь-яким з пп. 1-3, при цьому для попереднього нагрівання і підігрівання передбачений багатоступеневий лінійний індуктор з різною густиною потужності по його довжині, причому лінійний індуктор (4) розташований відповідно перед і лінійний індуктор (5) розташований після лазерної зварювальної головки (3), причому розподіл густини потужності здійснюється
- за допомогою декількох петель провідника і ступеневої зміни довжин частин провідника і/або
- завдяки різному виконанню металевих панелей біля петель провідника по його довжині, причому також всередині однієї петлі провідника досягається різна густина потужності і/або
- внаслідок ступеневої зміни відстані між лінійним індуктором (4, 5) і сталевою штабою (2), завдяки чому також всередині однієї петлі провідника забезпечується різна густина потужності.
5. Пристрій за п. 4, який відрізняється тим, що окремі петлі провідника перериваються для утворення зон вирівнювання між окремими зонами нагрівання.
6. Пристрій за п. 4 або 5, який відрізняється тим, що лінійні індуктори (4, 5) для попереднього нагрівання і підігрівання виконані з керуванням по вибору окремим або спільним чином.
7. Пристрій за будь-яким з пп. 4-6, який відрізняється тим, що лінійний індуктор (4) розташований перед лазерною зварювальною головкою (3), лінійний індуктор (5) - позаду лазерної зварювальної головки (3) з можливістю зміни його відстані.
8. Пристрій за будь-яким з пп. 4-6, який відрізняється тим, що лінійний індуктор (4) зв'язаний з лазерною зварювальною головкою (3).
9. Пристрій за будь-яким з пп. 4-8, який відрізняється тим, що сталевий лист жорстко закріплений, а лазерна зварювальна головка (3) і лінійні індуктори (4,5) виконані з можливістю переміщення.
10. Пристрій за будь-яким з пп. 4-9, який відрізняється тим, що сталевий лист розташований з можливістю переміщення, а щонайменше лазерна зварювальна головка (3) розташована нерухомо.
Текст
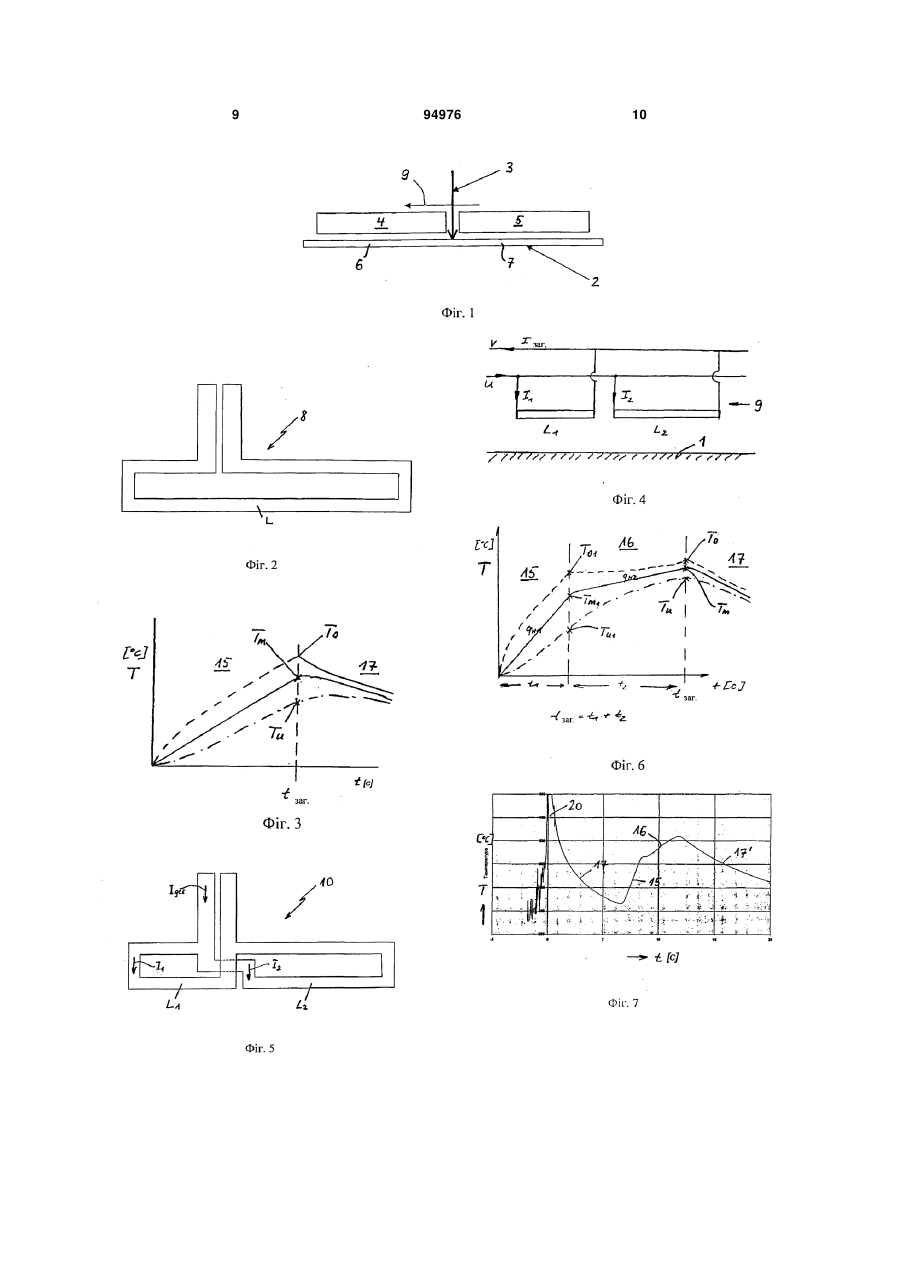
1. Спосіб індукційної термічної обробки зварних швів у зварювальній машині з лазерною зварювальною головкою (3) для з'єднання сталевих штаб (2), причому процес нагрівання зварного шва (1) і ділянок (6,7), що примикають до зварного шва, перед і позаду нього здійснюють за допомогою лінійних індукторів (4,5), при цьому нагрівання ділянки (6,7) зварного шва здійснюють за допомогою певним чином настроюваного багатоступеневого лінійного індуктора із зонами різної густини потужності, який виконаний з багаторазовим розподіленням своїх довжин провідних петель і/або з різним виконанням металевих панелей біля петель провідника і/або численними різними ступенями відстаней відносно сталевої штаби, який відрізняється тим, що розподілення всієї прикладеної для нагрівання густини qH потужності нагрівання на окремі ступені (t1, t2) здійснюють таким чином, що в першому ступені (t1) нагрівання має місце більш крутий підйом температури, ніж в наступному ступені (t2) нагрівання. 2. Спосіб за п. 1, який відрізняється тим, що розподілення потужності при двоступеневому нагрі 2 (19) 1 3 94976 4 8. Пристрій за будь-яким з пп. 4-6, який відрізняється тим, що лінійний індуктор (4) зв'язаний з лазерною зварювальною головкою (3). 9. Пристрій за будь-яким з пп. 4-8, який відрізняється тим, що сталевий лист жорстко закріплений, а лазерна зварювальна головка (3) і лінійні індуктори (4,5) виконані з можливістю переміщення. 