Процес термообробки зварних з’єднань
Номер патенту: 77094
Опубліковано: 16.10.2006
Автори: Івашов Микола Іванович, Пастухов Михайло Віталійович, Погрібний Микола Андрійович, Чижиков Микола Васильович

Формула / Реферат
Процес термообробки зварних з'єднань, що включає циклічні повторення нагрівання струмами високої частоти та охолодження зварного шва і зони термічного впливу, який відрізняється тим, що зварний шов і зону термічного впливу одночасно піддають термообробці, здійснюючи в кожному циклі нагрівання зі швидкістю 3-11°С/с до температур Ас3+(85-135)°С і природне охолодження до температур Ас3+(15-85)°С, при цьому в кожному наступному циклі по відношенню до попереднього температуру нагрівання та охолодження підвищують, забезпечуючи накопичення тепла у серцевині зварного з’єднання, а тривалість нагрівання та охолодження скорочують, запобігаючи перегріву поверхні зварного з'єднання і доводячи різницю температур між поверхнею і серцевиною зварного з'єднання до 20°С в останньому циклі термообробки.
Текст
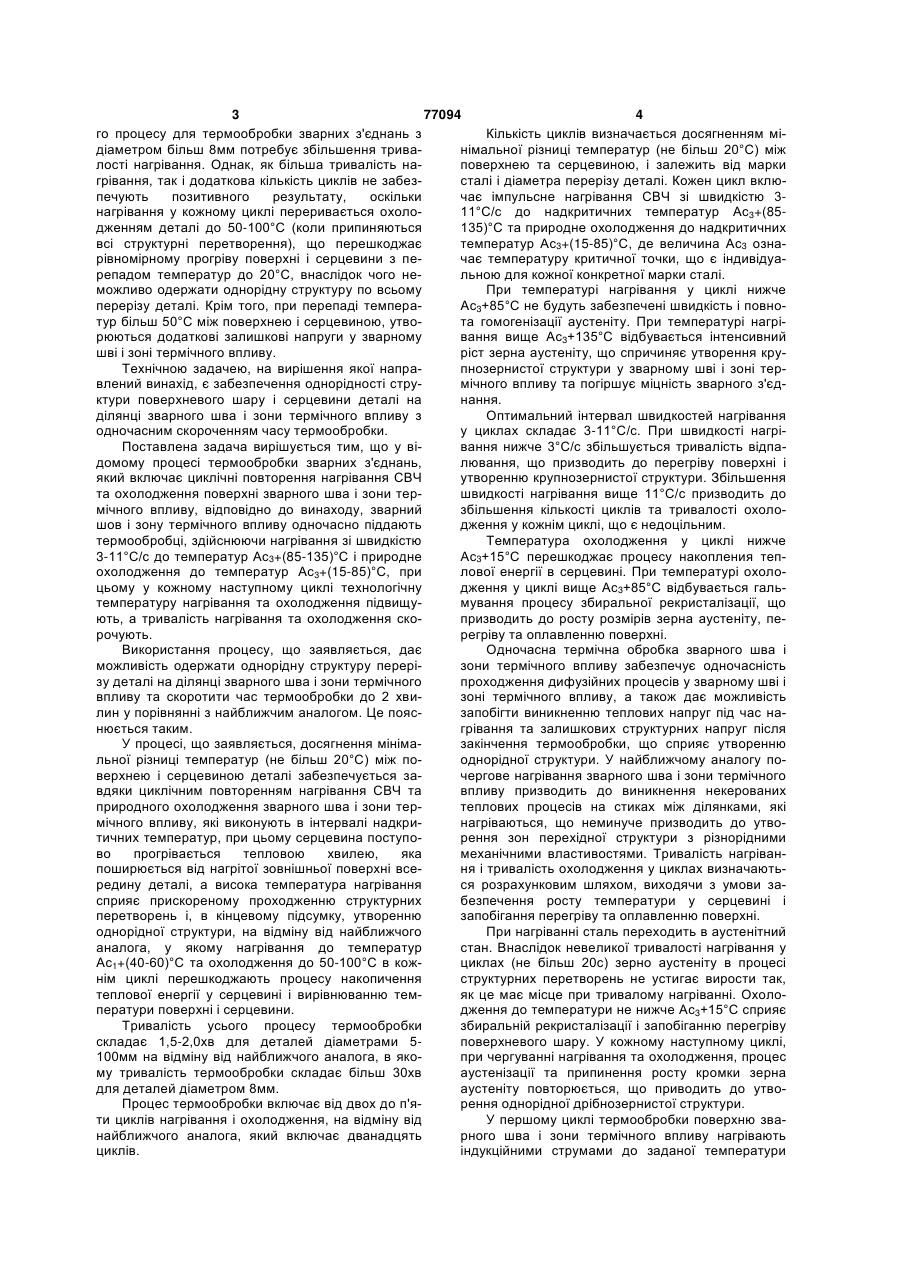
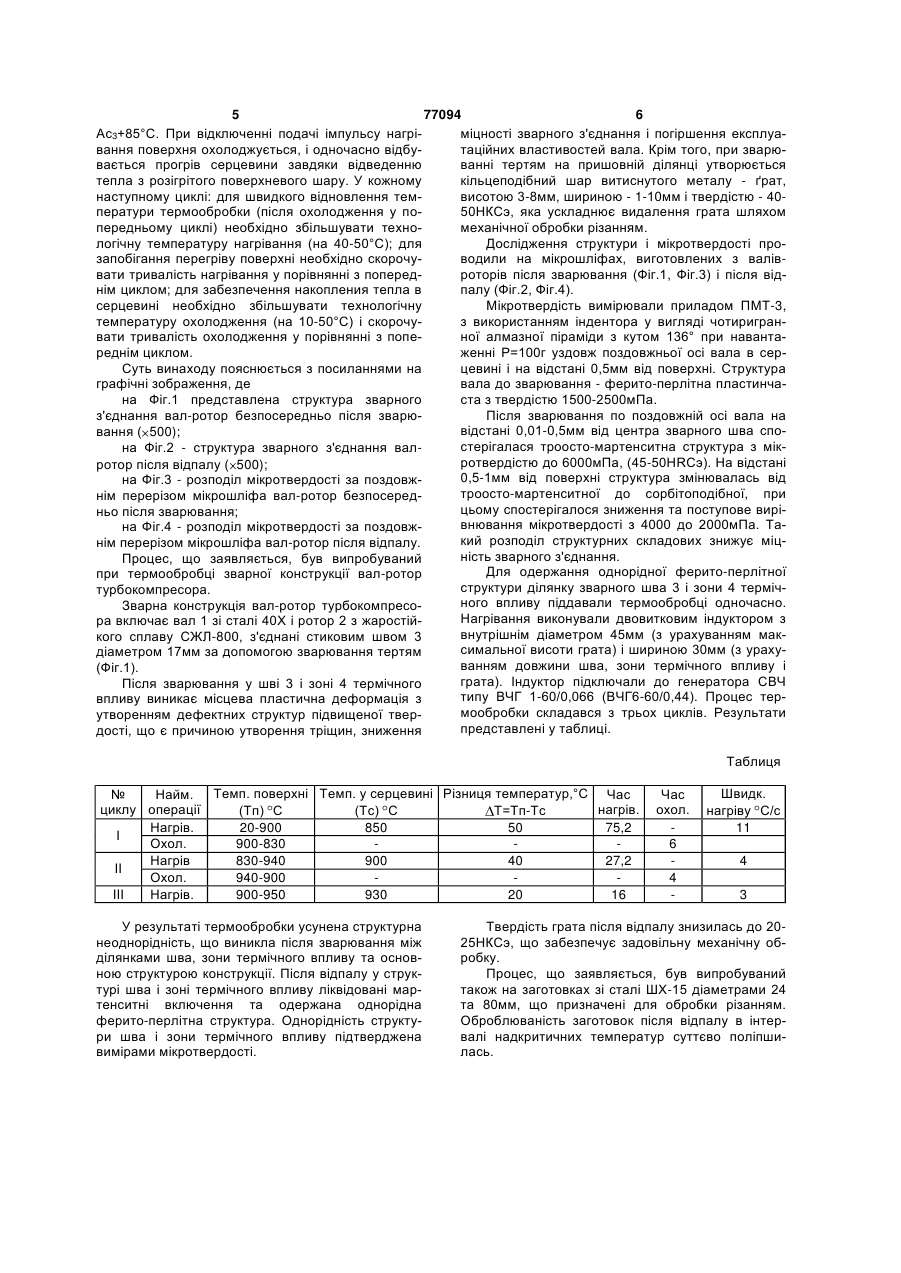
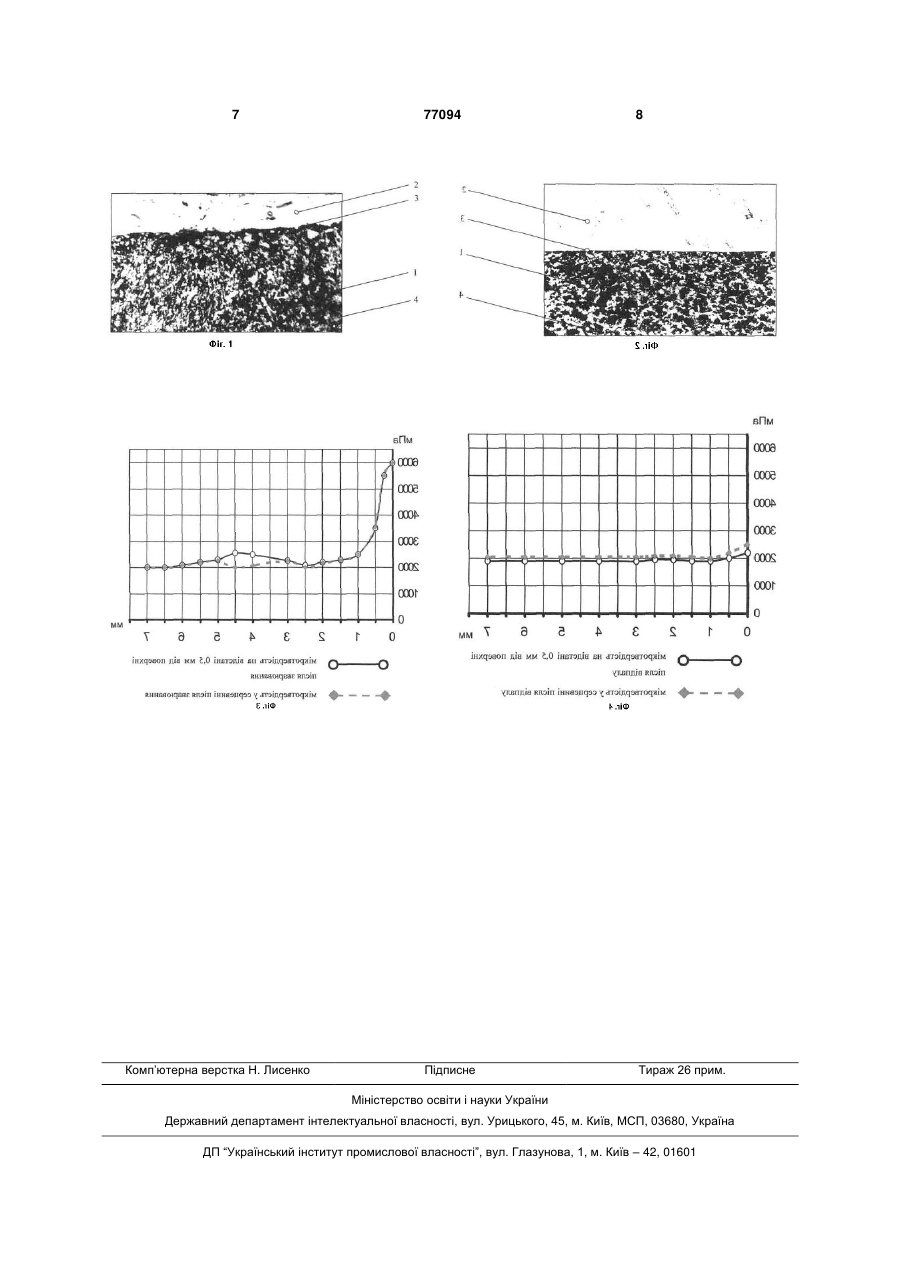
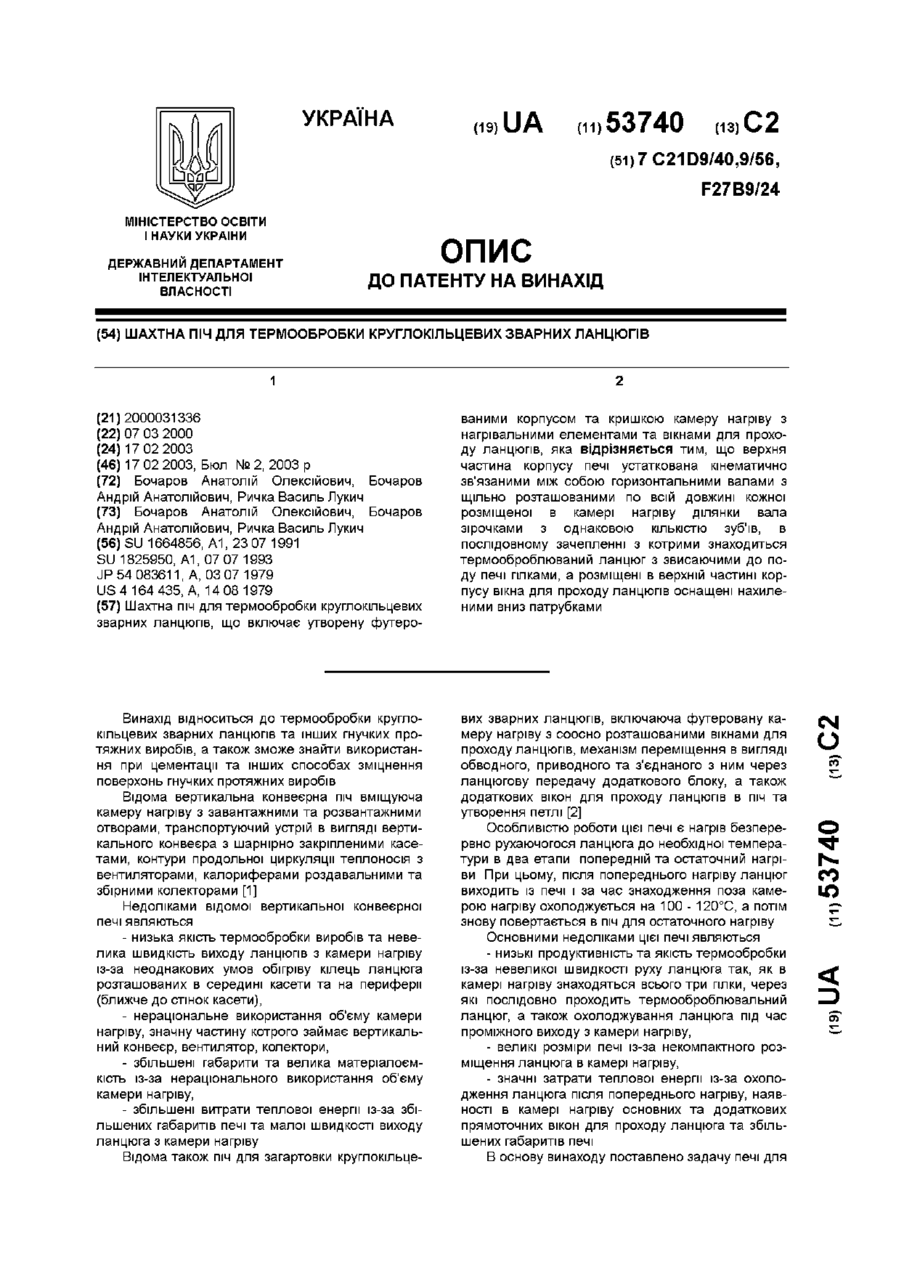
Процес термообробки зварних з'єднань, що включає циклічні повторення нагрівання струмами 3 77094 4 го процесу для термообробки зварних з'єднань з Кількість циклів визначається досягненням мідіаметром більш 8мм потребує збільшення триванімальної різниці температур (не більш 20°С) між лості нагрівання. Однак, як більша тривалість наповерхнею та серцевиною, і залежить від марки грівання, так і додаткова кількість циклів не забезсталі і діаметра перерізу деталі. Кожен цикл вклюпечують позитивного результату, оскільки чає імпульсне нагрівання СВЧ зі швидкістю 3нагрівання у кожному циклі переривається охоло11°С/с до надкритичних температур Ас3+(85дженням деталі до 50-100°С (коли припиняються 135)°С та природне охолодження до надкритичних всі структурні перетворення), що перешкоджає температур Ас3+(15-85)°С, де величина Ас3 ознарівномірному прогріву поверхні і серцевини з печає температуру критичної точки, що є індивідуарепадом температур до 20°С, внаслідок чого нельною для кожної конкретної марки сталі. можливо одержати однорідну структуру по всьому При температурі нагрівання у циклі нижче перерізу деталі. Крім того, при перепаді темпераАс3+85°С не будуть забезпечені швидкість і повнотур більш 50°С між поверхнею і серцевиною, утвота гомогенізації аустеніту. При температурі нагрірюються додаткові залишкові напруги у зварному вання вище Ас3+135°С відбувається інтенсивний шві і зоні термічного впливу. ріст зерна аустеніту, що спричиняє утворення круТехнічною задачею, на вирішення якої напрапнозернистої структури у зварному шві і зоні тервлений винахід, є забезпечення однорідності струмічного впливу та погіршує міцність зварного з'єдктури поверхневого шару і серцевини деталі на нання. ділянці зварного шва і зони термічного впливу з Оптимальний інтервал швидкостей нагрівання одночасним скороченням часу термообробки. у циклах складає 3-11°С/с. При швидкості нагріПоставлена задача вирішується тим, що у вівання нижче 3°С/с збільшується тривалість відпадомому процесі термообробки зварних з'єднань, лювання, що призводить до перегріву поверхні і який включає циклічні повторення нагрівання СВЧ утворенню крупнозернистої структури. Збільшення та охолодження поверхні зварного шва і зони тершвидкості нагрівання вище 11°С/с призводить до мічного впливу, відповідно до винаходу, зварний збільшення кількості циклів та тривалості охолошов і зону термічного впливу одночасно піддають дження у кожнім циклі, що є недоцільним. термообробці, здійснюючи нагрівання зі швидкістю Температура охолодження у циклі нижче 3-11°С/с до температур Ас3+(85-135)°С і природне Ас3+15°С перешкоджає процесу накопления тепохолодження до температур Ас3+(15-85)°С, при лової енергії в серцевині. При температурі охолоцьому у кожному наступному циклі технологічну дження у циклі вище Ас3+85°С відбувається