10. Пристрій за будь-яким з пп. 4-9, який відрізняється тим, що сталевий лист розташований з можливістю переміщення, а щонайменше лазерна зварювальна головка (3) розташована нерухомо. Винахід стосується способу та пристрою для індукційної термічної обробки зварних швів у зварювальній машині з лазерною зварювальною головкою для з'єднання зварних штаб, причому процес нагрівання зварного шва і прилеглих ділянок перед власне зварним швом і позаду зварного шва здійснюється за допомогою лінійних індукторів. При зварюванні і, зокрема, при зварюванні листів за допомогою лазерних променів дуже велика кількість енергії концентровано подається в дуже вузьку зону шва. Оскільки ділянки листа, що примикають до цієї сильно нагрітої ділянки, мають температуру навколишнього середовища, то в кінцевому результаті вслід за зварюванням через високе падіння температури відбувається дуже швидке охолоджування. Завдяки цьому виникають зміни структури, які можуть істотно погіршити механічні властивості в цій ділянці. За допомогою цілеспрямованої термічної обробки цієї згаданої ділянки зварного шва перед власне зварним швом і позаду зварного шва, тому, робляться спроби вплинути на охолоджування після процесу зварювання. Метою попереднього нагрівання при цьому є запобігання формуванню тріщин безпосередньо після процесу зварювання і підвищення вмісту енергії ділянки шва для зниження швидкості охолоджування. Підігрівання (додаткове нагрівання), яке має місце після зварювання, служить для подальшого зниження швидкості охолоджування. Термічна обробка ділянки зварного шва може здійснюватися при цьому за допомогою термічного нагрівання, наприклад, за допомогою газового або плазмового пальника або шляхом індукційного нагрівання. Термообробка зварного шва здійснюється звичайно завдяки односторонньому розташуванню пальників або індукторів на верхній і нижній стороні. Звідси витікає зумовлений способом нерівномірний розподіл температур і, в результаті, нерівномірна термічна обробка по висоті зварного шва. При коротких періодах нагрівання і високих питомих потужностях нагрівання ще більше посилюється ця несиметричність. Для здійснення необхідної з наведених вище міркувань термічної обробки відомі різні способи, а також пристрої. Так, наприклад, з DE 10 2004 001 166 A1 відомий спосіб лазерного зварювання з попереднім і/або подальшим нагріванням в ділянці зварного шва, яке здійснюється за допомогою лазерного променя лазерної зварювальної головки, причому промінь направляється, по суті, з такою самою потужністю, яка потрібна для зварювання, і з таким самим фокусуванням, але з більш високою швидкістю подачі і, в цьому випадку, багаторазово по ділянці шва, що обробляється. Альтернатива цьому способу полягає в тому, що лазерний промінь направляється по ділянці шва, що обробляється, з підвищеним дефокусуванням і, в цьому випадку, також повільніше. У EP 1 285 719 B1 описується зварювання накладенням лазерного променя на вал, що обертається, причому для ступеневого попереднього нагрівання використовується виконаний у вигляді сегментів кола індуктор, сегменти якого прикладені до вала в місці перед головкою для обробки лазерним променем. Реалізація обох циклів попереднього нагрівання відбувається за допомогою двох різних, жорстко розташованих відносно один одного і відносно точки попадання лазерного променя індукторів, причому густина теплового потоку першого індуктора менше і час впливу тепла і ефективна поверхня індуктора більше, ніж відповідні значення другого індуктора. Підвищення температури в першому циклі попереднього нагрівання здійснюється, відповідно до цього, більш плавно, ніж у другому циклі попереднього нагрівання. Обидва індуктори можуть працювати з різними частотами, вони можуть, однак, також об'єднатися в один, розташований в одному корпусі індуктор, причому різні концентрації поля індукції досягаються за допомогою елементів, що посилюють магнітне поле, іншого поперечного перерізу індукторів або більш тісної відстані між витками. У випадку особливо чутливих до тріщиноутворення матеріалів можна також застосувати додатковий цикл індукційного нагрівання, причому індуктор, що використовується в цьому випадку, об'єднується з двома індукторами циклів попереднього нагрівання в один загальний індуктор. У DE 101 52 685 A1 пропонується пристрій, за допомогою якого в зварному шві і в розташованих по обидві сторони зварного шва зонах термічного впливу за допомогою одного або декількох, жорстко розташованих один за одним в режимі Offline або розташованих з можливістю переміщення в режимі Online вздовж зварного шва лінійних індукторів може проводитися локальна індукційна термічна обробка зварного виробу. Всередині зони впливу лінійних індукторів відносно лінійних індукторів розташовані екрануючі елементи так, що вони, екранують частину ділянки виробу, що піддається впливу при роботі лінійних індукторів, від змінного магнітного поля, що виробляється лінійними індукторами. Виходячи з наведеного рівня техніки," задача винаходу полягає в тому, щоб спосіб та пристрій для термообробки зварних швів виконати таким чином, щоб при зварюванні сталевих листів в достатній мірі знизити небезпеку утворення тріщин або зміни структури в ділянці зварного шва. 5 Поставлена задача за допомогою відмітних ознак пункту 1 формули винаходу вирішується завдяки тому, що нагрівання ділянки зварного шва здійснюється за допомогою визначено настроюваного багатоступеневого лінійного індуктора, із зонами різної густини потужності, який виконаний з багаторазовим розподілом своїх довжин петель провідника і/або з різним виконанням металевих панелей у петель провідника і/або з декількома різними ступенями відстані відносно сталевої штаби. Пристрій для проведення цього способу відрізняється ознаками п. 9 формули винаходу. Багатоступеневе нагрівання проводиться згідно з винаходом шляхом розподілу всієї густини потужності нагрівання, що подається в окремі ступені нагрівання, причому в першому ступені нагрівання виходить більш крутий підйом температури, ніж в наступному ступені нагрівання. Таким чином, наприклад, при двоступеневому нагріванні розподіл потужності між першим і другим ступенем нагрівання проводиться в співвідношенні 3:1. Результатом такого розподілу потужності є більш повільне підвищення температури у другому ступені нагрівання в порівнянні з першим ступенем нагрівання. Завдяки цьому досягається не тільки менший температурний градієнт між верхньою стороною штаби і нижньою стороною штаби, в порівнянні з одноступеневим нагріванням, але також знижується небезпека перегрівання структури при наближенні до бажаної кінцевої температури. Переважно, при багатоступеневому нагріванні між окремими ступенями нагрівання можна встановити також час витримки при