гальтемпературу нагрівання та охолодження підвищумування процесу збиральної рекристалізації, що ють, а тривалість нагрівання та охолодження скопризводить до росту розмірів зерна аустеніту, перочують. регріву та оплавленню поверхні. Використання процесу, що заявляється, дає Одночасна термічна обробка зварного шва і можливість одержати однорідну структуру перерізони термічного впливу забезпечує одночасність зу деталі на ділянці зварного шва і зони термічного проходження дифузійних процесів у зварному шві і впливу та скоротити час термообробки до 2 хвизоні термічного впливу, а також дає можливість лин у порівнянні з найближчим аналогом. Це поясзапобігти виникненню теплових напруг під час нанюється таким. грівання та залишкових структурних напруг після У процесі, що заявляється, досягнення мінімазакінчення термообробки, що сприяє утворенню льної різниці температур (не більш 20°С) між пооднорідної структури. У найближчому аналогу поверхнею і серцевиною деталі забезпечується зачергове нагрівання зварного шва і зони термічного вдяки циклічним повторенням нагрівання СВЧ та впливу призводить до виникнення некерованих природного охолодження зварного шва і зони тертеплових процесів на стиках між ділянками, які мічного впливу, які виконують в інтервалі надкринагріваються, що неминуче призводить до утвотичних температур, при цьому серцевина поступорення зон перехідної структури з різнорідними во прогрівається тепловою хвилею, яка механічними властивостями. Тривалість нагріванпоширюється від нагрітої зовнішньої поверхні всеня і тривалість охолодження у циклах визначаютьредину деталі, а висока температура нагрівання ся розрахунковим шляхом, виходячи з умови засприяє прискореному проходженню структурних безпечення росту температури у серцевині і перетворень і, в кінцевому підсумку, утворенню запобігання перегріву та оплавленню поверхні. однорідної структури, на відміну від найближчого При нагріванні сталь переходить в аустенітний аналога, у якому нагрівання до температур