спеціально встановленій температурі, що визначається шляхом вимірювання температури, з подальшим охолоджуванням попередньо підігрітої ділянки зварного шва, після якого йде повторне нагрівання. Для одержання цих зон вирівнювання між окремими зонами нагрівання окремі петлі провідника можуть, наприклад, перериватися. Лінійні індуктори для попереднього і подальшого нагрівання згідно з винаходом можуть виконуватися за вибором з керуванням окремо або спільно, причому лазерна зварювальна головка і лінійні індуктори можуть переміщатися без жорсткого зв'язку, наприклад, на роздільних візках. Багатоступеневий нагрів, що проводиться, в наступній за лазерною зварювальною головкою ділянці зварного шва значною мірою залежить від структури сталевої штаби. Лазерна зварювальна головка, тому, розташовується на оптимальній відстані для лазерної зварювальної головки, що відповідає вимогам процесу і визначається, наприклад, шляхом вимірювання температури. Згідно з винаходом, однак, також можливий керований лазерною зварювальною головкою незалежний рух лінійного індуктора, щоб, наприклад, уникнути місцевих перегрівань в ділянці зварного шва, для чого, наприклад, осцилюючим чином змінюється відстань від лазерної зварювальної головки. Багатоступеневе нагрівання ділянки зварного шва, що розташовується попереду, яке здійснюється за допомогою розташованого перед лазерною зварювальною головкою ступеневого лінійно 94976 6 го індуктора, через нагрівання, що безпосередньо йде далі, за допомогою лазерної зварювальної головки може проводитися з тією самою швидкістю, що і у зварювальної головки, внаслідок чого, наприклад, в цьому випадку також доцільно цей лінійний індуктор розташувати жорстко відносно лазерної зварювальної головки або його безпосередньо приєднати до лазерної зварювальної головки. Однак також можливо, якщо це потрібно для адаптації процесу, розташувати лінійний індуктор з можливістю осцилюючої зміни відстані перед лазерною зварювальною головкою. Переваги, що досягаються за допомогою багатоступеневого виконання лінійних індукторів, узагальнюються таким чином: - розподіл густини потужності і тим самим регулювання і зниження небезпеки перегрівання у кінця зони нагрівання, - жорстка конструкція без змінних довжин провідника, - розподіл петель в безпосередній дійовій близькості до сталевої штаби, - компактна конструктивна форма. Інші подробиці винаходу пояснюються, далі, більш детальнр на основі представлених в схематичних кресленнях прикладів виконання, які показують: Фіг. 1 - пристрій для термічної обробки зварного шва, Фіг. 2 - одноступеневий лінійний індуктор згідно з рівнем техніки, Фіг. 3 - діаграма температура-час у випадку одноступеневого нагрівання, Фіг. 4 - розподіл струму двоступеневого лінійного індуктора, Фіг. 5 - двоступеневий лінійний індуктор з розподілом струму відповідно до Фіг. 4, Фіг. 6 - діаграма температура-час при двоступеневому нагріванні, Фіг. 7 - діаграма температура-час при двоступеневому нагріванні з підігріванням. На Фіг. 1 схематично показаний пристрій для зварювання і термообробки зварного шва 1 (див. також Фіг. 4) в сталевій штабі 2. Він складається з лазерної зварювальної головки 3 і розташованого перед нею лінійного індуктора 4 та розташованого за нею лінійного індуктора 5. Лазерна зварювальна головка 3 та обидва лінійних індуктора 4, 5 в цьому прикладі виконання для здійснення