стан. Внаслідок невеликої тривалості нагрівання у Ас1+(40-60)°С та охолодження до 50-100°С в кожциклах (не більш 20с) зерно аустеніту в процесі нім циклі перешкоджають процесу накопичення структурних перетворень не устигає вирости так, теплової енергії у серцевині і вирівнюванню темяк це має місце при тривалому нагріванні. Охолоператури поверхні і серцевини. дження до температури не нижче Ас3+15°С сприяє Тривалість усього процесу термообробки збиральній рекристалізації і запобіганню перегріву складає 1,5-2,0хв для деталей діаметрами 5поверхневого шару. У кожному наступному циклі, 100мм на відміну від найближчого аналога, в якопри чергуванні нагрівання та охолодження, процес му тривалість термообробки складає більш 30хв аустенізації та припинення росту кромки зерна для деталей діаметром 8мм. аустеніту повторюється, що приводить до утвоПроцес термообробки включає від двох до п'ярення однорідної дрібнозернистої структури. ти циклів нагрівання і охолодження, на відміну від У першому циклі термообробки поверхню званайближчого аналога, який включає дванадцять рного шва і зони термічного впливу нагрівають циклів. індукційними струмами до заданої температури 5 77094 6 Ас3+85°С. При відключенні подачі імпульсу нагріміцності зварного з'єднання і погіршення експлуавання поверхня охолоджується, і одночасно відбутаційних властивостей вала. Крім того, при зварювається прогрів серцевини завдяки відведенню ванні тертям на пришовній ділянці утворюється тепла з розігрітого поверхневого шару. У кожному кільцеподібний шар витиснутого металу - ґрат, наступному циклі: для швидкого відновлення темвисотою 3-8мм, шириною - 1-10мм і твердістю - 40ператури термообробки (після охолодження у по50НКСэ, яка ускладнює видалення грата шляхом передньому циклі) необхідно збільшувати техномеханічної обробки різанням. логічну температуру нагрівання (на 40-50°С); для Дослідження структури і мікротвердості прозапобігання перегріву поверхні необхідно скорочуводили на мікрошліфах, виготовлених з валіввати тривалість нагрівання у порівнянні з попередроторів після зварювання (Фіг.1, Фіг.3) і після віднім циклом; для забезпечення накопления тепла в палу (Фіг.2, Фіг.4). серцевині необхідно збільшувати технологічну Мікротвердість вимірювали приладом ПМТ-3, температуру охолодження (на 10-50°С) і скорочуз використанням індентора у вигляді чотиригранвати тривалість охолодження у порівнянні з попеної алмазної піраміди з кутом 136° при навантареднім циклом. женні Р=100г уздовж поздовжньої осі вала в серСуть винаходу пояснюється з посиланнями на цевині і на відстані 0,5мм від поверхні. Структура графічні зображення, де вала до зварювання - ферито-перлітна пластинчана Фіг.1 представлена структура зварного ста з твердістю 1500-2500мПа. з'єднання вал-ротор безпосередньо після зварюПісля зварювання по поздовжній осі вала на відстані 0,01-0,5мм від центра зварного шва сповання ( 500); стерігалася троосто-мартенситна структура з мікна Фіг.2 - структура зварного з'єднання валротвердістю до 6000мПа, (45-50НRCэ). На відстані ротор після відпалу ( 500); 0,5-1мм від поверхні структура змінювалась від на Фіг.3 - розподіл мікротвердості за поздовжтроосто-мартенситної до сорбітоподібної, при нім перерізом мікрошліфа вал-ротор безпосередцьому спостерігалося зниження та поступове виріньо після зварювання; внювання мікротвердості з 4000 до 2000мПа. Тана Фіг.4 - розподіл мікротвердості за поздовжкий розподіл структурних складових знижує міцнім перерізом мікрошліфа вал-ротор після відпалу. ність зварного з'єднання. Процес, що заявляється, був випробуваний Для одержання однорідної ферито-перлітної при термообробці зварної конструкції вал-ротор структури ділянку зварного шва 3 і зони 4 термічтурбокомпресора. ного впливу піддавали термообробці одночасно. Зварна конструкція вал-ротор турбокомпресоНагрівання виконували двовитковим індуктором з ра включає вал 1 зі сталі 40Х і ротор 2 з жаростійвнутрішнім діаметром 45мм (з урахуванням маккого сплаву СЖЛ-800, з'єднані стиковим швом 3 симальної