процесу зварювання і для термообробки переміщаються в напрямку руху або в напрямку 9 зварювання, в той час як сталева штаба 2 жорстко закріплена. Представлений тут варіант виконання застосовний також для переміщуваних листів при жорсткому встановленні лінійних індукторів 4, 5 і лазерної зварювальної головки 3. Лінійний індуктор 4, що переміщається перед лазерною зварювальною головкою 3, нагріває сталеву штабу 2 у відповідній довжині лінійного індуктора 4 передньої ділянки 6 зварного шва, при цьому наступна за лазерною зварювальною головкою З (подальша) ділянка 7 зварного шва додатково нагрівається розташованим позаду лазерної зварювальної головки лінійним індуктором 5. Лінійні індуктори, що використовуються для 7 термообробки, згідно з рівнем техніки виконані одноступеневими. Проведений за допомогою такого, показаного як приклад на Фіг. 2 лінійного індуктора 8 з однією лише петлею провідника з крізною довжиною ступеня L одноступеневий процес нагрівання дає зображену на Фіг. 3 принципову діаграму температура-час. Як можна зрозуміти з діаграми, між температурою T0 верхньої сторони штаби і температурою Tu нижньої сторони штаби існує велика різниця з максимумом в кінці часу tзаг., оскільки різниця в температурі прямо пропорційна густини q потужності нагрівання лінійного індуктора і часу t нагрівання. Відхилення від бажаної температури Тm процесу після кінця зони 15 нагрівання і перед початком зони 17 охолоджування дуже великі, чому і існує небезпека перегрівання структури. На Фіг. 4 показаний двоступеневий лінійний індуктор з двома, виконаними з різними довжинами L1 та L2 ступенів. Оскільки нагрівання до потрібної температури процесу у випадку двоступеневого лінійного індуктора 10 (порів. з Фіг. 5) вимагає такого самого прикладення Qtзаг.=qh1t1+qh2t2 енергії, як і при одноступеневому лінійному індукторі (з qh1t1 для першого ступеня нагрівання і qh2t2 для другого ступеня нагрівання) і розподіл струму Ізаг. на пайові струми I1 та I2 зворотно пропорційний обом довжинам L1 та L2, то прикладення енергії до окремих ступенів нагрівання можна регулювати шляхом відповідного вибору довжин ступенів. Виходячи з цього, наведений як приклад розподіл струму на різні довжини L1 та L2 двоступеневого лінійного індуктора 10 визначено на Фіг. 5. Більш короткий ступінь L1 з більш високою густиною I1 потужності, в порівнянні з більш довгим ступенем L2, знаходиться відносно напрямку 9 зварювання спереду, тобто підлягаюча обробці ділянка зварювання, навантажується спочатку більш високою густиною потужності. З Фіг. 4 та 5, далі, можна розпізнати, яким чином можна здійснити розподіл струму у випадку двоступеневого лінійного індуктора 10 шляхом спеціального розташування і подачі струму в обидві петлі провідника з їх різними довжинами L1 та L2 ступенів. Результат проведеного за допомогою такого лінійного індуктора 10 двоступеневого процесу нагрівання показує відображена на Фіг. 6 принципова діаграма температура-час. Крутий підйом температури в першому ступені 15 нагрівання хоча і призводить точно так само до великої різниці температур між температурами T0 та Tu до закінчення першого ступеня нагрівання в точці t1, після цього, однак, в цьому випадку у другому ступені 16 нагрівання через проміжок t2 часу має місце вирівнювання температури, так що після протікання процесу цього другого ступеня термообробки при 94976 8 