висоти грата) і шириною 30мм (з урахудіаметром 17мм за допомогою зварювання тертям ванням довжини шва, зони термічного впливу і (Фіг.1). грата). Індуктор підключали до генератора СВЧ Після зварювання у шві 3 і зоні 4 термічного типу ВЧГ 1-60/0,066 (ВЧГ6-60/0,44). Процес тервпливу виникає місцева пластична деформація з мообробки складався з трьох циклів. Результати утворенням дефектних структур підвищеної тверпредставлені у таблиці. дості, що є причиною утворення тріщин, зниження Таблиця № Найм. Темп. поверхні Темп. у серцевині Різниця температур,°С Час циклу операції нагрів. (Тп) С (Тс) С Т=Тп-Тс Нагрів. 20-900 850 50 75,2 І Охол. 900-830 Нагрів 830-940 900 40 27,2 II Охол. 940-900 III Нагрів. 900-950 930 20 16 У результаті термообробки усунена структурна неоднорідність, що виникла після зварювання між ділянками шва, зони термічного впливу та основною структурою конструкції. Після відпалу у структурі шва і зоні термічного впливу ліквідовані мартенситні включення та одержана однорідна ферито-перлітна структура. Однорідність структури шва і зони термічного впливу підтверджена вимірами мікротвердості. Час охол. 6 4 Швидк. нагріву С/с 11 4 3 Твердість грата після відпалу знизилась до 2025НКСэ, що забезпечує задовільну механічну обробку. Процес, що заявляється, був випробуваний також на заготовках зі сталі ШХ-15 діаметрами 24 та 80мм, що призначені для обробки різанням. Оброблюваність заготовок після відпалу в інтервалі надкритичних температур суттєво поліпшилась. 7 Комп’ютерна верстка Н. Лисенко 77094 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for heat treatment of welding joints
Автори англійськоюPohribnyi Mykola Andriiovych
Назва патенту російськоюПроцесc термообработки сварочных соединений
Автори російськоюПогребной Николай Андреевич
МПК / Мітки
МПК: C21D 9/50
Мітки: термообробки, з'єднань, зварних, процес
Код посилання
<a href="https://ua.patents.su/4-77094-proces-termoobrobki-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Процес термообробки зварних з’єднань</a>