tзаг., відхилення температури від потрібного середнього значення температури Тm виходять значно меншими, в порівнянні з одноступеневим нагріванням. Реальний результат двоступеневого нагрівання з підігріванням представлений на Фіг, 7. Хід температурної кривої в показаній діаграмі температура-час починається в безпосередній ділянці 20 зварювання при t=0 з подальшим охолоджуванням 17, що проходить круто. При заданій температурі, в цьому випадку приблизно при 320C, крутим підйомом температури починається перший ступінь 15 підігрівання тривалістю близько 1 секунди до температури близько 520°С. Безпосередньо після цього йде другий ступінь 16 нагрівання, тепер з плавним підйомом температури до загального часу нагрівання близько 3,3 секунд і кінцевої температури приблизно 620C. Після цього йде остаточне охолоджування з плоским завдяки підігріванню ходом кривої 17’ охолоджування. Зрозуміло, є випадки, в яких зона 16 є зоною витримки або навіть зоною з уповільненим охолоджуванням. При уповільненому охолоджуванні енергії, що подається в систему, недостатньо, щоб вирівняти віддачу тепла в навколишнє середовище. Перелік позначень 1 - зварний шов 2 - сталева штаба 3 - лазерна зварювальна головка 4 - лінійний індуктор для попереднього нагрівання 5 - лінійний індуктор для додаткового нагрівання (підігрівання) 6 - передня ділянка зварного шва 7 - наступна за передньою ділянкою ділянка зварного шва 8 - одноступеневий лінійний індуктор 9 - напрямок зварювання, напрямок переміщення 10 - двоступеневий лінійний індуктор 15,16 - зона нагрівання 17,17' - зона охолоджування 20 - безпосередня ділянка зварювання L - довжина петлі L1,L2 - довжина ступеня лінійного провідника І1,І2 - ампераж T - температура штаби T0 - температура верхньої сторони штаби Тu - температура нижньої сторони штаби Тm - середня температура штаби t - час t1 - кінець першого ступеня нагрівання t2 - кінець другого ступеня нагрівання tзаг. - загальний час нагрівання 9 94976 10 11 Комп’ютерна верстка Д. Шеверун 94976 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for heat treatment of the welds
Автори англійськоюKuemmel Lutz, Behrens Holger, Lengsdorf Christian, Juergens Robert
Назва патенту російськоюСпособ и устройство для термообработки сварных швов
Автори російськоюКюммель Лутц, Беренс Хольгер, Ленгсдорф Кристиан, Юргенс Роберт
МПК / Мітки
МПК: C21D 1/42, B23K 26/00, H05B 6/02, C21D 9/50
Мітки: спосіб, швів, зварних, термообробки, пристрій
Код посилання
<a href="https://ua.patents.su/6-94976-sposib-ta-pristrijj-dlya-termoobrobki-zvarnikh-shviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для термообробки зварних швів</a>
Процес термообробки зварних з’єднань

Номер патенту: 77094
Опубліковано: 16.10.2006
Автори: Чижиков Микола Васильович, Погрібний Микола Андрійович, Івашов Микола Іванович, Пастухов Михайло Віталійович
МПК: C21D 9/50
Мітки: термообробки, з'єднань, процес, зварних
Формула / Реферат:
Процес термообробки зварних з'єднань, що включає циклічні повторення нагрівання струмами високої частоти та охолодження зварного шва і зони термічного впливу, який відрізняється тим, що зварний шов і зону термічного впливу одночасно піддають термообробці, здійснюючи в кожному циклі нагрівання зі швидкістю 3-11°С/с до температур Ас3+(85-135)°С і природне охолодження до температур Ас3+(15-85)°С, при цьому в кожному наступному циклі по...
Спосіб контролю міцності поясних швів зварних профілів

Номер патенту: 59201
Опубліковано: 10.05.2011
Автори: Шульгін Володимир Васильович, Пашинський Віктор Антонович
МПК: G01N 3/08
Мітки: швів, спосіб, профілів, зварних, поясних, контролю, міцності
Формула / Реферат:
Спосіб контролю міцності поясних швів зварних профілів, який полягає в механічному випробуванні зразків на зріз поясних кутових швів, який відрізняється тим, що для випробувань використовуються зразки у формі коротких відрізків зварного двотавра, які мають поперечний переріз натурних розмірів, товщину полички та стінки, достатню для руйнування зразків по зварних швах, і довжину, меншу від чотирьох катетів шва, й виготовлені у звичайному...
Пристрій для нанесення ізолюючого покриття на ділянки зварних швів внутрішньої поверхні трубопровода
Номер патенту: 18638
Опубліковано: 25.12.1997
Автори: Гнатюк Ігор Васильович, Забела Костянтин Олексійович
МПК: F16L 58/02
Мітки: поверхні, внутрішньої, нанесення, швів, трубопровода, пристрій, ділянки, ізолюючого, покриття, зварних
Формула / Реферат:
Устройство для нанесения изолирующего покрытия на участки сварных швов внутренней поверхности трубопровода, содержащее соединенные между собой поршень в виде надувной оболочки из эластичного материала и оправку в форме стакана, отличающееся тем, что оправка снабжена жестко соединенным с ней штоком, имеющим на конце упор, и направляющими шпильками, а поршень - геометрично соединенным с ним жестким наконечником со сквозным осевым отверстием под...
Спосіб контролю зварних швів
Номер патенту: 26816
Опубліковано: 12.11.1999
Автори: Шольц Артур, ЕБЕЛІНГ Вільгельм, Фабер Гуй, КУНЕН Готтфрід
МПК: B23K 9/00
Мітки: спосіб, зварних, контролю, швів
Формула / Реферат:
1. Способ контроля сварных швов с применением вихревого потока, отличающийся тем, что большие объемные и крупнозернистые сварные швы контролируют в режиме текущего времени послойно, по мере их наложения.2. Способ по п.1, отличающийся тем, что контроль с применением вихревого потока осуществляют при повышенных температурах изделия.3. Способ по п.2, отличающийся тем, что температура изделия составляет до 350°C.4. Способ по...
Блок акустичний для ультразвукового контролю зварних швів труб
Номер патенту: 24931
Опубліковано: 25.07.2007
Автори: Загорулько Володимир Сергійович, Мозжухін Анатолій Олександрович, Найда Володимир Львович, Захаров Алєксандр Фьодоровіч
МПК: G01N 29/24
Мітки: труб, блок, швів, контролю, зварних, ультразвукового, акустичний
Формула / Реферат:
1. Блок акустичний для ультразвукового контролю зварних швів труб, що має корпус для закріплення в ньому щонайменше одного п'єзоелектричного перетворювача (ПЕП) і обойму з прямокутним башмаком, які охоплюють корпус ПЕП та утворюють під ним порожнину для подачі контактної рідини, який відрізняється тим, що башмак виконаний з двома закріпленими на ньому паралельними планками таким чином, що вони виступають нижче нижньої кромки башмака, а в...
Попередній патент: Композиція та її застосування для лікування гіперглікемії та пов’язаних з нею хвороб
Наступний патент: Спосіб термічної підготовки вугільної шихти до процесу коксування
Випадковий патент: Спосіб одержання перламутрового пігменту