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: термічної, обробки, спосіб, з'єднань, зварних
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Шахтна піч для термообробки круглокільцевих зварних ланцюгів
Номер патенту: 53740
Опубліковано: 17.02.2003
Автори: Ричка Василь Лукич, Бочаров Андрій Анатолійович, Бочаров Анатолій Олексійович
МПК: F27B 9/00, C21D 9/56, C21D 9/40
Мітки: ланцюгів, зварних, піч, круглокільцевих, термообробки, шахтна
Формула / Реферат:
Шахтна піч для термообробки круглокільцевих зварних ланцюгів, що включає утворену футерованими корпусом та кришкою камеру нагріву з нагрівальними елементами та вікнами для проходу ланцюгів, яка відрізняється тим, що верхня частина корпусу печі устаткована кінематично зв'язаними між собою горизонтальними валами з щільно розташованими по всій довжині кожної розміщеної в камері нагріву ділянки вала зірочками з однаковою кількістю зуб'їв, в...
Спосіб термообробки сталі
Номер патенту: 51138
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: спосіб, сталі, термообробки
Формула / Реферат:
1. Спосіб термообробки сталі, що включає швидкісне нагрівання сталі до температури аустенітної зони, короткочасне витримування, охолодження для одержання мартенситу або нижнього бейніту, який відрізняється тим, що перед швидкісним нагріванням додатково проводять нормалізацію або гартування, нагрівання і витримування у субкритичному (СК) або/та міжкритичному (МК) інтервалах температур.2. Спосіб по п.1, який відрізняється тим, що...
Спосіб термічної обробки зварних з’єднань
Номер патенту: 47458
Опубліковано: 15.07.2002
Автори: Стеренбоген Юрій Олександрович, Васильєв Дмитро Вікторович, Савицький Михайло Михайлович
МПК: C21D 9/50
Мітки: зварних, з'єднань, термічної, обробки, спосіб
Формула / Реферат:
1. Спосіб термічної обробки зварних з'єднань для підвищення стійкості зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електродом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550...
Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей
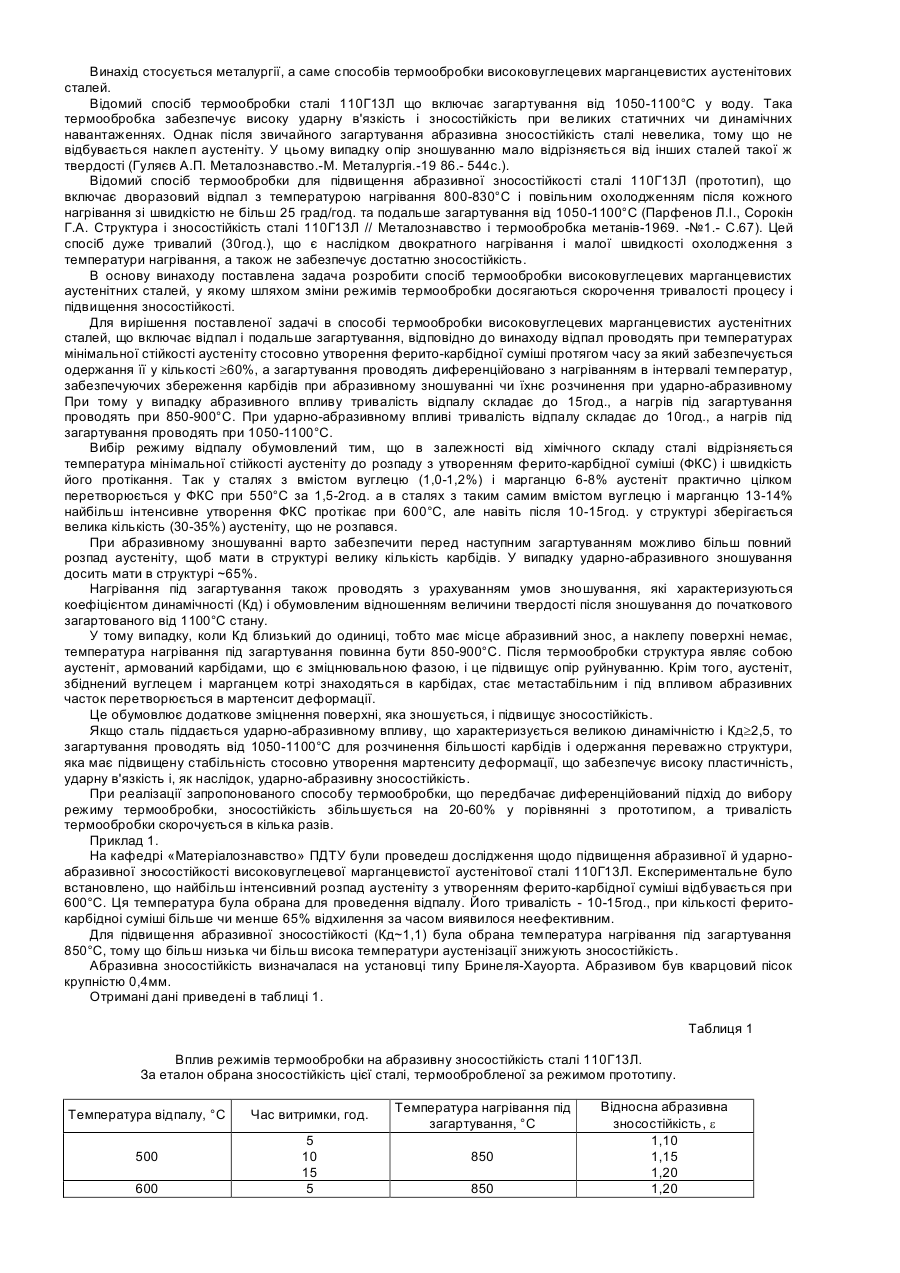
Номер патенту: 65978
Опубліковано: 15.04.2004
Автор: Малінов Леонід Соломонович
МПК: C21D 1/00
Мітки: аустенітових, спосіб, термообробки, марганцевистих, високовуглецевих, сталей
Формула / Реферат:
1. Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей, що включає відпал і подальше загартування, який відрізняється тим, що відпал проводять при температурах мінімальної стійкості аустеніту стосовно утворення феритокарбідної суміші протягом часу, за який забезпечується одержання її у кількості не менше 60%, а загартування проводять диференційовано з нагріванням в інтервалі температур, забезпечуючих збереження карбідів...
Попередній патент: Кондиціонер
Наступний патент: Пристрій для натягування ланцюгів скребкового конвеєра
Випадковий патент: Похідна піролідиндикарбонової кислоти та її застосування у лікуванні проліферативних захворювань